Создание формулы для удаления покрытия с каменных поверхностей
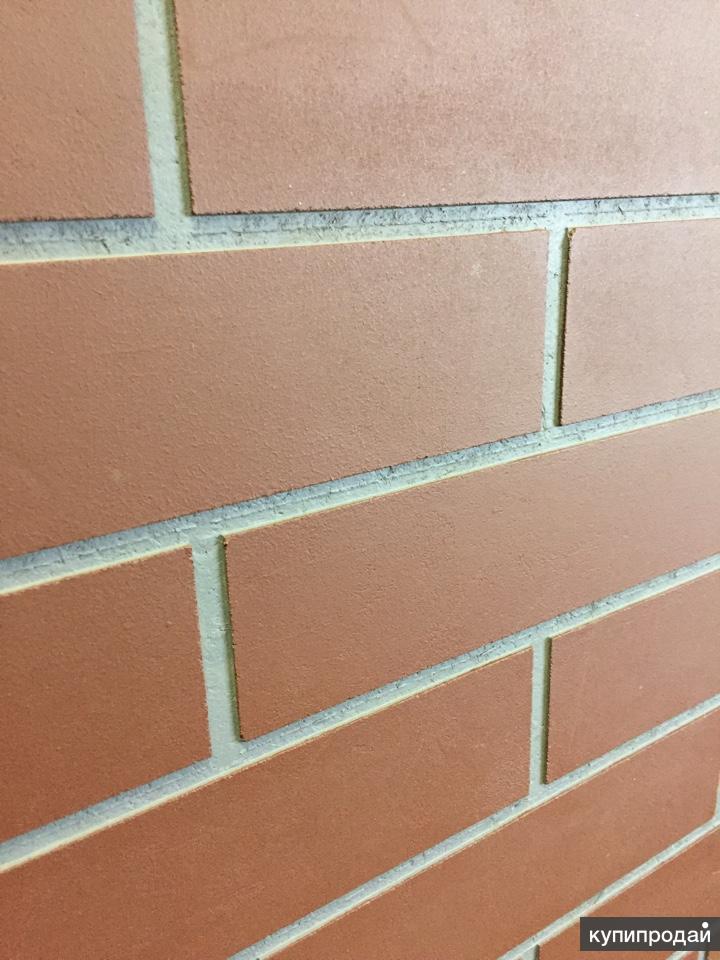
Часто в течение срока службы здания, построенного из блоков бетонной кладки (CMU) или кирпича, уже невозможно восстановить внешний вид путем промывки под давлением и нанесения большего количества слоев краски (Фото 1 ниже).
Удаление покрытий с кирпичной кладки может оказаться сложной задачей, и на этапе проектирования необходимо принять ряд решений, чтобы выбрать оптимальный метод удаления краски для данной работы. Вверху: Химические методы удаления покрытий использовались в историческом студенческом союзе Тиволи в кампусе Университета Колорадо в Авроре (см. Памятные шедевры). Фото предоставлено Dumond ChemicalsЭто происходит потому, что:
- Существующее покрытие становится слишком толстым или слишком плохо прилипает, чтобы выдержать вес и напряжения отверждения другого покрытия, или
- Количество слоев приводит к тому, что проницаемость системы становится слишком низкой, чтобы пропускать пары влаги, или
- Желаемый материал для перекраски несовместим с существующим покрытием.


В этих случаях часть или все существующее покрытие необходимо удалить и заменить.
Удаление покрытия с цементно-песчаного бетона и кирпича может оказаться сложной задачей, и на этапе проектирования необходимо принять ряд решений, чтобы выбрать оптимальный метод удаления краски для данной работы. Вопросы, которые необходимо рассмотреть, включают:
- Необходимо ли полностью удалить существующее покрытие или только отслоившееся покрытие? Стоимость и сложность значительно возрастают, если необходимо удалить все покрытие.
- Можно ли допустить сильное придание шероховатости поверхности блока или кирпича, включая некоторое повреждение растворных швов? Обратите внимание, что для исторической сохранности может быть неприемлема даже очень легкая шероховатость.
- Можно ли оставить существующую краску в пористости блока?
- Допустимы ли большие объемы воды (с экологической точки зрения и с точки зрения потенциального проникновения воды в блок или кирпич)?
- Можно ли допустить переносимую по воздуху пыль?
Ответы на эти вопросы помогут определить возможные методы подготовки поверхности для проекта. Вопросы снова представлены в конце этой статьи вместе с возможными методами очистки, основанными на ответах на каждый из них.
Вопросы снова представлены в конце этой статьи вместе с возможными методами очистки, основанными на ответах на каждый из них.
Фото 1. Состарившиеся покрытия часто становятся слишком слабыми и слишком толстыми, чтобы их можно было покрыть
Отраслевые стандарты
Несколько отраслевых стандартов определяют методы подготовки поверхности, которые можно использовать на монолитном бетоне, кирпиче и другом бетоне поверхности (полы, залитые стены, сборные железобетонные изделия и т. д.). К сожалению, большинство стандартов сосредоточено на подготовке полов или бетонных оснований, которые являются голыми, а не окрашенными КМУ или кирпичом.
