Вес и размеры отводов ГОСТ 17375-2001 стальных.
СПЕЦПРОМРЕЗЕРВ > Каталог > Вес и размеры отводов стальных ГОСТ 17375-01
ООО «Спецпромрезерв» имеет возможность производства отводов стальных крутоизогнутых по ГОСТ 17375-2001. Также осуществляется поставка отводов подконтрольных органам надзора «П». Отводы стальные бесшовные изготавливаются из труб методами штамповки или протяжки по рогообразному сердечнику из стали марок: 20, 09Г2С, 13ХФА, 15ГС, 17Г1С, 15Х5М, 12Х18Н10Т (08Х18Н10Т), 10Х17Н13М2Т и т.д..
Возможно изготовление и поставка отводов исполнения 1 и 2 с геометрическими размерами, отсутствующими в таблице (см. ниже). Кроме того возможно изготовление и поставка отводов с увеличенной толщиной стенки с углами изгиба θ = 45°, 60°, 90° и 180°, а также по чертежам и эскизам заказчика.
DN — условный проход;
D – наружный диаметр по торцам отвода;
T — толщина стенки отвода по торцам наружного диаметра;
Tв – толщина стенки отводов в не торцевых сечениях;
С — размер между центрами торцов отводов с углом 180°;
В — размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с углом 180°;
F — размер между плоскостью одного торца и центром другого торца отводов с углом 90°;
Н — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 45°;
R — радиус кривизны осевой линии (радиус изгиба) отводов;
W — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 60°.
Оформить запрос на изготовление и поставку продукции на возможно сайте или по тел.: +7(987)744-11-11.
Отводы стальные ГОСТ 17375-01 исполнение 1
| DN | D | T | F=R | H | C | B | Масса отвода, кг | ||
|---|---|---|---|---|---|---|---|---|---|
| 45° | 90° | 180° | |||||||
| 15 | 21,3 | 2,0 | 28 | 14 | 56 | 38 | 0,02 | 0,04 | 0,08 |
| 3,2 | 0,03 | 0,06 | 0,12 | ||||||
| 4,0 | 0,04 | 0,07 | 0,14 | ||||||
| 20 | 26,9 | 2,0 | 29 | 14 | 58 | 43 | 0,03 | 0,06 | 0,11 |
| 3,2 | 0,04 | 0,08 | 0,17 | ||||||
| 4,0 | 0,06 | 0,10 | 0,20 | ||||||
| 25 | 33,7 | 2,3 | 38 | 18 | 76 | 56 | 0,05 | 0,11 | 0,21 |
| 3,2 | 0,08 | 0,16 | 0,32 | ||||||
| 4,5 | 0,09 | 0,19 | 0,38 | ||||||
| 32 | 42,4 | 2,6 | 48 | 23 | 96 | 69 | 0,10 | 0,19 | 0,39 |
| 3,6 | 0,13 | 0,26 | 0,52 | ||||||
| 5,0 | 0,17 | 0,35 | 0,60 | ||||||
| 40 | 48,3 | 2,6 | 57 | 29 | 114 | 82 | 0,13 | 0,26 | 0,53 |
| 3,6 | 0,18 | 0,36 | 0,72 | ||||||
| 5,0 | 0,24 | 0,47 | 0,95 | ||||||
| 50 | 60,3 | 2,9 | 76 | 35 | 152 | 106 | 0,25 | 0,50 | 0,99 |
| 4,0 | 0,33 | 0,67 | 1,30 | ||||||
| 5,6 | 0,50 | 0,89 | 1,80 | ||||||
| 65 | 76,1 | 2,9 | 95 | 44 | 190 | 133 | 0,40 | 0,79 | 1,60 |
| 5,0 | 0,72 | 1,50 | 2,90 | ||||||
| 7,1 | 0,90 | 1,80 | 3,60 | ||||||
| 80 | 88,9 | 3,2 | 114 | 51 | 228 | 159 | 0,60 | 1,20 | 2,40 |
| 5,6 | 1,00 | 2,10 | 4,10 | ||||||
| 8,0 | 1,40 | 2,80 | 5,70 | ||||||
| 100 | 114,3 | 3,6 | 152 | 64 | 304 | 210 | 1,20 | 2,40 | 4,70 |
| 6,3 | 2,00 | 4,00 | 8,00 | ||||||
