
0325100005116000023 Поставка строительных материалов для капитального ремонта кровли в общежитии по
Каспийский Институт Морского и Речного Транспорта им. Генерал-Адмирала Ф.М. Апраксина – Филиал Федерального Государственного Бюджетного Образовательного Учреждения Высшего Образования «Волжский Государственный Университет Водного Транспорта»
ИНН 5260001076 КПП 301543002
Анализ заказчика
Все закупки заказчика
Преимущества
Субъектам малого предпринимательства и социально ориентированным некоммерческим организациям (в соответствии со Статьей 30 Федерального закона № 44-ФЗ)
Требования к участникам
-
Требование о наличии финансовых ресурсов для исполнения контракта (в соответствии с пунктом 1 части 2 Статьи 31 Федерального закона № 44-ФЗ)
-
Единые требования к участникам (в соответствии с пунктом 1 части 1 Статьи 31 Федерального закона № 44-ФЗ)
-
Требование об отсутствии в предусмотренном Федеральным законом № 44-ФЗ реестре недобросовестных поставщиков (подрядчиков, исполнителей) информации об участнике закупки, в том числе информации об учредителях, о членах коллегиального исполнительного органа, лице, исполняющем функции единоличного исполнительного органа участника закупки – юридического лица (в соответствии с частью 1.
 1 Статьи 31 Федерального закона № 44-ФЗ)
1 Статьи 31 Федерального закона № 44-ФЗ)
- Требование о наличии на праве собственности или ином законном основании оборудования и других материальных ресурсов для исполнения контракта (в соответствии с пунктом 2 части 2 Статьи 31 Федерального закона № 44-ФЗ)
-
Требование о наличии опыта работы, связанного с предметом контракта, и деловой репутации (в соответствии с пунктом 3 части 2 Статьи 31 Федерального закона № 44-ФЗ)
-
Требование о наличии необходимого количества специалистов и иных работников определенного уровня квалификации для исполнения контракта (в соответствии с пунктом 4 части 2 Статьи 31 Федерального закона № 44-ФЗ)
-
 1 Статьи 31 Федерального закона № 44-ФЗ)
1 Статьи 31 Федерального закона № 44-ФЗ)
Ограничения
- Условия и ограничения допуска товаров из иностранного государства
-
В соответствии с ч.
3 ст.14 Закона и постановлением Правительства РФ от 29.12.2015 …
 3 ст.14 Закона и постановлением Правительства РФ от 29.12.2015 …
3 ст.14 Закона и постановлением Правительства РФ от 29.12.2015 …
Электронный аукцион признан несостоявшимся.
Более подробная информация доступна, если войти или зарегистрироваться
| Участник | Результаты |
|---|---|
|
░░░ ░░░░░░░░░ ░░░░░ |
░░░░░ |
Нащельник угловой внутренний.
Нащельник уголок внутренний
Нащельник внутренний угловой из оцинкованной стали с покрытием полиэстер в цвет по RAL. Устанавливается как уловой нащельник, зарывая стык внутреннего угла стен, окон, потолка. Бывает как с завальцовкой, так и без. Различная толщина стали позволяет увеличивать, или уменьшать жесткость изделия.
Нащельник 90 градусов внутренний.
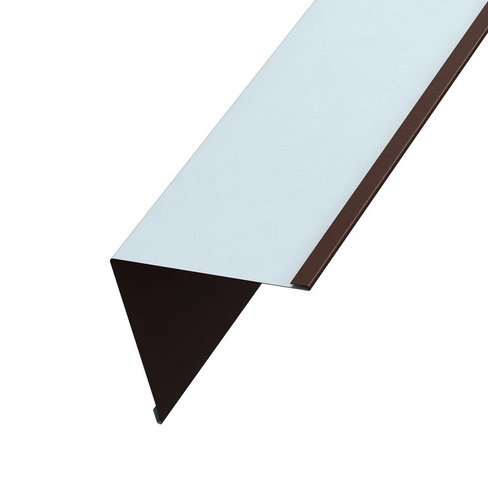
Нащельник внутренний 90 градусов представлен как наиболее востребованный, при необходимости угол может меняться исходя из требований монтажа.