Кроме того, стандарты не содержат окончательных критериев приемлемости для оценки степени выполняемой очистки. Большинство стандартов в основном гласят, что необходимо удалить достаточное количество материала, чтобы получить прочную бетонную поверхность, свободную от цементного молока, глазури, высолов и несовместимых отвердителей.
Соответственно, несмотря на то, что описанные методы могут быть пригодны для использования на цементно-песчаном кирпиче и кирпиче, язык стандартов не содержит специальных критериев приемлемости при удалении существующей краски с этих оснований.
Ниже описано несколько стандартов, разработанных SSPC (Общество защитных покрытий), NACE (Национальная ассоциация инженеров по коррозии), ICRI (Международный институт ремонта бетона) и ASTM International (бывшее Американское общество по испытаниям и материалам).
SSPC-SP13/NACE № 6, Подготовка поверхности бетона . Этот стандарт кратко описывает доступные методы очистки различных бетонных поверхностей и часто ссылается на другие стандарты ASTM и NACE. В нем рассматриваются следующие методы подготовки поверхности:
- Сухая абразивоструйная очистка, мокрая абразивоструйная очистка, абразивоструйная очистка с помощью вакуума и центробежная дробеструйная очистка в соответствии со стандартом ASTM D4259 (описано ниже). Эти методы удалят существующее покрытие, но могут значительно огрубить или повредить поверхность блоков или швов кирпича и раствора.
- Очистка водой под высоким давлением или водоструйная очистка в соответствии с SSPC-SP12/NACE № 5 или ASTM D4259 (описано ниже). Эти методы удаляют плохо прилипшее покрытие, оставляя его неповрежденным, или полностью удаляют существующее покрытие при условии использования адекватного давления и времени выдержки. Они будут меньше повреждать поверхность блока и кирпича, чем методы абразивно-струйной очистки, но при этом произойдет некоторая шероховатость. Обратите внимание, что SSPC-SP12/NACE № 5 озаглавлен «Подготовка поверхности и очистка металлов гидроструйной очисткой перед обработкой». Перекрытие. В то время как методы, описанные в стандарте, подходят для использования на бетоне, критерии приемлемости для степеней очистки основаны на металлических основаниях.
- Ударные электроинструменты в соответствии со стандартом ASTM D4259 (описано ниже). Эти методы включают торкретирование иглой и ротационную проковку, которые удаляют существующее покрытие, но одновременно разрушают и удаляют бетон. Эти инструменты обычно не используются на CMU или кирпиче из-за потенциального повреждения.
- Механическое шлифование, шлифование и проволочная щетка в соответствии со стандартом ASTM D4259 (описано ниже). Хотя покрытия можно полностью удалить шлифованием или шлифованием, эти методы чаще используются для удаления отслоившегося покрытия и для сглаживания краев.
- Кислотное травление в соответствии с ASTM D4260. Кислотное травление используется на горизонтальных поверхностях для травления голого бетона; он не удалит существующее покрытие.
- Пламенная (термическая) очистка. Этот метод используется для удаления органических загрязнений из бетона, но не рекомендуется для удаления покрытий.
- Также рассматриваются методы, используемые для очистки загрязняющих веществ с поверхности перед покраской. Эти методы включают вакуумную очистку, струйную очистку, очистку водой, очистку водой с моющим средством и очистку паром в соответствии со стандартом ASTM D4258.
 Эти методы удалят существующее покрытие, но могут значительно огрубить или повредить поверхность блоков или швов кирпича и раствора.
Эти методы удалят существующее покрытие, но могут значительно огрубить или повредить поверхность блоков или швов кирпича и раствора. Эти методы включают торкретирование иглой и ротационную проковку, которые удаляют существующее покрытие, но одновременно разрушают и удаляют бетон. Эти инструменты обычно не используются на CMU или кирпиче из-за потенциального повреждения.
Эти методы включают торкретирование иглой и ротационную проковку, которые удаляют существующее покрытие, но одновременно разрушают и удаляют бетон. Эти инструменты обычно не используются на CMU или кирпиче из-за потенциального повреждения.
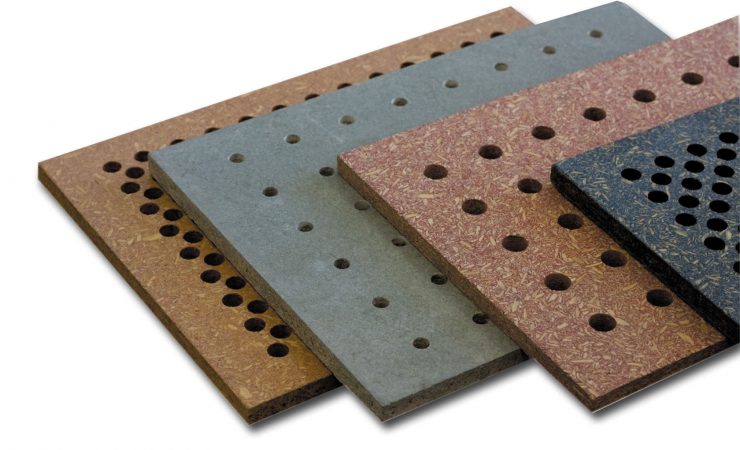
Руководство ICRI № 310.2-1997 (ранее № 03732), Выбор и определение подготовки бетонной поверхности для герметиков, покрытий и полимерных покрытий В данном руководстве рассматриваются методы подготовки поверхности, используемые на бетоне. Хотя основное внимание в руководстве уделяется бетонным полам, некоторые из методов подходят для использования на бетонных и кирпичных полах. Он также включает в себя девять (9) образцов профиля бетонной поверхности (CSP), которые являются точными копиями профиля (шероховатости поверхности), созданного различными методами подготовки поверхности (Фото 2).
