
Листовой шлифованный анодированный алюминий. Компания Технология.
Компания «Технология» предлагает алюминий в листах шлифованный плакированный и неплакированный. Купить алюминиевый прокат можно самовывозом со склада в Москве или мы организуем доставку автотранспортом. Продукцию в регионы России и страны СНГ поставляют транспортные компании.
Описание алюминия в листах шлифованного
По составу алюминий в листах шлифованный от производителя изготавливается согласно ГОСТ 21631-76, 4784-74, 1131-76 и заводским ТУ. Размеры соответствуют нормируемым стандартам – толщина металлопроката 0,3-10,5 мм, ширина 0,6-2,0 м и длина 2,0-7,2 м. Поставщик алюминия в листах гарантирует качество металлопроката согласно ISO 9001-2015 – сортамент отличается гладкой и ровной поверхностью, отсутствием царапин, пятен и других дефектов.
Обработанный алюминиевый прокат применяется в разных сферах промышленности, дизайне, строительстве, отделке – для защиты конструктивных деталей
Область применения зависит от метода обработки металлопроката:
- неплакированный с основной маркировкой сорту металла – A0, A5, A6, A7;
- плакированный – покрытый сплавом с лигатурами, дополнительно маркируется буквами А, Б, У в зависимости от слоев плакировки.

Качество отделки поверхности обозначается В – высокое, П – повышенное. Отсутствие букв означает, что алюминий в листах шлифованный дополнительно не шлифовался.
Выбрать сортамент деталей помогут наши сотрудники. Укажите требуемые параметры и вас проконсультируют по маркам.
Следующие обозначения указывают на технологические процессы, которым алюминиевый прокат для изменения свойств:
- М – отжиг;
- Н2 – полунагартовка ;
- Н – полная нагартовка;
- Т – закалка и естественное старение;
- ТН – весь цикл операций.
Точность геометрических размеров алюминиевого проката классифицируется на нормальную и повышенную – по ширине, длине, сечению или минимум по двум указанным параметрам.
Уточнить цены, сроки и условия поставки, технические характеристики продукции вы можете по телефону или написать вопросы на электронную почту, в форму обратной связи на сайте. Закажите обратный звонок, и через 5-10 минут сотрудники ответят на вопросы.
Закажите обратный звонок, и через 5-10 минут сотрудники ответят на вопросы.
Наличие и цены анодированного шлифованного алюминия в листах
Продукция
Алюминий шлифованный анодированный 0,3 мм
Уточняйте
Алюминий шлифованный анодированный 0,4 мм
Уточняйте
Алюминий шлифованный анодированный 0,5 мм
Уточняйте
Алюминий шлифованный анодированный 0,6 мм
Уточняйте
Алюминий шлифованный анодированный 0,8 мм
Уточняйте
Уточняйте
Уточняйте
Алюминий шлифованный анодированный 1,5 мм
Уточняйте
Алюминий шлифованный анодированный 1,8 мм
Уточняйте
Алюминий шлифованный анодированный 2,0 мм
Уточняйте
Алюминий шлифованный анодированный 2,2 мм
Уточняйте
Алюминий шлифованный анодированный 2,5 мм
Алюминий шлифованный анодированный 2,8 мм
Алюминий шлифованный анодированный 3,0 мм
Уточняйте
Уточняйте
Уточняйте
Алюминий шлифованный анодированный 1,0 мм
Алюминий шлифованный анодированный 1,2 мм
ОСТАВЬТЕ ЗАЯВКУ
Телефон
ДРУГИЕ ВИДЫ АНОДИРОВАННОГО АЛЮМИНИЯ В ЛИСТАХ
Анодирование алюминия: все, что вам нужно знать
Время чтения: 11 мин.
Процесс анодирования (иногда называемый анодированием) превращает поверхность алюминия в более толстый и однородный оксидный слой посредством электролитический процесс.
При электрохимическом анодировании алюминия образуется поверхность из оксида алюминия, которая имеет:
- Коррозионную стойкость
- Приятный внешний вид
- Износостойкость
- Улучшенное сцепление краски или клея
- Улучшенная смазывающая способность
- Улучшенная адгезия гальванического покрытия
В этой статье основное внимание будет уделено анодированию алюминия. Но анодировать можно и другие металлы, в том числе магний, титан и алюминиевый сплав. Существует несколько типов отделки из анодированного алюминия, включая прозрачный анодированный алюминий, черный анодированный алюминий и твердый анодированный алюминий. Есть также несколько часто упоминаемых типов анодирования: Тип I, Тип II и Тип II.
Многие отрасли промышленности обычно используют военную спецификацию MIL-PRF-8625 (которая заменяет MIL-A-8625) для определения процесса анодирования, например, проектирования линии анодирования и шаблонов анодирования. Мы будем ссылаться на него несколько раз в этой статье. Но всегда полезно проверить свои требования к анодированию, прежде чем указывать свой дизайн.
Преимущества процесса анодированияНатуральный слой оксида алюминия в процессе анодирования заменяется новым слоем оксида алюминия для повышения долговечности деталей, адгезии краски, внешнего вида компонентов и коррозионной стойкости. Он также образует химически стойкое покрытие против агрессивных чистящих средств. На изображении ниже показаны несколько деталей, которые были анодированы, а затем окрашены в разные цвета.
В процессе анодирования используется кислотная ванна и электрический ток для создания этого анодного слоя на основном металле. Проще говоря, мы создаем контролируемый и прочный слой оксида алюминия на нашем компоненте вместо того, чтобы полагаться на тонкий слой оксида, который естественным образом появляется на любой голой алюминиевой поверхности. Это похоже на воронение, паркеризацию, пассивирование и другие виды обработки поверхности конверсионным покрытием, используемые для коррозионной стойкости и упрочнения поверхности.
Это похоже на воронение, паркеризацию, пассивирование и другие виды обработки поверхности конверсионным покрытием, используемые для коррозионной стойкости и упрочнения поверхности.
Анодные оксидные покрытия имеют широкий спектр применения, но одно из наиболее распространенных — эстетическое, поскольку оно позволяет окрашивать компоненты в различные цвета.