180 RUB
Цена указана на нащельник угловой внутренний с покрытием полиэстер, в стандартных цветах по рал, от 9 шт.
| Доп. характеристики. | |
| Толщина металла. (мм) | 0,45, 0,5, 0,4 |
| Цвет. (RAL.) | 1014, 1015, 3003, 3005, 5005, 6002, 6005, 7004, 8017, 9002, 9003 |
Покрытие. | полиэстер, пурал, pvdf |
| Ширина | |
| Развертка изделия. (мм.) | 130, или на заказ по Вашим размерам |
| Длинна. | |
| Изделие (мм) | 2000, в стандартном исполнении |
Доступно на следующих складах
| Адрес магазина | Режим работы | Наличие | |
Санкт-Петербург, Колпино, Севостьянова д.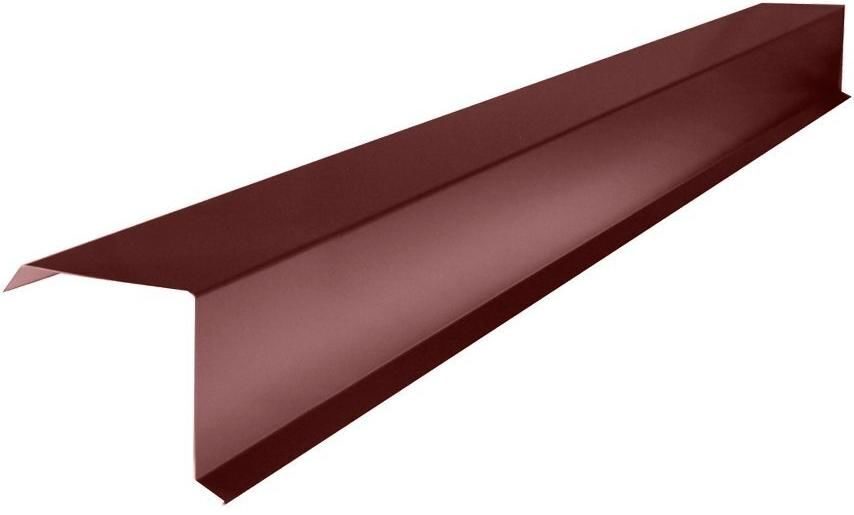 23 23 | с 10:00 до 17:00 | Нет в наличии | Подробнее о складе |
Порошковое покрытие поверх цинкования — PowderCoatingOnline.comPowderCoatingOnline.com
Порошковое покрытие поверх цинкования создает свой собственный набор проблем для специалиста по порошковой окраске, но нет ничего, что мы не могли бы легко решить, имея небольшие знания о том, как это сделать правильно.
Одно из самых прочных защитных покрытий для стали обеспечивается нанесением полиэфирного порошкового покрытия на горячеоцинкованную сталь, чтобы обеспечить высококачественную архитектурную отделку стальных изделий. Горячее цинкование погружением представляет собой покрытие металлического цинка, связанного со сталью, для создания источника защиты стали от коррозии.
Что такое порошковые покрытия?
Полиэфирные порошки представляют собой термореактивные смолы, которые наносятся электростатически на стальную поверхность и отверждаются при температуре около 180°С (около 400°F). Эта технология позволяет получать очень однородные покрытия, которые имеют привлекательную архитектурную отделку с отличными погодными характеристиками. В сочетании с горячим цинкованием продукт с порошковым покрытием обеспечивает максимальную долговечность стальных компонентов, что обычно обеспечивает срок службы без ржавчины более 50 лет в большинстве архитектурных применений.
Каковы проблемы с порошковым покрытием поверх цинкования?