Текстура образцов варьируется от очень гладкой, типичной для травления кислотой (CSP1), до очень грубой, типичной для сильного скарификации (CSP 9).
Фото 2: Купоны профиля бетонной поверхности ICRI. Методы, описанные в Руководстве ICRI, которые позволяют удалять покрытия с монолитного бетона и кирпича, перечислены ниже. Обратите внимание на сходство с методами, перечисленными выше в SSPC-SP13/NACE № 6.
- Абразивоструйная очистка (удаляет покрытия, но может значительно огрубить или повредить поверхность блока или кирпича, а также растворные швы) .
- Разрыхление (удаляет покрытия, но чрезвычайно агрессивно по отношению к подложке)
- Игольчатый скейлинг (удаляет покрытия, но очень агрессивен по отношению к подложке)
- Водоструйная очистка под высоким/сверхвысоким давлением (может удалять покрытия и сводит к минимуму повреждение основания, но при этом возникает некоторая шероховатость)
- Очистка водой под низким давлением (обычно удаляет только отслоившееся покрытие)
Методы, описанные в Руководстве, которые не удаляют покрытие полностью или не подходят для использования на цементно-песчаном бетоне и кирпиче:
- Чистка моющим средством (не удаляет покрытие)
- Кислотное травление (не удаляет покрытие — используется на голых горизонтальных поверхностях)
- Шлифовка (удалит покрытие, но оборудование, указанное в Руководстве, ограничено полами)
- Дробеструйная очистка стали (удалит покрытие, но оборудование в Руководстве ограничено полами)
- Шпаклевка (удаляет покрытия, но чрезвычайно агрессивна по отношению к основанию и лучше всего подходит для полов)
- Огнеструйная очистка (может удалить покрытие, но не рекомендуется из-за опасностей, связанных с возгоранием краски)
- Фрезерование/ротофрезерование (удаляет покрытие и верхний слой бетона, но используется на плитах и не подходит для CMU/кирпича)
ASTM D4258, Стандартная практика очистки поверхности бетона для покрытия .
ASTM D4259, Стандартная практика абразивной обработки бетона . Эта практика касается методов удаления материала, включая покрытия, и придания поверхности шероховатости. Рассматриваемые методы следующие.
- Механическая обработка; эти методы включают электроинструменты, как ударные, так и шлифовальные. Электроинструменты способны удалять покрытие, но лучше подходят для локального использования. Ударные инструменты также могут повредить основание.
- Водоструйная очистка; этот метод включает струйную очистку водой под высоким давлением, но давление не определено.
- Абразивоструйная очистка; эти методы включают сухую струйную очистку, мокрую струйную очистку и использование автономного устройства, в котором абразив повторно используется. Эти методы удаляют покрытие, но в процессе могут значительно сделать подложку шероховатой.

ASTM D4260, Стандартная практика жидкого и гелеобразного кислотного травления бетона . Эта практика касается подготовки голого бетона кислотным травлением, но не удаляет существующие покрытия.
ASTM D4261, Стандартная практика очистки поверхности бетонных блоков для покрытия . Эта практика относится к тем же методам очистки поверхности, которые описаны в ASTM D4258, с добавлением механической очистки инструментов для удаления брызг раствора и высолов. Стандарт не распространяется на удаление существующих покрытий.
Производительность
Производительность для некоторых методов указана в Руководстве по оценке подрядчиков по окраске и декорированию Америки (PDCA), том 2, Тарифы и таблицы. (www.PDCA.org), а также Руководство ICRI № 310.2-19.97, описанной выше (www.icri.org).
(www.PDCA.org), а также Руководство ICRI № 310.2-19.97, описанной выше (www.icri.org).
Методы удаления покрытия с ЦБМ и кирпича
Как видно из обзора стандартов, лишь некоторые из методов подходят для массового удаления существующего покрытия с ЦМУ и кирпича, и даже в этом случае существуют риски связанные с повреждением субстрата или возможностью чрезмерного проникновения воды. Кроме того, в приведенных выше стандартах не рассматривается эффективный метод удаления покрытия — химическая очистка.
При использовании любого из методов рекомендуется провести тестовые участки перед массовым удалением, чтобы усовершенствовать процесс удаления и подтвердить приемлемость любого возможного огрубления поверхности.
Ниже приводится краткое описание методов, которые можно использовать для CMU и кирпича.
Сухая абразивоструйная очистка
Сжатый воздух используется для перемещения абразивных частиц по поверхности с высокой скоростью. Воздействие абразива разрушает и сбивает краску (Фото 3).
Воздействие абразива разрушает и сбивает краску (Фото 3).