Флэш-накопители, анодированные и окрашенныеВерхний флэш-накопитель относится к классу 1 (неокрашенный), поэтому анодное покрытие выглядит чистым, а цвет почти такой же, как у основного сплава. Нижний накопитель окрашен в ярко-синий цвет. Другим примером является приведенный ниже резьбовой переходник, который был анодирован и окрашен в черный цвет.
Резьбовой переходник, анодированный и окрашенный в черный цвет Покрытие резьбового переходника не кажется износостойким, что указывает на то, что оно было покрыто более тонким анодированным покрытием типа II или было изготовлено с плохим контролем процесса.
В качестве четвертого примера у нас есть несколько анодированных радиаторов, показанных ниже.
Анодированные радиаторыАнодированные покрытия могут повысить эффективность радиаторов за счет увеличения коэффициента излучения поверхности на порядок по сравнению с голым алюминием, что улучшает теплопередачу излучением.
Ниже мы видим матовый черный клапан с относительно качественным анодным слоем. Также обратите внимание на привлекательный логотип с лазерной гравировкой, который контрастирует с остальной частью компонента. Распространено травление через анодный слой вместо печати на поверхности детали — как для увеличения долговечности логотипа, так и для экономии затрат и технологических операций.
Матовый черный клапан с довольно качественным анодным слоемАнодированный алюминиевый лист отлично подходит для наружной рекламы, поскольку он легкий, устойчивый к коррозии и более прочный, чем краска. На анодированную поверхность можно легко нанести трафаретную печать или покрыть отражающими материалами, как в примере наружной рекламы ниже:
Хотя мы обсудили широкий спектр областей применения, мы лишь коснулись всех потенциальных областей применения анодированного алюминия. Если вам нужна дополнительная информация и примеры, мы рекомендуем вам посетить веб-сайт Совета по анодированию алюминия.
Если вам нужна дополнительная информация и примеры, мы рекомендуем вам посетить веб-сайт Совета по анодированию алюминия.
Военная спецификация MIL-PRF-8625 Сернокислотное анодирование типа II и анодирование с твердым покрытием типа III являются наиболее распространенными. Тип II широко называется обычным анодированием, а тип III называется жестким или твердым анодированием. А тип I? Мы вернемся к этому через мгновение.
Три типа анодирования в соответствии с MIL-PRF-8625:
Тип I- Тип I и IB – Анодирование хромовой кислотой
- Тип IC – Анодирование без хромовой кислоты вместо Типа I и IB
- Тип II – Обычное покрытие из сернокислотной ванны
- Тип IIB – Бесхроматная альтернатива покрытиям Типа I и IB
6
Каждый тип анодирования создает различные функциональные и эстетические характеристики:
- Типы I, IB и II используются для защиты от коррозии, абразивного износа и подготовки к окраске. Для применений, критичных к усталости, используются типы I и IB, поскольку они представляют собой более тонкое и гибкое покрытие — например, эти типы часто наносят на сильно усталостные конструкционные компоненты самолетов.
- Типы IC и IIB используются, когда желательна альтернатива без хромата, часто из-за экологических норм или требований. При разработке систем в оборонной промышленности новые контракты требуют экологически чистых вариантов (типы IC и IIB) из-за шестивалентного хрома в типах I и IB.
- Тип III используется в первую очередь для повышения стойкости к истиранию и износу. Это гораздо более толстое покрытие, которое превосходит другие типы в отношении истирания и износа. Однако это покрытие может снизить усталостную долговечность. Анодирование типа III часто используется для компонентов огнестрельного оружия, шестерен, клапанов и других деталей, которые скользят друг относительно друга.
 Для применений, критичных к усталости, используются типы I и IB, поскольку они представляют собой более тонкое и гибкое покрытие — например, эти типы часто наносят на сильно усталостные конструкционные компоненты самолетов.
Для применений, критичных к усталости, используются типы I и IB, поскольку они представляют собой более тонкое и гибкое покрытие — например, эти типы часто наносят на сильно усталостные конструкционные компоненты самолетов. Любое анодирование улучшает адгезию красок и некоторых других связующих веществ по сравнению с чистым алюминием. В дополнение к процессу анодирования некоторые детали могут быть окрашены, загерметизированы или обработаны другими материалами, такими как сухая смазка. Если деталь окрашена, она считается классом II, тогда как неокрашенная деталь относится к классу I в соответствии со спецификацией MIL-PRF-8625.
В дополнение к процессу анодирования некоторые детали могут быть окрашены, загерметизированы или обработаны другими материалами, такими как сухая смазка. Если деталь окрашена, она считается классом II, тогда как неокрашенная деталь относится к классу I в соответствии со спецификацией MIL-PRF-8625.
Вот что необходимо учитывать при проектировании алюминиевых деталей, которые будут анодированы:
1. РазмерыСначала рассмотрим изменение размеров, связанное с анодированием алюминиевых компонентов. На чертеже инженер или проектировщик может указать, что размеры применяются после обработки, чтобы компенсировать это изменение. Тем не менее, чертежи редко используются при создании быстрых прототипов, особенно при использовании службы быстрой обработки, основанной на твердотельных моделях.
При анодировании детали поверхности имеют тенденцию «расти» (т. е. внешние диаметры увеличиваются, а отверстия уменьшаются). Это связано с тем, что анодный слой нарастает на поверхность детали по мере накопления оксида алюминия.
е. внешние диаметры увеличиваются, а отверстия уменьшаются). Это связано с тем, что анодный слой нарастает на поверхность детали по мере накопления оксида алюминия.
Размерный рост можно оценить примерно на 50% от общей толщины анодного слоя. В таблице ниже указаны диапазоны толщины различных типов покрытий в соответствии со спецификацией MIL-PRF-8625.
Конечно, эти значения толщины будут варьироваться в зависимости от конкретного используемого сплава и контроля процесса. Если разработчик озабочен контролем над ростом высокоточного элемента, может потребоваться его замаскировать. В некоторых случаях, таких как толстые покрытия типа III, детали могут быть притерты или отшлифованы до окончательного размера, но только за дополнительную плату.