Горячеоцинкованные поверхности были признаны сложными для порошкового покрытия с тех пор, как технология была впервые разработана в 1960-х годах. Компания Industrial Galvanizers начала исследования в этой области в 1986 году, кульминацией которых стало строительство в 1988 году специально построенного завода по производству порошковых покрытий в Хексхэме (Новый Южный Уэльс) в сочетании с гальваническим производством. Тремя основными проблемными областями, связанными с порошковым покрытием изделий из горячеоцинкованной стали, являются:
Тремя основными проблемными областями, связанными с порошковым покрытием изделий из горячеоцинкованной стали, являются:
Проколы в покрытии
Плохая адгезия
Неполное отверждение полиэфирной смолы
Компания Industrial Galvanizers of Australia исследует эти проблемы совместно с основными поставщиками полиэфирного порошка, что приводит к лучшему пониманию причин этих проблем и химическому составу полиэфирного порошка и заводские процедуры и конструкция были изменены, чтобы обеспечить поставку горячеоцинкованного продукта с полиэфирным порошковым покрытием гарантированного качества.
Узнайте больше о горячем цинковании
Проблемы, связанные с порошковым покрытием поверх горячего цинкования, не изменились, и со всей Австралии регулярно поступают запросы с просьбой дать совет после неудачного нанесения порошкового покрытия на изделия, оцинкованные погружением.
Порошковое покрытие Отверстия
1. Отверстия: Отверстия вызваны образованием маленьких пузырьков газа в полиэфирном покрытии во время цикла сушки/отверждения.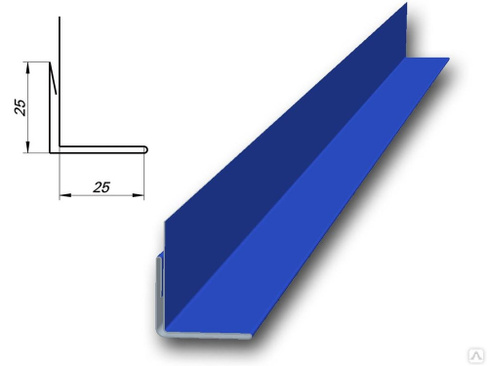 Эти пузырьки образуют небольшие кратеры на поверхности и выглядят неприглядно. Они также создают разрывы в покрытии, которые снижают его долговечность, особенно в агрессивных (морских) средах. Основная причина проколов заключается в том, что отдельные частицы полиэфирной смолы, соприкасающиеся с поверхностью оцинкованной стали, не сплавляются одновременно с частицами на поверхности полиэфирной порошковой пленки из-за массы оцинкованной стали * 1 , и время, необходимое для достижения температуры плавления. Специально разработанные смолы с «дегазирующими» агентами были разработаны для решения этой проблемы за счет задержки начала плавления порошка. Предварительный нагрев изделия в печи для предварительного нагрева перед нанесением порошка позволяет наносить порошковое покрытие на более тяжелые участки, оцинкованные горячим способом, и решать проблему проколов при использовании в сочетании с «дегазирующими» сортами полиэфирного порошка.
Эти пузырьки образуют небольшие кратеры на поверхности и выглядят неприглядно. Они также создают разрывы в покрытии, которые снижают его долговечность, особенно в агрессивных (морских) средах. Основная причина проколов заключается в том, что отдельные частицы полиэфирной смолы, соприкасающиеся с поверхностью оцинкованной стали, не сплавляются одновременно с частицами на поверхности полиэфирной порошковой пленки из-за массы оцинкованной стали * 1 , и время, необходимое для достижения температуры плавления. Специально разработанные смолы с «дегазирующими» агентами были разработаны для решения этой проблемы за счет задержки начала плавления порошка. Предварительный нагрев изделия в печи для предварительного нагрева перед нанесением порошка позволяет наносить порошковое покрытие на более тяжелые участки, оцинкованные горячим способом, и решать проблему проколов при использовании в сочетании с «дегазирующими» сортами полиэфирного порошка.
* 1 Примечание : Горячеоцинкованные изделия обычно имеют большую толщину сечения, чем другие стальные изделия, обычно листовая сталь с порошковым покрытием. Таким образом, этим предметам требуется больше времени для достижения температуры духовки из-за их большей массы.