В то время как абразивоструйная очистка может эффективно удалить краску, при использовании на гладких и двугранных блоках все следы краски в пределах неровностей поверхности не будут удалены без значительного разрушения поверхности блока ( Фото 4). Абразивоструйная очистка также может привести к повреждению растворных швов, если для удаления краски требуется длительное время выдержки.
Покрытия, такие как эластомеры, также трудно удалить абразивоструйной очисткой, потому что абразив имеет тенденцию отскакивать от покрытия, а не врезаться в него. В этих случаях оператор должен попытаться «содрать» покрытие с поверхности, струя под ним под углом, но если адгезия хорошая, даже этот процесс может не увенчаться успехом.
Абразивы для струйной очистки включают различные побочные продукты шлака (котельный шлак, медный шлак, никелевый шлак), гранат, дробленое стекло, губку, скорлупу грецкого ореха и другие.
Фото 4. Абразивоструйная очистка может значительно разрушить подложку при попытке удалить все покрытие или оставить пятна, когда цель минимизирует ущерб. абразив, когда он воздействует на поверхность, и эрозия CMU или кирпича. Если наличие пыли недопустимо из-за норм окружающего воздуха или расположения здания, можно использовать вентилируемые системы локализации, которые поддерживаются при отрицательном давлении с использованием пылесборного оборудования, но их установка и обслуживание являются дорогостоящими.
Руководство по системам локализации можно найти в Руководстве SSPC 6, Руководство по локализации мусора при подготовке поверхности, образующегося во время операций по удалению краски.
Влажная абразивно-струйная очистка
Влажная абразивно-струйная очистка представляет собой разновидность описанной выше сухой абразивоструйной очистки с тем же потенциалом повреждения основания (фото 4 и 5). Принципы работы и удаления покрытия такие же, за исключением того, что вода вводится в поток сжатого воздуха/абразива для значительного снижения образования переносимой по воздуху пыли. Вода может подаваться с помощью специального сопла, которое смешивает воду с абразивом перед выходом из сопла, или через водяной воротник, прикрепленный к соплу, который подает воду к абразиву на выходе из сопла.
Вода может подаваться с помощью специального сопла, которое смешивает воду с абразивом перед выходом из сопла, или через водяной воротник, прикрепленный к соплу, который подает воду к абразиву на выходе из сопла.
Также доступны системы, которые создают водно-абразивную суспензию, которая прокачивается через абразивоструйный шланг с помощью сжатого воздуха.
Фото 5: Влажная абразивно-струйная очисткаПескоструйная очистка бикарбонатом натрия
Пескоструйная очистка бикарбонатом натрия аналогична влажной абразивоструйной очистке, за исключением того, что абразив состоит из пищевой соды, но с более крупным размером частиц, чем пищевая сода, используемая в домашних условиях. . Абразив на основе бикарбоната натрия перемещается на поверхность с помощью сжатого воздуха. Вода обычно добавляется в поток абразива у сопла для контроля запыленности. Без воды работа очень пыльная.
Этот процесс может удалить краску, но его лучше всего использовать для очистки поверхности (удаления мела, граффити и загрязнений) перед покраской. Его также можно использовать на голом кирпиче для удаления полос высолов перед нанесением герметизирующих слоев. Важно смыть все остатки бикарбоната натрия с поверхности перед покраской или герметизацией поверхности.
Его также можно использовать на голом кирпиче для удаления полос высолов перед нанесением герметизирующих слоев. Важно смыть все остатки бикарбоната натрия с поверхности перед покраской или герметизацией поверхности.
Мойка под давлением (очистка водой под низким давлением (<5 000 фунтов на кв. дюйм) и очистка водой под высоким давлением (от 5 000 до 10 000 фунтов на кв. дюйм))
Фото 6: Мойка под давлением эффективно удаляет отслаивающееся покрытиеSSPC-SP12/NACE № 5 «Подготовка поверхности и очистка металлов водоструйной очисткой перед повторным покрытием» разделяет системы подачи воды под давлением на две широкие категории: Очистка водой (менее 10 000 фунтов на кв. дюйм) ) и водоструйная обработка (более 10 000 фунтов на кв. дюйм).
Несмотря на слово «металлы» в названии стандарта, для подготовки КМУ и кирпича применяется водоочистное и водоструйное оборудование, хотя определения степеней очистки в стандарте написаны для металлических подложек. Очистка воды обсуждается ниже; водоструйная обработка обсуждается в следующем разделе. Стандарт SSPC/NACE указывает, что скорость потока от 1 галлона/мин. до 14 гал./мин. являются общими для методов удаления воды.
Очистка воды обсуждается ниже; водоструйная обработка обсуждается в следующем разделе. Стандарт SSPC/NACE указывает, что скорость потока от 1 галлона/мин. до 14 гал./мин. являются общими для методов удаления воды.
Очистка водой делится на две категории: Очистка водой под низким давлением (менее 5000 фунтов на квадратный дюйм) и очистка водой под высоким давлением (от 5 000 до 10 000 фунтов на квадратный дюйм). Несмотря на то, что эти методы помечены как «очистка водой», они могут эффективно удалять рыхлый налет (Фото 6). Методы промывки под давлением также способны удалять неповрежденные покрытия, особенно при более высоком давлении и при использовании наконечника, вращающегося с нулевым градусом.