Другим аспектом размеров является радиус внешних краев и внутренних углов, поскольку анодное покрытие плохо формируется на острых углах. Это особенно верно для покрытий типа III, где MIL-PRF-8625 рекомендует следующие минимальные радиусы углов для данной толщины типа III: лучше проконсультироваться с вашим магазином анодирования, чтобы проверить их требования.
Учитывая повышенную твердость анодного слоя, следует, что повышается и поверхностная твердость анодируемой детали. Твердость покрытия обычно не указывается из-за взаимодействия между более мягким основным металлом и твердым анодным слоем. MIL-PRF-8625 определяет тест на стойкость к истиранию для решения этих проблем.
Для справки: необработанный алюминий 2024 имеет твердость в диапазоне 60–70 по шкале Роквелла B , тогда как анодированный тип III имеет твердость 60–70 по шкале Роквелла С . На изображении ниже показан прижимной зажим с ЧПУ, анодированный и окрашенный в красный цвет.
Прижимной зажим с ЧПУ, анодированный и окрашенный в красный цветКак видите, поверхности почти не изнашиваются, несмотря на то, что они используются для крепления твердой древесины, инженерных пластиков и неферритных металлов в условиях высокой вибрации.
3. Добавление цвета с помощью красителей Анодированные покрытия окрашиваются по разным причинам, включая эстетику, уменьшение рассеянного света в оптических системах и контрастность/идентификацию деталей в сборках.
Когда дело доходит до окрашивания анодированных материалов, также важно обсудить ожидания с мастерской, которая будет анодировать детали. Некоторые ключевые моменты, которые следует обсудить с поставщиками:
Методы окрашивания- Электролитическое окрашивание
- Анодированный алюминий погружают в ванну, содержащую соли металлов, и металлические отложения заполняют анодные поры с использованием электролитического тока. Вы можете получить различные цвета, устойчивые к ультрафиолетовому излучению, в зависимости от типа металла и продолжительности пребывания алюминия в ванне.
- Окрашивание погружением
- Анодированный алюминий помещают в нагретую ванну с красителем так, чтобы краска заполнила анодные поры. Затем для завершения процесса используется деионизированная вода. С помощью этого процесса вы можете получить различные цвета, не устойчивые к ультрафиолетовому излучению.
- Интегральное окрашивание
- Этот процесс «интегрирует» процесс анодирования с процессом окрашивания для формирования оксидного слоя, а также для окрашивания материала в оттенки бронзы и черного цвета. Этот процесс позволяет получить деталь, которая более устойчива к истиранию, чем обычное анодирование.
- Интерференционная окраска
- Серная кислота расширяет поры анодированного алюминия, после чего металл осаждается в порах для получения ряда светостойких цветов, включая оттенки синего, зеленого, желтого и красного. Эти цвета являются результатом эффектов оптической интерференции, а не эффектов рассеяния света других процессов окрашивания.
 Этот процесс позволяет получить деталь, которая более устойчива к истиранию, чем обычное анодирование.
Этот процесс позволяет получить деталь, которая более устойчива к истиранию, чем обычное анодирование.Добиться точного совпадения цвета анодированных деталей может быть сложно, особенно если они не все обрабатываются в одной партии. Если сборка состоит из нескольких анодированных деталей, которые должны быть одного цвета, вам нужно будет покрасить их вместе или использовать уникальные элементы управления, чтобы получить желаемую консистенцию.
Выцветание Анодированные покрытия под воздействием УФ и тепла могут выцветать. Органические красители подвержены большему воздействию, чем неорганические, но многие цвета требуют органических красителей. Соответственно выбирайте оттенки.
Соответственно выбирайте оттенки.
Не все типы анодирования и покрытия хорошо впитывают краску. Черный анодированный алюминий типа I имеет проблемы с достижением истинного черного цвета, потому что покрытие тонкое. Часто часть будет казаться серой, несмотря на черный краситель; цветной краситель может быть неэффективным без специальной обработки. Жесткий анодированный алюминий типа III может также казаться темно-серым или черным на некоторых сплавах, когда покрытие более толстое, поэтому выбор цвета будет ограничен из-за серого цвета под ним. Некоторые более тонкие покрытия Типа III могут принимать несколько цветов, но если эстетика является вашей главной заботой, Тип II — лучший выбор для получения широчайшего диапазона цветовых вариантов.
4. Проводимость Анодные слои являются хорошими изоляторами, несмотря на проводимость основного металла. По этой причине может потребоваться нанести прозрачное химическое конверсионное покрытие и замаскировать определенные области, если есть необходимость заземлить шасси или компонент.
(Совет: распространенный способ определить, анодирована ли алюминиевая деталь, — проверить электропроводность поверхности с помощью цифрового мультиметра. Если деталь не анодирована, она, скорее всего, будет проводящей и иметь очень низкое сопротивление.)
5. Комбинированные покрытияАнодирование часто выполняется перед другой обработкой поверхности или процессами нанесения покрытий из-за его способности улучшать адгезию и сцепление как с гальваническими покрытиями, так и с покрытиями. Вот некоторые из распространенных покрытий и отделок поверхности, наносимых на анодированный алюминий:
КраскаАнодные покрытия могут быть окрашены для повышения коррозионной стойкости и получения определенных цветов, которые невозможно получить путем окрашивания.
Тефлоновая пропитка Тефлон может пропитывать твердые покрытия типа III для снижения их коэффициента трения и часто используется в полостях форм и скользящих/контактирующих компонентах.
Хромирование выполняется путем гальванического покрытия никелем, а затем хромированием детали из анодированного алюминия. Декоративное хромирование придает эстетичный блестящий вид с повышенной коррозионной стойкостью. Хотя твердое хромирование не такое блестящее, оно обеспечивает исключительную коррозионную стойкость и износостойкость.
Другие процессы могут применяться для изменения свойств анодных покрытий, но они встречаются редко и обычно требуют работы со специализированным поставщиком. Если у вас есть особые потребности, лучше всего обратиться к специалисту по покрытиям.
Рекомендации по анодированию алюминияАнодирование алюминия дает много преимуществ, но этот процесс имеет свои ограничения. Вот некоторые из них, о которых следует помнить:
- Толстые анодные покрытия могут снизить усталостную долговечность компонентов, особенно если они включают процессы Типа III.
