
трансформация во времени – тема научной статьи по истории и археологии читайте бесплатно текст научно-исследовательской работы в электронной библиотеке КиберЛенинка
Н. С. Кавер 10.24412/cl-35672-2022-1-0069
N. S. Kaver
Фасадная объемная керамика в России: трансформация во времени Facade volumetric ceramics in Russia: transformation in time
Ключевые слова: фасад, изразцы, объемная керамика, эмаль, облицовка. Keywords: facade, tiles, volumetric ceramics, enamel, cladding.
Аннотация: В статье рассмотрено развитие и изменение форм и приемов облицовки объемной керамикой в различные исторические периоды.
Abstract: The development and change of forms and methods of facing with volumetric ceramics in different historical periods is considered in the article.
Керамические материалы традиционно применяются в отделке фасадов. Древняя объемная керамика – изразцы (ст.-слав. израз – резать, образить – украсить), имели гладкую или рельефную лицевую строну и коробчатую румпу для устойчивого крепления в теле кладки. Лицевая поверхность могла быть политая, т. е. покрыта стекловидным слоем глазури или эмали, образующейся на поверхности черепка легкоплавкими силикатами под действием повышенной температуры политого обжига, либо пористая – архитектурная терракота, и в таком случае было достаточно одного обжига -утильного. Глазури давали прозрачный красочный слой, эмали (майолики) же непрозрачный, плотный цвет за счет введения в состав глазури специальных веществ
Лицевая поверхность могла быть политая, т. е. покрыта стекловидным слоем глазури или эмали, образующейся на поверхности черепка легкоплавкими силикатами под действием повышенной температуры политого обжига, либо пористая – архитектурная терракота, и в таком случае было достаточно одного обжига -утильного. Глазури давали прозрачный красочный слой, эмали (майолики) же непрозрачный, плотный цвет за счет введения в состав глазури специальных веществ
– «глушителей». Глазурование позволяло создавать не только красочное декоративно-художественное оформление фасадов, но и очень долговечное покрытие за счет снижения пористости и водопоглощения изделий. Наличие румпы в изразце также обуславливало его долговечность, водяные пары выходя через стену в сторону более низких температур попадали в румпу, не вызывая отслоения наружного глазурного слоя. Основу глазури составляет кремнезем, в качестве красителей использовали различные оксиды металлов: зеленый цвет давали оксиды меди и хрома, желтый – оксиды железа, сурьмы.
Русские изразцы традиционно делались различной формы: прямоугольные с рамками и без, перемычки, пояски, карнизы, подзоры, ножки с полочкой, городки и другие. Лицевые поверхности могли быть как гладкими, так и рельефными, полихромными, использовались яркие насыщенные зеленые, синие, желтые, белые цвета. Отдельно можно выделить группу муравленых изразцов, покрытых зеленой глазурью; для того, чтобы цвет был чистым, на керамическую основу предварительно наносили белый ангоб [2].
Производство изразцов для фасадов переживало свой рассвет в XVII веке, и ведущее место принадлежало Москве (Гончарная, Мещанская слободы) и Ярославлю. Множество памятников архитектуры этих городов богато декорированы полихромными изразцами
– от отдельных вставок до сплошной облицовки: Вер-хоспасский собор Московского Кремля, церковь Успения в Гончарной слободе, теремок Крутицкого подворья в Москве, архитектурный ансамбль в Коровницкой слободе, церковь Николы Мокрого в Ярославле и др.
Керамический декор чрезвычайно разнообразен: это и отдельные вставки из единичных изразцов, часто об-
рамленные лекальными кирпичами, и изразцовые композиции и панно; горизонтальные членения – фризы, карнизы, пояса, оконные и дверные порталы, и наконец сплошное заполнение гладких поверхностей фасадов, как например, закомары Покровского Измайловского собора (рис. 1). Все это создавало яркое изразцовое убранство фасадов -«узорочье».
1). Все это создавало яркое изразцовое убранство фасадов -«узорочье».
Особая роль в развитии архитектурной керамики принадлежит мастеру Степану (Иванову) Полубесу. Его известный узор «павлинье око» мы можем видеть на соборе в Измайлово (рис. 1), церкви Григория Неокесарий-ского и, конечно же, в Ново-Иерусалимском ансамбле, на строительство которого в 1658 году патриарх Никон отправляет этого мастера. Именно здесь произошел настоящий переворот в керамическом деле: была введена новая палитра глазурей, впервые стали применяться глухие стекловидные эмали и были применены синие и белые красители. Изразцы Ново-Иерусалимского монастыря поражают своим многоцветием, в отделке насчитывается более 50 тыс. ценинных (покрытых эмалью) изразцов. Примерно 60 различных видов рельефа понадобилось мастерам для создания грандиозных панно, фризов. Возможно, узоры и рисунки для них они находили на страницах печатных книг и на тканях, а узор «павлинье око», столь часто применяемый на изразцах многих храмов, был взят с итальянских бархатных и парчовых тканей конца XVI века.
Рис. 1. Собор Покрова Божией Матери в Измайлово, Москва. Узор «павлинье око»
280
Практика
Архитектура модерна вновь обращается к декоративной керамике. К 1900-м годам в России насчитывается 251 керамическая мастерская (фабрично-заводские, ремесленные и учебные центры и художественные объединения). Выросшие из художественного кружка в Абрамцево производства С. И. Мамонтова гончарный завод «Абрамцево» и Кикеринское предприятие «Гельдвейн-Ваулин» выпускали уникальную продукцию и во многом определили лицо русского модерна. Талантливый технолог-керамист П. К. Ваулин разработал новую технологию восстановительного обжига, позволяющую получать майолику с эффектом металлизации, мерцания и радужного блеска. Появилась возможность имитации в керамике других материалов: бронзы, чугуна и даже мрамора. К разработке эскизов привлекались лучшие художники: М. А. Врубель, В. М. Васнецов, К. А. Коровин, Н. К. Рерих. В этот период в керамическом декоре практически отсутствует геометрический орнамент, преобладают криволинейные формы, символические ассоциативные значения.
Универсальность декоративной керамики позволила широко применять ее в культовых, общественных и частных сооружениях различных стилей того времени: модерне, неорусском стиле с национальными мотивами, неоклассическом, византийском стилях, магометанском зодчестве. Так, построенная в 1909-1913 годах Соборная мечеть в Санкт-Петербурге облицована майоликой фирмы «Гельдвейн-Ваулин», которая поражает богатством декора и сложностью рельефа своих изразцов. Для их создания П. К. Ваулин отправил в Туркестан художника П. М. Максимова, чтобы тот восстановил способ изготовления средневековой резной майолики. В Москве в качестве совместной работы производства «Абрамцево» и мастерской «Гельдвейн-Ваулин» можно назвать дом М. Н. Миансаровой на Большой Сухаревской в неорусском стиле, полностью облицованный зеленой майоликой типоразмера «кабанчик» с вставками рельефных керамических изразцов, подражающих русскому стилю. Объемная трактовка экстерьерной керамики этого периода реализуется в двух видах: в зданиях неорусского стиля применен скульптурный рельеф, в постройках модерна – контрельеф. Фасадная керамика архитектуры рубежа веков трансформировалась от традиционного изразца до составленного из отдельных разнофигурных блоков монументального архитектурного панно – майоликовой живописи и скульптурного рельефа, повышающего степень эмоциональности архитектурного образа.
Фасадная керамика архитектуры рубежа веков трансформировалась от традиционного изразца до составленного из отдельных разнофигурных блоков монументального архитектурного панно – майоликовой живописи и скульптурного рельефа, повышающего степень эмоциональности архитектурного образа.
Рис. 2. Формы и типоразмеры современной объемной керамики
Традиции древних зодчих по применению декоративной керамики продолжили советские архитекторы в эпоху Сталинского ампира – высотные здания в Москве, Варшаве (Дворец культуры и науки), павильоны Всесоюзной сельскохозяйственной выставки (в последующем ВДНХ), жилые здания. Одной из первых построек, где была использована объемная керамика в облицовке, – высотное здание на Смоленской площади. Здесь применялись бежевого цвета пустотелые блоки производства Харьковского завода, количество которых превысило 250 тыс. штук, общая площадь облицовки составила 1 тыс. м2.
В качестве сырья для изготовления блоков использовался состав из часовьярской глины (45%), каолина (15%) и шамота (40%). Компоненты после предварительной просушки и измельчения до порошкообразного состояния тщательно перемешивались, затем смесь увлажнялась и уплотнялась. Далее поступающая на ленточный пресс масса разрезалась на кирпичи, которые складировались для вылеживания, а через 48 часов на другом ленточном прессе уже производилась формовка блоков. На стадиях сушки геометрия блоков дважды дорабатывалась, в частности на карборундовых камнях, устранялась кривизна и искажения размеров, вызванные различными величинами усадки. После 96 часов обжига при температуре 1280-1300 0С блоки шлифовались на машинах, для получения гладкой ровной поверхности и точных размеров. При необходимости форма и размеры могли дополнительно обрабатываться еще и на стройплощадке специальным станком. Кладка же стены выполнялась следующим образом: сначала облицовщик выкладывал ряд керамических блоков пилона или простенка, а следом за ним каменщик закладывал кирпичом внутреннюю часть стены. Трудоемкость ручной кладки наружных облицовочных работ оставалась очень высокой, даже несмотря на ввод в эксплуатацию средств механизации.
Компоненты после предварительной просушки и измельчения до порошкообразного состояния тщательно перемешивались, затем смесь увлажнялась и уплотнялась. Далее поступающая на ленточный пресс масса разрезалась на кирпичи, которые складировались для вылеживания, а через 48 часов на другом ленточном прессе уже производилась формовка блоков. На стадиях сушки геометрия блоков дважды дорабатывалась, в частности на карборундовых камнях, устранялась кривизна и искажения размеров, вызванные различными величинами усадки. После 96 часов обжига при температуре 1280-1300 0С блоки шлифовались на машинах, для получения гладкой ровной поверхности и точных размеров. При необходимости форма и размеры могли дополнительно обрабатываться еще и на стройплощадке специальным станком. Кладка же стены выполнялась следующим образом: сначала облицовщик выкладывал ряд керамических блоков пилона или простенка, а следом за ним каменщик закладывал кирпичом внутреннюю часть стены. Трудоемкость ручной кладки наружных облицовочных работ оставалась очень высокой, даже несмотря на ввод в эксплуатацию средств механизации.
Дальнейшее увеличение объемов строительства привело к открытию новых производств вблизи Москвы, цехов художественной керамики Кудиновского, Ку-чинского заводов. Наряду с пустотелыми блоками, например в отделке фасадов МГУ применялась художественная керамика с покрытием эмалями: межоконные вставки, скульптурные композиции [1]. Для облицовки МГУ использовалось 2100 ед. типоразмеров керамических элементов, общей площадью 280 тыс. м2. Колористическая гамма художественной глазурованной облицовки повторяет традиционные цвета русских по-лихромных изразцов: белый, желтый, зеленый; а сочетание светло-бежевого и насыщенного красного цветов общей облицовки блоками широко применялась в московском зодчестве ХУП-ХУШ веков как традиционное сочетание основных материалов: белого камня и кирпича.
В облицовке павильонов Земледелия и Белорусской ССР на ВДНХ также использовали объемную керамику. Сложной формы вогнутая керамическая облицовка всего фасада павильона Земледелия с керамическими барельефами подсолнухов, пчел, петухов, кукурузы,
баранов, маков и др. , и вертикальными выступающими колонками – преимущественно светло-бежевого цвета. Но особенно обращает на себя внимание масштабная группа «Изобилие» над главным входом. Она выполнена в необычной технике, которая сочетает участки смальты с цветной керамикой (ее обожгли в цехах Киевского экспериментального керамико-художественного завода и смонтировали уже по месту).
, и вертикальными выступающими колонками – преимущественно светло-бежевого цвета. Но особенно обращает на себя внимание масштабная группа «Изобилие» над главным входом. Она выполнена в необычной технике, которая сочетает участки смальты с цветной керамикой (ее обожгли в цехах Киевского экспериментального керамико-художественного завода и смонтировали уже по месту).
Павильон республики Беларусь декорирован объемной керамикой частично – преимущественно по колоннам у главного входа. Здесь использовалась глазурованная архитектурно-художественная керамика в виде цветочно-плодовых гирлянд и карнизных поясов ярких насыщенных цветов.
Сегодня объемная керамика применяется уже не в теле кладки, а в системе навесных вентилируемых фасадов, на относе от стены, надежно защищая элементы подконструкции и слой теплоизоляции от внешнего воздействия среды. Облицовка из объемной керамики повышает тепло- и звукозащитные показатели вентилируемых фасадов. Современные возможности технологии позволяют получать не только естественные оттенки глины от светло-бежевого до темного оттен-
ков, но и наносить глазури любых цветов, получать матовые, блестящие, рельефные фактуры; возможны имитации поверхности древесины, камня, бетона методом цифровой печати. Форма изделий не только прямоугольная, но и радиальная, типы поверхности разнообразны: рифленые, волнистые, перфорированные (рис. 2). Все это позволяет оформить отверстия для приточной и вытяжной вентиляции, кондиционеры и другие устройства, вписав их в общую концепцию здания, создав уникальный облик фасада, как жилого, так и общественного здания.
Форма изделий не только прямоугольная, но и радиальная, типы поверхности разнообразны: рифленые, волнистые, перфорированные (рис. 2). Все это позволяет оформить отверстия для приточной и вытяжной вентиляции, кондиционеры и другие устройства, вписав их в общую концепцию здания, создав уникальный облик фасада, как жилого, так и общественного здания.
Трансформируется облик объемной керамики, конструктивные особенности, достоинства же керамической облицовки неизменны во времени – это высокие прочность, долговечность, декоративность и экологическая чистота продукции.
Список цитируемой литературы:
1. Кружков, Н. Высотки Сталинской Москвы. Наследие эпохи / Н. Кружков. Москва : Центрполиграф, 2014. – 345 с. – ISBN: 978-5-227-04542-3.
2. Пруцын, О. И. Реставрационные материалы / О. И. Пруцын. -Москва : Институт искусства реставрации, 2004. – 263 с.: ил. -(Реставрация). – ISBN 5-900-967-23-9.
М. О. Борисенко 10.24412/cl-35672-2022-1-0070
M. O. Borisenko
Проблемы оползневых деформаций (на примере района Сочи) Problems of landslide deformations (the Sochi area)
Ключевые слова: оползень, грунт, рельеф, Сочи, Градостроительный кодекс РФ.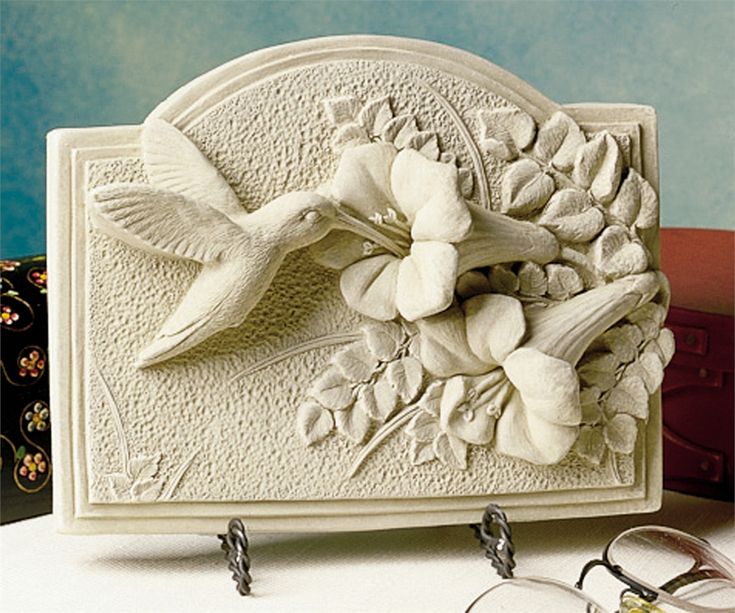 Keywords: Landslide, soil, relief, Sochi, Town-Planning Code of the Russian Federation.