| 8,8 | 2,80 | 5,40 | 11,00 | ||||||
| 125 | 139,7 | 4,0 | 190 | 79 | 380 | 260 | 2,00 | 4,00 | 8,00 |
| 6,3 | 3,10 | 6,20 | 12,00 | ||||||
| 10,0 | 4,80 | 9,60 | 19,00 | ||||||
| 150 | 168,3 | 4,5 | 229 | 95 | 457 | 313 | 3,20 | 6,50 | 13,00 |
| 7,1 | 5,10 | 10,00 | 20,00 | ||||||
| 11,0 | 7,70 | 15,00 | 31,00 | ||||||
| 200 | 219,1 | 6,3 | 305 | 127 | 610 | 414 | 8,00 | 16,00 | 32,00 |
| 8,0 | 9,90 | 20,00 | 40,00 | ||||||
| 12,5 | 14,00 | 31,00 | 61,00 | ||||||
| 250 | 273,0 | 6,3 | 381 | 159 | 762 | 518 | 12,00 | 25,00 | 50,00 |
| 10,0 | 19,00 | 39,00 | 78,00 | ||||||
| 300 | 323,9 | 7,1 | 457 | 190 | 914 | 619 | 20,00 | 40,00 | 80,00 |
| 10,0 | 28,00 | 56,00 | 111,00 | ||||||
| 350 | 355,6 | 8,0 | 533 | 222 | 1066 | 711 | 24,00 | 57,00 | 114,00 |
| 11,0 | 39,00 | 78,00 | 156,00 | ||||||
| 400 | 406,4 | 8,8 | 610 | 254 | 1220 | 813 | 41,00 | 82,00 | 165,00 |
| 12,5 | 58,00 | 117,00 | 234,00 | ||||||
| 450 | 457,0 | 10,0 | 686 | 286 | 1372 | 914 | 59,00 | 119,00 | 237,00 |
| 500 | 508,0 | 11,0 | 762 | 318 | 1524 | 1016 | 81,00 | 162,00 | 323,00 |
| 600 | 610,0 | 12,5 | 914 | 381 | 1828 | 1219 | 133,00 | 266,00 | 531,00 |
| 700 | 711,0 | — | 1067 | 444 | 2134 | 1422 | — | — | — |
| 800 | 813,0 | — | 1219 | 507 | 2238 | — | — | — | — |
| 900 | 914,0 | — | 1372 | 570 | 2744 | — | — | — | — |
| 1000 | 1016,0 | — | 1524 | 634 | 3048 | — | — | — | — |
Отводы стальные ГОСТ 17375-01 исполнение 2
| DN | D | T | Строительная длина, мм | Масса отвода, кг | Номинальное давление, РN, МПа | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F=R | W | H | C | B | θ=90° | θ=60° | θ=45° | θ=180° | ст. 20 20 | 09Г2С | |||
| 50 | 57 | 3.0 | 75 | 43 | 30 | 150 | 104 | 0.5 | 0.3 | 0.2 | 1.0 | 8.0 | 10.0 |
| 3.5 | 0.6 | 0.4 | 0.3 | 1.2 | 10.0 | 12.5 | |||||||
| 4.0 | 0.7 | 0.5 | 0.3 | 1.4 | 12.5 | 12.5 | |||||||
| 5.0 | 0.8 | 0.5 | 0.4 | 1.6 | 16.0 | 16.0 | |||||||
| 6.0 | 1.0 | 0.7 | 0.5 | 2.0 | 16.0 | 16.0 | |||||||
| 65 | 76 | 3.5 | 100 | 57 | 41 | 200 | 138 | 1.0 | 0.7 | 0.5 | 2.0 | 8.0 | 8.0 |
| 4.0 | 1.1 | 0.7 | 0.6 | 2.2 | 8.0 | 10. 0 0 | |||||||
| 5.0 | 1.4 | 0.9 | 0.7 | 2.8 | 10.0 | 12.5 | |||||||
| 6.0 | 1.7 | 1.1 | 0.8 | 3.4 | 12.5 | 16.0 | |||||||
| 8.0 | 2.2 | 1.5 | 1.1 | 4.4 | 16.0 | 16.0 | |||||||
| 80 | 89 | 3.5 | 120 | 69 | 50 | 240 | 165 | 1.4 | 0.9 | 0.7 | 2.8 | 6.3 | 8.0 |
| 4.0 | 1.5 | 1.0 | 0.8 | 3.0 | 8.0 | 8.0 | |||||||
| 5.0 | 1.9 | 1.3 | 0.9 | 3.8 | 10.0 | 12.5 | |||||||
| 6.0 | 2.3 | 1.5 | 1.1 | 4.6 | 10.0 | 12.5 | |||||||
| 7.0 | 2.7 | 1.8 | 1.4 | 5.4 | 12.5 | 16.0 | |||||||
| 8.0 | 3.0 | 2.0 | 1.5 | 6.0 | 16. 0 0 | 16.0 | |||||||
| 100 | 108 | 3.5 | 150 | 87 | 62 | 300 | 204 | 2.2 | 1.5 | 1.1 | 4.4 | 4.0 | 6.3 |
| 4.0 | 2.5 | 1.7 | 1.2 | 5.0 | 6.3 | 8.0 | |||||||
| 5.0 | 3.1 | 2.1 | 1.6 | 6.2 | 8.0 | 8.0 | |||||||