Таким образом, этим предметам требуется больше времени для достижения температуры духовки из-за их большей массы.
Плохая адгезия вызывает отслаивание
2. Плохая адгезия: Заключительный этап процесса горячего цинкования включает закалку изделия водой, часто в слабом растворе бихромата натрия. Этот процесс охлаждает изделие, чтобы с ним можно было обращаться, и пассивирует поверхность оцинкованного покрытия, чтобы предотвратить преждевременное окисление поверхности.
Наличие пассивирующей пленки на поверхности оцинкованного покрытия будет мешать предварительной обработке фосфатом цинка или фосфатом железа и во многих случаях сделает эту предварительную обработку неэффективной.
Крайне важно, чтобы изделия, оцинкованные горячим способом, не подвергались закалке * 2 после цинкования. Это гарантирует, что поверхность цинка находится в высокореакционном состоянии, чтобы принять предварительную обработку, применяемую в процессе порошкового покрытия.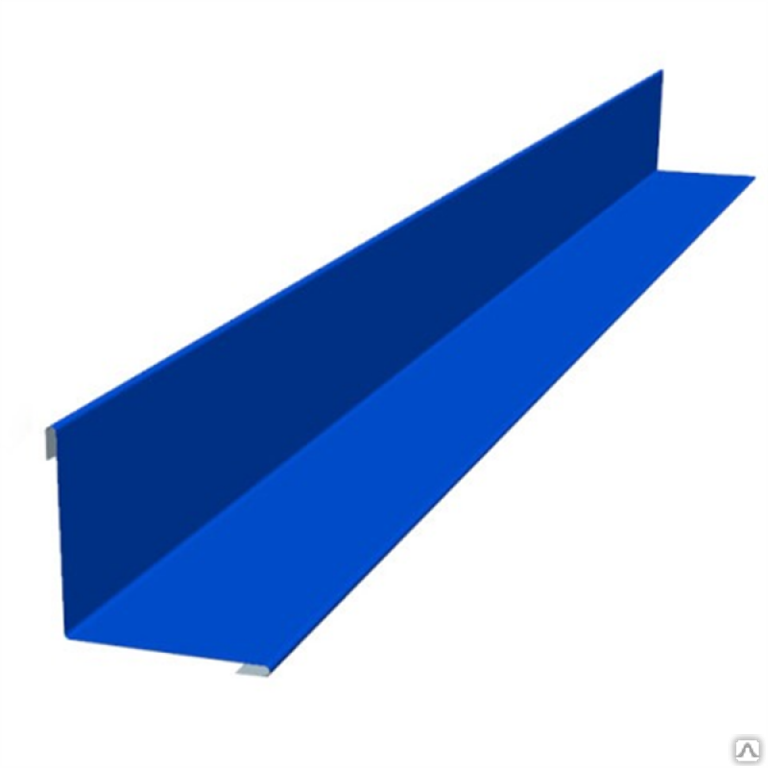
* 2 Примечание : Не менее важно, чтобы незакаленная горячеоцинкованная поверхность оставалась чистой и сухой перед нанесением порошкового покрытия. Если он намокнет от дождя или росы, он быстро окислится и снова вызовет проблемы с адгезией и качеством покрытия.
3. Неполное отверждение: Полиэфирные порошки представляют собой термореактивные смолы, которые сшиваются в свою окончательную органическую форму при выдерживании при температуре (обычно 180 o C) в течение примерно 10 минут. Печи для отверждения предназначены для обеспечения этого времени при сочетании температур. Для горячеоцинкованных изделий с большей толщиной сечения необходимо обеспечить достаточное время нагрева для соответствия требованиям к отверждению. Предварительный нагрев более тяжелой работы поможет ускорить процесс отверждения в печи для отверждения.