Keywords: Landslide, soil, relief, Sochi, Town-Planning Code of the Russian Federation.
Аннотация: За последние годы участились случаи оползневой активности в районе города Сочи. В статье рассматриваются природные и антропогенные причины возникновения оползней на территории Большого Сочи. Abstract: In recent years, cases of landslide activity in the area of the city of Sochi have become more frequent. The article contains natural and anthropogenic causes of landslides on the territory of Greater Sochi.
Оползень – смещение масс горных пород по склону под воздействием собственного веса и дополнительной нагрузки вследствие подмыва склона, переувлажнения, сейсмических толчков и иных процессов. Склоны, подверженные действию оползней часто состоят из водоупорных и водоносных пород, чередующихся между собой. Склонам с оползневыми процессами свойственны псевдотеррасы, бугры, заболоченные и плохо дренируемые западины. В Европейской части России оползни распространены по бортам долин крупных рек, водохранилищ, вдоль морского побережья.![]() Мощной оползневой деятельностью отмечено побережье Чёрного моря.
Мощной оползневой деятельностью отмечено побережье Чёрного моря.
Оползень – один из самых распространенных геомеханических процессов. Во избежание негативных последствий воздействия оползней, с одной стороны, необходимо осуществление строительства в районах, наименее подверженных оползневой активности, а с другой – заблаговременное предупреждение акти-
визации оползней, угрожающих постройкам в зоне их обнаружения. Сложность этой проблемы усугубляется большим количеством типов оползней, их распространенностью вдоль склонов и динамикой развития. Поэтому часто оползни называют “спящей” геологической опасностью. Они обычно происходят вместе с другими крупными стихийными бедствиями: землетрясениями и наводнениями, что понижает эффективность оказания первой помощи и восстановления пострадавших регионов. А также расширение застройки, рост темпов урбанизации и появление новых видов землепользования увеличивает частоту оползневых катастроф. Механизм образования и развития оползня является ключевым в их исследовании.
Причина образования оползней – нарушение равновесия между удерживающими силами и сдвигающей силой тяжести. Существует множество классификаций оползней, что существенно усложняет процесс изучения и борьбы с ними. Ф. П. Саваренский сформулировал
Керамическая фасадная плитка – новый материал для облицовки фасадов. Практически неограниченный срок службы. Полностью негорючий материал – высокая безопасность и надежность. Терракотовые панели ярких натуральных цветов – объёмная керамика для монтажа вентилируемых фасадов.
- Керамогранит
- Вентилируемые фасады домов: продажа, комплектация и монтаж
- Керамическая фасадная плитка
—–> ПЕРЕЙТИ НА СТРАНИЦУ С ОНЛАЙН ТРАНСЛЯЦИЕЙ <—–
Ежегодно с приходом весны мы, подъезжая к дому или даче, тяжело вздыхаем, глядя на фасад… – опять предстоит пусть и мелкий, но ремонт фасада, опять понадобятся расходы! И начинаем каждый раз задумываться – есть ли материал, который бы служил долго, не требовал ежегодного ремонта, и делал бы ваш дом отличным от других?
Да, несомненно, все ваши требования, которые вы предъявляете к облицовке, сочетает в себе превосходный отделочный материал – керамическая фасадная плитка.
Этот материал уже прочно завоевал симпатии дизайнеров и проектировщиков домов, потому что керамическая плитка действительно соединяет в себе всё, что вы требуете от качественного облицовочного материала для фасада. При её применении ваш дом становится не безликим, а отражает вашу индивидуальность.
Даже такой правильно-консервативный банк (СБЕРБАНК России) строит себе офисы и отделения с использованием керамической фасадной плитки.
Основные цвета и текстура поверхности фасадной плитки из керамики
Фасадная плитка достаточно разнообразна в своей цветовой гамме. Также она может быть как одноцветной, так и многоцветной. Но всё-таки основная, скажем так, цветовая особенность керамической плитки состоит в том, что любой цвет (благодаря естественному и 100% натуральному материалу – глине) всегда будет мягким, естественным и природным. Вы это поймёте сразу, как только ваш фасад станет освещать солнце!
При солнечном освещении фасад из керамической плитки начинает буквально изнутри дышать цветом.
Разнообразие текстуры поверхности: натуральная глиняная поверхность (гладкая или немного шершавая), глазурованная, рифлёная, с рустами…
Керамические фасадные панели и плитка могут изготавливаться и с другими нестандартными текстурами – вплоть до имитации натурального камня.
Звоните на БЕСПЛАТНЫЙ номер 8 (800) 333-111-8
или в центральный офис +7 (495) 97-177-97
Технические характеристики и особенности
Керамическая плита прокрашена в массе, поэтому цвет плиты остаётся в своём первоначальном тоне весь срок службы фасада.
Поверхность плиты противостоит длительному непрерывному ультрафиолетовому излучению и имеет практически неограниченный срок службы.
Облицевать дом керамической фасадной плиткой можно и через много лет после основной постройки дома, так как для этого не требуется проводить никаких дополнительных фасадных работ. Монтаж плит возможно производить круглый год. Непосредственно сами монтажные работы происходят быстро и не требуют большой квалификации рабочих. Небольшие объёмы облицовки вы сможете осуществить даже собственными силами.
Монтаж плит возможно производить круглый год. Непосредственно сами монтажные работы происходят быстро и не требуют большой квалификации рабочих. Небольшие объёмы облицовки вы сможете осуществить даже собственными силами.
Помимо эстетической стороны существует и другое свойство этого материала, которое имеет важное значение – фасад из керамических плит сохраняет тепло дома, уменьшает теплоотдачу, а значит – экономит ваши деньги на обогрев.
Самоочищение. Терракотовые (керамические) панели не производят статическое электричество, а это означает, что пыль не остается на поверхности панели и легко смывается дождем.
ВЫСОКАЯ безопасность и надежность. Группа горючести НГ (негорючий материал).
При условии качественного монтажа на сертифицированные подвесные системы фасад обладает сейсмоустойчивостью и выдерживает большие ветровые нагрузки.
Обзорный каталог фасадного керамогранита
Очень часто керамические плиты используют в сочетании с керамогранитом. Комбинируя эти два облицовочных материала, архитекторы и строители могут делать сложные и красивые фасады, но при этом значительно экономить бюджет.
Комбинируя эти два облицовочных материала, архитекторы и строители могут делать сложные и красивые фасады, но при этом значительно экономить бюджет.
Способы применения и характеристики материалов несколько отличаются и это расширяет возможности реализации технических решений, которые, при использовании только одного материала, просто бы не получилось сделать. Именно по этой причине фасады огромного количества жилых (частных и многоэтажных) домов в европейских странах отделаны именно этими видами облицовочных материалов.
Art Stone
вся коллекция — 52 позиции
Niagara
вся коллекция — 6 позиций
Luxury
вся коллекция — 10 позиций
Moon Stone
вся коллекция — 9 позиций
Marble
вся коллекция — 7 позиций
Transcend Stone
вся коллекция — 4 позиций
Stone Mix
вся коллекция — 3 позиции
Concept
вся коллекция — 4 позиций
Wild Stone
вся коллекция — 8 позиций
Mountain Flow
вся коллекция — 8 позиций
Softstone
вся коллекция — 6 позиций
Monocolor
вся коллекция — 9 позиций
Great Rock
вся коллекция — 6 позиций
Structure
вся коллекция — 22 позиции
Color
вся коллекция — 9 позиций
Подсистема для вентилируемого фасада
вся коллекция. ..
..
Немного интересных фактов…
Примерно в 80-х годах 20 века в Европе, благодаря высоким экологическим требованиям и передовым технологиям, была создана серия продукции для фасадов, за которой со временем закрепилось название «терракотовые панели» или «объемная керамика для вентилируемых фасадов». Вся продукция производится методом экструзии 100% натуральной глины, поэтому плиты экологически безопасны, не излучаю радиацию и могут быть повторно переработаны.
Затем плиты обжигают при высокой температуре (порядка 1.200 градусов). В результате такого производственного цикла получается готовый строительный материал со стабильными физическими (стабильная толщина и идеально выдержанная геометрия по всей длине плиты) и химическими свойствами. Вес плиты более чем в два-три раза меньше, чем вес аналогичной плиты из натурального камня.
Фасады приобрели натуральные яркие цвета, здания стали более экологически безопасными, уровень звукоизоляции и энергосбережения повысился, возможностей реализовать стильные и интересные архитектурные решения стало больше – всё это привело к тому, что керамическая плитка буквально завоевала мировой строительный рынок.
Большое разнообразие применения плит (в сочетании с керамогранитом) можно посмотреть в видеоролике.
Керамическая фасадная плитка – облицовочный материал, не имеющий себе равных. Использование таких плит в частном домостроении – просто идеальное решение!
Ваш дом всегда защищен от огня, проникновения грибка, воздействия различных атмосферных явлений. А яркий и стильный внешний вид фасада (и дома в целом) сохранится на протяжении многих лет.
Раздел распродаж и специальных предложений на материалы и комплектующие
Не будем скрывать – комплексные заказы (монтаж, комплектация, внутренние работы и т.д.) – нам это выгодно. И мы готовы этой выгодой поделиться!
Здесь собраны предложения, которые помогут вам сэкономить строительный бюджет
Даже если в данный момент вы только планируете заняться фасадом в будущем – в этом разделе найдёте много полезного для текущего строительного этапа.
Звоните на БЕСПЛАТНЫЙ номер 8 (800) 333-111-8
или в центральный офис +7 (495) 97-177-97
Керамический гранит для фасадов
Керамогранит для вент фасада
Керамогранитная плитка для фасадов
Композитные вентилируемые фасады
Монтаж вентилируемых фасадов: стоимость работ
Объемные керамические плиты
Представляем Вашему вниманию терракотовые панели «FrescoCeramicsTerracottaPanels» производства «CN Ceramic» (Китай).
Терракотовые панели «FRESCO CERAMICS» прошли весь комплекс необходимых испытаний и получили соответствующие сертификаты. Вкупе с системой «РОНСОН-400» были проведены сейсмические испытания, которые подтвердили возможность крепления терракотовых панелей «FRESCO CERAMICS» на системе РОНСОН на высоту 75 и более метров,в том числе в самых сейсмоопасных районах!
В основе терракотовых панелей «FRESCO CERAMICS» – натуральная глина, вытесненная в форму плит определенного размера и обожженная в печах при высокой температуре. Благодаря натуральности и прекрасному внешнему виду, вентилируемый фасад из терракотовых панелей применяется в самых различных сигментах недвижимости. Также этот материал является экологически чистым и безопасным для человека, широко распространен при отделке внутренних пространств и интерьеров торговых и бизнес-центров.
Стандартные формы и структуры панелей «Объемная керамика формы и структуры»
Основным преимуществом терракотовых панелей «FRESCO CERAMICS» является отличное качество продукта, возможность производства в кратчайшие сроки фактически любых форм и объемов терракотовых панелей, гибкая система инжиниринга и производства, позволяющая в кратчайшие сроки разрабатывать и изготовлять панели нового типа и, несомненно, весьма интересная цена готового продукта, позволяющая заинтересовать фактически любого потенциального клиента, а также наших партнеров!
Производство завода-изготовителя « CN – Ceramic » обладает самым передовым оборудованием из Германии и Италии, крупнейшей в мире системой для производства терракотовых панелей.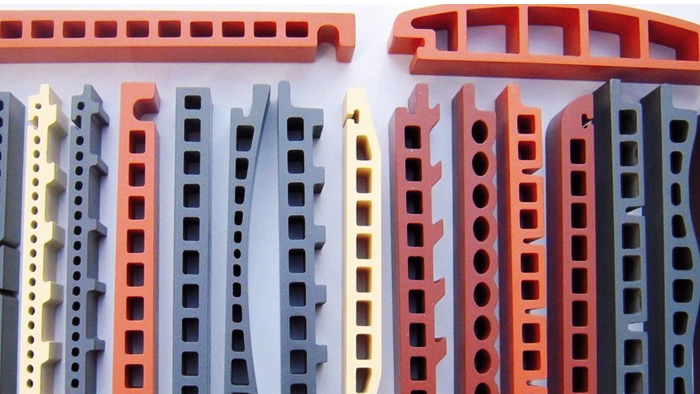 Вместе с опытом инженеров и производственного персонала, система позволяет производить для наших клиентов панели премиум класса, отвечающие самым высоким техническим свойствам!
Вместе с опытом инженеров и производственного персонала, система позволяет производить для наших клиентов панели премиум класса, отвечающие самым высоким техническим свойствам!
Производственные мощности завода позволяют изготавливать панели длинной от 500 до 1800 миллиметров, шириной от 200 до 900 миллиметров и толщиной от 18 до 120 миллиметров. При этом производство весьма гибкое и готово в минимальные сроки разрабатывать и производить панели новых форм и цветов. В среднем, на изготовление новой матрицы и запуска производства панели нового типа, уходит от одной до двух недель, при этом стоимость матрицы в несколько раз меньше их европейских аналогов! В том числе, производство наладило производство панелей радиального типа, что до недавнего времени было возможно только у не большого числа производителей терракоты!
Терракотовые плиты «FRESCO CERMICS» имеют в своей основе огромное количество базовых форм и структур панелей, багетов ламелей с самыми разными типами сечений, обилием фактур и цветов.
Заводом-изготовителем налажено производство терракотовых панелей, имеющих широкую цветовую гамму, которая делится на панели, имеющие окраску в массе, так называемые натуральные цвета и панели, на которые колер наносится в виде глазури. Глазурь может быть матовой или глянцевой, при этом цвет может быть подобран по таблице RAL, включая сложные металлизированные оттенки!
Стандартные цвета смотреть в разделе Карта цветов «Объемная керамика RAL», «Объемная керамика Natura»
Новейшим инновационным продуктом являются производимые заводом-изготовителем терракотовые панели имитирующие натуральный камень! Это позволяет создавать решения внешне идентичные фасадам из натурального камня, при этом материал значительно легче, проще в монтаже и значительно крепче!
Стандартные цвета смотреть в разделе Карта цветов «Объемная керамика Натуральный камень»
Здания с такими фасадами простоят не ограниченное количество времени, без каких-либо внешних изменений, и через сто лет будут выглядеть как новые! Фасады с использованием терракотовых панелей не требуют никакого ухода, пропиток и регулярной очистки, они не боятся сильного ветра и сейсмических воздействий до 9 балов и более! Стоимость такого фасада заметно меньше, а ограничений по высоте монтажа фактически нет!