При удалении всех покрытий недостатком этих методов является то, что на поверхность подается большой объем воды (обычно от 5 до 10 галлонов/мин), что в сочетании с более длительным временем выдержки, необходимым для удаления всех покрытий, создает возможность проникновения воды через блок внутрь стены (Фото 7).
Эффективность удаления краски может быть повышена за счет подачи расходуемого абразива, такого как шлак, в струю воды под давлением.
Фото 8: Высокотемпературная вода (250 F) при давлении 3000 фунтов на квадратный дюйм размягчает и снимает покрытие до основанияВысокотемпературная (250 F) вода под давлением (обычно <5000 фунтов на кв. дюйм) также может использоваться для удаления покрытий. Более высокая температура обычно повышает эффективность очистки, когда требуется полное удаление покрытия (Фото 8).
Водоструйная очистка (водоструйная очистка под высоким давлением (от 10 000 до 30 000 фунтов на кв. дюйм) и водоструйная очистка под сверхвысоким давлением (>30 000 фунтов на кв. дюйм) SP12/NACE № 5, Подготовка поверхности и очистка металлов гидроабразивной струей перед повторным покрытием Гидроструйная обработка под высоким давлением (от 10 000 до 30 000 фунтов на кв. дюйм) и сверхвысоким давлением (> 30 000 фунтов на кв. дюйм) позволяют эффективно удалять покрытия до голого покрытия. подложка (Фото 9).
подложка (Фото 9).
Фото 9. Гидроструйная обработка сверхвысоким давлением успешно удалила все покрытие с трех различных типов блоков (гладкая поверхность, разъемная поверхность и рифленый CMU) на одной стене. Фото предоставлено Final Coat Painting.
Водоструйные установки обычно используют меньше воды, чем установки для промывки под давлением, что снижает возможность проникновения воды в блок. Водоструйные установки также доступны с вакуумными узлами, окружающими сопла, для улавливания и всасывания мусора и воды по мере их образования (Фото 10). Вакуумированная вода может быть либо переработана, либо помещена в контейнеры для утилизации.
Фото 10: Водоструйная очистка под сверхвысоким давлением с вакуумным кожухом собирает воду и остатки краски в месте образования.Фото предоставлено компанией Final Coat Painting
Очистка механическим инструментом
Ручной механический инструмент включает в себя механические шлифовальные машины, механические шлифовальные машины и ударные инструменты, такие как ротационные шлифовальные машины и игольчатые пистолеты. Электроинструменты удаляют покрытие, стирая его (шлифовка/шлифовка, фото 11) или ударом, чтобы отколоть его от поверхности (роторезы/игольчатые пистолеты).
Электроинструменты удаляют покрытие, стирая его (шлифовка/шлифовка, фото 11) или ударом, чтобы отколоть его от поверхности (роторезы/игольчатые пистолеты).
Ударные инструменты обычно не используются на цементно-песчаном кирпиче или кирпиче из-за возможности повреждения основания. Использование электроинструментов трудоемко, и они не удалят все следы покрытия с поверхности пористого блока. Их лучше всего использовать для локального удаления отслаивающегося покрытия или, в случае механической шлифовки, для растушевки краев неповрежденного покрытия, чтобы создать плавный переход между слоями или к голому основанию (Фото 12).
Химическая зачистка
Химические зачистки на водной основе эффективно удаляют несколько слоев старого покрытия, не повреждая подложку. Стрипперы на водной основе не содержат метиленхлорида или едких веществ и являются биоразлагаемыми. Стрипперы наносятся на поверхность кистью, распылителем или валиком.
Фото 11.
 Электроинструмент лучше всего использовать для локального удаления покрытия.
Электроинструмент лучше всего использовать для локального удаления покрытия.После нанесения время выдержки перед удалением зависит от типа покрытия, толщины покрытия и температуры окружающей среды, но обычно оно составляет ночь, после чего следует удаление промывкой под давлением (Фото № 13). Для небольших площадей удаление может быть выполнено соскабливанием, ведром и губкой. В зависимости от количества удаляемых слоев может потребоваться повторное нанесение.
Краткий обзор рекомендаций по удалению покрытия
Фото 12. Края краски, зачищенные механическим шлифованием конкретный. Кроме того, окончательные критерии приемлемости для определения адекватности очистки не предусмотрены. Для сравнения: при подготовке стальных поверхностей в спецификациях SSPC/NACE четко определены критерии приемлемости (например, пескоструйная обработка почти до белого цвета, промышленная абразивоструйная обработка и т. д.). Для очистки каменных поверхностей, особенно CMU и кирпича, таких руководств нет. Если бы такие стандарты были разработаны, отрасль была бы в выигрыше.
Если бы такие стандарты были разработаны, отрасль была бы в выигрыше.
- Сухую абразивоструйную очистку
- Влажная абразивоструйная очистка
- Пескоструйная очистка бикарбонатом натрия
- Очистка водой под давлением (низкое давление <5000 фунтов на квадратный дюйм; высокое давление от 5000 до 10000 фунтов на квадратный дюйм)
- Очистка водой под давлением при высокой температуре (<5000 фунтов на кв. дюйм)
- Водоструйная обработка (высокое давление, от 10 000 до 30 000 фунтов на кв. дюйм; сверхвысокое давление, >30 000 фунтов на кв. дюйм)
- Чистка электроинструмента
- Химическая очистка
Как указано в начале статьи, при составлении проекта по удалению краски обзор нескольких вопросов поможет владельцу объекта, архитектору, инженеру и подрядчику предварительно изучить различные методы удаления покрытия. Эти вопросы повторяются ниже вместе с типичными методами подготовки поверхности, подходящими для каждого из них.