Рекомендуется следующая спецификация:
- Горячее цинкование без закалки водой или хромированием
- Удалите все дренажные шипы и дефекты поверхности
- Порошковое покрытие через 12 часов после цинкования. Не мочить поверхности. Не оставлять за пределами
- Содержите поверхность в чистоте. Не перевозите незакрытые грузы. Дизельные пары загрязняют поверхность
- Если загрязнение поверхности произошло или подозревается, очистите поверхность с помощью запатентованного растворителя/моющего средства, предназначенного для предварительной очистки перед нанесением порошкового покрытия
- Используйте предварительную обработку фосфатом цинка, если требуется высокая адгезия. Поверхность должна быть идеально чистой. Фосфат цинка не оказывает моющего действия и не удаляет масло или грязь.
- Используйте фосфат железа, если требуется стандартная производительность. Фосфат железа обладает легким моющим действием и удаляет небольшое количество поверхностных загрязнений. Лучше всего использовать для предварительно оцинкованных изделий
- Предварительный нагрев перед нанесением порошка
- Используйте только полиэфирный порошок марки «дегазация»
- Проверьте правильность отверждения с помощью растворителя. Отрегулируйте предварительный нагрев и скорость линии, чтобы обеспечить полное отверждение.
 Не мочить поверхности. Не оставлять за пределами
Не мочить поверхности. Не оставлять за пределами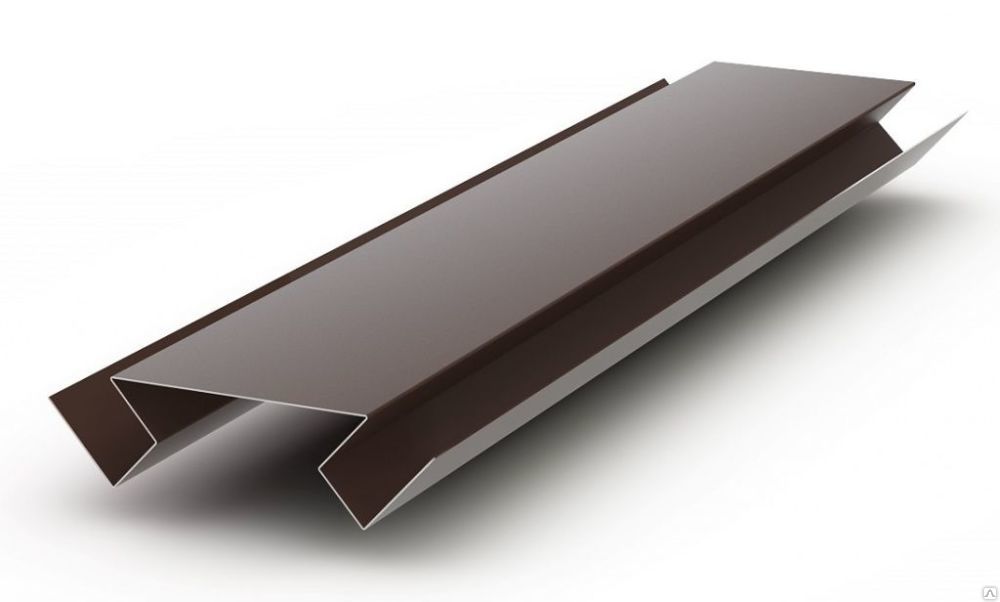 Отрегулируйте предварительный нагрев и скорость линии, чтобы обеспечить полное отверждение.
Отрегулируйте предварительный нагрев и скорость линии, чтобы обеспечить полное отверждение.ОБЗОР
Правильно нанесенное порошковое покрытие поверх горячего цинкования обеспечивает исключительные эксплуатационные характеристики. Многие архитектурные проекты, выполненные с помощью этого процесса в 1988 году, до сих пор находятся в отличном состоянии.
Один из первых проектов с «тяжелым» порошковым покрытием, реализованных в Австралии – рельсы пешеходного моста на Джанет-стрит
эстакады на скоростной ветке Уоллсенд-Сандгейт, горячее цинкование и полиэфирное порошковое покрытие в 1989 все еще в отличном состоянии в 1997 году.