Подсистемы для устройства НФС с применением плит объемной керамики
Наша компания сотрудничает с одним из ведущих производителей подсистем для устройства навесного фасада – АО «Ронсон Групп», которая предлагает решение для крепления и облицовки плит объемной керамики «Ронсон-400» скрытое крепление.
В системе«Ронсон-400» применяется вертикальная обрешетка из оцинкованной стали с дополнительным антикоррозийным полимерным покрытием 40 мкм, класс пожарной опасности К0, коррозионная стойкость 50 лет.
Преимущества подсистемы:
- экономичность
- малый удельный вес
- возможность облицовки зданий с радиусным фасадом
- горизонтальная и вертикальная раскладка плит с системой крепления
- типы крепления: ко всей плоскости ограждающей конструкции (рядовая), крепление в межэтажные плиты перекрытия (межэтажная).
Предлагаем заказать у нас объемные керамические плиты «FRESCO CERMICS»в полной комплектации с подсистемой «Ронсон-400» для устройства навесного фасада.
-
г.Санкт-Петербург
ЖК «Европа Сити» -
г.Санкт-Петербург
Отель “Avenue-apart» -
г.Санкт-Петербург
ЖК «Царская Столица» г.
 Санкт-Петербург
Санкт-Петербург
ЖК «Золотая Гавань»Ленинградская обл.
Коттеджный поселок «Небо»
 Санкт-Петербург
Санкт-ПетербургТерракотовые панели | Фасадная терракота, объемная керамика для фасада
Для начала надо разъяснить чем отличается терракота от, например, клинкера. Оба материала изготавливаются путём экструзии сырой глины и запекаются в печах. Но клинкер — это особопрочный материал, он обжигатеся при очень высоких температурах, при которых меняются его геометрические параметры, а цвет плиток почти всегда неоднороден. Поэтому его размеры невелики — это формат кирпича, поверхность — груба, а оттенки — разнообразны даже в составе одной коллекции и одной партии. В фасадной терракоте примняются мелкодисперсные глины, шамот и мел, а обжиг производится при меньших температурах. В результате становится возможным изготовить более крупные и тонкие изделия с идеально гладкой и непористой поверхностью с сохранением идеальных геометрических форм. Другое преимущество панелей из терракоты — это возможность создания полостей внутри плит, что делает их более толстыми, но вес только уменьшается! При утолщении плит можно экструдировать терракотовые панели со сложным профилем, в том числе с целью скрытого монтажа панелей.
Позвоните, чтобы узнать наличие терракоты на складе: +7 (495) 921-40-44
Физико-механические показатели терракотовой керамики весьма примечательны — она не горюча, имеет низкое водопоглощение от 3 до 6%, а также высокую морозостойкость — более 150 циклов. Терракотовая фасадная плитка не накапливает статическое электричество, что обеспечивает отличную самоочищаемость поверхности. Благодря пустотам в панелях вес плит тощиной 19 мм составляет всего 35 кг/ м.кв., а схожие по формату плиты из гранита имеют гораздо больший вес — не менее 50 кг.
Фасадная терракота выпускается в виде панелей с длиной от 300 до 1800 мм (с шагом 300 мм), толщинами — 19, 30 и 40 мм (в зависимости от длины), и шириной — 300, 400, 450, или 600 мм. Панели из терракоты могут иметь гладкую, шероховатую или рельефную поверхность. Профиль лицевой поверхности может быть ровным, рифлёным или рустованным. Если требуется блестящая поверхность или очень яркие цвета, то используется глазурование. На заказ изготавливается терракота с текстурой дерева или камня. Кроме плит с профилем паз-гребень, которые устанавливаются горизонтально, существует модификация терракотовых панелей для вертикального монтажа. Помимо террактовых плит в линейке изделий присутствуют декоративные элементы. Это могут быть или угловые декоративные планки, или так называемый терракотовый багет, имеющий форму полых квадратных, круглых или прямогуольных трубок, которые играют роль как солнцезащиты, так и украшения.
На заказ изготавливается терракота с текстурой дерева или камня. Кроме плит с профилем паз-гребень, которые устанавливаются горизонтально, существует модификация терракотовых панелей для вертикального монтажа. Помимо террактовых плит в линейке изделий присутствуют декоративные элементы. Это могут быть или угловые декоративные планки, или так называемый терракотовый багет, имеющий форму полых квадратных, круглых или прямогуольных трубок, которые играют роль как солнцезащиты, так и украшения.
При кажущейся простоте фасадной терракоты ей трудно найти аналог или замену. Прежде всего, этот облицовочный материал привлекает своим абсолютно природным и естественным происхождением. Что может быть натуральнее земли или глины? Нет никаких видимых элементов его крепежа на фасаде, так как для монтажа терракотовых панелей используется исключительно скрытый способ. Гладкая и кажущейся мягкой поверхность, теплота и аутентичный цвет обожженной глины, лаконичность форм и сдержанность оттенков — этот ряд уникальных характеристик просто не может быть скопирован!
Преимущества терракоты:
- Лёгкая керамическая панель
- Природный материал
- Крупные форматы
- Декоративные элементы
- Невидимый способ крепления
- Твёрдость
- Негорючесть
- Несложный монтаж
Недостатки терракотовых панелей:
- Ценовой сегмент не ниже среднего
- Невысокая вандалостойкость
- Изготовление на заказ
- Фасадная бетонная плитка
- Архитектурный бетон
- Керамогранит
Проектируем системы и снижаем Ваши расходы: +7 (495) 921-40-44
Качество терракоты сильно зависит от основного сырья — глины, прежде всего. Не считая воды, главными компонентами глины являются минералы оксид кремния и оксид алюминия, то что в геологии называется одним словом — каолинит. Каолин — слово китайского происхождения, поскольку именно в Китае, как многие знают, появился фарфор, не говоря уже о существовании там знаменитого доисторического шедевра скульптурного мастерства — Терракотовой армии. По-прежнему в Китае добываются лучшие в мире глины, которые экспортируются в страны Европы, где терракотовые плиты производятся в Германии и Испании. В Китае добывается глина белого, желтого, коричневого, красного, зеленого, синего, лилового и чёрного цвета, а с помощью их смешивания возникают и другие оттенки. В высококачественную терракоту не добавляют красители, поэтому цветовая гамма готовых изделий, как правило, не велика, но это исключительно природные цвета! Хорошая глина имеет минимальное количество вредных для керамики примесей, наличие которых влияют на такие параметры глины как пластичность, вязкость, дисперсность, усадка, усушка, спекаемость, огнеупорность и стойкость цвета при обжиге.
Не считая воды, главными компонентами глины являются минералы оксид кремния и оксид алюминия, то что в геологии называется одним словом — каолинит. Каолин — слово китайского происхождения, поскольку именно в Китае, как многие знают, появился фарфор, не говоря уже о существовании там знаменитого доисторического шедевра скульптурного мастерства — Терракотовой армии. По-прежнему в Китае добываются лучшие в мире глины, которые экспортируются в страны Европы, где терракотовые плиты производятся в Германии и Испании. В Китае добывается глина белого, желтого, коричневого, красного, зеленого, синего, лилового и чёрного цвета, а с помощью их смешивания возникают и другие оттенки. В высококачественную терракоту не добавляют красители, поэтому цветовая гамма готовых изделий, как правило, не велика, но это исключительно природные цвета! Хорошая глина имеет минимальное количество вредных для керамики примесей, наличие которых влияют на такие параметры глины как пластичность, вязкость, дисперсность, усадка, усушка, спекаемость, огнеупорность и стойкость цвета при обжиге.
Физико-механические характеристики фасадной терракоты. Технические характеристики
| Наименование облицовочного материала: Фасадная терракота |
Параметры |
|---|---|
| Длина, мм | 600/ 900/ 1200/ 1500/ 1800 |
| Ширина, мм | 300/ 400/ 450 / 600/ 900 |
| Толщина, мм | 19/ 30/ 40/ |
| Вес, кг/ м2 | 35/ 45 / 60 |
| Группа горючести | НГ |
| Термическая стойкость, С | 125 |
| Водопоглощение, % | 5 |
| Морозостойкость | > 150 |
Керамические материалы | ГЕРМЕС ТК
GTK-G 99.
 14
14
≥ 99,7
GTK-G 99.5
Технические характеристики материала
Описание:
Пористый оксид алюминия с повышенной устойчивостью к термошоку для высокотемпературных применений.
Содержание Al2O3 не менее 99,5%
Физические свойства
Объемная плотность
Водопоглащаемость
Среднее значение предела прочности при изгибе 20 °С
Открытая пористость
Тмакс зависит от области применения, однако максимально составляет
Стойкость к термоциклированию
Основная составляющая
Al203
г/см3
%
МПа
Об.-%
°С
%
3,50 – 3,65
1,5 – 3
300
8-12
1700
хорошая
≥ 99,5
GTK-G ALFIT
Технические характеристики материала
Описание:
Пористый оксид алюминия для применения в фильтрах или для подвода и распределения газа.
Содержание Al2O3 не менее 99,5%
Физические свойства
Объемная плотность
Водопоглащаемость
Среднее значение предела прочности при изгибе 20 °С
Открытая пористость
Тмакс зависит от области применения, однако максимально составляет
Основная составляющая
Al203
SiO2
Щелочные оксиды (Na2O, K2O)
г/см3
%
МПа
Об.-%
°С
%
%
%
2,3-2,6
13-18
40-70
35 – 45
1600
≥ 99,5
≤ 0,05
≤ 0,05
GTK-G 99.7N
Технические характеристики материала
Описание:
Высокочистый оксид алюминия. Специальный материал для изоляции элементов печи отжига
Содержание AL2O3 не менее 99,7%.
Физические свойства
Объемная плотность
Теплопроводность 200 °С
Среднее значение предела прочности при изгибе 20 °С
Стойкость к термоциклированию
Коэффициент линейного термического расширения 20-1000 °С
Тмакс зависит от области применения, однако максимально составляет
Основная составляющая
Al203
г/см3
В м^-1 К^-1
МПа
10-6 К^-1
°С
%
3,6 – 3,8
25
200
Хорошая
8-9
1600
≥ 99,7
GTK-G SKA 100FF
Технические характеристики материала
Метод формования: ЛИТЬЁ
Описание:
Пористый оксид алюминия для производства керамики методом литья
Содержание Al2O3 не менее 99,7%
Применение:
Физические свойства
Объемная плотность
Водопоглащаемость
Среднее значение предела прочности при изгибе 20 °С
Открытая пористость
Основная составляющая
Al203
г/см3
%
МПа
Об. -%
-%
%
3,4-3,6
2-4
100-140
10 – 14
≥ 99,5
Метод формования: ЭКСТРУЗИЯ
Описание:
Экструдированный оксид алюминия для применения в фильтрах или для подвода и распределения газов
Содержание Al2O3 не менее 99,7%
Применение:
Физические свойства
Объемная плотность
Водопоглащаемость
Среднее значение предела прочности при изгибе 20 °С
Открытая пористость
Средний диаметр пор
Основная составляющая
Al203
г/см3
%
МПа
Об.-%
мкм
%
2,5-2,7
12-13
30-50
32 – 37
0,2 -0,5
≥ 99,7
Метод формования: ИЗОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ
Описание:
Прессованный оксид алюминия для применения в фильтрах или для подвода и распределения газов
Содержание Al2O3 не менее 99,7%
Физические свойства
Объемная плотность
Водопоглащаемость
Среднее значение предела прочности при изгибе 20 °С
Открытая пористость
Средний диаметр пор
Основная составляющая
Al203
г/см3
%
МПа
Об. -%
-%
мкм
%
2,8-3,0
8-10
50-70
22 – 30
0,4 -0,6
≥ 99,7
GTK-G SKA 200FF
Технические характеристики материала
Описание:
Оксид алюминия для области применений с высокой степенью износа. Экструдированный керамический материал для применения в фильтрах или для подвода и распределения газов
Содержание Al2O3 не менее 99,7%
Физические свойства
Объемная плотность
Водопоглащаемость
Среднее значение предела прочности при изгибе 20 °С
Открытая пористость
Основная составляющая
Al203
г/см3
%
МПа
Об.-%
%
2,7-2,9
8-10
50-70
27 – 32
≥ 99,7
GTK-G APG
Высокочистый Al2O3 (корунд) для защитных чехлов
Описание:
высокочистый оксид алюминия для защитных трубок , чехлов для особенно сложных технических задач для особо сложных условий применения
Содержание AL2O3 не менее 99,8%. -1
-1
%
3,90 – 3,94
0
350
300-380
8-9
25
1800
900
≥ 99,7
GTK-G KMV 80L
Технические характеристики материала
Описание:
муллит, муллитовый материал, корунд для печей,
для печестроения
Содержание Al2O3 ≥ 84%, SiO2 ≥12%
Физические свойства
Основа сырья
Плотность
Открытая пористость
Прочность сжатия хол.
Прочность на изгиб хол.