Эти вопросы повторяются ниже вместе с типичными методами подготовки поверхности, подходящими для каждого из них.
Обратите внимание, что методы, предлагаемые для каждого вопроса, основаны на опыте автора, а не на отраслевом стандарте, и не должны рассматриваться как абсолютные. Атрибуты различных методов подготовки поверхности, отраженные в вопросах, также обобщены в таблице 1.
По возможности перед проведением оптовой очистки следует подготовить испытательные участки на месте для подтверждения пригодности метода(ов).
1. Нужно ли полностью удалять существующее покрытие или только свободное покрытие?
- а. Методы, обычно подходящие для частичного удаления покрытия: струйная очистка бикарбонатом натрия, очистка водой под давлением <10 000 фунтов на квадратный дюйм), очистка водой под давлением при высокой температуре (<5000 фунтов на квадратный дюйм), водоструйная очистка (> 10 000 фунтов на квадратный дюйм) и очистка механическим инструментом (шлифование, шлифование). ).
- б. Методы, обычно подходящие для полного удаления покрытия: сухая абразивно-струйная очистка, влажная абразивно-струйная очистка, очистка водой под давлением при высокой температуре (<5000 фунтов на квадратный дюйм), водоструйная очистка (>10000 фунтов на квадратный дюйм) и химическая очистка.
 ).
).2. Можно ли допустить сильное придание шероховатости лицевой стороне блока или кирпича, включая некоторое повреждение растворных швов?
- а. Методы, которые обычно практически не приводят к шероховатости: струйная очистка бикарбонатом натрия, очистка водой под давлением <10 000 фунтов на квадратный дюйм), очистка водой под давлением при высокой температуре (<5000 фунтов на квадратный дюйм), гидроструйная очистка (> 10 000 фунтов на квадратный дюйм в зависимости от давления и времени выдержки), очистка с помощью электроинструмента (шлифовка, проволочная щетка) и химическая зачистка. Обратите внимание, что для исторической консервации, за исключением химической зачистки, шероховатость, создаваемая вышеуказанными методами, может быть неприемлемой.
- б. Методы, которые обычно приводят к сильному приданию шероховатости: сухая абразивоструйная очистка, влажная абразивоструйная очистка, водоструйная очистка (> 10 000 фунтов на квадратный дюйм в зависимости от давления и времени выдержки) и очистка механическим инструментом (ударные инструменты).

3. Можно ли оставить существующую краску в пористости блока?
- а. Методы, которые обычно оставляют лишь небольшое количество краски на пористой поверхности: очистка водой под давлением при высокой температуре (<5000 фунтов на квадратный дюйм), водоструйная очистка (>10000 фунтов на квадратный дюйм) и химическая очистка.
- б. Методы, которые обычно оставляют больше следов краски на пористой поверхности: абразивно-струйная очистка, влажная абразивоструйная очистка, пескоструйная очистка бикарбонатом натрия, очистка водой под давлением (<10 000 фунтов на квадратный дюйм) и очистка с помощью механического инструмента.
4. Допустимы ли большие объемы воды (экологически и с точки зрения потенциального проникновения воды в блок или кирпич)?
- а. Методы, в которых обычно используется умеренное количество воды или ее отсутствие: сухая абразивно-струйная очистка, влажная абразивно-струйная очистка, гидроструйная очистка (> 10 000 фунтов на кв. дюйм при использовании вакуумного кожуха), очистка с помощью электроинструмента и химическая зачистка (если удаляются соскабливанием и ведром/губкой, а не мойка под давлением).
- б. Методы, в которых обычно используется большой объем воды: струйная очистка бикарбонатом натрия, очистка водой под давлением <10 000 фунтов на квадратный дюйм), очистка водой под давлением при высокой температуре (<5000 фунтов на квадратный дюйм), водоструйная очистка (>10 000 фунтов на квадратный дюйм без вакуумной рекуперации) и химическая очистка ( удаляется промывкой под давлением).
 Методы, в которых обычно используется умеренное количество воды или ее отсутствие: сухая абразивно-струйная очистка, влажная абразивно-струйная очистка, гидроструйная очистка (> 10 000 фунтов на кв. дюйм при использовании вакуумного кожуха), очистка с помощью электроинструмента и химическая зачистка (если удаляются соскабливанием и ведром/губкой, а не мойка под давлением).
Методы, в которых обычно используется умеренное количество воды или ее отсутствие: сухая абразивно-струйная очистка, влажная абразивно-струйная очистка, гидроструйная очистка (> 10 000 фунтов на кв. дюйм при использовании вакуумного кожуха), очистка с помощью электроинструмента и химическая зачистка (если удаляются соскабливанием и ведром/губкой, а не мойка под давлением).5. Допустимо ли присутствие пыли в воздухе?