- Необходимо учитывать геометрические изменения для любых частей, которые будут анодированы. Это критично для процессов типа II и III, но может не требоваться для некоторых процессов типа I.
- Сопоставление цветов может быть сложным при работе с несколькими партиями и очень трудным при работе с разными поставщиками.
- Для полной защиты от коррозии может потребоваться герметизация пор анодного слоя.
- Стойкость к истиранию твердых покрытий типа III, скорее всего, упадет по мере приближения и превышения толщины 0,003 дюйма.
- Различные сплавы могут по-разному реагировать на процесс анодирования. Например, сплавы с содержанием меди 2% или более обычно менее износостойкие, чем другие сплавы, когда они подвергаются испытаниям MIL Spec для покрытий типа III. Это означает, что твердое покрытие типа III на алюминии серии 2000 и некоторых сплавах серии 7000 не будет таким износостойким, как 6061 с твердым покрытием. Мы рекомендуем вам проконсультироваться с вашим поставщиком, если у вас есть сомнения по поводу используемого вами сплава.

В процессе анодирования поверхность алюминия превращается в более толстый, прочный и однородный оксидный слой посредством электрохимического процесса. Пористая структура полученной поверхности обеспечивает улучшенное сцепление краски и клея, адгезию покрытия, повышенную теплоотдачу и допускает вторичное введение смазочных материалов и красителей.
В какие цвета можно анодировать алюминий?Большинство цветов можно получить, используя красители в процессе анодирования или окрашивая после него (например, для получения чистого белого цвета).
Для анодирования используются различные методы, включая электролитическое окрашивание, окрашивание окунанием, интегральное окрашивание и интерференционное окрашивание (см. раздел «Методы окрашивания»). Возможные цвета анодирования: черный, синий, сине-серый, коричневый, золотой, серый, зеленый, оливково-серый, розовый, красный, фиолетовый и желтый. Некоторые процессы производят цвета, устойчивые к ультрафиолетовому излучению. Некоторые процессы производят цвета, вызванные эффектами оптической интерференции, другие — рассеянием света.
Некоторые процессы производят цвета, устойчивые к ультрафиолетовому излучению. Некоторые процессы производят цвета, вызванные эффектами оптической интерференции, другие — рассеянием света.
Анодированная алюминиевая поверхность также идеально подходит для нанесения краски, трафаретной печати или нанесения светоотражающих материалов (например, светоотражающих материалов для дорожных знаков) для достижения желаемого цвета.
Как выглядит прозрачный анодированный алюминий?Чистый анодированный алюминий имеет равномерную прозрачную пленку с повышенной коррозионной стойкостью и износостойкостью. Цвет пленки меняется от очень светлого до темно-серого по мере увеличения толщины покрытия.
Какой тип анодирования выбрать? Большинство обрабатываемых деталей анодированы в соответствии с серным анодированием типа II (или «обычным») и серным анодированием типа III с твердым покрытием или «твердым» серным анодированием в соответствии с военной спецификацией MIL-PRF-8625. При анодировании типа I используется экологически небезопасная хромовая кислота, которая редко указывается (например, для военных или аэрокосмических применений, требующих значительных усилий по переаттестации). Дополнительную информацию см. в разделе «Какие элементы следует учитывать…».
При анодировании типа I используется экологически небезопасная хромовая кислота, которая редко указывается (например, для военных или аэрокосмических применений, требующих значительных усилий по переаттестации). Дополнительную информацию см. в разделе «Какие элементы следует учитывать…».
Стоимость зависит от толщины покрытия, типа анодирования, услуг вторичной отделки, геометрии детали и размера партии.
Стирается ли анодирование?Анодирование долговечно, поскольку оно входит в состав основного алюминиевого материала. Тем не менее, он может стереться при истирании, а цвет может потускнеть при длительном воздействии на открытом воздухе. Твердое анодирование типа III сохраняет свой цвет и износостойкость дольше, чем тип II.
Выводы Анодирование алюминия является отличным вариантом обработки поверхности для повышения коррозионной стойкости и износостойкости, но области применения выходят далеко за рамки этого. Анодирование также улучшает адгезию краски, обеспечивает хорошую поверхность для пропитки и улучшает другие качества поверхности и эстетику деталей с покрытием.
Анодирование также улучшает адгезию краски, обеспечивает хорошую поверхность для пропитки и улучшает другие качества поверхности и эстетику деталей с покрытием.
Анодирование алюминия является сложным процессом, как описано в этой статье. Воспользуйтесь нашими советами по проектированию и учтите наши опасения, и вы будете на пути к успешной партии деталей из анодированного алюминия.
Упрощенный поиск поставщиковТакже сложно укрепить цепочку поставок анодированных алюминиевых деталей от закупки материалов до обработки на станках с ЧПУ и анодирования. Но вам не нужно покупать детали в одиночку. Если перед вами стоит задача поиска и поставки анодированных деталей, обработанных на станках с ЧПУ, Fictiv — это ваша операционная система для индивидуального производства, которая сделает его быстрее, проще и эффективнее.
Другими словами, Fictiv позволяет инженерам, таким как вы, быть инженерами. Мы предлагаем ряд производственных возможностей для производства как простых, так и невероятно сложных геометрических форм — создайте бесплатную учетную запись и загрузите свои проекты сегодня!
Мета-заголовок: Анодирование алюминия: все, что вам нужно знать
Мета-описание: узнайте все об анодировании алюминия с помощью нашего простого руководства, описывающего различные типы анодирования и конструкции для анодирования
Мы видим, что верхняя флешка относится к классу 1 (неокрашенный), поэтому анодное покрытие кажется чистым, а цвет почти таким же, как у основного сплава, а дно окрашено в синий цвет. В другом примере мы видим резьбовой переходник, анодированный и окрашенный в черный цвет.
В другом примере мы видим резьбовой переходник, анодированный и окрашенный в черный цвет.
Как анодировать алюминий в домашних условиях — сделать его из металла
В одном магазине, где я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию, что угодно. Если вы хотите что-то сделать для личного проекта, просто положите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я сейчас нахожусь, на самом деле довольно редко можно получить что-то анодированное. Поэтому для своих небольших проектов я провел небольшое исследование того, как я могу реализовать это дома в своем гараже.