Теплопроводность при 1000 °С
Удельная теплоемкость 20-100 °С
Тмакс зависит от области применения, однако максимально составляет
Размягчение под давлением
Температурный градиент
Основная составляющая
Al203
SiO2
Щелочные оксиды (Na2O, K2O)
г/см3
Объ.-%
Н/мм2
МПа
В/м К
Дж кг-1 К-1
°С
t 0,5 °С
t 1,0 °С
Воздух
Вода
%
%
%
корунд / муллит
2,8 – 2,9
18 – 20
80-120
8,6
2,7
800
> 1700
1490
1570
–
> 35
≥ 84
12
< 0,1
GTK-G PFGS
Технические характеристики материала
Описание:
Плотный, муллит, муллитовый материал для печей / для деталей печей (Тип С610 / DIN EN 60672)
Содержание Al2O3 ≥ 56-58%,
Физические свойства
Объемная плотность
Водопоглащаемость
Среднее значение предела прочности при изгибе 20 °С
Модуль упругости 20 °С
Коэффициент линейного термического расширения 20-1000 °С
Теплопроводность 200 °С
Тмакс зависит от области применения, однако максимально составляет
Стойкость к термоциклированию
Удельная теплоемкость 20-100 °С
Электрические свойства
Прочность на электрический
пробой 20°С
Удельное электрическое сопротивление DC, 20°С
Основная составляющая
Al203
SiO2
Щелочные оксиды (Na2O, K2O)
г/см3
%
МПа
ГПа
10-6 К^-1
В м^-1 К^-1
°С
Дж кг^-1 К^-1
кВ/мм
Ω см
%
%
%
2,6
0
120
100
6
2
1400
Хорошая
900
17
10^13
≥ 56-58
38-40
3
GTK-G Sil60
Технические характеристики материала
Описание:
Пористый, муллит, муллитовый связанный материал на основе алюмосиликата для печей, для печестроения. -1
-1
%
%
%
2,45
9
17-20
45
60
5,7
1,4
1350
Превосходная
900
≥ 72-74
24-26
1,0
GTK-BN-99
Технические характеристики материала
Содержание BN>99
Высокочистый нитрид бора (Boron Nitride)
Физические свойства
Плотность
Связующий элемент
Цвет
Электрическое сопротивление
Макс. температура в воздухе
Макс. температура в инертной атмосфере (вакууме)
Прочность на изгиб
Прочность на сжатие
Тепловое расширение (RT1000 °С)
Теплопроводность
Применение
Изоляция для высокотемпературных печей
Тигли для испарения металлов
Детали для плавки металлов или стекла
Транспортные трубы или сопла для плавления металла
г/см3
–
–
Ом·см
°С
°С
МПа
МПа
10-6/K
Вт/(м·К)
–
ДА
ДА
ДА
ДА
2
Н/Д
белый
≥1014
900
2100
(1900)
35
85
1,8
40
Высокотемпературный вакуум
GTK-BN-H
Технические характеристики материала
Содержание BN>99,7
Высокочистый нитрид бора (Boron Nitride)
Физические свойства
Плотность
Связующий элемент
Цвет
Электрическое сопротивление
Макс. температура в воздухе
температура в воздухе
Макс. температура в инертной атмосфере (вакууме)
Прочность на изгиб
Прочность на сжатие
Тепловое расширение (RT1000 °С)
Теплопроводность
Применение
Детали для плавки металлов или стекла
г/см3
–
–
Ом·см
°С
°С
МПа
МПа
10-6/K
Вт/(м·К)
–
ДА
1,6
Н/Д
белый
≥1014
900
2100
(1900)
18
45
1,5
35
Высокотемпературный вакуум
GTK-BN-А
Технические характеристики материала
Содержание: BN+Al+Si
Нитрид бора (Boron Nitride)
Физические свойства
Плотность
Связующий элемент
Цвет
Электрическое сопротивление
Макс. температура в воздухе
Макс. температура в инертной атмосфере (вакууме)
Прочность на изгиб
Прочность на сжатие
Тепловое расширение (RT1000 °С)
Теплопроводность
Применение
Изоляция для высокотемпературных печей
Детали для плавки металлов или стекла
Транспортные трубы или сопла для плавления металла
г/см3
–
–
Ом·см
°С
°С
МПа
МПа
10-6/K
Вт/(м·К)
–
ДА
ДА
ДА
2,20 – 2,30
B2O3+Al2O3+SiO2
бело-серый
≥1013
1000
1750
(1750)
65
145
2
35
порошковая металлургия
GTK-BN-B
Технические характеристики материала
Содержание: BN+Zr+Al
Нитрид бора (Boron Nitride)
Физические свойства
Плотность
Связующий элемент
Цвет
Электрическое сопротивление
Макс. температура в воздухе
температура в воздухе
Макс. температура в инертной атмосфере (вакууме)
Прочность на изгиб
Прочность на сжатие
Тепловое расширение (RT1000 °С)
Теплопроводность
Применение
Изоляция для высокотемпературных печей
Детали для плавки металлов или стекла
Детали для высокотемпературных упоров
Литейные формы для металла или сплавов
Транспортные трубы или сопла для плавления металла
г/см3
–
–
Ом·см
°С
°С
МПа
МПа
10-6/K
Вт/(м·К)
–
ДА
ДА
ДА
ДА
ДА
2,25 – 2,35
B2O3+Al2O3+SiO2
бело-серый
≥1013
1000
1800
(1800)
65
145
2
35
порошковая металлургия
GTK-BN-C
Технические характеристики материала
Содержание: BN+SiC+ZrO2
Нитрид бора (Boron Nitride)
Физические свойства
Плотность
Связующий элемент
Цвет
Электрическое сопротивление
Макс. температура в воздухе
температура в воздухе
Макс. температура в инертной атмосфере (вакууме)
Прочность на изгиб
Прочность на сжатие
Тепловое расширение (RT1000 °С)
Теплопроводность
Применение
Изоляция для высокотемпературных печей
Детали для плавки металлов или стекла
Транспортные трубы или сопла для плавления металла
г/см3
–
–
Ом·см
°С
°С
МПа
МПа
10-6/K
Вт/(м·К)
–
ДА
ДА
ДА
2,25 – 2,35
B2O3
зелено-серый
≥1012
1000
1800
(1800)
80
175
2,8
45
порошковая металлургия
GTK-BN-D
Технические характеристики материала
Содержание: BN+ZrO2
Нитрид бора (Boron Nitride)
Физические свойства
Плотность
Связующий элемент
Цвет
Электрическое сопротивление
Макс. температура в воздухе
Макс. температура в инертной атмосфере (вакууме)
температура в инертной атмосфере (вакууме)
Прочность на изгиб
Прочность на сжатие
Тепловое расширение (RT1000 °С)
Теплопроводность
Применение
Изоляция для высокотемпературных печей
Детали для плавки металлов или стекла
Детали для высокотемпературных упоров
Транспортные трубы или сопла для плавления металла
г/см3
–
–
Ом·см
°С
°С
МПа
МПа
10-6/K
Вт/(м·К)
–
ДА
ДА
ДА
ДА
2,80 – 2,90
B2O3+Al2O3
Бело-серый
≥1012
1000
1800
(1800)
90
220
3,5
30
порошковая металлургия
GTK-BN-E
Технические характеристики материала
Содержание: BN+AlN
Нитрид бора (Boron Nitride)
Физические свойства
Плотность
Связующий элемент
Цвет
Электрическое сопротивление
Макс. температура в воздухе
температура в воздухе
Макс. температура в инертной атмосфере (вакууме)
Прочность на изгиб
Прочность на сжатие
Тепловое расширение (RT1000 °С)
Теплопроводность
Применение
Изоляция для высокотемпературных печей
Тигли для испарения металлов
Детали для плавки металлов или стекла
Детали для высокотемпературных упоров
Литейные формы для металла и сплавов
Транспортные трубы или сопла для плавления металла
г/см3
–
–
Ом·см
°С
°С
МПа
МПа
10-6/K
Вт/(м·К)
–
ДА
ДА
ДА
ДА
ДА
ДА
2,80 – 2,90
B2O3+Al2O3
зелено-серый
≥1013
1000
1800
(1800)
90
220
2,8
85
порошковая металлургия
Оксид алюминия (Al2O3), как минерал, называется корунд. Крупные прозрачные кристаллы корунда используются как драгоценные камни. Корунд широко применяется как огнеупорный материал. Остальные кристаллические формы используются, как правило, в качестве катализаторов, адсорбентов, инертных наполнителей в физических исследованиях и химической промышленности.
Корунд широко применяется как огнеупорный материал. Остальные кристаллические формы используются, как правило, в качестве катализаторов, адсорбентов, инертных наполнителей в физических исследованиях и химической промышленности.
Керамика на основе оксида алюминия обладает высокой твёрдостью, огнеупорностью и антифрикционными свойствами, а также является хорошим изолятором. Она используется в горелках газоразрядных ламп, подложек интегральных схем, в запорных элементах керамических трубопроводных кранов, в зубных протезах и т. д.
Муллит относится к классу островных силикатов и состоит из небольших призматических кристаллов. Это сырье получают путем гомогенного смешивания и плавления огнеупорного боксита и каолина. Стандартные продукты состоят на 45, 47, 60 или 70% из оксида алюминия.
Этот минерал используется для изготовления огнеупорных и иных стойких материалов благодаря своей устойчивости к высоким температурам, износу и ползучести. Кроме того, огнеупорный муллит имеет низкое тепловое расширение и малую теплопроводность. Месторождения натурального муллита обычно обособлены в чужеродных породах – базальтах и базальтовых шлаках.
Месторождения натурального муллита обычно обособлены в чужеродных породах – базальтах и базальтовых шлаках.
Пористая структура материала создает повышенную стойкость к воздействию резкого изменения температуры – термошоку. Это позволяет более широко использовать керамические материалы в сложных условиях высоких температур.
● керамические трубки ● керамические ● изоляторы ● тигли ● лодочки ● изоляторы ● высокотемпературная керамика ● износостойкая керамика ● С799 ● ● алюмооксидная керамика ● керамика для газовой промышленности ● керамика для фильтров ● фильтрационная керамика ●
< Назад
< Керамические трубки >
5.3. Применение объемной керамики.
В настоящее время созданы образцы
криодвигателей мощностью несколько
сот кВт с роторами, изготовленными из
сверхпроводящей керамики. Более
масштабное применение сверхпроводящей
керамики предполагается в системах
Mag-Lev. Здесь
планируется создание «железных дорог»,
где вместо рельсов будут уложены полосы
из сильных постоянных магнитов (Fe-Nd-B).
Сверхпроводящая керамика размещается
снизу платформы поезда. При охлаждении
керамики жидким азотом, благодаря
эффекту Мейсснера, возникает сила
левитации, которая удерживает поезд в
воздухе. К настоящему времени за рубежом
изготовлены макеты таких поездов.
Более
масштабное применение сверхпроводящей
керамики предполагается в системах
Mag-Lev. Здесь
планируется создание «железных дорог»,
где вместо рельсов будут уложены полосы
из сильных постоянных магнитов (Fe-Nd-B).
Сверхпроводящая керамика размещается
снизу платформы поезда. При охлаждении
керамики жидким азотом, благодаря
эффекту Мейсснера, возникает сила
левитации, которая удерживает поезд в
воздухе. К настоящему времени за рубежом
изготовлены макеты таких поездов.
На практике применяются 2 соединения «висмутовой системы» – Bi2Sr2CaCu2Ox (Bi-2212) и Bi2Sr2Ca2Cu3Ox (Bi-2223). Преимущественно используются только второе из этих соединений (~95-98 % случаев), лишь для отдельных, специфических, применений используется Bi-2212.
ВТСП первого поколения (ВТСП-1G)
на основе фазы Bi-2223 – это
многожильные проводники ленточного
типа, в которых сверхпроводящая
керамика Bi-2223
((Bi,Pb)2Sr2Ca2Cu3Ox)
находится внутри оболочки из чистого
серебра или из сплава на его основе
(сокращенно пишется Bi-2223/Ag). Поперечное сечение лент – 3,0 – 5,0 × 0,2 –
0,25 мм. Число жил от 37 до 127 (редко больше).
Объемная доля керамики примерно 30 –
45%. Серебро применяется по двум причинам:
оно не вступает в химическую реакцию с
керамикой и оно довольно свободно
пропускает через себя кислород, что
важно для правильного синтеза соединения.
К сожалению, кроме серебра, других
материалов, удовлетворяющих этим двум
условиям, не обнаружено. Изготавливаются
такие проводники методом «порошок в
трубе».
Bi-2223 – это инконгруэнтно
плавящееся соединение, температура
плавления примерно 850 – 870° С. Оно имеет
довольно большую область гомогенности,
однако, уровень сверхпроводящих
характеристик для разных составов
внутри этой области гомогенности
различный. Особенностью, определяющей
трудность изготовления таких проводников,
является неустойчивость фазы Bi-2223
при разных температурах. Так,
термодинамически устойчивой она является
только в очень узком температурном
диапазоне при ~840-850 °С, сам интервал
устойчивости составляет лишь несколько
градусов. При более высокой температуре
происходит плавление, а при более низкой
разложение в твердой фазе. Было
установлено, что добавка оксида свинца
существенно расширяет интервал
устойчивости – до 30 – 50 градусов. Кроме
того, присутствие свинца существенно
ускоряет синтез фазы Bi-2223.
Поэтому, при изготовлении проводников
в керамике присутствует некоторое
количество оксида свинца (~0,3 – 0,4
формульного коэффициента) и, когда
говорят о соединении Bi-2223,
на самом деле подразумевают, например,
такой состав – Bi1,7Pb0,3Sr1,9Ca2,0Cu3,1Ox.
То есть обязательно наличие свинца и
некоторое отклонение от стехиометрии
у большинства компонентов.
При изготовлении проводников фаза
Bi-2223 синтезируется в
самом проводе во время термообработки
(in-situ).
Керамика этой фазы приобретает вид
плоских (толщиной 0,1-0,5 мкм) кристаллитов,
текстурированных в плоскости ленты.
Эти кристаллиты связаны между собой
так называемыми «слабыми связями»
нанометрического размера. Для фазы
Bi-2223 характерна очень
сильная зависимость свойств от текстуры
кристаллитов и от так называемой
«спаянности их друг с другом». Характер
таких связей и определяет уровень
сверхпроводящих свойств проводника
[3].
Рисунок 6 – Схематичное изображение кристаллитов фазы Bi-2223 в проводнике:
а) хорошо металлографически текстурированная керамика
б) слабо металлографически текстурированная керамика с большой пористостью.
В свою очередь, качество «слабых связей» зависит от химического состава, гомогенности и плотности исходной керамики, параметров термомеханической обработки проводника. На рисунке 6а и 6б схематично показаны случаи «хорошего» и «плохого» упорядочения кристаллитов. Цель совершенствования технологии – получение такой структуры керамической сердцевины проводника, какая показана на рисунке 7б.
Рисунок 7 – Поперечное сечение одной из жил многожильного композиционного проводника
Bi-2223/Ag:
а) образец с высокой
пористостью и большим количеством
несверхпроводящих включений. Получен
в результате термообработки при
атмосферном давлении.
б) Образец с закрытой пористостью и минимумом включений. Получен в результате термообработки под давлением 300 атм (фирма Sumitomo (Япония))
Интересно отметить, что присутствие в прекурсоре соединения Bi-2223 нежелательно. Это было обнаружено не сразу. Сначала были предприняты попытки изготовить проводники Bi-2223/Ag методом «ex-situ», то есть сначала изготавливалась порошковая керамика Bi-2223, которая затем засыпалась в металлическую оболочку. Но оказалось, что спечь такую керамику внутри провода и получить сколько-нибудь однородную структуру невозможно. Однородная структура высокотекстурированной керамики достигается только при синтезе фазы Bi-2223 внутри проводника, то есть методом «in-situ».
Надо отметить, что при контакте серебра
с керамикой несколько понижается ее
температура плавления и, соответственно,
изменяются температурные границы
интервала устойчивости сверхпроводящей
фазы. Границы этого температурного
интервала также могут меняться в
зависимости от состава газовой среды,
в которой проводится термообработка,
а именно от парциального давления
кислорода. Обычно термообработка
проводится в газовой среде с парциальным
давлением кислорода от 21 до 7 кПа. Первое
из этих значений соответствует
атмосферному воздуху. Несмотря на
удобство отжигов на воздухе, чаще всего
применяют газовую среду с 7 – 10 кПа
кислорода (или 7 – 10 % при атмосферном
давлении). Это позволяет добиваться
более высоких характеристик проводников.