| 6.0 | 3.6 | 2.4 | 1.8 | 7.2 | 10.0 | 10.0 | |||||||
| 7.0 | 4.1 | 2.7 | 2.0 | 8.2 | 10.0 | 10.0 | |||||||
| 8.0 | 4.7 | 3.1 | 2.4 | 9.4 | 12.5 | 12.5 | |||||||
| 9.0 | 5.3 | 3.5 | 2.6 | 10.6 | 12.5 | 12.5 | |||||||
| 10.0 | 5.8 | 3.9 | 2.9 | 11.6 | 16.0 | 16.0 | |||||||
| 114 | 3.5 | 207 | 2. 2 2 | 1.5 | 1.1 | 4.4 | 4.0 | 6.3 | |||||
| 4.0 | 2.6 | 1.7 | 1.3 | 5.2 | 6.3 | 6.3 | |||||||
| 5.0 | 3.3 | 2.2 | 1.6 | 6.6 | 6.3 | 8.0 | |||||||
| 6.0 | 3.8 | 2.5 | 1.9 | 7.6 | 8.0 | 10.0 | |||||||
| 7.0 | 4.4 | 2.9 | 2.2 | 8.8 | 10.0 | 12.5 | |||||||
| 8.0 | 5.0 | 3.3 | 2.5 | 10.0 | 12.5 | 12.5 | |||||||
| 9.0 | 5.7 | 3.8 | 2.9 | 11.4 | 12.5 | 16.0 | |||||||
| 10.0 | 6.1 | 4.1 | 3.0 | 12.2 | 16.0 | 16.0 | |||||||
| 125 | 133 | 4.0 | 190 | 110 | 79 | 380 | 257 | 3.8 | 2.5 | 1.9 | 7.6 | 6.3 | 6.3 |
5. 0 0 | 4.8 | 3.2 | 2.4 | 9.6 | 8.0 | 8.0 | |||||||
| 6.0 | 5.7 | 3.8 | 2.9 | 11.4 | 8.0 | 10.0 | |||||||
| 8.0 | 7.4 | 4.9 | 3.7 | 14.8 | 12.5 | 12.5 | |||||||
| 10.0 | 9.1 | 6.1 | 4.5 | 18.2 | 12.5 | 12.5 | |||||||
| 12.0 | 11.0 | 7.3 | 5.5 | 22.0 | 16.0 | 16.0 | |||||||
| 150 | 159 | 4.5 | 225 | 130 | 93 | 450 | 305 | 6.1 | 4.1 | 3.0 | 12.2 | 4.0 | 4.0 |
| 5.0 | 6.7 | 4.5 | 3.4 | 13.4 | 4.0 | 6.3 | |||||||
| 6.0 | 8.1 | 5.4 | 4.0 | 16.2 | 6.3 | 8.0 | |||||||
| 8.0 | 11.0 | 7.3 | 5.5 | 22.0 | 8.0 | 10. 0 0 | |||||||
| 10.0 | 13.0 | 8.7 | 6.5 | 26.0 | 10.0 | 12.5 | |||||||
| 12.0 | 16.0 | 10.7 | 8.0 | 32.0 | 12.5 | 16.0 | |||||||
| 168 | 6.0 | 8.5 | 5.7 | 4.2 | 17.0 | 6.3 | 6.3 | ||||||
| 8.0 | 11.2 | 7.5 | 5.6 | 22.4 | 8.0 | 10.0 | |||||||
| 10.0 | 14.0 | 9.3 | 7.0 | 28.0 | 10.0 | 12.5 | |||||||
| 12.0 | 16.0 | 10.7 | 8.0 | 32.0 | 12.5 | 12.5 | |||||||
| 200 | 219 | 5.0 | 300 | 173 | 124 | 600 | 410 | 13.0 | 8.7 | 6.5 | 26.0 | 4.0 | 4.0 |
| 6.0 | 15.0 | 10.0 | 7.5 | 30.0 | 4.0 | 6.3 | |||||||
| 7.0 | 17. 0 0 | 11.3 | 8.5 | 34.0 | 4.0 | 6.3 | |||||||
| 8.0 | 20.0 | 13.3 | 10.0 | 40.0 | 6.3 | 8.0 | |||||||
| 10.0 | 25.0 | 16.7 | 12.5 | 50.0 | 8.0 | 8.0 | |||||||
| 12.0 | 29.0 | 19.3 | 14.5 | 58.0 | 10.0 | 10.0 | |||||||
| 14.0 | 34.0 | 22.7 | 17.0 | 68.0 | 10.0 | 12.5 | |||||||
| 16.0 | 39.0 | 26.0 | 19.5 | 78.0 | 12.5 | 12.5 | |||||||
| 18.0 | 44.0 | 29.3 | 22.0 | 88.0 | 16.0 | 16.0 | |||||||
| 250 | 273 | 7.0 | 375 | 217 | 155 | 750 | 512 | 27.0 | 18.0 | 13.5 | 54.0 | 4.0 | 4.0 |
| 8.0 | 31.0 | 20.7 | 15.5 | 62. 0 0 | 4.0 | 6.3 | |||||||
| 9.0 | 35.0 | 23.3 | 17.5 | 70.0 | 4.0 | 6.3 | |||||||
| 10.0 | 39.0 | 26.0 | 19.5 | 78.0 | 6.3 | 6.3 | |||||||
| 12.0 | 46.0 | 30.7 | 23.0 | 92.0 | 8.0 | 8.0 | |||||||
| 14.0 | 54.0 | 36.0 | 27.0 | 108.0 | 8.0 | 10.0 | |||||||
| 16.0 | 61.0 | 40.7 | 30.5 | 122.0 | 10.0 | 10.0 | |||||||
| 18.0 | 70.0 | 46.7 | 35.0 | 140.0 | 10.0 | 12.5 | |||||||
| 20.0 | 78.0 | 52.0 | 39.0 | 156.0 | 12.5 | 12.5 | |||||||
| 22.0 | 85.0 | 56.7 | 42.5 | 170.0 | 12.5 | 16.0 | |||||||