Я обнаружил, что информация очень разбросана. Вот почему я собрал все, что узнал, в эту статью. Это должно быть довольно хорошо все, что вам нужно, чтобы начать.
В этом посте я поделюсь тем, что узнал о том, как добиться успеха, а также дам несколько советов и приемов, которые помогут вам в этом.
Отказ от ответственности: Я сделал это профессионально, но делать это дома – совсем другое дело. Ожидайте, что потребуется несколько попыток, прежде чем вы получите правильный процесс.
Содержание
Что дает анодирование алюминия?
Вероятно, стоит начать с этого руководства, убедившись, что вы понимаете, что это за процесс. Это поможет вам понять, что происходит и почему это важно при выполнении шагов.
Что дает анодирование алюминия? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более шероховатую поверхность, что позволяет красителям или краскам прилипать к металлу. Он тверже алюминия, поэтому обеспечивает определенную степень защиты. Это также придает алюминию коррозионную стойкость. Поскольку окисляется такой тонкий слой, это можно делать с прецизионными деталями с минимальным влиянием на геометрию.
Это также обычно делается для косметики, даже на частях, которые не будут окрашены или окрашены.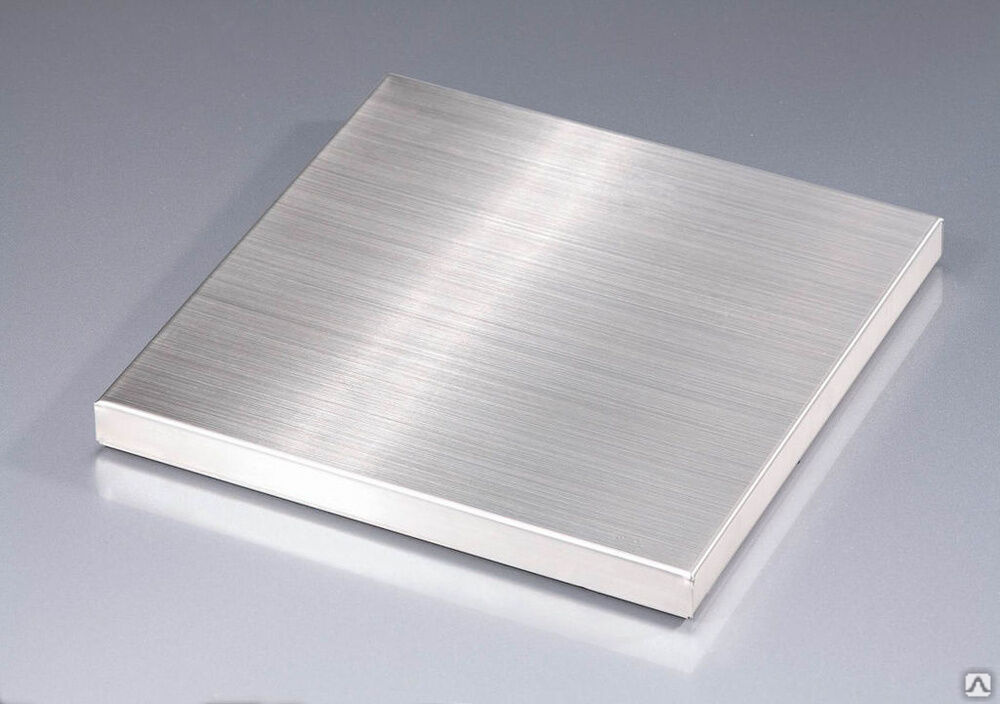 Анодирование придает алюминию тусклый светло-серый цвет. Он также не будет подвергаться коррозии от таких вещей, как соль на ваших руках, оставляя со временем мутные следы, как яркий алюминий.
Анодирование придает алюминию тусклый светло-серый цвет. Он также не будет подвергаться коррозии от таких вещей, как соль на ваших руках, оставляя со временем мутные следы, как яркий алюминий.
То, что вам нужно
Сам процесс анодирования не очень сложен, а его установка не слишком дорога (знаю, все относительно).
Вот что нужно для анодирования алюминия:
- Источник питания с соединениями
- кислота
- дистиллированная вода
- A Катод
- a Container
- краситель (необходимо, только если вы захотите сделать его другой цвет)
- Алумин или титульный
- Нейтрализатор кислоты
- Мешалка (дополнительно)
- Защитное снаряжение
- Вентилируемое помещение для работы
Многие из этих вещей можно раздобыть, но некоторые вещи работают лучше, чем другие. Я рассмотрю некоторые варианты того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Небольшая установка для анодирования
Если анодирование — это то, чем вы хотели бы заниматься довольно часто и не жалеете немного денег, то это то, что имеет смысл.
Полные комплекты сложно найти в Интернете, иногда вам придется покупать их по отдельности.
Вот краткий обзор того, что доступно. Если это не то, что вас интересует, просто перейдите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: путь «сделай сам» даст вам очень смешанные результаты.
Примечание: Цены в Интернете колеблются, поэтому я могу написать эту статью сегодня, а завтра они будут другими. Я сделал все возможное, чтобы дать довольно хорошее представление о том, для чего нужны эти вещи, но не держите меня за ноги! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, что может выдавать около 18 В и выше.
Сила тока важна в зависимости от площади поверхности детали, которую вы хотите анодировать. Это немного легче сбалансировать, поскольку вы можете компенсировать это, просто запустив его дольше. В любом случае, вам, вероятно, понадобится хотя бы один усилитель для небольших безделушек и виджетов.
Это немного легче сбалансировать, поскольку вы можете компенсировать это, просто запустив его дольше. В любом случае, вам, вероятно, понадобится хотя бы один усилитель для небольших безделушек и виджетов.
В Интернете можно найти приличные источники питания по цене от 60 до 100 долларов. Преимущество заключается в том, что эти источники питания универсальны — вы можете использовать их и для других целей, например, для гальванического покрытия.
Это тот, который я бы порекомендовал взять. Это 30 вольт и 5 ампер, поэтому его хватит для большинства проектов площадью около одного квадратного фута. У него также есть несколько симпатичных зажимов из кожи аллигатора, которые облегчают жизнь таким проектам.