Bisqueware и Bisque Ceramic Animals по самым низким ценам
| Более | ||||
Максимальный конус 04 – 1971 градусов | ||||
| 1047 Кролик 4,75 дюйма | 1 | 11,14 $ | ||
| C1047 Кролик 4,75 дюйма | 4 | 39,61 $ коробка/ 9,90 долл. США за штуку | ||
| 1128 Мышь 2,5 дюйма | 1 | 3,03 $ | ||
| C1128 Мышь 2,5 дюйма | 12 | 32,31 $ коробка/ 2,69 долл. США за штуку | ||
| 1129 Китти с мячиком 6,5″ x 5,5″ В | 1 | 7,35 | ||
| C1129 Китти с мячом 6,5″ x 5,5″ В | 4 | 26,12 $ коробка/ 6,53 долл. США за штуку | ||
| 1131 Милая Китти 3,5 x 2,5 дюйма | 1 | 5,95 $ | ||
| C1131 Милая Китти 3,5 x 2,5 дюйма | 12 | Коробка 63,50 долл. США/ 5,29 долл. США за штуку | ||
| Снято с производства | 1134 Счастливый Бегемот 3″ x 3″ | 1 | 3,93 $ | |
| C1134 Счастливый Бегемот 3″ x 3″ | 6 | Коробка 20,95 долл. США/ 3,49 долл. США за штуку | ||
| 1142 Пушистый 3,75″ x 3″ x 2,5″ | 1 | 5,21 долл. США | ||
| C1142 Пушистый 3,75″ x 3″ x 2,5″ | 4 | 18,51 долларов за коробку / 4,63 доллара за штуку | ||
| 1147 Hen-rietta (с ножками) 5,5″ | 1 | 6,08 долл. США | ||
| C1147 Hen-rietta (с ножками) 5,5″ | 4 | Коробка за 21,60 долл. США / 5,40 долл. США за штуку | ||
| 1155 Статуэтка Марипоса 6 x 5,75 x 3,5 дюйма | 1 | $11,53 | ||
| C1155 Статуэтка Марипоса 6 x 5,75 x 3,5 дюйма | 4 | Коробка за 40,99 долларов США / 10,25 долл. США за штуку | ||
| 1408 Шоколадный кролик 6,5 x 4,5 дюйма | 1 | 6,23 $ | ||
| C1408 Шоколадный кролик 6,5 x 4,5 дюйма | 6 | 33,23 $ коробка/ 5,54 долл. США за штуку | ||
| 1500 Дюймовый червь 3,5 x 4,5 дюйма | 1 | 5,41 $ | ||
| C1500 Дюймовый червь 3,5 x 4,5 дюйма | 8 | 38,46 долл. США, ящик/ 4,80 долл. США за штуку | ||
| 1508 Мистер Лягушка 6,5 x 5,5 x 3 дюйма | 1 | 7,02 $ | ||
| C1508 Мистер Лягушка 6,5 x 5,5 x 3 дюйма | 4 | Коробка 24,95 долл. США/ 6,24 долл. США за штуку | ||
Снято с производства | 1509 Принц-лягушка 3″ х 4″ | 1 | 5,70 $ | |
| C1509 Принц-лягушка 3″ х 4″ | 4 | Коробка 20,26 $/ 5,06 долл. США за штуку | ||
| 1565 Дельфин 4,25″ В x 4″ x 3″ | 1 | 9,20 $ | ||
| C1565 Дельфин 4,25″ В x 4″ x 3″ | 6 | Коробка 49,09 долл. США/ 8,18 долл. США за штуку | ||
| 1580 Акула 5,5″ | 1 | 5,23 $ | ||
| C1580 Акула 5,5 дюйма | 12 | Коробка 55,83 долл. США/ 4,65 долл. США за штуку | ||
| 1588 Черепаха 4 дюйма | 1 | 5,68 $ | ||
| C1588 Черепаха 4 дюйма | 12 | Коробка 60,60 долл. США/ 5,05 долл. США за штуку | ||
| 1590 Аллигатор 6 дюймов | 1 | 5,95 $ | ||
| C1590 Аллигатор 6 дюймов | 12 | Коробка 63,50 долл. США/ 5,29 долл. США за штуку | ||
| Снято с производства | 1614 Обезьяна 4″ х 4″ х 1,5″ | 1 | 4,84 $ | |
| C1614 Обезьяна 4″ х 4″ х 1,5″ | 12 | Коробка 51,58 долл. США/ 4,30 доллара США за штуку | ||
| 1640 Т-Рекс 4″ x 3,5″ В | 1 | 6,23 $ | ||
| C1640 Ти-Рекс 4″ x 3,5″ В | 12 | 66,41 $ коробка/ 5,53 долл. США за штуку | ||
| 1653 Тираннозавр 7,25″ В x 6″ Д | 1 | 8,29 | ||
| C1653 Тираннозавр 7,25″ В x 6″ Д | 4 | 29,47 долл. США, ящик/ $7,37 за 9 штук0050 | ||
| 4249 Черепаха Гас 3,25″ x 1,25″ В | 1 | 3,18 доллара США | ||
| C4249 Черепаха Гас 3,25″ x 1,25″ В | 12 | 33,89 доллара за коробку / 2,82 доллара за штуку | ||
Максимальный конус 04 – 1971 градусов | ||||
| 130
Миска для риса 5,25 x 3,25 дюйма | 1 | 6,14 $ | ||
| С130
Миска для риса 5,25 x 3,25 дюйма | 6 | 32,76 долл. США, ящик/ 5,46 долл. США за штуку | ||
| 135
Чаша для хлопьев Coupe 6,25 x 3 дюйма | 1 | 8,03 $ | ||
| С135
Чаша для хлопьев Coupe 6,25 x 3 дюйма | 4 | 28,56 $ коробка/ 7,14 долл. США за штуку | ||
| 140
Чаша для супа-купе 6″ x 2,75″ | 1 | 6,33 $ | ||
| С140
Чаша для супа-купе 6 x 2,75 дюйма | 6 | 33,77 долл. США, ящик/ 5,63 долл. США за штуку | ||
| 142
Чаша для бистро 6,25″ x 5″ x 2,5″ | 1 | 6,96 долл. США | ||
| С142
Чаша для бистро 6,25″ x 5″ x 2,5″ | 6 | 37,14 долл. США, ящик/ 6,19 долл. США за штуку | ||
| 146
Чаша Essential 4,75 x 2,5 дюйма | 1 | 4,90 $ | ||
| С146
Чаша Essential Bowl 4,75 x 2,5 дюйма | 6 | 26,11 долл. США за коробку/ 4,35 долл. США за штуку | ||
| Круглая чаша для пасты, 150 шт. 12,5 x 3 дюйма | 1 | 24,77 $ | ||
| С150
Круглая чаша для пасты 12,5″ x 3″ | 3 | 66,04 долл. США за коробку/ 22,01 долл. США за штуку | ||
| Снято с производства | 199
Квадратная сервировочная чаша 8,25″ x 3,75″ | 1 | $ 12. 08 | |
| С199
Квадратная сервировочная чаша 8,25″ x 3,75″ | 4 | 46,22 долл. США, ящик/ 11,56 долл. США за штуку | ||
| 200
Маленькая чаша для смешивания 7,5 x 3,5 дюйма | 1 | 7,56 долл. США | ||
| С200
Маленькая чаша для смешивания 7,5 x 3,5 дюйма | 6 | 40,34 долл. США за коробку/ 6,72 долл. США за штуку | ||
| 201
Тарелка на ножках 5 x 2 дюйма | 1 | 6,23 долл. США | ||
| С201
Тарелка на ножках 5 x 2 дюйма | 6 | 33,21 доллара за коробку/ 5,54 доллара за штуку | ||
| 202
Чаша с квадратными ножками 5,5″ x 2,25″ | 1 | 9,41 долл. США | ||
| С202
Чаша с квадратными ножками 5,5″ x 2,25″ | 4 | 33,47 долл. США, ящик/ 8,37 долл. США за штуку | ||
| 222
Квадратная чаша 5 x 2 дюйма | 1 | 7,54 $ | ||
| С222
Квадратная чаша 5 x 2 дюйма | 6 | 40,20 $ коробка/ 6,70 долл. США за штуку | ||
| 223
Чаша для соуса 3,75 x 2 дюйма | 1 | 4,63 $ | ||
| С223
Чаша для соуса 3,75 x 2 дюйма | 12 | 49,43 $ коробка/ 4,12 доллара за штуку | ||
| 224
Чаша для мороженого 4,5″ x 2,5″ x 1,5″ | 1 | 6,11 $ | Нет в наличии | |
| С224
Чаша для мороженого 4,5″ x 2,5″ x 1,5″ | 6 | Коробка 32,59 долл. США/ 5,43 долл. США за штуку | Нет в наличии | |
| 280 Обод
Миска для супа 9,25″ x 1,25″ | 1 | 7,66 долл. США | ||
| С280
Тарелка для супа с ободком 9,25″ x 1,25″ | 6 | Коробка 40,86 долл. США/ $6,81 за 9 штук0050 | ||
| 299
Тарелка для супа Roma 6 x 2,5 дюйма | 1 | 6,96 $ | ||
| С299
Тарелка для супа Roma 6 x 2,5 дюйма | 6 | 37,14 долл. США, ящик/ 6,19 долл. США за штуку | ||
| 300 Обод
Чаша для хлопьев 8,75″ x 2,5″ | 1 | 8,18 $ | ||
| Обод C300
Чаша для хлопьев 8,75″ x 2,5″ | 6 | Коробка 43,65 долл. США/ 7,28 долл. США за штуку | ||
| 319
Star Bowl 6 x 6 дюймов | 1 | 7,52 долл. США | Нет в наличии | |
| С319
Star Bowl 6 x 6 дюймов | 4 | 26,75 долл. США за коробку/ 6,69 долл. США за штуку | Нет в наличии | |
| 640 см.
Современная миска для животных 6 x 1,75 дюйма | 1 | 9,74 $ | ||
| С640
См. Современная миска для животных 6 x 1,75 дюйма | 4 | 34,64 долл. США, ящик/ 8,66 долл. США за штуку | ||
| Мкр.
Современная миска для животных 7,75″ x 2,25″ | 1 | 10,27 $ | ||
| Мд.
Современная миска для животных 7,75″ x 2,25″ | 4 | 36,51 $ коробка/ 9,13 долл. США за штуку | ||
| 660 фунтов.
Современная миска для животных 10″ x 2,25″ | 1 | 18,53 $ | ||
| C660 LG.
Современная миска для животных 10 x 2,25 дюйма | 3 | 49,43 $ коробка/ 16,48 долл. США за штуку | ||
| 670
См. Традиционная миска для животных 7,25″ x 2,5″ | 1 | 8,89 долл. США | ||
| С670
См. Традиционная миска для животных 7,25″ x 2,5″ | 4 | Коробка 31,62 долл. США/ 7,91 долл. США за штуку | ||
| 672
Md. Традиционная миска для животных 8 x 3 дюйма | 1 | $10,52 | ||
| С672
Md. Традиционная миска для животных 8 x 3 дюйма | 4 | 37,40 $ коробка/ 9,35 долл. США за штуку | ||
| 674
Лг. Традиционная миска для животных 10″ x 4″ x 2,5 дюйма | 1 | $16,34 | ||
| С674
Лг. Традиционная миска для животных 10″ x 4″ x 2,5 дюйма | 2 | 29,05 $ коробка/ 14,53 долл. США за штуку | ||
| 676
Квадратная миска для животных 6,25″ x 2,5″ | 1 | 9,11 долл. США | ||
| С676
Квадратная миска для животных 6,25″ x 2,5″ | 4 | 32,41 $ коробка/ 8,10 долл. США за штуку | ||
| 2596
Тарелка для супа Country 6,25″ x 4,25″ x 3,25 дюйма | 1 | 6,71 долл. США | ||
| C2596
Тарелка для деревенского супа 6,25″ x 4,25″ х 3,25″ | 4 | 23,87 $ коробка/ 5,97 долл. США за штуку | ||
| Снято с производства | 2597
Хлебница 5,5″ x 3,25 дюйма | 1 | 4,90 долл. США | |
| С2597
Чаша для хлеба 5,5 дюйма х 3,25″ | 4 | Коробка 17,42 долл. США/ 4,36 доллара за штуку | ||
Фаянсовая посуда Mayco для бисквита по самым низким ценам
| Более | ||||
Фаянсовый бисквит можно использовать с глазурями слабого обжига (конус 05/06) или акрил | ||||
| MB-1409 Кружка с морским коньком 5″В x 5,5″Ш | 1 | $ 7,40 | ||
| MB-1409 Кружка с морским коньком 5″В x 5,5″Ш | 6 | 35,10 $ коробка/ 5,85 долл. США за штуку | ||
| MB-1419 Садовый гриб 8 дюймов 8,25″ В x 7,5″ Ш | 1 | 17 долларов 0,30 | Нет в наличии | |
| MB-1419 Садовый гриб 8 дюймов 8,25″ В x 7,5″ Ш | 2 | Коробка 27,80 долл. США/ 13,90 долл. США за штуку | Нет в наличии | |
| MB-1420 Садовый гриб 6 дюймов 6″В x 4,75″Ш | 1 | 8,38 $ | ||
| MB-1420 Садовый гриб 6 дюймов 6″В x 4,75″Ш | 6 | 40,20 $ коробка/ 6,70 долл. США за штуку | ||
| MB-1421 6-дюймовая ваза для дома 6″ В x 4,5″ Ш x 3″ Г | 1 | $ 12,40 | ||
| MB-1421 6-дюймовая ваза для дома 6″ В x 4,5″ Ш x 3″ Г | 4 | 39,20 $ коробка/ 9,80 долл. США за штуку | ||
| MB-1422 8-дюймовая ваза для дома 8″ В x 4,75″ Ш x 3,5″ Г | 1 | 13,40 $ | ||
| MB-1422 8-дюймовая ваза для дома 8″ В x 4,75″ Ш x 3,5″ Г | 4 | 42,40 $ коробка/ 10,60 долл. США за штуку | ||
| MB-1423 10-дюймовая ваза для дома 10″ В x 5,5″ Ш x 3,75″ Г | 1 | 14,40 $ | ||
| MB-1423 10-дюймовая ваза для дома 10″ В x 5,5″ Ш x 3,75″ Г | 3 | 34,20 $ коробка/ 11,40 долл. США за штуку | ||
Оптовая торговля керамикой и керамогранитом – DII Design Imports
Керамика и керамогранит оптом – DII Design Imports- Лучшие продавцы
- Праздничные полотенца
- Дерзкие полотенца
- Избранное на каждый день
- Полотенца Фута
- Основы тяжелого веса
- Вафельные полотенца Stonewashed
- КУПИТЬ ВСЕ КУХОННЫЕ ПОЛОТЕНЦА
- Скатерти
- Настольные бегуны
- Салфетки
- Салфетки
- Наборы салфеток
- Кольца для салфеток
- Trivets
- Керамика и посуда
- Открытый Столешница
- КУПИТЬ ВСЕ НАСТОЛЬНЫЕ
- Фартуки
- Кухонные полотенца
- Кухонные полотенца
- Губки
- Коврики для сушки
- Шведские кухонные полотенца
- Барные швабры и мешки для муки
- Прихватки и прихватки
- Кухонные Таймеры
- Солонка и перечница
- Кружки
- Пробки для винных бутылок
- Подарочные наборы
- КУПИТЬ ВСЕ КУХНИ
- Фартуки с оборками
- Фартуки шеф-повара
- Дерзкие фартуки
- Детские фартуки
- Кладовая Фартук
- Винтажные фартуки
- КУПИТЬ ВСЕ ФАРТУКИ
- Лучшие продавцы
- Праздничные полотенца
- Дерзкие полотенца
- Избранное на каждый день
- Полотенца Фута
- Основы тяжелого веса
- Вафельные полотенца Stonewashed
- КУПИТЬ ВСЕ КУХОННЫЕ ПОЛОТЕНЦА
- Коврики
- Коврики
- Подсвечники
- Декор фермерского дома
- Броски
- Сумки и сумки
- КУПИТЬ ВЕСЬ ДОМАШНИЙ ДЕКОР
- День святого Валентина
- День Святого Патрика
- Пасха
- День матери
- 4 июля
- Падать
- Хэллоуин
- День Благодарения
- Ханука
- Рождество
- МАГАЗИН ВСЕ СЕЗОННЫЕ
- Ресурсный центр для ритейлеров
- Каталоги
- Список розничных продавцов UPC
- Часто задаваемые вопросы
- Наша компания
- Выставки
- 3D тур по выставочному залу
- Предварительный заказ
- Торговые представители
- Пользовательские программы
- Связаться с нами
- Предложения работы
10 результатов Сортировать по: ПопулярныеЛучшие продажиЦена, от низкой к высокойЦена, от высокой к низкойПо алфавиту, от A до ZПо алфавиту, от Z до ADДата, от старой к новойДата, от новой к старой
Быстрый
Магазин
Набор для разбрасывания деревянных чаш с эмалью Palms Посмотреть цену
Быстрый
Магазин
Набор разбрасывателей с эмалированной деревянной чашей Sweethearts Посмотреть цену
Быстрый
Магазин
Красная керамическая банка, набор из 3 канистр Посмотреть цену
Быстрый
Магазин
Красно-белая керамическая канистра в клетку Buffalo, набор из 3 шт. Посмотреть цену
Быстрый
Магазин
Быстрый
Магазин
Набор канистр с керамической банкой Aqua, 3 шт. Посмотреть цену
Быстрый
Магазин
Набор из 3 канистр из белой керамики Посмотреть цену
Быстрый
Магазин
Черная керамическая канистра, набор из 3 шт. Посмотреть цену
Быстрый
Магазин
Бамбуковая/сланцевая доска для сыра и набор ножей Посмотреть цену
Электрокалорический отклик при сверхвысокой комнатной температуре в объемной бессвинцовой керамике при литье ленты
Хунлян Ду, * и Юнфэй Чанг, * б Чунван Ли, и Цинъюань Ху, с Цзин Панг, c Юань Вс, б Флориан Вейланд, д Никола Новак и и Ли Джин * с
Принадлежности автора
* Соответствующие авторы
и Инженерный колледж Сианьского международного университета, Сиань 710077, Китай
Электронная почта: duhongliang@126. com, [email protected]
б Научно-технический институт конденсированных сред, Школа приборостроения и инженерии, Харбинский технологический институт, Харбин 150080, Китай
Электронная почта: [email protected]
с Лаборатория исследования электронных материалов, Ключевая лаборатория Министерства образования и Международного центра диэлектрических исследований, Школа электронной и информационной инженерии, Сианьский университет Цзяотун, Сиань 710049, Китай