Страница не найдена — Американская ассоциация лакокрасочных материалов
Все Страницы Новости ПокрытияТехнологии События Загрузки и PDF-файлы Архивы КТ
Ошибка 404
Мы не смогли найти
https://www. paint.org/wp-content/uploads/2021/09/jctjuly02verstappen.pdf
paint.org/wp-content/uploads/2021/09/jctjuly02verstappen.pdf Вот некоторый контент, который может соответствовать тому, что вы ищете, или вы можете выполнить поиск.
бумага
Разработка метода ASTM ускоренного сопротивления налипанию грязи
Полное название: Совместная разработка ускоренного метода сопротивления налипанию грязи ASTM с корреляцией с естественным атмосферным воздействием на открытом воздухе Кит Алдерфер, Джеймс Махер, Парта Маджумдар и Джефф Суини, The Dow […]
Правила категории продукта
Рыночные данные
ACA предлагает своим членам множество возможностей для демонстрации своих компаний и продуктов — от печатной и цифровой рекламы в нашем журнале и мобильных приложениях до нашего веб-сайта Paint. org — все средства массовой информации предназначены для предоставления последней информации о покрытиях мировой индустрии покрытий. через самые инновационные платформы.
org — все средства массовой информации предназначены для предоставления последней информации о покрытиях мировой индустрии покрытий. через самые инновационные платформы.
Кроме того, благодаря индивидуальным и интегрированным маркетинговым возможностям на наших мероприятиях, в том числе на ведущей в отрасли выставке закупок — выставке American Coatings SHOW, ACA поможет вам охватить самую влиятельную аудиторию высокоактивных лиц, принимающих решения.
Два столпа подготовки поверхности
Синтия А. Госселин, журналист The ChemQuest Group Колин Мейсон однажды написал: «Прекрасная суперяхта в гавани, с блестящей окраской, сверкающими элементами из нержавеющей стали, сверкающей яркой отделкой и безупречным […]
Верхние покрытия с низким содержанием летучих органических соединений, использующие смолы со сверхвысоким сухим остатком
[…] ПРОДОЛЖИТЬ ЧТЕНИЕ В СЕНТЯБРЕ 2021 ЦИФРОВОЙ ВЫПУСК COATINGSTECH REFERENCES American Coatings Association.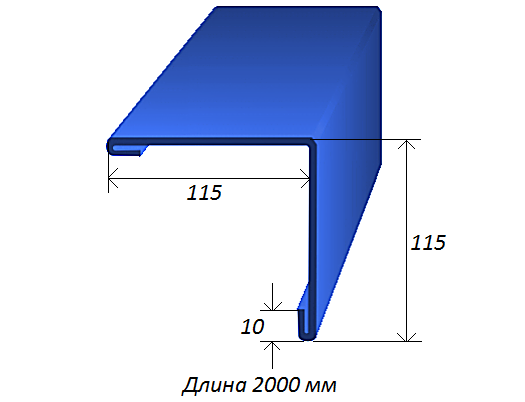 https://www.paint.org/ wp -content/uploads/dlm_uploads/2019/12/aim-voc-map-may-2019.pdf (по состоянию на 26 апреля 2021 г.). Калифорнийское управление по оценке опасностей для здоровья в окружающей среде. https://oehha.ca.gov/proposition-65/crnr/chemical-listed-efficient-june-28-2019-known-state-california-cause-cancer (по состоянию на апрель […]
https://www.paint.org/ wp -content/uploads/dlm_uploads/2019/12/aim-voc-map-may-2019.pdf (по состоянию на 26 апреля 2021 г.). Калифорнийское управление по оценке опасностей для здоровья в окружающей среде. https://oehha.ca.gov/proposition-65/crnr/chemical-listed-efficient-june-28-2019-known-state-california-cause-cancer (по состоянию на апрель […]
Специальный отчет: Состояние лакокрасочной промышленности США в 2021 г.
Джордж Р. Пилчер, The ChemQuest Group, Inc. Многое произошло с прошлого года, когда я в последний раз обращался к докладу о состоянии лакокрасочной промышленности США в августе […]
ПХБ-11 и его присутствие в окружающей среде
[…] Объект. Презентация семинара по непреднамеренному производству ПХД в красках и пигментах.