- а. Методы, практически не образующие пыли в воздухе: влажная абразивно-струйная очистка, пескоструйная очистка бикарбонатом натрия, очистка водой под давлением (<10 000 фунтов на кв. дюйм), очистка водой под давлением при высокой температуре <5000 фунтов на кв. дюйм), водоструйная очистка (> 10 000 фунтов на кв. очистка и химическая очистка.
- б. Методы, при которых образуется много пыли: абразивоструйная очистка.
 дюйм), очистка водой под давлением при высокой температуре <5000 фунтов на кв. дюйм), водоструйная очистка (> 10 000 фунтов на кв. очистка и химическая очистка.
дюйм), очистка водой под давлением при высокой температуре <5000 фунтов на кв. дюйм), водоструйная очистка (> 10 000 фунтов на кв. очистка и химическая очистка. Таблица 1
Практические характеристики методов подготовки поверхности 1
абсолютный. Например, абразивоструйная очистка может частично удалить существующее покрытие с КМУ или кирпича, но для этой цели она обычно не используется.
2—В зависимости от времени выдержки и давления при гидроструйной обработке может возникнуть шероховатость от легкой до сильной.
3 — Придание шероховатости при очистке механическим инструментом зависит от используемого инструмента: от незначительного придания шероховатости механическим шлифованием до сильного придания шероховатости механическим ударным инструментом.
4—Водяная струя с вакуумным кожухом значительно уменьшит объем воды. Без вакуумного кожуха объем больше, но обычно не такой большой, как при промывке под давлением <10 000 фунтов на квадратный дюйм.
Без вакуумного кожуха объем больше, но обычно не такой большой, как при промывке под давлением <10 000 фунтов на квадратный дюйм.
5 — При удалении стриппера при промывке под давлением используется большой объем воды. При удалении соскобом и губкой/водой используется гораздо меньше воды, но это практично только для небольших локализованных участков.
ОБ АВТОРЕ: Кеннет А. Тримбер — президент KTA-Tator Inc., Питтсбург. Тримбер имеет более чем 40-летний опыт работы в области промышленной покраски. Он имеет степень бакалавра Университета Индианы в Пенсильвании и является сертифицированным NACE инспектором по покрытиям и специалистом по защитным покрытиям SSPC. Тримбер в прошлом был президентом SSPC и членом комитета по обзору стандартов, а также председателем комитета SSPC по коммерческим покрытиям, комитета по подготовке поверхности и рабочей группы по локализации. В прошлом он был председателем ASTM D1 по краскам и связанным с ними покрытиям, материалам и применениям, а также является автором «Руководства по удалению промышленных красок, содержащих свинец».
Как подготовить бетон к нанесению герметиков и покрытий — V-Seal | Коммерческие и жилые помещения
Герметики и покрытия могут обеспечивать зимнюю защиту и/или улучшать внешний вид бетона и кирпичной кладки в течение многих лет при правильном нанесении. Первым компонентом правильного нанесения является подготовка поверхности или основания. Неправильная подготовка поверхности впоследствии может создать проблемы, особенно с адгезией, а также с внешним видом. Для многих покрытий требуются специальные рекомендации по «профилю поверхности». Профиль поверхности относится к тому, насколько шероховатая поверхность в зависимости от того, как она была подготовлена механически. Профили поверхности варьируются от сильного скарификации/фрезерования до травления кислотой. V-SEAL предоставляет рекомендации для каждого типа герметиков/покрытий: реактивные проникающие герметики, декоративные акриловые покрытия и покрытия премиум-класса для местного применения.
Профили бетонной поверхности (увеличение шероховатости)
- CSP 1 – Кислотное травление
- CSP 2 – Шлифовка
- CSP 3 – Легкий выстрел
- CSP 4 – Легкая скарификация
- CSP 5 — средний дробовик
- CSP 6 – Средняя скарификация
- CSP 7 – Тяжелая абразивоструйная обработка
- CSP 8 – Корка
- CSP 9 – Тяжелая скарификация, фрезерование
Подготовка к реактивным проникающим герметикам
Единственным фактическим требованием к реактивным проникающим герметикам является способность основания впитывать герметик. Пористость основания можно проверить, поливая поверхность водой или дожидаясь дождя. Если вода легко впитывается и растекается, немного затемняя бетон, это обычно означает, что бетон пористый/негерметичный и будет поглощать реактивный проникающий герметик. Хотя единственным требованием является пористость, мы обычно рекомендуем очищать бетон перед нанесением герметика, чтобы избежать образования пятен или затруднения их последующей очистки. Если возможна мойка под давлением, это лучший способ очистить бетон без риска обесцвечивания поверхности с помощью химического очистителя. Для стойких пятен могут потребоваться химические очистители (рекомендации см. ниже). После очистки поверхности следует дать полностью высохнуть перед нанесением герметика, чтобы обеспечить максимальное впитывание. Запечатывание частично влажной поверхности обычно приводит к меньшему поглощению продукта и снижению водоотталкивающих свойств. Если поверхность чистая, сухая и пористая, можно приступать к нанесению реактивного проникающего герметика.