Электронная почта: ljin@mail. xjtu.edu.cn
д Институт материалов и наук о Земле, Технический университет Дармштадта, 64287 Дармштадт, Германия
и Институт Йожефа Стефана, Jamova cesta 39, 1000 Любляна, Словения
Аннотация
Твердотельная технология охлаждения на основе электрокалорического эффекта привлекает все большее внимание как важная альтернатива традиционным системам охлаждения в микроэлектронике и интегральной электронике. Бессвинцовая объемная керамика считается одним из перспективных кандидатов для средне- и крупномасштабного электрокалорического охлаждения из-за ее экологичности и большой теплоемкости. Однако адиабатическое изменение температуры при комнатной температуре (Δ T ) в бессвинцовой объемной керамике уже давно ограничены их относительно низкой диэлектрической прочностью на пробой ( E b < 60 кВ · см −1 ), что затрудняет их практическое применение. В этой работе мы предлагаем использовать метод ленточной заливки в качестве практической стратегии для увеличения уплотнения и снижения пористости бессвинцовой объемной керамики для достижения высокой E b и большой комнатной температуры Δ Т . An ultrahigh room temperature Δ T (1.6 K) was realized in a (Ba 0.95 Ca 0.05 )(Ti 0.94 Sn 0. 06 )O 3 (BCTS) объемная керамика, полученная методом ленточного литья, что в 4 раза больше, чем у бессвинцовой объемной керамики с аналогичным составом, полученной традиционным подходом к приготовлению керамики. Что еще более важно, в отличие от других ранее опубликованных результатов, которые показывают только высокие значения Δ T в чрезвычайно узком диапазоне температур, Δ T объемной керамики BCTS увеличивается от 1,6 К до 2,0 К в диапазоне температур от 300 К до 345 К, что сравнимо с наблюдаемым в объемном аналоге на основе свинца. . Что наиболее важно, эта работа открывает новые возможности для изучения объемной бессвинцовой керамики с большой комнатной температурой Δ T для твердотельного охлаждения.
Неорганические вещества | Бесплатный полнотекстовый | Электрофоретическое осаждение нанопорошков на основе оксида иттрия для изготовления объемной керамики
1.
Введение Одним из важнейших этапов изготовления оптической керамики является прессование наночастиц с получением объемных механически ненапряженных компактов (зеленое тело) с равномерное распределение плотности [1]. Хорошо известно, что спекающая активность наночастиц возрастает с уменьшением их размера. Однако поверхностная энергия более мелких частиц приводит к более сильной агломерации, и однородность сырого тела ухудшается с меньшими размерами частиц [2]. При сухом прессовании наночастицы экранируются окружающими агломератами, и приложенное давление не может расположить частицы в оптимальном положении внутри трехмерного массива. Эту проблему можно преодолеть с помощью коллоидных методов, среди которых, в первую очередь, получил развитие шликерное литье [3]. Использование коллоидных методов для формирования объемных компактов устраняет ряд ограничений и недостатков технологии прессования, связанных с дефектностью, пористостью, внутренними напряжениями, недостаточной однородностью получаемых керамических образцов. К преимуществам шликерного литья относятся возможность получения компактов различной формы и больших геометрических размеров, его технологичность и низкая стоимость. Недостатками являются сложность подбора диспергаторов, загрязнение керамики остатками диспергаторов, не выгорающими при спекании, и материалом формы, в которую производится отливка. Действительно, существенные требования шликерного литья — меньшая вязкость суспензий при высоком содержании твердых частиц — делают технологию широко используемой для частиц субмикронного размера [3], но достаточно сложной в случае частиц с характерным размером в десятки микрометров. нанометров [4].
Одним из коллоидных методов, где требования к вязкости суспензий и концентрации наночастиц не столь сильны, является электрофоретическое осаждение (ЭФО). Изначально ЭПД разрабатывался для формирования пленок [5], слоев и покрытий из наночастиц [6]. Этот метод позволяет легко контролировать толщину, морфологию и микроструктуру покрытий путем изменения времени осаждения, приложенного напряжения и/или силы тока [5,7,8,9], но для успеха ЭПД требуется правильный выбор дисперсионная среда, хорошо сольватирующая поверхность частиц и обеспечивающая агрегативную и седиментационную устойчивость суспензии. Обычно в качестве дисперсионной среды используют спирты и кетоны, а также их смеси [10,11,12]. Необходимым условием ЭПД является появление электрического потенциала на поверхности наночастиц, диспергированных в жидкой среде. Появление электрического заряда обусловлено, например, такими процессами, как поверхностная диссоциация и адсорбция ионов, что вызывает образование двойного электрического слоя вблизи поверхности наночастиц и появление подвижности наночастиц под действием внешнего воздействия. электрическое поле, которое характеризуется величиной дзета-потенциала [13]. Чем больше дзета-потенциал, тем больше заряд на поверхности частицы, что является благоприятным фактором повышения эффективности ЭПД. Выбор режимов ЭПД и диспергаторов, используемых для стабилизации наночастиц в суспензии, зависит в первую очередь от дисперсионной среды.
В научных работах представлено несколько примеров применения ЭПД для уплотнения объемной сырой массы керамических материалов, в том числе для формирования оптически прозрачной керамики. Например, в работе [14] ЭПД проводили из водных дисперсий оксида алюминия, иттрия, иттрий-алюминиевого граната и лютеций-алюминиевого граната с характерным размером частиц около 100 нм. Пленки, а также цилиндрические тела были приготовлены с применением импульсного тока, который был использован для снижения вероятности образования пузырьков газа в прессовке, полученной в результате электролиза воды при напряженности электрического поля до 35 В/см. В некоторых работах описано приготовление керамических компактов с использованием неводных суспензий [15,16] во избежание электролиза, где авторы использовали органические диспергаторы и связующие. При спекании прессовок происходит выгорание органических соединений с выделением газообразных продуктов и образованием пор в полученных образцах спеченной керамики. Развитие метода ЭПД для изготовления объемных компактов сырых тел было продемонстрировано в [17], где было предложено получать высокоплотные оптически прозрачные Yb 3+ :(La x Y 1−x ) 2 O 3 керамика, являющаяся одним из перспективных лазерных материалов [18,19,20], из неводных суспензий (изопропиловый спирт) слабоагломерированных наночастиц с характерным размером 10–20 нм. Было показано, что керамика высокого оптического качества может быть спечена из этих мелких наночастиц, спрессованных в неспеченное тело с относительно низкой плотностью (менее 40%).
На наш взгляд, технология ЭПД, основанная на использовании неводных дисперсионных сред, является весьма перспективной, так как дает возможность уменьшить газовыделение в процессе осаждения и тем самым уменьшить количество дефектов в керамике. В данной работе мы исследовали ЭПД зеленого тела из суспензий (La x Y 1−x ) 2 O 3 (YLO) наночастицы с характерным размером 10–20 нм в изопропиловом спирте с небольшим количеством ацетилацетона, который использовали в качестве диспергатора. Основными задачами работы было определение влияния диспергатора, старения суспензии на дзета-потенциал и рН суспензии, время и скорость осаждения, величину тока, массу осадков, толщину и плотность сухой зелени. тело.
2. Результаты
Удельная поверхность нанопорошка YLO, измеренная методом БЭТ, составила S BET = 76 м 2 /г. Средний размер наночастиц, рассчитанный по S BET , составил 16 нм. Рентгенофазовый анализ показал, что наночастицы YLO представляют собой однофазные твердые растворы с моноклинной структурой (C2/m), что характерно для наночастиц оксида иттрия, полученных методом ЛА [21,22]. В соответствии с ПЭМ (рис. 1а) нанопорошки YLO состоят из слабо агломерированных сферических наночастиц со средним размером 15 нм, что характерно для нанопорошков, изготовленных методом LA [23]. Распределение размеров по количеству наночастиц показано на рис. 1б.
(Характеристики суспензий и параметры осаждения приведены в таблице 1):
Были приготовлены исходные суспензии порошка YLO, они были подвергнуты ультразвуковой обработке и дезагрегации, суспензия YLO в изопропиловом спирте названа YLO_i_1, суспензия YLO в изопропиловом спирте с добавление ацетилацетона называется YLO_iA_1.
Сразу после дезагрегации проводили ЭПД из суспензий YLO_i_1 и YLO_iA_1 в двух вариантах ячейки осаждения — с вертикальным и горизонтальным ЭПД.
Произведено старение оригинальной подвески YLO_iA_1 на 2 месяца. Подвеска получила название YLO_iA_2. Из суспензии YLO_iA_2 была проведена вертикальная ЭПД, а оставшаяся суспензия была названа YLO_iA_3.
ЭПД проводили из суспензии YLO_iA_3.
Из табл. 1 видно, что до ЭПД исходные суспензии различного состава дисперсионной среды характеризуются высоким значением рН и достаточно высоким начальным значением ζ-потенциала, особенно для суспензии с добавление ацетилацетона, где дзета-потенциал в 3,5 раза выше (+83 мВ) по сравнению с суспензией в чистом спирте. При добавлении ацетилацетона к суспензии наночастиц молекула ацетилацетона взаимодействует с поверхностью наночастиц, что сопровождается комплексообразованием с высвобождением свободных протонов Н+, которые, в свою очередь, могут протонировать поверхность наночастиц, увеличивая дзета потенциал наночастиц. Комплексообразование и образование свободных протонов можно представить следующей реакцией: М x+ + x Hacac ⇌ M(acac) x + x H + [24].
Согласно теоретическим представлениям и многочисленным экспериментальным данным, суспензия должна быть стабильной, если абсолютное значение дзета-потенциала превышает 20 мВ как положительное, так и отрицательное [25]. Этот критерий выполняется во всех изученных нами суспензиях (табл. 1).
Выяснилось, что процесс ЭПД существенно влияет на агрегативную устойчивость суспензий. В работах [11,26,27] показано, что суспензии оксидных наночастиц, полученных лазерным синтезом, обладают высокой стабильностью в изопропиловом спирте в результате так называемого процесса «самостабилизации». В исходной суспензии YLO_i_1 распределение частиц (агрегатов наночастиц) по размерам показано на рис. 2а. Следует отметить, что размер частиц (d DLS ) в суспензии, измеренный методом динамического рассеяния света (DLS), не соответствует размеру частиц, определенному с помощью ПЭМ. Установлено, что с самого начала процесса ЭПД происходит интенсивная флокуляция наночастиц, приводящая к значительному осаждению суспензии. Наряду с исходными агрегатами размером в сотни нанометров появляются агрегаты размером в несколько микрометров (рис. 2а), и эти крупные агрегаты быстро оседают в нижнюю часть кюветы. Эта флокуляция необратима, и остановка процесса ЭПД не приводит к деагломерации наночастиц.
Добавление ацетилацетона существенно изменяет поведение наночастиц в суспензии. Он не только уменьшает размер агрегатов в исходной суспензии, но и предотвращает флокуляцию в процессе ЭПД. Суспензии с ацетилацетоном оставались стабильными в течение всего процесса ЭПД (рис. 2б).
В большинстве проведенных экспериментов значение pH снижается во время ЭПД. Из табл. 1 видно, что изменение рН при ЭПД из свежеприготовленных суспензий соответствует увеличению концентрации протонов в суспензии примерно в 16 раз (рН = 7,9).соответствует концентрации протонов 1,258 × 10 −8 моль/л, а pH = 6,7 соответствует 1,995 × 10 −7 моль/л). Соответствующее значение длины Дебая λD в обоих случаях можно оценить по уравнению [28]:
где K = 1λD – величина, обратная длине Дебая, 1/м; e0 – заряд электрона, Кл; ni – концентрация ионов с валентностью zi, 1/м 3 ; ε – диэлектрическая проницаемость подвеса; ε0 – диэлектрическая проницаемость; kB – постоянная Больцмана, Дж/К; Т – абсолютная температура, К.
Считая жидкую среду 1-1-зарядным (симметричным) электролитом, для рН = 7,9 получаем значение длины Дебая 1,54 мкм, а для рН = 6,7–0,38 мкм. Видно, что после процесса ЭПД происходит значительное уменьшение длины Дебая за счет увеличения концентрации протонов в суспензии. При этом длина Дебая значительно превышает средний размер частиц сухого порошка (d TEM ), но становится сравнимой с размерами агрегатов во взвеси (d ДЛС ).
