
Как сделать трубогиб для профильной трубы своими руками
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию ↑Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным.
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.

- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.

Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
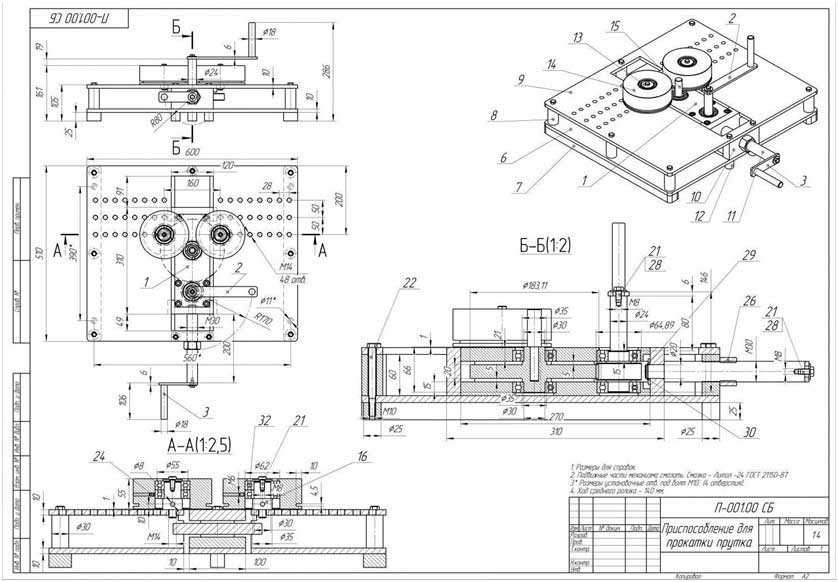
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.

Опора для станка
Прижимной вал
Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Трубогиб своими руками
|
|
Главная » Разное » Трубогибочный станок для профильной трубы своими руками чертежи Самодельный профилегиб без токарных работ. У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит. Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо. Трубогиб для гибки профильной трубы. Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника. Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика. Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки” . Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить. Ролик профилегиба из трубы, шайб и металлического круга. Как закрепить подшипники на каркасе профилегиба. Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников. Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба. При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии. Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре. Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами. Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться. Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал. Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба. Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями. Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более. Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно. Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели. Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск. Обтачиваем заготовку. 6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен. Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы. Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие. Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки. Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба. Труба с заломами. Минимальный радиус гибки трубы.Трубогибочный станок.pdf – скачать бесплатно PDFСкачать Трубогибочный станок.pdf … Отчет по проектуТРУБОПРОВОДНАЯ МАШИНА, представленная при частичном выполнении требований для присуждения степени Бакалавр технологий в машиностроении Автор: (1) MAYATEET KUMAR (43) (2) MD. ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. ФАКУЛЬТЕТ МАШИНОСТРОЕНИЯ ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО УНИВЕРСИТЕТА ГУРУКУЛ КАНГРИ, ХАРИДВАР, УТТАРАХАНД НОЯБРЬ 2014 ГОДА. СЕРТИФИКАТ Настоящим удостоверяется, что MD.FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде – это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома. г-н Санджив Кумар Ламба г-н Амит Мина HOD, Машиностроение Asst. Проф. Машиностроение GKV, Харидвар GKV, Харидвар. AKNOWLEDGEMENT Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку получить практический опыт в форме проектной работы. ноябрь 2014 MD.Фирдаус Ансари Насимул Хода Майатит Кумар Мохаммад Хассаан РЕЗЮМЕ Машиностроение без производства и изготовления бессмысленно. Процесс производства и изготовления связан с преобразованием сырья в готовую продукцию в соответствии с требуемым размером, спецификацией и эффективным использованием новейших технологий. СОДЕРЖАНИЕ Содержание Страница № Список рисунков …………………………………………………………………. ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… … ……… 1 1.1 Обзор ……………………………………………………………………… …… .1 1.2 Необходимость в трубогибочной машине …………………………… . трубогибочный станок с чпу 2-дюймовый автоматический гидравлический трубогибочный станок с чпу с высоким качеством для продажи в китае | |Уведомления: 1. Пожалуйста, купите товар, прежде чем связаться со мной, потому что ограничение веса большого количества товаров, мы не можем доставить морским транспортом CIF или FOB доставка торговым способом. 2. Если вы выберете «способ доставки продавца», мы организуем доставку по морю и доставим в ближайший морской порт. 3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны. Технические характеристики трубогибочного станка DW50CNC-2A-1S:
Основные характеристики машины:
Технические данные:
У нас также есть другие модели труб . CLD – хорошая цена на трубогибочный станок DW63NC, используемый в трубной промышленности | |Уведомления: 1. Пожалуйста, свяжитесь с нами, если вы хотите получить лучшую цену. 2. Мы отправляем товар во все страны, пожалуйста, свяжитесь с нами для уточнения стоимости доставки с вашим адресом и почтовым индексом. 3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны. CLD имеет хорошую цену на трубогибочный станок DW63NC, используемый в трубной промышленностиОписание продукта Характеристики полуавтоматического трубогибочного станка DW63NC:
Основные характеристики машины:
Технические данные:
У нас также есть другие модели трубогибочный станок, такой как DW50NC, DW63NC, DW75NC, DW89NC, DW100NC … ПОЖАЛУЙСТА, отправьте нам свое требование, мы процитируем соответственно. . |
 Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.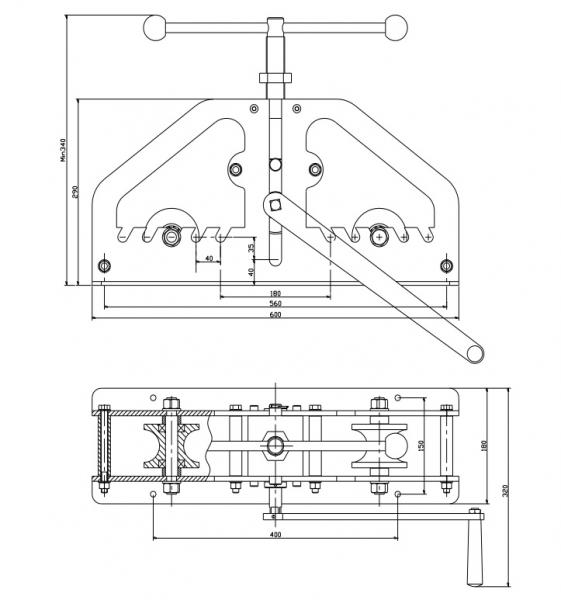 Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
 Профессор
Профессор Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого.Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого.Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.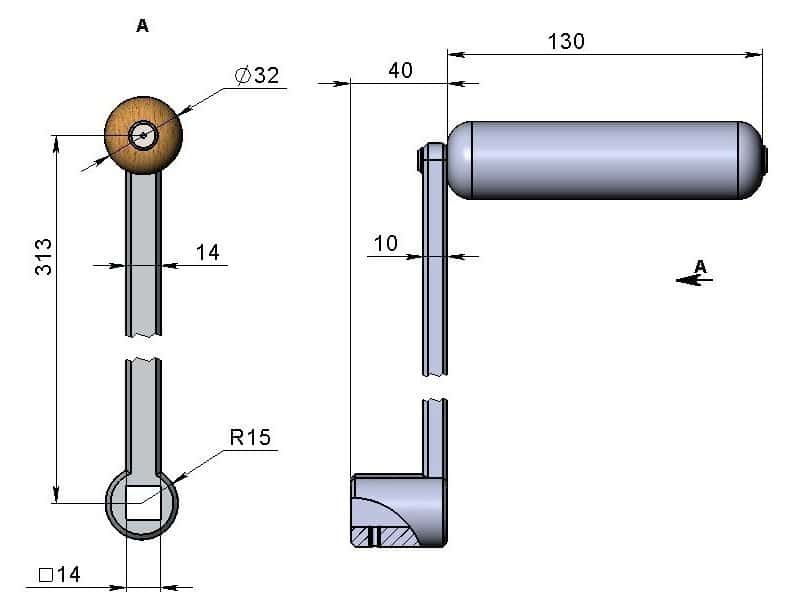 Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы “V”.
Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы “V”. Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной.
Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной.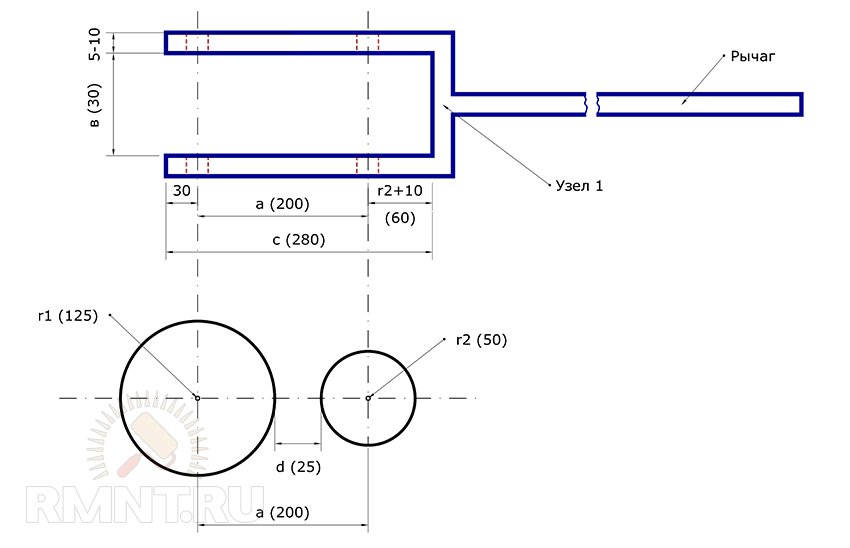 1 °;
1 °; 85 ° / с
85 ° / с Наш контакт находится внизу.
Наш контакт находится внизу.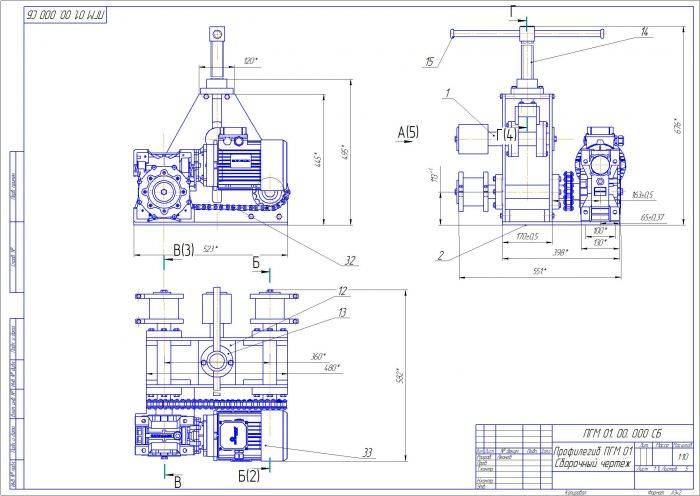
 Колено изгиба трубы
Колено изгиба трубыТрубогиб своими руками для профильной трубы
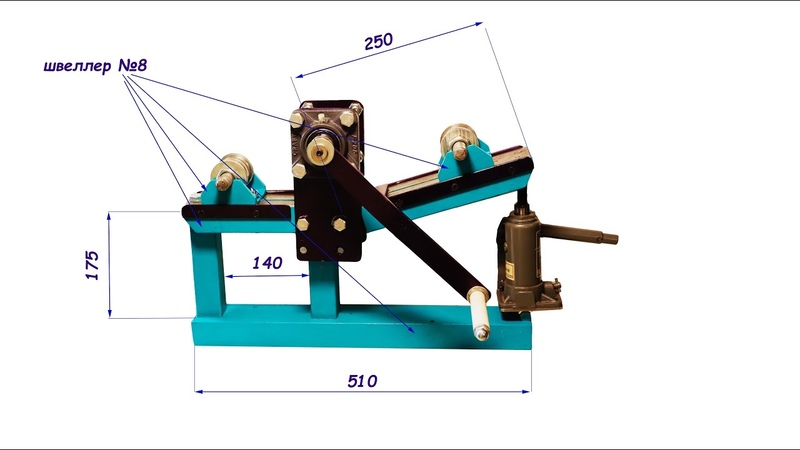
При обустройстве участка или при подготовке к дачно-огородному сезону возникает потребность в дугах из профильной трубы. Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно – цена в два раза выше, чем на тот же плоский прокат. Выход – сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно – цена в два раза выше, чем на тот же плоский прокат. Выход – сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Содержание статьи
- 1 Конструкция профильогиба
- 1.1 Устройство трубогиба со средним подвижным роликом
- 1.2 С крайним подвижным роликом
- 2 Какие материалы и нюансы конструкции необходимы
- 3 Приемы изготовления труб гнуть проще
- 4 Порядок гибки профильной трубы на самодельных станках
- 5 Видео материалы
- 6 Как согнуть профильную трубу без станка
- 6.1 Получение дуги сваркой
- 6.2 Использование шаблона
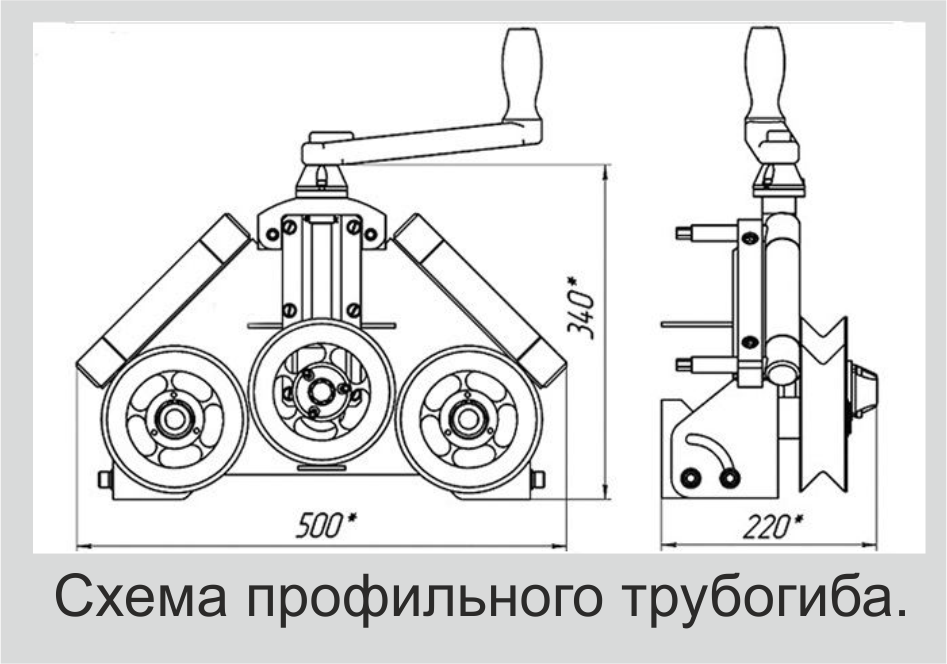
Конструкция профильного станка
Станок для гибки профильных труб конструктивно отличается от обычного.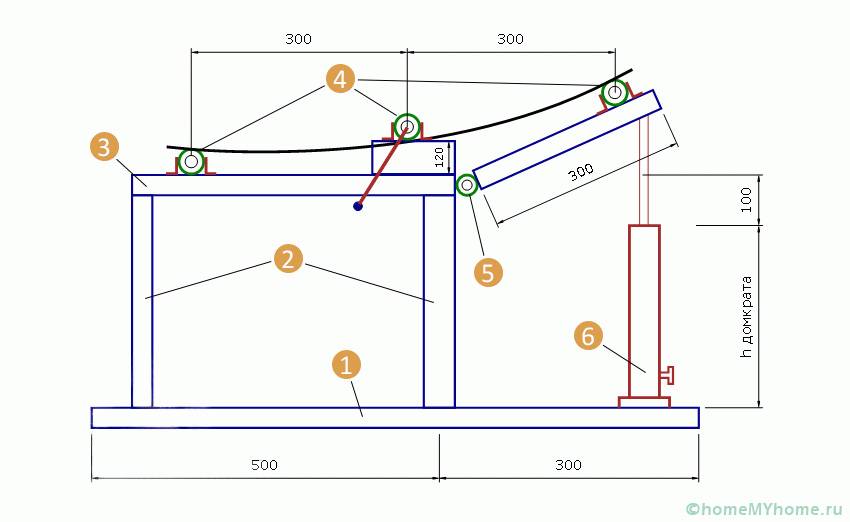 Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся к корпусу. Они приподняты над базовой плоскостью. Для среднего валика приготовлена специальная U-образная станина. В середине ее перемычки установлен длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий ролик (можно приварить). Поворачивая этот винт, ролик поднимается и опускается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, с помощью которой труба прокатывается через станок. Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
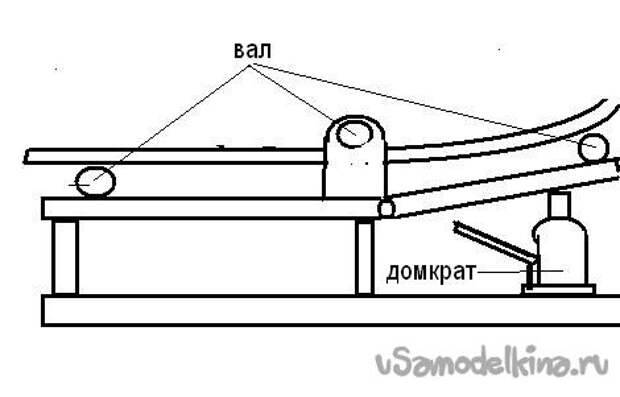
С крайним подвижным роликом
В данной конструкции правый или левый ролик выполнен подвижным. Он движется вместе с частью основания. Эта часть соединена с остальной частью кровати прочными металлическими петлями.