Как правило, требуется от 0,02 до 0,03 А на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver для своей установки, вам может сойти с рук зарядное устройство для автомобильного аккумулятора большего размера. Преимущество этого в том, что у вас уже может быть тот, который будет работать. Недостатком является то, что у вас нет такого же контроля над мощностью, вам будет трудно настроить процесс, чтобы все было правильно. Анодирование может быть суетливым.
Недостатком является то, что у вас нет такого же контроля над мощностью, вам будет трудно настроить процесс, чтобы все было правильно. Анодирование может быть суетливым.
Кислота
Серная кислота чаще всего встречается в гаражах. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Профессиональный совет: Аккумуляторная кислота — это, по сути, серная кислота, но, вероятно, в нее также входят некоторые добавки. Для наших целей работает нормально. Обычно вы можете получить его немного дешевле, чем лабораторный материал. Вот пример на Amazon чего-то, что будет работать.
Это необязательно, но использование очень сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает и стоит дешево. Вам не нужно его много.
Краситель
Многие интернет-ресурсы советуют просто использовать краску для ткани, если вы хотите покрасить анодированную деталь. Исходя из моего опыта, этот обычно работает как надо, но не всегда. Иногда цвета действительно не совпадают — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. д.
Исходя из моего опыта, этот обычно работает как надо, но не всегда. Иногда цвета действительно не совпадают — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. д.
Если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете купить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто выберите подходящую краску для анодирования. Вот пример того, что отлично сработает. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его берете.
Катод
Технически для этого можно просто использовать кусок алюминия, но свинец работает лучше и служит вечно. Я получил наилучшие результаты, используя листовой свинец, так как он имеет большую площадь поверхности.
Вы можете просто взять немного свинцовой накладки в домашнем центре или взять небольшой лист на Amazon. По сути, это будет разовая покупка, так как свинец на самом деле не портится.
Контейнер
Пластиковые контейнеры отлично подходят. Вам не нужно слишком много думать об этом. Для деталей среднего или крупного размера просто используйте 5-галлонное ведро из полиэтилена высокой плотности, красивое и чистое. Для на самом деле мелких вещей, вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите то, что не проводит электричество и может противостоять кислоте.
Проволочная сетка
Для удержания детали можно использовать алюминиевую или титановую проволоку. Я настоятельно предпочитаю использовать титан. Вот почему.
Стеллаж должен надежно проводить электричество. Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевую проволоку, она тоже будет анодирована. Титан не будет. Таким образом, титановая проволока не только пригодна для повторного использования, но и снижает вероятность потери соединения во время процесса.
В любом случае оба провода будут работать, и они не будут стоить дорого. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую проволоку (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Можно подобрать титановую проволоку (чуть дороже) или алюминиевую проволоку (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь нечего переусердствовать, просто то, что удалит жир или масло с детали, чтобы сделать ее красивой и чистой. Возможно, у вас уже есть что-то хорошее в вашем гараже. Это будет отлично работать.
Нейтрализатор кислоты
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. По сути, это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов. Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный лайфхак.
Используйте воздушный насос для аквариума. Если вы не можете «одолжить» рыбку из аквариума вашего ребенка на какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам понадобятся средства защиты глаз, респиратор для химикатов и перчатки.
Вам понадобятся средства защиты глаз, респиратор для химикатов и перчатки.
Я видел, как многие люди используют простую маску от пыли, когда делают подобные вещи. Я действительно не рекомендовал бы это, так как пылезащитные маски не останавливают пары, только частицы.
Это маска, которая работает хорошо, она не слишком дорогая и кое-что сделает против паров. Он также поставляется с некоторыми защитными очками, если у вас еще нет пары. Попадание кислоты в глаза – отстой.
Это не значит, что пары слишком токсичны, но лучше не вдыхать их.
Вам также понадобятся перчатки. Я предпочитаю нитрил, и вы можете получить коробку совсем недорого. Это делается не только для того, чтобы защитить руки от ожогов кислотой, но и для того, чтобы масло не попало на деталь. Если вы коснетесь детали голыми руками, после анодирования у вас останутся необратимые отпечатки пальцев.
Разные полезные вещи
Есть несколько вещей, которые не обязательно необходимы, но действительно помогают вам хорошо выполнять свою работу.
Шарики для пинг-понга могут плавать на поверхности кислотной смеси. Это довольно хорошо устраняет кислотный туман, который вы получите, когда резервуар начнет пузыриться во время процесса. Вы можете купить в Интернете упаковку из 50 штук, которой хватит на всю жизнь анодирования.
Подушечки Scotch Brite — хороший способ придать поверхности красивый вид даже перед анодированием. Не обязательно, но если вы анодируете обработанные детали, все метки будут видны. Это просто делает часть выглядит немного более профессионально. Вы можете купить большую упаковку из них, которая прослужит вам некоторое время с отличным соотношением цены и качества. Я постоянно использую этот материал для разных проектов, поэтому у меня всегда есть заначка на полке.
Чайник для разогрева красителя (если вы хотите покрасить детали). Большинство красителей должны иметь температуру около 120-140 F или около того, когда вы погружаете деталь, и использование электрического чайника делает этот шаг очень простым. Вы можете купить дешевый на Amazon. Только не используйте его после заваривания чая.
Вы можете купить дешевый на Amazon. Только не используйте его после заваривания чая.
Нагреватель для аквариума позволит регулировать температуру в аквариуме. Вы хотите, чтобы она была как можно ближе к 70F. Если вы делаете это в помещении с регулируемой температурой, это не критично. Если вы делаете это в неотапливаемом гараже, я очень рекомендую это. Узнать цену на Amazon можно здесь.
Термометр для мяса позволит вам быть уверенным в своей температуре. Это также очень удобно для проверки тепла ваших красителей. Не обязательно, но хорошая идея. Вы можете получить один дешево онлайн.