Увеличение концентрации протонов в жидкой среде при ЭПД можно объяснить следующими процессами:
1. В [29,30] описан механизм электрохимических реакций в суспензии, содержащей следы воды. Следует отметить, что в нашем случае, по данным ТГ-ДСК, содержание воды, адсорбированной в нанопорошках YLO, составило около 8 мас. %. С учетом концентрации нанопорошка в суспензии содержание воды, добавляемой в изопропанол вместе с порошком, могло достигать 5 г/л. В этой среде под действием электрического поля к катоду движутся не только положительно заряженные частицы, но и протоны, где они восстанавливаются и выделяется молекулярный водород. На катоде локальная концентрация протонов уменьшается, а рН увеличивается. С другой стороны, на аноде с участием воды происходит электрохимическая реакция, в результате которой в раствор выделяются протоны и молекулярный кислород, что увеличивает концентрацию протонов и снижает рН. Аналогичным механизмом можно объяснить наблюдаемые в наших экспериментах изменения рН при ЭПД. Осажденный слой препятствует диффузии протонов к катоду, что приводит к увеличению концентрации протонов в суспензии и снижению рН.
2. Возможно также, что процесс ЭПД связан с десорбцией потенциалопределяющих ионов с поверхности наночастиц при образовании осадка, что приводит к увеличению концентрации протонов в суспензии.
В ходе ЭПД дзета-потенциал изменялся в зависимости от состава дисперсионной среды и предыстории суспензии. Свежеприготовленные суспензии как чистого изопропилового спирта, так и с ацетилацетоном (YLO_i_1, YLO_iA_1) после ЭПД демонстрируют увеличение дзета-потенциала примерно в 1,13–1,25 раза.
Старение суспензии YLO_iA_1 в течение 2 месяцев привело к значительному снижению рН с 7,9 до 6,0 и дзета-потенциала (в 1,66 раза). При ЭПД суспензия YLO_iA_2 продемонстрировала более высокий средний ток (в 1,7 раза). Дзета-потенциал практически не изменился, +50 мВ до ЭПД и +49 мВ после. Можно предположить, что старение суспензии ацетилацетоном приводит к медленному изменению структуры двойного электрического слоя на наночастицах YLO.
Проведенные эксперименты показали, что существует связь между нанесенными нанопорошками и дзета-потенциалом (рис. 3). На рисунке показана общая тенденция увеличения веса зеленых тел с увеличением дзета-потенциала. Следует отметить, что при одинаковом значении дзета-потенциала +24 мВ (рис. 3) масса осадков, полученных методом ЭПД из суспензии YLO_i_1, отличается в 2 раза (188,6 мг для горизонтального ЭПД и 91,4 мг для вертикального ЭПД). . Можно предположить, что при горизонтальном осаждении процесс ЭПД менее стабилен, чем при вертикальном, за счет сочетания горизонтального движения наночастиц под действием поля и вертикальной составляющей гидродинамических течений во взвеси при постоянном перемешивании. Таким образом, мы предполагаем, что горизонтальное осаждение связано с более интенсивным перемешиванием среды, что вызывает образование крупного неоднородного грин-тела. Видно, что в диапазоне значений дзета-потенциала от +50 до +80 мВ осаждаемая масса перестает зависеть от значения дзета-потенциала.
Кривая кинетики роста зеленого тела (рис. 4) имеет S-образный характер: в начальный период (до 100 мин) скорость роста массы увеличивается, затем рост постепенно замедляется. Зеленое тело растет в течение всего процесса EPD.
Энергозатраты на этот процесс, т. е. отношение массы прессовки к общему заряду, прошедшему через суспензию, приведены в табл. 1. Видно, что это соотношение в случае суспензий с ацетилацетоном (YLO_iA) в 4–7 раз ниже, чем без него (YLO_i). В то же время масса сырцов, полученных из суспензий YLO_iA, в 2–3 раза выше. Это вполне объяснимо, так как рост зеленого тела, осевшего на электроде, обусловлен исключительно переносом частиц, а перенос заряда – движением как ионов, так и частиц, то прошедший через суспензию заряд лишь частично характеризует массу депонированный материал.
На рис. 5 представлены зависимости тока от времени при постоянном электрическом поле 20 В/см для вертикального и горизонтального ЭПД от подвеса YLO_i_1. В обоих случаях в течение короткого времени после начала ЭПД происходило быстрое падение тока на 20–40 %. Потом процесс стал другим. При вертикальном осаждении (рис. 5а) сила тока при ЭПД сначала увеличивается (~30 мин), а затем постепенно снижается, выходя на плато. При горизонтальном осаждении (рис. 5б) происходило монотонное уменьшение тока. Различие в кинетике тока может быть связано с разным характером гидродинамических течений в среде и их взаимодействием с потоком частиц и с осаждаемым слоем. Уменьшение тока во времени, возможно, связано с увеличением сопротивления осаждаемого зеленого тела и уменьшением концентрации наночастиц («обеднением») в суспензии.
На рис. 6 показаны влажные прессовки сразу после ЭПД из суспензии YLO_i_1. В обоих случаях на катоде образуются коагулированные гелеобразные зеленые тела. Видно, что при вертикальном осаждении в ячейке образовался однородный компакт, в отличие от горизонтального, для которого характерно образование компакта с бугристыми гребнями по краям ячейки. В случае горизонтального осаждения (рис. 6б) неоднородность поверхности компакта может быть связана с перераспределением концентрации частиц вблизи катода под действием силы тяжести, что вызывает образование неоднородного по толщине сырого тела.
На рис. 7 представлена зависимость силы тока от времени при ЭПД при постоянной напряженности электрического поля 20 В/см из суспензии с добавкой ацетилацетона-YLO_iA_1. Прежде всего следует отметить, что ток в суспензии с ацетилацетоном на порядок больше, чем в суспензиях с чистым изопропанолом. Этот факт хорошо согласуется со значительной (почти в четыре раза) разницей дзета-потенциала наночастиц в суспензиях (табл. 1). Видна однозначная тенденция увеличения тока от 0,075 до 0,094 мА в интервале времени от 0 до 150 мин. Предполагаемая причина – увеличение проводимости жидкой среды за счет ионного переноса при увеличении концентрации ионов Н + в результате электрохимической реакции на электродах, описанной выше. Следует отметить тот факт, что в суспензии фактически происходят два конкурирующих процесса: увеличение сопротивления осаждаемого слоя и увеличение проводимости суспензии за счет увеличения концентрации протонов.
Иная картина наблюдалась при ЭПД для суспензии, выдержанной в течение двух месяцев YLO_iA_2. Отмечалась тенденция к снижению силы тока (0,145–0,131 мА) примерно в 1,11 раза (рис. 8а). Различие кинетики при осаждении из суспензий YLO_iA_1 (рис. 7) и YLO_iA_2 (рис. 8а) может быть связано с изменением эффективного заряда частиц, т. е. дзета-потенциала и ионного состава суспензии при старении.
Для определения изменений, происходящих в суспензии YLO_iA_2 при снижении концентрации наночастиц в процессе ЭПД, была проведена повторная ЭПД (суспензия YLO_iA_3) при тех же режимах (E= 20 В/см, t = 150 мин). На рис. 8б представлена зависимость тока от времени при ЭПД от суспензии YLO_iA_3. Из рис. 8б видно, что ток линейно уменьшается со временем (0,147–0,106 мА). Следует отметить, что разница в кинетике тока от суспензий YLO_iA_2 (рис. 8а) и YLO_iA_3 (рис. 8б) минимальна, что свидетельствует о сходных электрокинетических свойствах и стационарном характере проводимости этих суспензий.
В таблице 2 представлены результаты, характеризующие влияние используемой суспензии, типа и времени осаждения на толщину и плотность полученных сырых тел. Видно, что добавление ацетилацетона приводит к увеличению плотности прессовок с 12 до 30% от теоретической. Более длительное время осаждения приводит к большей толщине компакта, но меньшей плотности. Состаренная суспензия, так же как и обедненная, используемая для ЭПД, отрицательно влияет на плотность получаемых прессовок. Компакт с наибольшей плотностью был получен при вертикальном осаждении из суспензии YLO_iA_1 (рис. 9).). Его масса 395 мг, толщина 2,4 мм, плотность 37%.
Полагаем, что в случае состаренных суспензий YLO_iA_2 и обедненных YLO_iA_3 плотность компактов снижается за счет снижения дзета-потенциала по сравнению со свежеприготовленной суспензией YLO_iA_1 (от +83 мВ до +50 и до +39 мВ). мВ для суспензий YLO_iA_2 и YLO_iA_3 соответственно). Таким образом, эффективный заряд на частицах стал ниже, что уменьшило силу, действующую на них при осаждении со стороны внешнего электрического поля, тем самым уменьшив плотность грин-тела.
3. Материалы и методы
3.1. Нанопорошки и суспензии
Наночастицы твердого раствора (La x Y 1−x ) 2 O 3 , x = 0,1 (YLO) синтезированы методом лазерной абляции (ЛА) на иттербиевом волоконном лазере 1000 (ИПГ Фотоникс, Фрязино, Россия) λ = 1,07 мкм. Материал для испарения смешивали из коммерчески доступных порошков оксидов иттрия и лантана высокой чистоты (99,99% Полирит, Москва, Россия). Установка лазерной абляции подробно описана в [31]. Лазер работал с частотой следования импульсов 5 кГц при длительности лазерного импульса 60 мс и средней мощности лазера 255 Вт. Интенсивность лазерного излучения в фокальном пятне составляла около 106 Вт/см 2 с профилем, близким к гауссовому. Оксиды удаляли воздухом.
Удельную поверхность (S BET ) нанопорошков измеряли по адсорбции азота по методу БЭТ на вакуумной сорбционной установке TriStar 3000 (Micrometrics, Norcross, США). Фазовая структура и состав нанопорошков были охарактеризованы с помощью рентгеновской дифракции (XRD) с использованием D8 DISCOVER (Bruker AXS, Карлсруэ, Германия) с излучением Cu (K α ) и углеродным монохроматором. Данные XRD были проанализированы с использованием программного обеспечения TOPAS 3 (Bruker AXS, Карлсруэ, Германия) с алгоритмом Ритвельда. Газофазные продукты и экзо/эндотермические реакции при отжиге образцов при температуре до 1400 °С анализировали методом термогравиметрического анализа (ТГА) с использованием дифференциальной сканирующей калориметрии (ДСК) на NETZSCH-STA409.ПК (NETZSCH, Selb, Германия) в аргоне при скорости нагрева 10 °С/мин. Морфологию и размеры частиц наблюдали с помощью просвечивающей электронной микроскопии (ПЭМ) с JEM-2100 (JEOL, Токио, Япония). Распределение частиц по размерам рассчитывали по фотографиям не менее 1500 частиц. Измерения размера частиц с использованием динамического рассеяния света (DLS) выполняли с помощью системы ZetaSizer Nano ZS (Malvern Instruments, Малверн, Великобритания). Использовались следующие параметры: показатель преломления n(Y 2 O 3 ) = 1,93, н (2-пропанол) = 1,377, вязкость изопропанола 2,4 сП, Т = 25 °С. Для получения суспензий нанопорошка YLO в качестве дисперсионной среды использовали изопропанол (ОСЧ, ЗАО «Компонент-Реактив», Москва, Россия). В качестве диспергатора использовали ацетилацетон (ч. д. а., Merck, Дармштадт, Германия). Концентрацию ацетилацетона выбирали исходя из расчета массы ацетилацетона на общую площадь поверхности наночастиц в суспензии по формуле:
где: µ – масса ацетилацетона, приходящаяся на единицу поверхности нанопорошка, мг/м 2 ,
S БЭТ – удельная поверхность нанопорошка, м 2 /г;
m np – масса наночастиц, г;
m Hacac — масса ацетилацетона, мг
В соответствии с серией предыдущих экспериментов по стабилизации наночастиц в суспензиях [32,33] было выбрано значение μ около 1 мг/м 2 . Суспензии, в которых использовался ацетилацетон, перечислены в таблице 1.
Суспензии с исходной концентрацией 70 г/л готовили точным взвешиванием нанопорошка и обрабатывали ультразвуком в ультразвуковой ванне УЗВ-13/150-ТН (Релтек, Екатеринбург, Россия) в течение 125 мин. Неразрушенные крупные агрегаты удаляли центрифугированием на центрифуге Z383 (Hermle Labortechnik GmbH, Вехинген, Германия) при скорости 10000 об/мин в течение 3 мин. Концентрация дезагрегированных взвесей составила 62 г/л.
3.2. Методы определения характеристик суспензии и EPD
Электрокинетические измерения выполнены электроакустическим методом на анализаторе DT-300 (Dispersion Technology, Bedford Hills, NY, USA). Измерение рН проводили с помощью портативного рН-метра AS218. Следует уточнить, что измерения рН проводились в спиртовых суспензиях; поэтому при анализе основное внимание уделялось не абсолютному значению рН, а его изменению при ЭПД, что служит индикатором изменения концентрации протонов в среде. Все измерения проводились в изотермических условиях на воздухе при 298 К.
Электрофоретическое осаждение проводили на компьютеризированной установке, обеспечивающей режим постоянного напряжения, разработанной и изготовленной в Институте электрофизики УрО РАН. ЭПД проводили при двух вариантах расположения электродов: вертикальном и горизонтальном. При вертикальном расположении электродов наплавку проводят в горизонтальном направлении, при горизонтальном расположении электродов – вертикальном. Диск из алюминиевой фольги площадью 113 мм 2 служил катодом, а диск из нержавеющей стали – анодом; расстояние между электродами 10 мм. ЭПД производился при постоянном электрическом поле 20 В/см. Время осаждения составляло до 180 мин.
4. Выводы
В настоящей работе проведено исследование основных факторов, определяющих однородность, массу, толщину и плотность компактов, полученных из нанопорошков твердых растворов оксидов иттрия и лантана ((La х Y 1−x ) 2 O 3 ) с помощью электрофоретического осаждения (EPD). Показано, что ацетилацетон с концентрацией 1 мг/м 2 может быть использован в качестве диспергатора для стабилизации изопропанольных суспензий наночастиц при ЭПД. Установлено, что в зависимости от присутствия диспергатора и предыстории суспензии дзета-потенциал наночастиц изменялся в процессе ЭПД. С увеличением дзета-потенциала наночастиц увеличивается вес осаждаемого материала. Скорость осаждения увеличивается на первой стадии ЭПД, а затем замедляется по ходу процесса. Показано, что максимальная плотность сухих прессовок толщиной 2,4 мм достигает 37% от теоретической при проведении ЭПД в вертикальном направлении из суспензии нанопорошков с добавлением ацетилацетона. Использование состарившихся или обедненных суспензий приводит к снижению плотности компакта.
Вклад авторов
Концептуализация, Е.К. и М.И.; методология, Е.К. и М.И.; расследование, Е.К.; ресурсы, М.И.; курирование данных, Э.К.; написание – черновая подготовка, Е.К.; написание-обзор и редактирование, М. И.; визуализация, Э.К. и М.И.; администрация проекта, М.И.; приобретение финансирования, М.И. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Данное исследование выполнено при финансовой поддержке Российского научного фонда, грант № 18-13-00355. Электронный микроскоп Уральского центра коллективного пользования «Современные нанотехнологии» Уральского федерального университета (рег. № 2968) использовано при финансовой поддержке Министерства науки и высшего образования РФ (проект № 075-15-2021-677). Оборудование для лазерной абляции ЦКП «Электрофизика» Института электрофизики УрО РАН использовалось при финансовой поддержке Министерства науки и высшего образования РФ (№ 122011200363-9).