| 300 | 325 | 7.0 | 450 | 260 | 186 | 900 | 613 | 39. 0 0 | 26.0 | 19.5 | 78.0 | 4.0 | 4.0 |
| 8.0 | 45.0 | 30.0 | 22.5 | 90.0 | 4.0 | 4.0 | |||||||
| 9.0 | 50.0 | 33.3 | 25.0 | 100.0 | 4.0 | 4.0 | |||||||
| 10.0 | 56.0 | 37.3 | 28.0 | 112.0 | 4.0 | 6.3 | |||||||
| 12.0 | 66.0 | 44.0 | 33.0 | 132.0 | 6.3 | 6.3 | |||||||
| 14.0 | 77.0 | 51.3 | 38.5 | 154.0 | 8.0 | 8.0 | |||||||
| 16.0 | 87.0 | 58.0 | 43.5 | 174.0 | 8.0 | 10.0 | |||||||
| 18.0 | 96.0 | 64.0 | 48.0 | 192.0 | 10.0 | 10.0 | |||||||
| 20.0 | 107.0 | 71.3 | 53.5 | 214.0 | 10.0 | 12.5 | |||||||
| 22.0 | 118.0 | 78.7 | 59.0 | 236.0 | 12.5 | 12.5 | |||||||
| 24.0 | 130.0 | 86. 7 7 | 65.0 | 260.0 | 12.5 | 12.5 | |||||||
| 26.0 | 141.0 | 94.0 | 70.5 | 282.0 | 16.0 | 16.0 | |||||||
| 28.0 | 150.0 | 100.0 | 75.0 | 300.0 | 16.0 | 16.0 | |||||||
| 350 | 377 | 9.0 | 525 | 303 | 217 | 1050 | 714 | 68.0 | 45.3 | 34.0 | 136.0 | 4.0 | 4.0 |
| 10.0 | 75.0 | 50.0 | 37.5 | 150.0 | 4.0 | 4.0 | |||||||
| 12.0 | 90.0 | 60.0 | 45.0 | 180.0 | 4.0 | 6.3 | |||||||
| 14.0 | 104.0 | 69.3 | 52.0 | 208.0 | 6.3 | 10.0 | |||||||
| 16.0 | 119.0 | 79.3 | 59.5 | 238.0 | 6.3 | 10.0 | |||||||
| 18.0 | 133.0 | 88.7 | 66.5 | 266. 0 0 | 8.0 | 10.0 | |||||||
| 20.0 | 147.0 | 98.0 | 73.5 | 294.0 | 10.0 | 10.0 | |||||||
| 22.0 | 161.0 | 107.3 | 80.5 | 322.0 | 10.0 | 12.5 | |||||||
| 24.0 | 175.0 | 116.7 | 87.5 | 350.0 | 12.5 | 12.5 | |||||||
| 26.0 | 188.0 | 125.3 | 94.0 | 376.0 | 12.5 | 12.5 | |||||||
| 28.0 | 201.0 | 134.0 | 100.5 | 402.0 | 16.0 | 16.0 | |||||||
| 30.0 | 214.0 | 142.7 | 107.0 | 428.0 | 16.0 | 16.0 | |||||||
| 32.0 | 228.0 | 152.0 | 114.0 | 456.0 | 16.0 | 16.0 | |||||||
| 400 | 426 | 8.0 | 600 | 346 | 248 | 1200 | 813 | 78.0 | 52.0 | 39.0 | 156.0 | 4. 0 0 | 4.0 |
| 9.0 | 87.0 | 58.0 | 43.5 | 174.0 | 4.0 | 4.0 | |||||||
| 10.0 | 97.0 | 64.7 | 48.5 | 194.0 | 4.0 | 4.0 | |||||||
| 12.0 | 117.0 | 78.0 | 58.5 | 234.0 | 4.0 | 4.0 | |||||||
| 14.0 | 135.0 | 90.0 | 67.5 | 270.0 | 4.0 | 6.3 | |||||||
| 16.0 | 154.0 | 102.7 | 77.0 | 308.0 | 6.3 | 8.0 | |||||||
| 18.0 | 173.0 | 115.3 | 86.5 | 346.0 | 6.3 | 8.0 | |||||||
| 20.0 | 192.0 | 128.0 | 96.0 | 384.0 | 6.3 | 8.0 | |||||||
| 22.0 | 210.0 | 140.0 | 105.0 | 420.0 | 10.0 | 10.0 | |||||||
| 24.0 | 230.0 | 153.3 | 115.0 | 460.0 | 10.0 | 10.0 | |||||||
| 26.0 | 249.0 | 166.0 | 124.5 | 498.0 | 12. 5 5 | 12.5 | |||||||
| 28.0 | 268.0 | 178.7 | 134.0 | 536.0 | 12.5 | 12.5 | |||||||
| 30.0 | 286.0 | 190.7 | 143.0 | 572.0 | 12.5 | 16.0 | |||||||
| 32.0 | 306.0 | 204.0 | 153.0 | 612.0 | 16.0 | 16.0 | |||||||
| 34.0 | 324.0 | 216.0 | 162.0 | 648.0 | 16.0 | 16.0 | |||||||
| 500 | 530 | 9.0 | 750 | 433 | 310 | 1500 | 1015 | 138.0 | 92.0 | 69.0 | 276.0 | 2.5 | 2.5 |
| 10.0 | 153.0 | 102.0 | 76.5 | 306.0 | 4.0 | 4.0 | |||||||
| 12.0 | 183.0 | 122.0 | 91.5 | 366.0 | 4.0 | 4.0 | |||||||