Чертеж профильного трубогибочного станка с подъемной платформой
Изменить высоту можно с помощью домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется поднятием подвижной части стола.
Трубогиб профильный с подъемной площадкой
В отличие от предыдущей конструкции, этот профильный трубогиб приводится в движение от центрального ролика – к нему приварена рукоятка. Чтобы уменьшить необходимое усилие, вы также можете приварить звездочку к двум неподвижным роликам и передавать крутящий момент с помощью цепи.
Какие нужны материалы и нюансы конструкции
Основание трубогиба делается из швеллера или двух сваренных уголков. Толщина полок не менее 3 мм, ширина полок и тыльной стороны швеллера должна соответствовать имеющимся деталям. Одно правило – фундамент должен быть прочным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно закрепить машину на каком-нибудь тяжелом основании с помощью саморезов большого диаметра. Фиксация необходима, так как при гибке труб с толстой стенкой усилия приходится прикладывать значительные и работать удобнее, если станок прочно закреплен.
Так выглядит кровать в приваренных стойках для крепления подвижного ролика
Несколько слов о роликах. Они должны быть изготовлены из качественной, желательно из закаленной стали. Именно ролики и оси, которые их удерживают, несут на себе большую часть нагрузки.
Я также должен сказать о форме видео. Они не должны быть гладкими – по краям должны быть валики, которые не позволят трубе «гулять» во время прокатки. Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Ролики для гибки профильных труб разной ширины
На этом же фото видно, что верх станины неровный и зазубренный. С помощью таких зубьев ролики можно переставлять на разное расстояние и, таким образом, регулировать радиус изгиба.
В основном самодельные гибочные станки для профильных труб собираются из того, что есть под рукой или что найдут/купят недорого. У кого есть возможность – точит ролики, вставляет подшипники. Те, у кого нет такой возможности, пользуются тем, что есть – вплоть до ступиц от велосипедных колес. В общем надо разбираться в конструкции и
Хитрости, облегчающие гибку труб
Чтобы ролики лучше двигались, используются подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Пример точеных роликов
Есть еще одна хитрость, позволяющая снизить необходимое усилие при изгибе профильной трубы. Можно использовать принцип повышения передачи как в велосипеде. Кстати, можно использовать и велосипедные звездочки. При этом ручка, приводящая в движение ролики, приваривается к небольшой звездочке. Он установлен где-то на корпусе. На оси вала приварены звездочки большего размера (но зубья с одинаковым шагом). Все это связано подходящей цепочкой.
Все это связано подходящей цепочкой.
При таком устройстве передачи крутящего момента электропривод не нужен – работать будет легко
И еще одно усовершенствование – при постоянном использовании трубогиба для профильной трубы есть смысл его механизировать. В этом случае устанавливается двигатель, работающий на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
Сразу получить требуемый радиус изгиба вряд ли удастся – для этого требуется слишком много усилий. Вручную создать его нереально. Необходимый изгиб получается за несколько проходов:
- Сначала ролики выставляют так, чтобы получить небольшой изгиб, труба прокатывается в одном направлении, затем снимается с роликов, разворачивается и вставляется с другой стороны. Необходимо развернуть, чтобы получилась ровно изогнутая труба.
- При одном и том же положении роликов протягивается несколько раз, пока кривизна перестанет добавляться.
- Если требуемый радиус изгиба не достигнут, измените положение ролика и повторите шаги еще раз.
Трубогиб прокатный с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если вам нужно повторить один и тот же изгиб? Сделайте градуировку – отметьте высоту, на которую переместился валик, сколько раз он прокатывался в каждом положении. При повторении отличия если и есть, то незначительные.
Сложность гибки заключается в том, что нет шкалы и без опыта трудно получить нужный радиус гиба. Вы получите его рано или поздно, но можете испортить много материала.
Видео материалы
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без гибки профиля можно двумя способами – с помощью сварки и шаблона. Начнем со сварки.
Получить дугу сваркой
Профильная труба разрезана болгаркой с одной стороны. Их делают через каждые 15-30 см в зависимости от необходимого радиуса, сечения и толщины стены. Срезы не должны касаться одной стороны – той, что снаружи.
Срезы не должны касаться одной стороны – той, что снаружи.
Результат гибки сваркой
Подготовленную таким образом запчасть сгибают, придавая желаемый изгиб. Для надежности края дуги можно зафиксировать, приварив к ним стержень. Затем их приваривают по всем разрезам, сваривая их. И последний этап – шлифовка мест сварки и обработка антикоррозийными составами.
С помощью шаблона
Тонкостенные профилированные трубы можно сгибать вручную с помощью шаблонов. Если вам нужна какая-то особенная форма, ее можно вырезать из куска толстой фанеры или ДСП и закрепить на столе струбцинами. На верстаке, где будем гнуть трубы, делают 8-10 отверстий. Шаблон размещается возле этих отверстий.