Заявление Институционального контрольного совета
Неприменимо.
Заявление об информированном согласии
Не применимо.
Заявление о доступности данных
Неприменимо.
Благодарности
Максим Иванов хотел бы выразить глубокую благодарность Михаэлю Бредолу (FH Münster, Германия) за его щедрые и полезные советы по ЭПД наночастиц.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Picelli, F.; Биасини, В.; Хосташа, Дж.; Пьянкастелли, А .; Эспозито, Л. Полезный подход к пониманию происхождения дефектов в прозрачной керамике YAG. Миссис Комм. 2022 , в печати. [Google Scholar] [CrossRef]
- Крелл, А.; Хатцлер, Т .; Климке, Дж. Физика передачи и последствия для выбора материалов, производства и приложений. Дж. Евр. Керам. соц. 2009 , 29, 207–221. [Google Scholar] [CrossRef]
- Лу, Дж.; Уэда, К.-И.; Яги, Х .; Янагитани, Т .; Акияма, Ю.; Каминский, А.А. Нанокристаллическая керамика на основе иттрий-алюминиевого граната (Y3Al5O12), легированного неодимом, — новое поколение твердотельных лазерных и оптических материалов. J. Alloy Compd. 2002 , 341, 220–225. [Google Scholar] [CrossRef]
- Болтачев Г.; Иванов М. Влияние концентрации наночастиц на скорость коагуляции коллоидных суспензий. Гелион 2020 , 6, e03295. [Google Scholar] [CrossRef]
- Калинина Е.Г.; Пикалова, Е.Ю. Новые направления развития метода электрофоретического осаждения в технологии твердооксидных топливных элементов: теоретические подходы, экспериментальные решения и перспективы развития. Русь. хим. Ред. 2019 г., 88, 1179–1219. [Google Scholar] [CrossRef]
- Бесра, Л.; Лю, М. Обзор основ и приложений электрофоретического осаждения (EPD). прог. Матер. науч. 2007 , 52, 1–61. [Google Scholar] [CrossRef]
- Азнам, И.; Мах, JCW; Мухтар, А .; Самалу, М.Р.; Газали М.Дж. Обзор ключевых параметров эффективного электрофоретического осаждения при производстве твердооксидных топливных элементов. J. Zhejiang Univ. науч. А 2018 , 19, 811–823. [Академия Google] [CrossRef]
- Пикалова Е.Ю.; Калинина, Е.Г. Электрофоретическое осаждение в технологии твердооксидных топливных элементов: основы и последние достижения. Продлить. Поддерживать. Energy Rev. 2019 , 116, 109440. [Google Scholar] [CrossRef]
- Пикалова Е.; Осинкин, Д.; Калинина Е. Прямое электрофоретическое осаждение и определение характеристик тонкопленочных мембран на основе легированных BaCeO 3 и CeO 2 для твердооксидных топливных элементов с анодным покрытием. Мембраны 2022 , 12, 682. [Google Scholar] [CrossRef]
- Ван дер Бист, О.; Вандепер, Л. Дж. Электрофоретическое осаждение материалов. Анну. Преподобный Матер. науч. 1999 , 29, 327–352. [Google Scholar] [CrossRef]
- Калинина Е.Г.; Саматов, О.М.; Сафронов А.П. Стабильные суспензии нанопорошков легированного церия для электрофоретического осаждения покрытий твердооксидных топливных элементов. неорг. Матер. 2016 , 52, 858–864. [Google Scholar] [CrossRef]
- Калинина Е.Г.; Ефимов, А.А.; Сафронов А.П. Влияние агрегации наночастиц на образование ZrO 2 тонкие пленки электролита методом электрофоретического осаждения. Тонкая твердая пленка. 2016 , 612, 66. [Google Scholar] [CrossRef]
- Духин С.С.; Дерягин Б.В. Поверхностные и коллоидные науки; Матиевич Э., изд.; Wiley-Interscience: Нью-Йорк, США, 1974; Том 7, с. 335. [Google Scholar]
- Бредол, М.; Мичиор, Дж .; Клемм, С. Электрофоретическое осаждение оксида алюминия, иттрия, иттрий-алюминиевого граната и лютеций-алюминиевого граната. Дж. Матер. науч. 2014 , 49, 6975–6985. [Google Scholar] [CrossRef]
- Гал-Ор, Л.; Брэндон, Д.; Голднер, Р.; Ади, М .; Черняк, Л.; Перлин, Л.; Сезин Н.; Любович, С. Метод электрофоретического осаждения слоистых сырых тел. Патент США 5
7 A, 6 июля 1999 г. [Google Scholar] - Brandon, D.; Черняк Л. Износо- и термостойкий материал, полученный из сверхтвердых частиц, связанных в матрице стеклокерамического электрофоретического осаждения. Патент США 7037418 B2, 2 мая 2006 г. [Google Scholar]
“> Иванов М.; Калинина, Е.; Копылов Ю.; Кравченко, В.; Крутикова И.; Кынаст, У .; Ли, Дж.; Лезнина, М.; Медведев А. Высокопрозрачная керамика, легированная Yb (La x Y 1−x ) 2 O 3 , полученная коллоидными методами компактирования наночастиц. Дж. Евр. Керам. соц. 2016 , 36, 4251–4259. [Google Scholar] [CrossRef]
- Иванов М.; Копылов Ю.; Кравченко, В.; Заяц, С. Спекание и оптическое качество высокопрозрачной керамики из оксида иттрия и лантана, легированной Yb. физ. Статус Солид С 2013 , 10, 940–944. [Google Scholar] [CrossRef]
- Иванов М.; Копылов Ю.; Кравченко, В.; Ли, Дж.; Пан, Ю.; Кынаст, У .; Лежнина, М.; Стрек, В .; Марчиняк, Л.; Палашов, О .; и другие. Оптические, люминесцентные и лазерные свойства высокопрозрачной керамики из оксида иттрия и лантана, легированной иттербием. Опц. Матер. 2015 , 50, 15–20. [Google Scholar] [CrossRef]
“> Li, S.; Чжу, X .; Ли, Дж.; Явецкий Р.; Иванов М.; Лю, Б.; Лю, В .; Пан Ю. Получение 5 ат.% Yb: (La 0,1 Y 0,9 ) 2 O 3 прозрачная керамика методом химического осаждения и вакуумного спекания. Опц. Матер. 2017 , 71, 56–61. [Google Scholar] [CrossRef]
- Иванов М.; Кынаст, У .; Лезнина М. Eu 3+ легированные оксидом иттрия нанолюминофоры из лазерного синтеза. Дж. Люмин. 2016 , 169, 744–748. [Google Scholar] [CrossRef]
- Иванов М.Г.; Крутикова, И.В.; Кынаст, У .; Лежнина, М.; Пузырев, И.С. Лазерный синтез Y 2 O 3 : Нанолюминофоры Eu 3+ и их стабилизация в водных суспензиях. Опц. Матер. 2017 , 74, 67–75. [Google Scholar] [CrossRef]
- Крутикова И.В.; Иванов М.Г.; Мурзакаев, А.; Нефедова К. Лазерно-синтезированные наночастицы Ce 3+ и Pr 3+ , легированные Y 2 O 3 , и их характеристики.
Матер. лат. 2020 , 265, 127435. [Google Scholar] [CrossRef]- Пейр В.; Спалла, О .; Беллони, Л.; Набави, М. Стабильность нанометрической коллоидной дисперсии циркония при сжатии: эффект комплексообразования поверхности ацетилацетоном. J. Коллоидный интерфейс Sci. 1997 , 187, 184–200. [Google Scholar] [CrossRef]
- Бхаттачарджи, С. ДЛС и дзета-потенциал — что они собой представляют и чем они не являются? Дж. Контроль. Выпуск 2016 , 235, 337. [Google Scholar] [CrossRef]
- Калинина Е.Г.; Пикалова, Е.Ю.; Меньшикова, А.В.; Николаенко, И.В. Электрофоретическое осаждение самостабилизирующейся суспензии на основе наноразмерного порошка многокомпонентного электролита, полученного методом лазерного испарения. Твердотельный ион. 2016 , 288, 110–114. [Академия Google] [CrossRef]
- Калинина Е.Г.; Пикалова, Е.Ю.; Сафронов А.П. Исследование электрофоретического осаждения тонкопленочных покрытий на основе нанопорошка церата бария, полученного методом лазерного испарения.
Русь. Дж. Заявл. хим. 2017 , 90, 701–707. [Google Scholar] [CrossRef]- Феликс, К.; Ярощук, А.; Пасупати, С.; Поллет, Б.Г.; Бондаренко М.П.; Ковальчук, В.И.; Жолковский, Е.К. Электрофорез и стабильность наноколлоидов: история, теория и экспериментальные примеры. Доп. Коллоидный интерфейс Sci. 2014 , 211, 77. [Google Scholar] [CrossRef]
- Бесра, Л.; Учикоши, Т .; Судзуки, Т.С.; Сакка, Ю. Экспериментальная проверка механизма локализации pH при консолидации частиц на границе раздела электрод/раствор и его применение для импульсного электрофоретического осаждения постоянным током (EPD). Дж. Евр. Керам. соц. 2010 , 30, 1187–1193. [Google Scholar] [CrossRef]
- Мишра М.; Сакка, Ю.; Учикоши, Т .; Бесра, Л. Локализация pH: тематическое исследование во время электрофоретического осаждения тройного карбида макс-фазы-Ti 3 Карбид кремния 2 . Дж. Керам. соц. Япония.
2013 , 121, 348–354. [Google Scholar] [CrossRef][Green Version]- Котов Ю.А.; Саматов, О.М.; Иванов М.Г.; Мурзакаев А.М.; Медведев, А.И.; Тимошенкова О.Р.; Демина, Т.М.; Вьюхина, И.В. Получение и характеристики композиционных нанопорошков с использованием волоконного иттербиевого лазера. Тех. физ. 2011 , 56, 652–655. [Google Scholar] [CrossRef]
- Виюхина И.В.; Иванов М.Г.; Калинина, Е.Г.; Пузырев, И.С.; Ятлук, Ю.Г. Электрокинетические свойства нанопорошков NDY в водных суспензиях в присутствии поликарбоксилатов. Перспектива Матер. 2011 , 4, 62–68, ISSN: 1028-978X. [Google Scholar]
- Пузырев И.С.; Иванов М.Г.; Крутикова, И.В. Физико-химические свойства нанопорошков Al 2 O 3 и Y 2 O 3 , полученных методом лазерного синтеза, и их водных дисперсий // Российский химический вестник, международное издание. Русь. хим. Бык. 2014 , 63, 1504–1510.
[Академия Google] [CrossRef]Рисунок 1. ( a ) ПЭМ изображение (La x Y 1-x ) 2 O 3 наночастиц и ( b ) распределение частиц по размерам по количеству.
Рисунок 1. ( a ) ПЭМ изображение (La x Y 1-x ) 2 O 3 наночастиц и ( b ) распределение частиц по размерам по количеству.
Рисунок 2. Распределение размеров по объему в ( a ) YLO_i_1 и ( b ) YLO_iA_1 подвески до и после EPD.
Рисунок 2. Распределение размеров по объему в суспензиях ( a ) YLO_i_1 и ( b ) YLO_iA_1 до и после ЭПД.
Рисунок 3. Зависимость массы осажденного зеленого тела от дзета-потенциала наночастиц во взвеси.
Рисунок 3. Зависимость массы осажденного зеленого тела от дзета-потенциала наночастиц во взвеси.
Рисунок 4. Кинетика роста зеленого тела в зависимости от продолжительности ЭПД из суспензии YLO_iA_1 при постоянном электрическом поле 20 В/см.
Рисунок 4. Кинетика роста зеленого тела в зависимости от продолжительности ЭПД из суспензии YLO_iA_1 при постоянном электрическом поле 20 В/см.
Рисунок 5. Зависимости тока от времени при постоянном электрическом поле 20 В/см для вертикального ( a ) и горизонтального ( b ) ЭПР от подвеса YLO_i_1.
Рисунок 5. Зависимости тока от времени при постоянном электрическом поле 20 В/см для вертикального ( a ) и горизонтального ( b ) ЭПР от подвеса YLO_i_1.
Рисунок 6. Изображение влажных зеленых тел сразу после ЭПД в случае ( a ) вертикального и ( b ) горизонтального осаждения из взвеси YLO_i_1.
Рисунок 6. Изображение мокрых зеленых тел сразу после ЭПД в случае ( a ) вертикальное и ( b ) горизонтальное осаждение из взвеси YLO_i_1.
Рисунок 7. Зависимость тока от времени при ЭПД в постоянном электрическом поле 20 В/см из суспензии с добавкой ацетилацетона-YLO_iA_1.
Рисунок 7. Зависимость тока от времени при ЭПД в постоянном электрическом поле 20 В/см из суспензии с добавкой ацетилацетона-YLO_iA_1.
Рисунок 8. Зависимости тока от времени при ЭПД при постоянном электрическом поле 20 В/см от взвесей: ( и )-YLO_iA_2; ( б )-YLO_iA_3.
Рисунок 8. Зависимости тока от времени при ЭПД в постоянном электрическом поле 20 В/см от взвесей: ( и )-YLO_iA_2; ( б )-YLO_iA_3.
Рисунок 9. Сухая прессовка, полученная вертикальной ЭПД из суспензии YLO_iA_1: ( a ) – в начале процесса сушки в камере; ( b ) сухая компактная.
Рисунок 9. Сухая прессовка, полученная вертикальной ЭПД из суспензии YLO_iA_1: ( а ) – в начале процесса сушки в камере; ( b ) сухая компактная.
Таблица 1. Характеристики суспензий YLO и условия EPD.
Таблица 1. Характеристики суспензий YLO и условия EPD.
№ Суспензия Среда рН ζ-Potential, MV EPD
Управление, средний, средний, средний, средний, средний, средний, средний, средний, средний, средний. 3038 Energy ConsumptionBefore EPD After EPD Before EPD After EPD 1 YLO_i_1 iPrOH 7.8 6.9 +24 +28 Vertical 0.005 91.4 mg
2031 mg/C2 YLO_i_1 iPrOH 7.8 6. 7+24 +27 Horizontal 0.008 188.6 mg
2619 mg/C3 YLO_iA_1 iPrOH_Hacac 7.9 6.7 +83 +104 Vertical 0.08 395 mg
549 mg/C4 YLO_iA_2 iPrOH_Hacac 6.0 5. 9+50 +49 Vertical 0.136 402.3 mg
326 mg/C5 YLO_iA_3 iPrOH_Hacac 5.9 5.9 +39 +39 Vertical 0.119 329.8 mg
307 mg/CТаблица 2. Взвеси, параметры ЭПД, размер и плотность зеленых тел.
Таблица 2. Взвеси, параметры ЭПД, размер и плотность зеленых тел.
Подвеска EPD Direction
and Time (min)Thickness, mm Density, % of Theoretical YLO_i_1 Vertical, 150 2 12 YLO_i_1 Horizontal, 150 4 17 YLO_iA_1 Vertical, 150 3.