| 14.0 | 212.0 | 141.3 | 106.0 | 424.0 | 4.0 | 6. 3 3 | |||||||
| 16.0 | 242.0 | 161.3 | 121.0 | 484.0 | 6.3 | 8.0 | |||||||
| 18.0 | 270.0 | 180.0 | 135.0 | 540.0 | 6.3 | 8.0 | |||||||
| 20.0 | 298.0 | 198.7 | 149.0 | 596.0 | 10.0 | 10.0 | |||||||
| 28.0 | 413.0 | 275.3 | 206.5 | 826.0 | 12.5 | 12.5 | |||||||
| 700 | 720 | 9.0 | 1000 | 577 | 404 | 2000 | 1360 | 248.0 | 165.3 | 124.0 | 82.7 | 2.5 | 2.5 |
| 10.0 | 275.0 | 183.3 | 137.5 | 91.7 | 2.5 | 2.5 | |||||||
| 12.0 | 329.0 | 219.3 | 164.5 | 109.7 | 2.5 | 2.5 | |||||||
| 14.0 | 383.0 | 255.3 | 191.5 | 127.7 | 4.0 | 4.0 | |||||||
16. 0 0 | 436.0 | 290.7 | 218.0 | 145.3 | 4.0 | 6.3 | |||||||
| 18.0 | 489.0 | 326.0 | 244.5 | 163.0 | 4.0 | 6.3 | |||||||
| 20.0 | 542.0 | 361.3 | 271.0 | 180.7 | 6.3 | 8.0 | |||||||
| 800 | 820 | 9.0 | 1200 | 693 | 485 | 2400 | 1610 | 339.0 | 226.0 | 169.5 | 113.0 | 2.5 | 2.5 |
| 10.0 | 376.0 | 250.7 | 188.0 | 125.3 | 2.5 | 2.5 | |||||||
| 12.0 | 450.0 | 300.0 | 225.0 | 150.0 | 2.5 | 2.5 | |||||||
Отводы стальные по ГОСТ 17375-01 — Примеры условных обозначений
1.) Отвод с углом θ = 90°, исполнения 2, D = 273 мм, Т = 7,0 мм из стали марки 12Х18Н10Т:
Отвод 90-273×7-12Х18Н10Т ГОСТ 17375-2001
2. ) Отвода с углом θ = 45°, исполнения 2, D = 159 мм, Т = 4,0 мм, Тв = 6,0 мм из стали марки 20:
) Отвода с углом θ = 45°, исполнения 2, D = 159 мм, Т = 4,0 мм, Тв = 6,0 мм из стали марки 20:
Отвод 45-159×4/6 ГОСТ 17375-2001
3.) Отвод с углом θ = 90°, исполнения 2, D = 57 мм, Т = 5,0 мм из стали марки 09Г2С:
Отвод 90-57×5-09Г2С ГОСТ 17375-2001
4.) то же, для трубопроводов, подконтрольных органам надзора:
Отвод П90-57×5-09Г2С ГОСТ 17375-2001
Оформить запрос на изготовление и поставку продукции на возможно сайте или по тел.: +7(987)744-11-11
Стальные отводы ГОСТ 17375 – маркировка и применение
19 ноября 2020, 09:52
Отвод стальной предназначен для монтажа труб в местах поворота, изгиба, изменения их диаметра. Отвечает нормативным документам ГОСТ и при подборе на участок должен соответствовать требованиям проектной документации. Как расшифровать маркировку, из каких сталей изготавливаются и какие виды вы можете приобрести у компании «ОНИКС» — читайте в статье.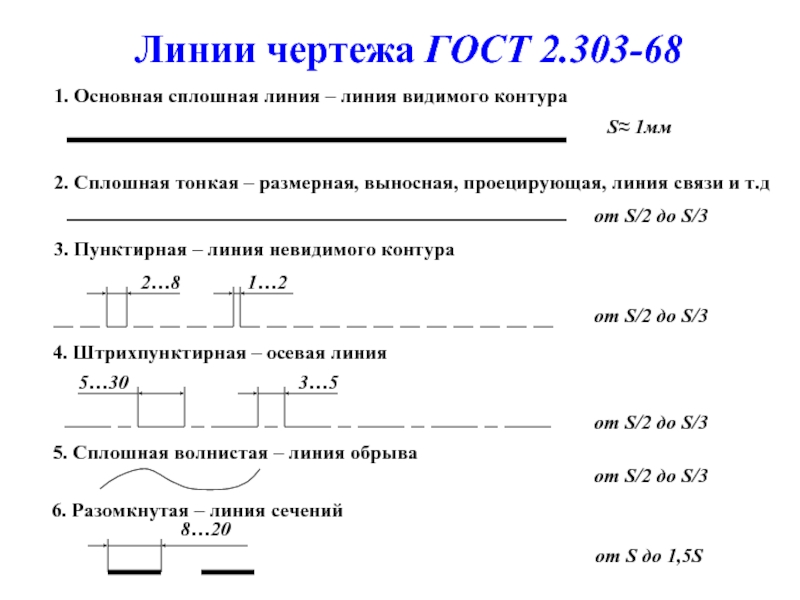
Отводы это элемент трубопровода, предназначенный для смены направления движения рабочего потока. Область применения обширна, их используют в системах трубопровода: нефтяных, газовых, химических, в области ЖКХ. Стальные крутоизогнутые отводы изготавливают методом горячего и холодного штампования. В качестве основных материалов используют различные марки стали. Существует много разновидностей отводов, мы продаем отводы крутоизогнутые, они пользуются большим спросом на рынке. Компания «ОНИКС» производит отводы из марок стали: 09Г2С, 12Х18Н10Т, 10Х17Н13МТ, сталь 20.