Общая сумма
Скорее всего, у вас в гараже есть немало таких вещей, или вы можете их раздобыть. Но на случай, если вам придется покупать абсолютно все новое, вот что ожидать, если вы платите за все довольно среднюю цену.
| Power Source | $80 |
| Sulfuric Acid | $40 |
| Lye | $5 |
| Dye | $20 |
| 5-Gallon Bucket | $8 |
| Lead Cathode | $ 25 |
| Titanium Wire | $ 100504 |
| Degreaer | $ 15 |
| Борьба | $ 2 | 04 | $10 |
| Respirator and Safety Glasses | $25 |
| Box of Nitrile Gloves | $10 |
| Ping Pong Balls | $10 |
| Pack of Scotch Brite Pads | $20 |
| Чайник | 15 $ |
| Подогреватель аквариума | 15 $ |
| Термометр | 2 $ | 02 Вода из местного источника0504 | 5$ |
| ИТОГО | 317 $ |
Теперь, имейте в виду, это все, что вам нужно купить4 904 Разумное количество этого материала является необязательным, и вы также можете купить его в меньших количествах, если хотите. Но начиная с нуля, это установка, которая позволит вам выполнять анодирование действительно хорошего качества в вашем гараже. Многие ребята используют подобные установки для изготовления деталей, которые они продают в Интернете.
Но начиная с нуля, это установка, которая позволит вам выполнять анодирование действительно хорошего качества в вашем гараже. Многие ребята используют подобные установки для изготовления деталей, которые они продают в Интернете.
После того, как вы все настроите, поддерживать вашу систему совсем не дорого. Вам нужно будет добавить кислоту, щелочь, краску, обезжириватель, пищевую соду, перчатки и скотч-брайт, но вы действительно не используете все это так много. Этот материал прослужит вам некоторое время. Анодирование не является дорогим процессом, если у вас есть оборудование.
Как анодировать алюминий своими руками
Итак, когда у вас есть все необходимое, вот пошаговые инструкции, как это сделать.
Имейте в виду, что каждая настройка отличается, и вам нужно будет точно настроить процесс, чтобы получить желаемые результаты. Не ждите, что с первых раз получится идеально.
Scotch-Brite the Aluminium
Придает красивую ровную поверхность, которая будет хорошо выглядеть после анодирования. Это не совсем обязательно, но серьезно делает деталь более профессиональной.
Это не совсем обязательно, но серьезно делает деталь более профессиональной.
Если не шлифовать скотчем, то следы обработки будут хорошо видны. Деталь будет блестящей в тех местах, где качество поверхности лучше, и тусклым в тех местах, где поверхность не идеальна. Просто после анодирования это более заметно.
Дон Шестерни
Держите респиратор под рукой. Наденьте защитные очки. Самое главное на этом шаге, наденьте перчатки!!! Если вы не наденете перчатки, на вашей части останутся отпечатки пальцев, и ваше анодирование будет выглядеть ужасно.
Очистите детали
Достаньте обезжириватель и чистые тряпки. Поверхность детали должна быть идеально чистой. Когда закончите, промойте часть дистиллированной водой.
Травление деталей
Возьмите щелочь и смешайте ее с дистиллированной водой. Соотношение составляет около 3-5 столовых ложек чистой щелочи на 1 галлон воды. Убедитесь, что вы надели респиратор и защитные очки в этот момент, щелочь может быть неприятной вещью.
Замочите деталь на 3-5 минут, затем промойте дистиллированной водой.
Проверка чистоты
На этом этапе можно проверить деталь водой, чтобы убедиться, что она очищена должным образом.
При правильной очистке вода должна плавно стекать с поверхности детали. Если вы ошибетесь, вода будет капать на поверхность. Это потому, что на поверхности все еще есть масла. В этом случае повторите процесс очистки.
Этот шаг очень важен. Анодирование будет работать только на действительно чистой детали.
На этом этапе абсолютно необходимо не допускать контакта детали с чем-либо грязным. Надевайте перчатки на протяжении всего процесса и не кладите деталь на грязную поверхность.
Стойка для деталей
Прикрепите детали к алюминиевой или титановой проволоке. Имейте в виду, что в месте контакта провода с деталью останется неанодированный след.
Большинству парней нравится использовать внутреннюю часть отверстия в качестве точки контакта, чтобы ее не было видно. Один изящный маленький трюк состоит в том, чтобы скомкать конец проволоки и засунуть его в отверстие. Пружинящая проволока продырявит деталь на месте, и у вас не будет видимых следов на анодированной поверхности.
Один изящный маленький трюк состоит в том, чтобы скомкать конец проволоки и засунуть его в отверстие. Пружинящая проволока продырявит деталь на месте, и у вас не будет видимых следов на анодированной поверхности.
Одна важная вещь: вам нужна хорошая связь. Если соединение потеряно, процесс гарантированно завершится ошибкой. Поскольку оксид алюминия не проводит электричество, вам придется вытащить деталь, отшлифовать анодированную поверхность и перезапустить процесс. Это боль.
Налейте ванну
Поставьте контейнер в хорошо проветриваемом месте. Анодирование лучше всего работает при температуре около 70 F. При необходимости дайте жидкости время акклиматизироваться. Анодирование при температуре более 75 градусов не даст очень хороших результатов.
Сначала налейте в контейнер дистиллированную воду. Затем добавьте серную кислоту. Соотношение 1 часть кислоты на 3 части воды. Я знаю, что другие веб-сайты говорят, что нужно делать пополам. Они ошибаются. Кислота не должна быть такой сильной. Эта концентрация работает лучше и дешевле.
Эта концентрация работает лучше и дешевле.
Всегда лейте кислоту в воду, а не воду в кислоту. Ожоги могут быть неприятными, если вы напортачите.
Установка Gear
Поместите свинцовый катод в ванну. Очень важно, чтобы он не касался деталей. Мне нравится оборачивать его вокруг внутренней части ведра, чтобы получить хороший ровный оксидный слой на детали. Понятия не имею, действительно ли это имеет большое значение или нет, но это то, что я делаю.
Поместите воздушный насос прямо под то место, где будут детали. Чем больше ажиотажа вокруг деталей, тем лучше.
Поместите нагреватель и термометр в бак. Перед началом убедитесь, что в ванне температура как можно ближе к 70 F.
Подвесьте детали в баке. Обычно я просто кладу на ведро кусок плоского стержня и подвешиваю к нему детали. Убедитесь, что они ничего не касаются!