Пористость основания можно проверить, поливая поверхность водой или дожидаясь дождя. Если вода легко впитывается и растекается, немного затемняя бетон, это обычно означает, что бетон пористый/негерметичный и будет поглощать реактивный проникающий герметик. Хотя единственным требованием является пористость, мы обычно рекомендуем очищать бетон перед нанесением герметика, чтобы избежать образования пятен или затруднения их последующей очистки. Если возможна мойка под давлением, это лучший способ очистить бетон без риска обесцвечивания поверхности с помощью химического очистителя. Для стойких пятен могут потребоваться химические очистители (рекомендации см. ниже). После очистки поверхности следует дать полностью высохнуть перед нанесением герметика, чтобы обеспечить максимальное впитывание. Запечатывание частично влажной поверхности обычно приводит к меньшему поглощению продукта и снижению водоотталкивающих свойств. Если поверхность чистая, сухая и пористая, можно приступать к нанесению реактивного проникающего герметика.
Реактивные проникающие герметики V-SEAL: V-SEAL 101, V-SEAL 102, Фаза II, Industra-Seal 117A, Industra-Seal 117PLS, V-STOP
Подготовка для декоративных акриловых покрытий
Декоративные акриловые покрытия не подходят требуют пористости, как реактивные проникающие герметики, но они требуют, чтобы профиль поверхности был достаточно шероховатым для адгезии. При нанесении непосредственно на подложку поверхность должна быть не менее шероховатой, чем зернистость 200-300. Акриловые покрытия состоят из акриловой смолы и растворителя или водного носителя, также называемого основой. При нанесении поверх другого покрытия следует позаботиться о том, чтобы использовать тот же тип, что и раньше (растворитель/вода), чтобы обеспечить надлежащую адгезию и внешний вид. Акриловые покрытия на основе растворителя обеспечивают глубокое улучшение цвета, смягчаются и связываются со смолой, оставшейся после последнего нанесения. Акриловые покрытия на водной основе обеспечивают меньшее улучшение цвета и блеска и не смягчают старые смолы. Поскольку акриловые покрытия на водной основе не размягчаются и не связываются с отвержденными акриловыми покрытиями, поверхность следует «обезжирить» или слегка отшлифовать для обеспечения механической адгезии. Если поверхность чистая, сухая и достаточно шероховатая для адгезии, можно приступать к нанесению декоративного акрилового покрытия.
Поскольку акриловые покрытия на водной основе не размягчаются и не связываются с отвержденными акриловыми покрытиями, поверхность следует «обезжирить» или слегка отшлифовать для обеспечения механической адгезии. Если поверхность чистая, сухая и достаточно шероховатая для адгезии, можно приступать к нанесению декоративного акрилового покрытия.
Декоративные акриловые покрытия V-SEAL: Industra-Gloss SB, Industra-Gloss 350 (с низким содержанием летучих органических соединений), Industra-Gloss WB (на водной основе, естественно с низким содержанием летучих органических соединений) Уретан требует такой же подготовки, что и акриловые покрытия, но обладает меньшей воздухопроницаемостью, чем акриловые покрытия, поэтому необходимо учитывать перенос влаги при применении на уровне или ниже уровня земли. Приклеивание небольшого кусочка пластика в нескольких местах — хороший способ узнать, есть ли внутри влага. Если область под пластиком потемнеет через день или два, вероятно, влага просачивается через поверхность, и следует провести тест на влажность с хлоридом кальция, чтобы измерить степень проникновения влаги. Результаты испытаний свыше 5 фунтов/1000 футов/24 часа обычно необходимо контролировать перед нанесением покрытий. В этом случае следует использовать реактивный проникающий герметик, такой как наш V-SEAL 101, чтобы уменьшить количество влаги, проходящей через поверхность. Поверхности также должны быть шероховатыми (зернистость 200-300) перед нанесением покрытий премиум-класса. При последовательном нанесении покрытий премиум-класса их следует наносить во время окна повторного покрытия, чтобы обеспечить химическую связь между покрытиями. Если окно повторного покрытия проходит, поверхность необходимо снова слегка отшлифовать/отшлифовать с зернистостью 200-300 перед нанесением следующего покрытия.
Результаты испытаний свыше 5 фунтов/1000 футов/24 часа обычно необходимо контролировать перед нанесением покрытий. В этом случае следует использовать реактивный проникающий герметик, такой как наш V-SEAL 101, чтобы уменьшить количество влаги, проходящей через поверхность. Поверхности также должны быть шероховатыми (зернистость 200-300) перед нанесением покрытий премиум-класса. При последовательном нанесении покрытий премиум-класса их следует наносить во время окна повторного покрытия, чтобы обеспечить химическую связь между покрытиями. Если окно повторного покрытия проходит, поверхность необходимо снова слегка отшлифовать/отшлифовать с зернистостью 200-300 перед нанесением следующего покрытия.
V-SEAL Premium Topical Coatings: Industra-Coat Эпоксидные и уретановые комплекты (глянцевая/матовая), Industra-Coat 3015 Эпоксидная грунтовка (глянцевая), Industra-Coat 3321 Уретановое верхнее покрытие (глянцевое), Industra-Coat 3322 Уретановое верхнее покрытие с низким содержанием летучих органических соединений (глянец), Industra-Coat 3520 Уретан на водной основе (сатин)
Очистители
V-SEAL предлагает очистители для всех типов пятен.