Главное при изготовлении отводов соблюсти все параметры по ГОСТ и обеспечить правильное хранение.
Отводы крутоизогнутые подчиняются ГОСТ 17375-01 (3D R≈1,5 Dу) и 30753-01 (2D R ≈ Dу). В чем отличие? Радиус изгиба или радиус кривизны осевой линии, а значит и строительная высота отводов изготовленных по ГОСТ 30753-01 меньше чем у отводов изготовленных по ГОСТ 17375-01, в этом и есть отличие. Отводы крутоизогнутые изготавливаются под углами в 30, 45, 60, 90, а также 180 градусов (калачи). По аналогии с переходами, 1 исполнение отводов подходит к трубам немецкого стандарта DIN, а 2 исполнение предназначено для труб российского стандарта ГОСТ. Давление, с которым используют детали достигает 16 МПа. Температура использования отводов: от −70 до +450°С.
Отводы крутоизогнутые изготавливаются под углами в 30, 45, 60, 90, а также 180 градусов (калачи). По аналогии с переходами, 1 исполнение отводов подходит к трубам немецкого стандарта DIN, а 2 исполнение предназначено для труб российского стандарта ГОСТ. Давление, с которым используют детали достигает 16 МПа. Температура использования отводов: от −70 до +450°С.
Давайте рассмотрим маркировку, которая, согласно стандартам, требуется для нанесения на отводы. Маркировка стальных отводов ГОСТ 17375-01 включает последовательное перечисление параметров: ГОСТ, наружный диаметр трубы отвода, толщина стенки трубы в мм, материал изготовления/марка стали. Маркировка может быть нанесена методом чеканки, краской или наклеена на отвод.
Как изготавливают отводы?
Отводы изготавливаются методом штамповки или протяжки по рогообразному сердечнику. Такой метод горячей протяжки позволяет изготавливать отводы с единой толщиной стенки, а рогообразный сердечник точно совпадает геометрическим параметрам по ГОСТ. Отводы имеют незначительный радиус кривизны (1-1,5 условного диаметра) вследствие чего обладают небольшим весом и габаритами. Маркировка может быть нанесена методом чеканки, краской или наклеена на отвод. Места поворота в трубопроводе наиболее уязвимы и поэтому использование бесшовных отводов во много раз снижает риск возникновения аварийных ситуаций и позволяет применять для систем с высоким давлением.
Отводы имеют незначительный радиус кривизны (1-1,5 условного диаметра) вследствие чего обладают небольшим весом и габаритами. Маркировка может быть нанесена методом чеканки, краской или наклеена на отвод. Места поворота в трубопроводе наиболее уязвимы и поэтому использование бесшовных отводов во много раз снижает риск возникновения аварийных ситуаций и позволяет применять для систем с высоким давлением.
Где применяют отводы?
Область применения обширна, их используют в разных системах трубопровода. Например в магистральных, технологических и коммунально-сетевых трубопроводах. Отсюда следует, что отводы встречаются в нефтяных, газовых, химических отраслях, инженерных сетях и других отраслях промышленности. Например, в отрасли ЖКХ, отводы крутоизогнутые стальные широко применяются при строительстве теплотрасс, к ним как раз идеально подойдет отвод с плавным углом в 90 градусов, чтобы на месте поворота не присутствовало излишнего давления.
➥ Как рассчитать давление для стальных отводов, используя таблицы и формулы по ГОСТ?
Технический сериал ОНИКС о деталях трубопровода
 youtube.com/embed/T6JQ1okISwc” title=”YouTube video player” allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/T6JQ1okISwc” title=”YouTube video player” allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Компания «ОНИКС» поставляет приварные отводы стальные 1 исполнение ГОСТ 17375-01 под наружный диаметр трубы от 21,3 мм до 60,3 мм:
- из конструкционной стали 20 для транспорта малокоррозионных сред – вода, пар, нефтепродукты, природный газ;
- из коррозионностойкой криогенной нержавейки 12Х18Н10Т – для транспорта растворов кислот, щелочей, солей и других агрессивных продуктов.
Отводы типоразмеров, отличающихся от представленных в каталоге, можно заказать в индивидуальном порядке запрос менеджерам. Давление, с которым используют детали достигает 16 МПа. Температура использования отводов: от −70 до +450°С. Существует два типа отводов, которые отличаются друг от друга техническими характеристиками согласно нормативных стандартов. Отводы по типу 3 D имеют радиус изгиба (R) 1.