Если вы решили приобрести шарики для пинг-понга, вы можете добавить их сюда. Добавьте достаточно, чтобы покрыть поверхность кислотной смеси.
Добавить питание
Настройте источник питания. Прикрепите положительную сторону к проводу на ваших деталях. Прикрепите отрицательную сторону к свинцовому катоду.
Подсказка: Детали — это ваш анод, свинец — это катод. Анодирование = детали являются анодами. Части всегда положительны.
Когда все выглядит надежно, пришло время включить блок питания. Вот где это становится суетливым.
Вы хотите установить силу тока в зависимости от общей площади поверхности ваших деталей. Использование 0,03 ампер на квадратный дюйм даст хорошую твердую поверхность, использование 0,02 ампер на квадратный дюйм даст более мягкую поверхность, но она впитает больше красителя. В любом случае, потребуется немного поэкспериментировать, чтобы сделать этот образ именно таким, каким вы его хотите.
Попробуйте для начала запустить на 16 вольт. На самом деле, есть целая куча вычислений, которые вы можете сделать, чтобы получить это теоретически идеально, но это руководство для начинающих. Это подведет вас достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, влияющих на расчеты, которые на самом деле сложно получить идеально с помощью одной из этих домашних установок.
Это подведет вас достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, влияющих на расчеты, которые на самом деле сложно получить идеально с помощью одной из этих домашних установок.
Итак, вот очень упрощенный калькулятор, который я придумал, и он хорошо работает, когда я делаю это дома. Имейте в виду, что это , а не , который я использую на работе для профессионального управляемого анодирования в аэрокосмической отрасли, но, похоже, он работает довольно хорошо для этих более самодельных установок.
Хорошей идеей (по крайней мере, хорошей практикой) является медленное увеличение мощности усилителя. Это то, чем мы занимаемся профессионально — довольно часто бывает, что при запуске партии есть 5 или 10 минут. Вам не нужно двигаться так медленно, но просто не включайте мощность сразу — не торопитесь, поворачивая эту ручку вверх.
Установите таймер для числа, которое дал вам калькулятор, и идите на кофе-брейк!
Совет для профессионалов: Если вы анодируете несколько деталей или одну крупную деталь, следите за температурой ванны. Он может согреться, если он работает усерднее. Если вы видите, что он нагревается до 75 F или выше, попробуйте сделать что-нибудь, чтобы охладить его.
Он может согреться, если он работает усерднее. Если вы видите, что он нагревается до 75 F или выше, попробуйте сделать что-нибудь, чтобы охладить его.
Вы также должны убедиться, что она не опускается ниже 60 F. Вот где нагреватель для аквариума пригодится.
Разогрейте краситель
Достаньте чайник и подогрейте краситель, проверяя температуру термометром для мяса. Это может быть немного суетливым шагом.
Большинство красок хорошо работают при температуре около 140 F, но некоторые цвета работают немного лучше при более низкой температуре, например 120 F. Я рекомендую попробовать первую партию при 140 F, а если вас не устраивают результаты, попробуйте следующую. один немного прохладнее.
Подготовьте свои ванны
Хорошо, на этом этапе мы собираемся установить пару ванн. Я знаю, что другие люди могут сделать этот шаг по-другому, но это то, что работает для меня.
Приготовьте одну ванну с дистиллированной водой. Хорошо, если он будет немного больше, чем детали. Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды.
Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды.
Налейте немного дистиллированной воды в пульверизатор. Не обязательно, но удобно.
Затем установите один резервуар со смесью пищевой соды и дистиллированной воды. Это нейтрализует кислоту и повышает вероятность того, что на деталях не останется пятен. Я обычно использую соотношение 3 столовые ложки пищевой соды на литр воды. В этом нет ничего научного, это просто то, чем я занимаюсь. Вам не нужна тонна этой смеси, достаточно, чтобы покрыть детали, чтобы они могли пропитаться в течение нескольких минут.
Затем откройте крышку чайника с красителем. Вы можете просто окунуть детали в воду.
Замачивание деталей
Отключите питание ванны для анодирования. Частично приподнимите детали из резервуара и несколько раз распылите на них дистиллированную воду. Я распыляю прямо в бак, чтобы не было беспорядка.
Теперь прополощите детали в ванне с дистиллированной водой. Вы просто хотите смыть как можно больше кислоты.
Вы просто хотите смыть как можно больше кислоты.
Затем поместите детали в емкость с пищевой содой. Немного взболтайте и дайте постоять около 5 минут.
Теперь еще раз промойте детали в дистиллированной воде. Будьте тщательны.
Дважды проверьте температуру красителя и при необходимости отрегулируйте.
Окуните детали в краску. Размешайте его достаточно энергично, чтобы сбить пузырьки на деталях, но не делайте большой беспорядок. Этот материал больно чистить.
Вы должны увидеть, как детали мгновенно начинают окрашиваться. Если процесс не сработал, краска просто стечет. Если это сработало, деталь начнет менять цвет. Замочите детали в краске на 10-15 минут.
Позже вы можете настроить это время выдержки в зависимости от желаемой глубины цвета.
Уплотнение
Эта деталь очень проста. После замачивания в краске прокипятите детали около 15 минут. Здесь удобно иметь дополнительный чайник или плиту, где можно вскипятить кастрюлю с водой.
Это сделает краску более жесткой и снизит вероятность ее обесцвечивания или легкого удаления. Даже если вы не красили детали, это хорошая идея.
Вот и все, процесс завершен!
В целом мне очень нравится заниматься анодированием дома. Вероятно, потребуется немного практики, чтобы получить правильно анодированные детали без дефектов, но это действительно классный процесс.
Кроме того, очень интересно точно настроить и настроить то, как вы это делаете, чтобы получить именно тот вид, который вам нужен — существует множество переменных, и каждая из них влияет на то, как деталь будет выглядеть в конечном итоге.
Вы пробовали анодировать? Каковы были ваши результаты, и ваш процесс отличается от моего? Или у вас есть вопросы? Разместите их в комментариях!
Похожие вопросы
Что такое твердое анодирование?
Твердое анодирование — это процесс, в котором используется более высокий ток и выполняется при более низкой температуре.