Процесс получения дуги из профильной трубы с помощью шаблона
На одном конце трубы повторяются отверстия, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, образуя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон также можно изготовить на земле.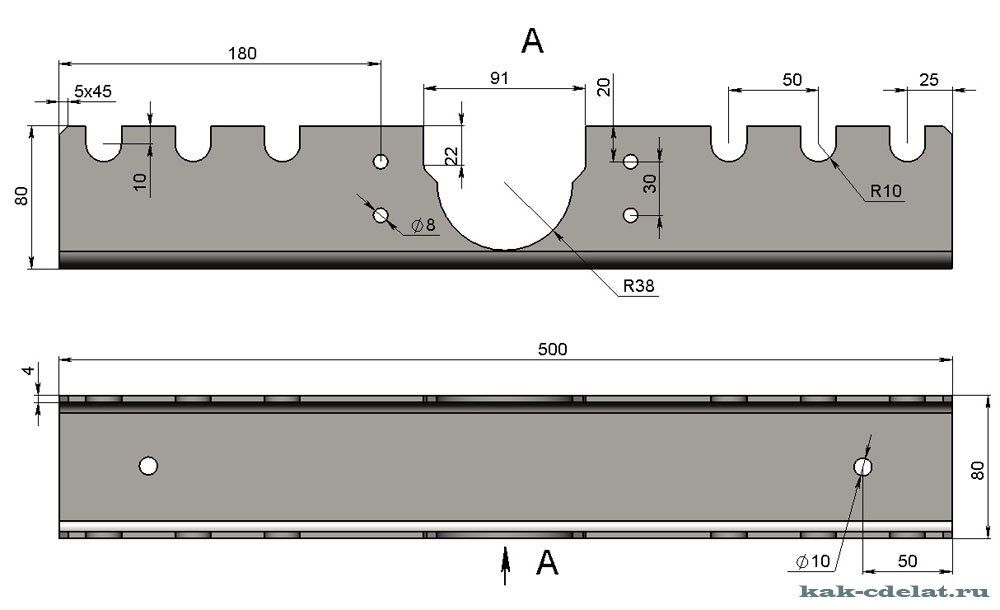 Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Узор на земле
После вставления трубы ее тянут к дуге. Нужны большие усилия, работа тяжелая. Он может работать только с тонкостенной бесшовной трубой. Шов имеет слишком большое сопротивление в области шва. Вручную это очень сложно преодолеть.
Гибка труб и труб 101
В настоящее время обновляется для добавления новых смещений для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как правильно сгибать трубы с помощью новой модели 600 или любого другого трубогиба. Как и в настоящем колледже, мы покажем вам старый школьный способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас.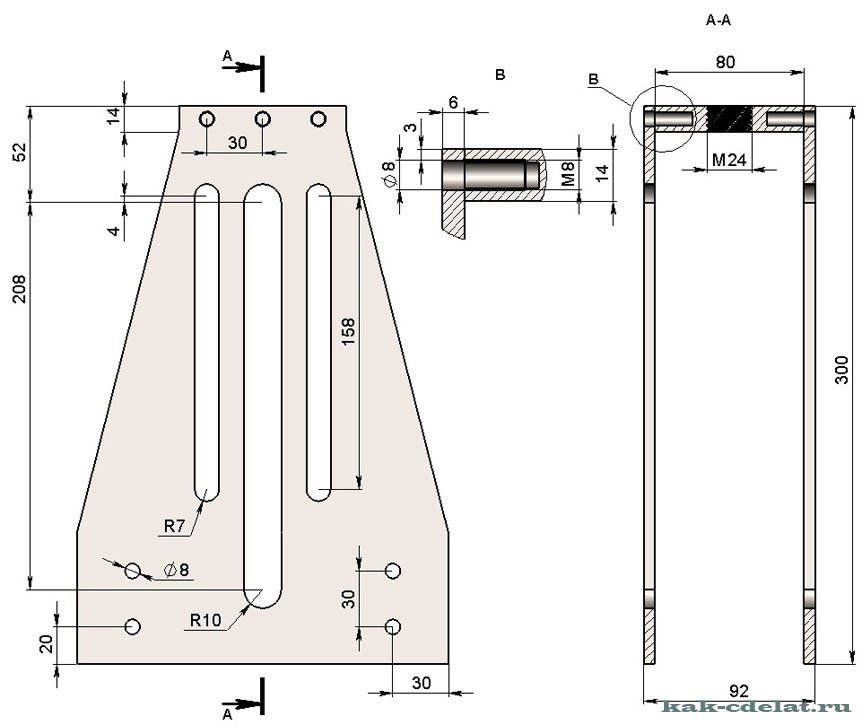 Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Гибка трубы с помощью Rogue Model 600 Bender, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину . Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на штампе радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца.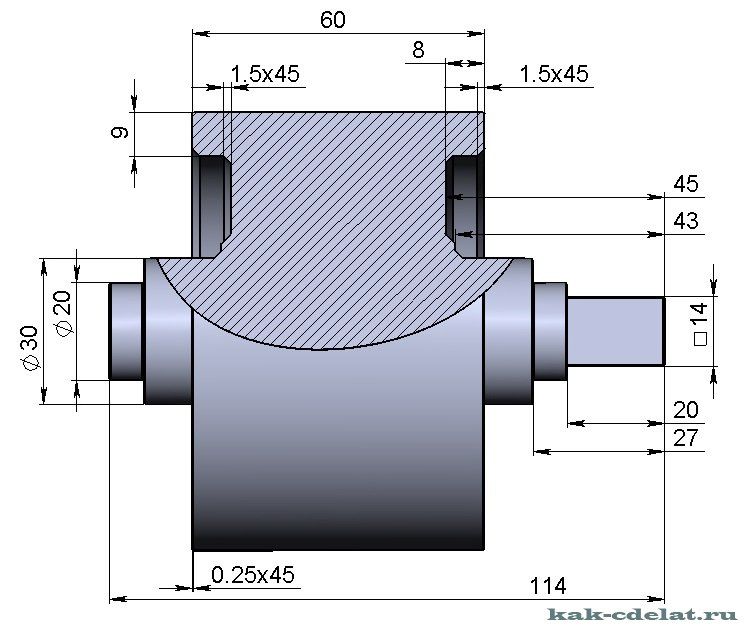 ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ – новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
M600 Отвод со смещением (2010-2014)
- Плашки CLR 3,5″ — Смещение 6 3/16″
- Матрицы CLR 4,5″ — со смещением 5″
- Матрицы CLR 6,0″ — Смещение 6 5/8″
Смещения изгиба M600 (с 2015 г.
 по конец 2021 г.)