Чтобы заказать отводы, направьте запрос по электронной почте или позвоните менеджерам отдела продаж
➥ 8 (499) 673-38-38 Москва
➥ 8 (343) 384-38-38 Екатеринбург
➥ 8 (812) 328-38-38 Санкт-Петербург
➥ 8 (800) 555-38-83 Бесплатно по РФ
ЧИТАЙТЕ ТАКЖЕ
Черная сталь 09Г2С для крайнего Севера. Химический состав и механические свойства 22.12.2022
Сравнение допусков по шероховатости для исполнений фланцев двух стандартов: ГОСТ 33259-15 и ASME B 16.5 07.12.2022
Сравнение стали 10Х17Н13М2Т и 316Ti. Механические свойства и преимущества коррозионно-стойкого сплава 02.11.2022
Как расшифровываются марки сталей? Классификация марок сталей
19. 10.2022
10.2022
ГОСТ 30456-97 / Ауремо
ГОСТ Р 57283-2016
ГОСТ Р 56665-2015
ГОСТ Р 56667-2015
ГОСТ Р 56664-2015
ГОСТ Р 56666-2015
ГОСТ Р 56663-2015
ГОСТ Р 8.904-2015
ГОСТ Р 56656-2015
ГОСТ Р ИСО 4545-4-2015
ГОСТ Р ИСО 4545-1-2015
ГОСТ Р ИСО 20482-2015
ГОСТ Р 56186-2014
ГОСТ Р 55047-2012
ГОСТ Р 56187-2014
ГОСТ Р 56185-2014
ГОСТ Р 55043-2012
ГОСТ Р ИСО 10113-2014
ГОСТ ИСО 7800-2013
ГОСТ Р ИСО 148-1-2013
ГОСТ Р ИСО 7438-2013
ГОСТ Р 55807-2013
ГОСТ Р 55806-2013
ГОСТ Р 55805-2013
ГОСТ Р 55045-2012
ГОСТ Р 55044-2012
ГОСТ Р 55046-2012
ГОСТ Р 8.748-2011
ГОСТ Р 53966-2010
ГОСТ Р 53965-2010
ГОСТ Р 53568-2009
ГОСТ Р ИСО 2566-1-2009
ГОСТ Р ИСО 2566-2-2009
ГОСТ 31244-2004
ГОСТ Р 52889-2007
ГОСТ Р 53205-2008
ГОСТ Р 52891-2007
ГОСТ Р 53204-2008
ГОСТ Р 52890-2007
ГОСТ Р 53006-2008
ГОСТ 7564-97
ГОСТ 25.503-97
ГОСТ 18227-98
ГОСТ 14019-2003
ГОСТ 18661-73
ГОСТ 8.044-80
ГОСТ 17367-71
ГОСТ 2999-75
ГОСТ 9450-76
ГОСТ 22762-77
ГОСТ 22706-77
ГОСТ 23273-78
ГОСТ 10510-80
ГОСТ 3565-80
ГОСТ 8693-80
ГОСТ 3248-81
ГОСТ 8.
- гост-30456-97.pdf (334,38 КиБ)
ГОСТ 30456-97
ГОСТ 30456-97
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Металлопродукция
ЛИСТОВОЙ ПРОКАТ И ТРУБЫ СТАЛЬНЫЕ
Методы испытаний на ударную вязкость
Металлопродукция. Прокат стальной и трубы. Методы испытаний на ударный изгиб
ИСС 77.040.10
АХТУ 1309
Дата внедрения 2000−01−01
Предисловие
1 РАЗРАБОТАН Государственным научно-исследовательским и проектно-технологическим институтом промышленности (ГНИПИ) Межгосударственный технический комитет по стандартизации МТК 7
ВНЕСЕН в Государственный комитет Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 11 от 23 апреля 1997 г. ) Название штата
) Название штата
Стандартизация
3 Постановление Государственного комитета Российской Федерации по стандартизации и метрологии от 28. 04.1999 N 150 межгосударственный стандарт ГОСТ 30456-97, введенный непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 г.
04.1999 N 150 межгосударственный стандарт ГОСТ 30456-97, введенный непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 г.
4 ВВЕДЕН ВПЕРВЫЕ
5 ИЗДАНИЕ (октябрь 2002 г.) с изменениями (ИУС 9-2000)
100003
Область применения
Настоящий стандарт устанавливает методы испытаний образцов основного металла стальных труб диаметром 508 мм и толщиной стенки 7,5 мм и листа (далее лист) той же толщины для их изготовления.
Способ основан на разрушении пробоотборника одним ударом ударника свободнопадающего дротика вертикального копра (ВК) или маятникового копра при комнатной и пониженной температурах, как указано в нормативных документах на продукцию. Испытательный падающий груз (ИПГ) определяют количество вязкой составляющей в разрушенном образце в процентах.
2 Ссылки на нормативы
Настоящий стандарт содержит ссылки на следующие стандарты:
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
Параметры и характеристики
ГОСТ 9293-74 (ИСО 2435-73) Азот газообразный и жидкий. Технические условия
ГОСТ 12162-77 Углекислый газ твердый. Технические условия
ГОСТ 28498-90 Термометры жидкостно-стеклянные. Общие технические требования. Методы испытаний
3 Методы отбора проб и подготовка проб
3.1 а Образец (заготовка) для изготовления образцов трубы должен быть вырезан поперек продольной оси трубы в соответствии с рисунком 1.