по конец 2021 г.)- Плашки CLR 2,5″ — Смещение 7 1/8″
- Матрицы CLR 3,5″ — Смещение 6 1/4″
- Матрицы CLR 4,5″ — Смещение 5 1/4″
- Матрицы CLR 6,0″ — со смещением 6″
M601/605/625 Смещения изгиба (текущие)
- Плашки CLR 2,5″ — Смещение 4″
- Матрицы CLR 3,5″ — Смещение 4 1/2″
- Матрицы CLR 4,5″ — Смещение 5 1/4″
- Матрицы CLR 6,0″ — Смещение 6″
Как насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу.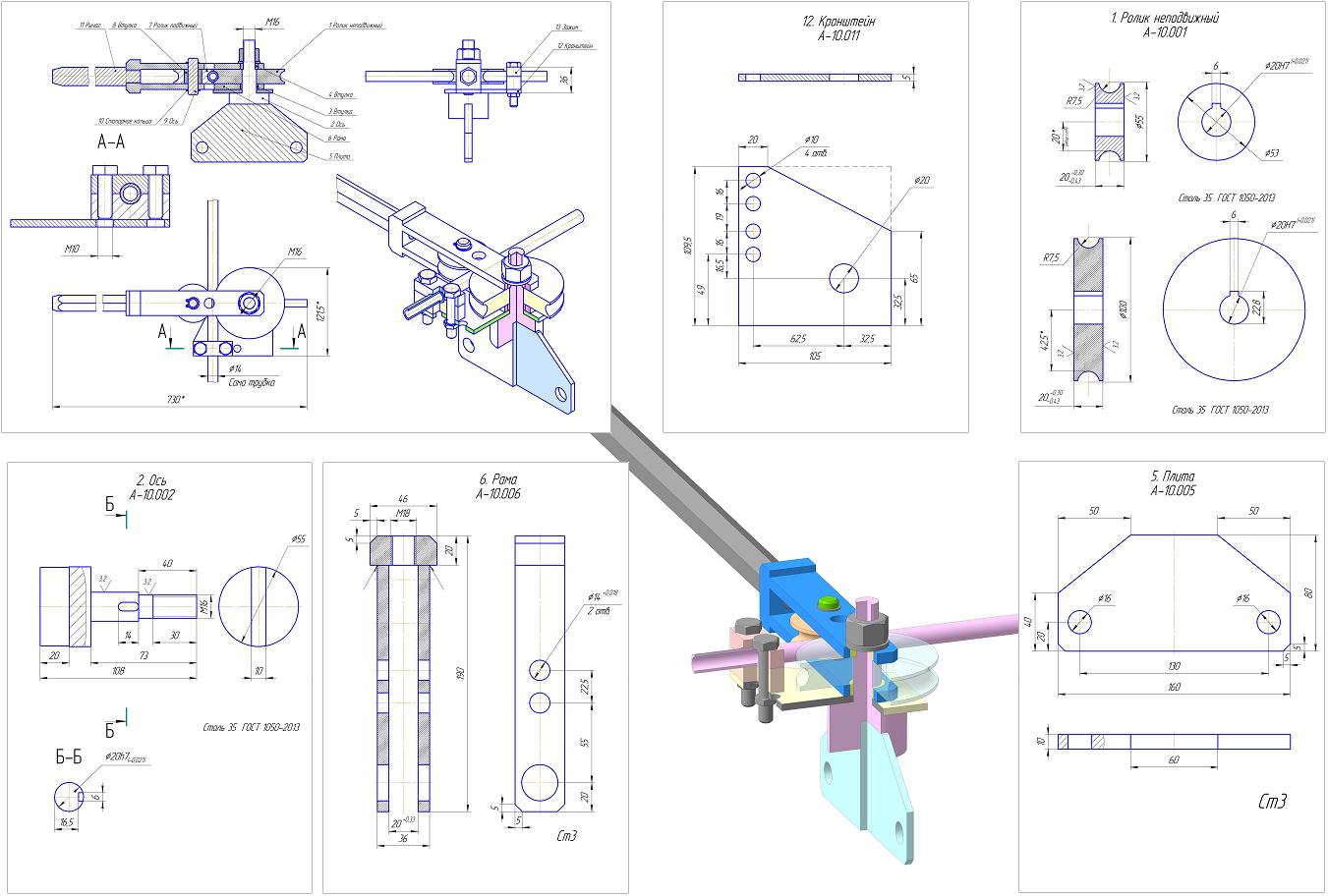 Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегибаю по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегибаю по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгибе очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко сделать изгиб в середине отрезка трубы.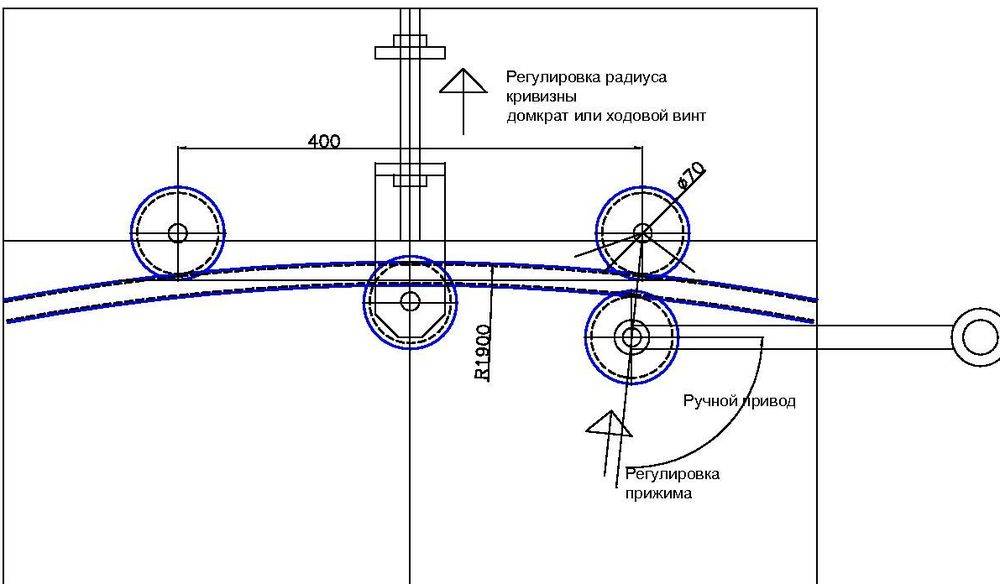 Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне или вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни.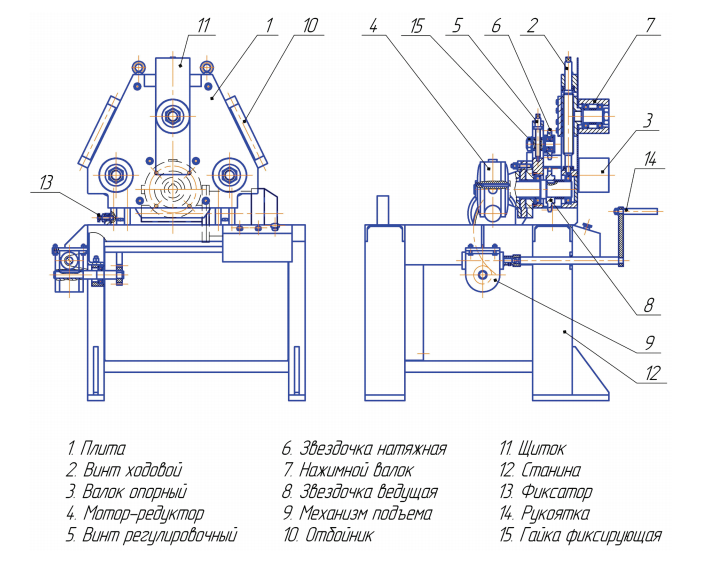 Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать гораздо ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как объяснено в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы так близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зажмете сгиб или перевернете зажимной блок (или и то, и другое), смещение сгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ – открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
 Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ – открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ – открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.Пример применения изгибов с нулевым шагом читайте далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как сделать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к показу того, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент.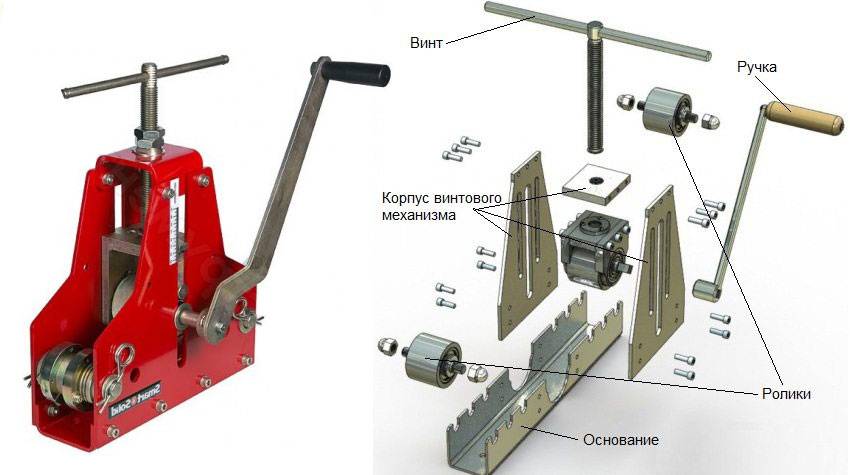 Это в конечном итоге будет заменено.
Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями к машине.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с 90-градусного изгиба (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
 youtube.com/embed/65_y_7cENT8″ name=”fitvid2″ frameborder=”0″ allowfullscreen=”allowfullscreen” data-mce-fragment=”1″>
youtube.com/embed/65_y_7cENT8″ name=”fitvid2″ frameborder=”0″ allowfullscreen=”allowfullscreen” data-mce-fragment=”1″> Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют, когда проектируют каркасы безопасности, изгибают выхлопные трубы и другие детали для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект. Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся ползуны, рамы или что-то еще, начиная от отдельных деталей и заканчивая сборкой из нескольких труб, Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также полезен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д.
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой отдельные 2D-детали, то EZ может вам помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции.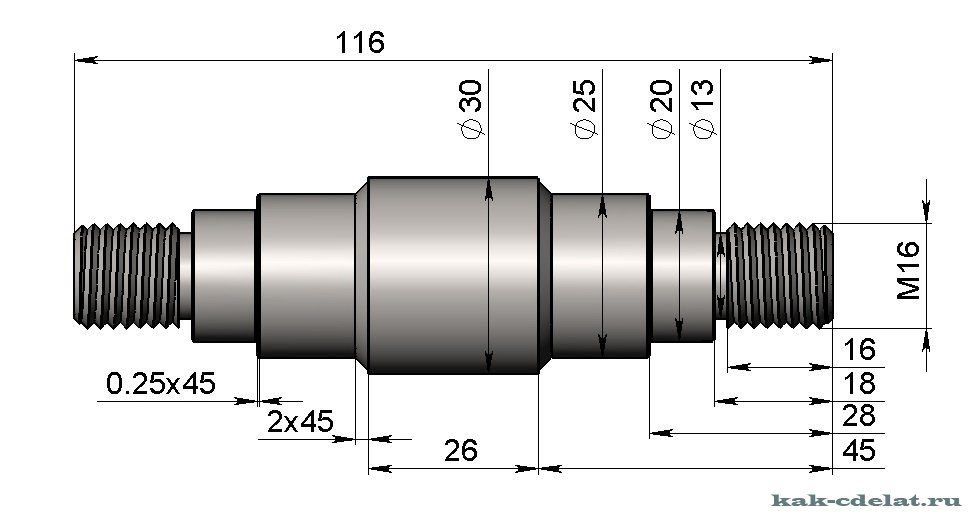 Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай.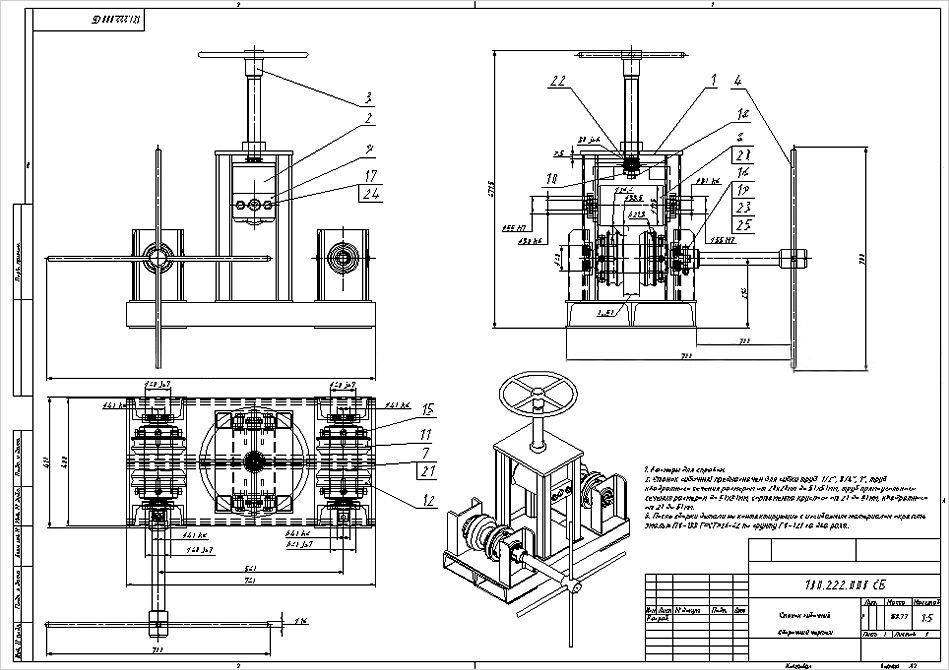 Просто посмотрите видео.
Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществом этого метода являются более высокие углы изгиба и доступная совместимость с трубогибом на оправке.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке).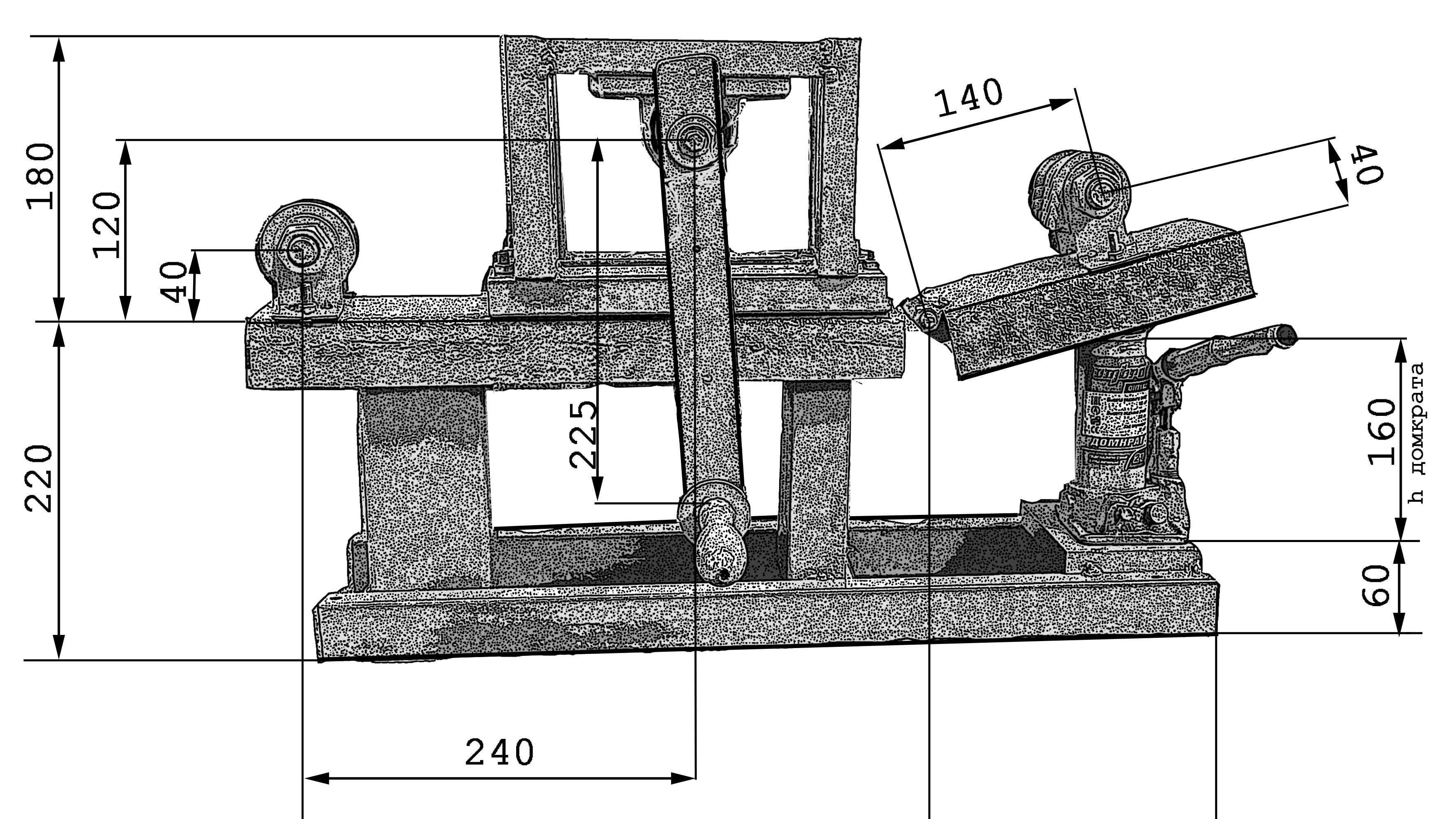 Ваш изгиб будет обращен вниз к передней части машины.
Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим шагам, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки – отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы храните в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не находится под изгибающим усилием в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО расположение изгиба в шаге 6.
Вы можете отрегулировать места зажима для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке с помощью маркера на каждом дюйме и отметьте места, где вы помещаете зажимные блоки, пока экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.