Рисунок 1 — Схема вырезки образцов сварная труба со швом;
б — труба прямошовная сварная с двумя швами;в — труба спиральношовная; длина образца
Рисунок 1 — Схема вырезки образцов
3.2 Образец (заготовка) для изготовления образцов из листа должен быть вырезан поперек оси проката в первой четверти ширины листа.
3.3 Количество труб или листов, отобранных для испытаний, регламентированных нормативными документами на конкретную продукцию.
3.4 При вырезке образцов (заготовок) припуск на шов от линии реза до края образца должен быть не менее толщины листа или толщины стенки трубы для предохранения образца от воздействия тепла, но не менее 15 мм.
3.5 На поверхности и торцы образцов не допускаются наплывы и брызги расплавленного металла.
3.6 Вырежьте этикетку с идентификацией образца.
3.7 Редактировать образец из трубы выполнить статическую нагрузку. Прогиб после правки должен быть не более 2 мм по длине образца.
3.8 Из образцов изготавливают по два образца на одну температуру испытаний, если иное не указано в нормативных документах на продукцию.
3.9 возможно применение образцов с невирапиновой средней частью на длине 25-50 мм (невирапиновый образец), при этом оба конца образца рекомендуется ректифицировать одновременно.
При расхождении результатов, полученных при тестировании образцов ректифицированного препарата и невирапина в арбитражных судах, предпочтение отдается образцам невирапина.
3.10 Формы и размеры образцов для ИПГ должны соответствовать указанным на рисунке 2.
Рисунок 2 — Форма и размеры образца для ИПГ
— толщина стенки, мм
Рисунок 2 — Форма и размер образца для ИПГ
3. 11 Ступицу на образце выполнить методами штамповки и вырезки с соблюдением размеров, указанных на чертежах 2 и 2 b соответственно.
11 Ступицу на образце выполнить методами штамповки и вырезки с соблюдением размеров, указанных на чертежах 2 и 2 b соответственно.
Способ применения концентратора выбирают по согласованию с потребителем металлопродукции и изготовителем листа и труб.
Схематический чертеж приспособления для наложения ступицы вдавливанием и размеры рабочей части лопасти приведены на рисунке 3.
Рисунок 3 — Принципиальная схема приспособления для наложения ступицы на образец
1, 2 — траверсы стационарные и мобильные; 3 — нож; 4 — образец;
5 — штифт штифт; 6 — концевой выключатель
Рисунок 3 — принципиальная схема устройства для нанесения ступицы на образец
3.12 Толщина образцов из труб и листа соответствует полной толщине металла.
3.13 по согласованию изготовителя с потребителем металлические образцы из трубы или листа толщиной более 19 мм могут быть изготовлены уменьшенными до толщины 19 мм путем механической обработки одной или обеих сторон образца.
Шероховатость обрабатываемых поверхностей должна быть не более 20 мкм по ГОСТ 2789.
Допускается уменьшение толщины стенки на 19 мм при растачивании или точении трубы до вырезки образца.
4 Оборудование и материалы
4.1 Маятник и вертикальная копра со свободно падающим грузом с энергией, достаточной для разрушения образца одним ударом.
4.1.1 Набор образцов должен обеспечивать расположение втулки симметрично относительно полюсов, а ее ось должна совпадать с осевой линией ударника с точностью ±2 мм.
4.1.2 Образец должен быть размещен на опорах из копры и поддержан специальными опорами для предотвращения его бокового вращения при ударе в испытании.
4.1.3 Скорость бойка в момент удара образца должна быть не менее 5 м/с.
(поправка).
4.1.4 Основные размеры опор и бойка должны соответствовать указанным на рисунке 2.
4.2 Термостат, обеспечивает равномерное охлаждение, отсутствие агрессивной среды хладагента на образцах, снабжен средствами контроля температуры.
4.3 в качестве хладагента представляет собой смесь жидкого азота по ГОСТ 9293 или твердой двуокиси углерода по ГОСТ 12162 с испытательной незамерзающей нетоксичной жидкостью (например, спиртом этиловым) или парами жидкого азота.
4.4 Термометры с точностью до ±1 °С для измерения температуры охлаждающей среды, жидкого стекла по ГОСТ 28498 или другие приборы с такой же точностью.
5 испытание
5.1 Образцы помещают в баню-термостат с зазором между ними и стенками ванны не менее толщины образца.
Высота хладагента над образцом должна быть не менее толщины образца.
Для обеспечения равномерного охлаждения рекомендуется использовать смешение охлаждающей среды.
Контактирующая с образцом часть инструментов для извлечения образцов СОЖ должна охлаждаться одновременно с образцом.
При извлечении образцов из ванны уровень жидкости над оставшейся пробой должен быть не менее толщины образцов.
5.2 Температура охлаждающей ванны должна соответствовать температуре испытаний, установленной нормативными документами на изделия с точностью ±2 °С.
5.3 образцы толщиной 19 мм и менее после достижения установленной температуры выдерживают в ванне не менее 15 мин. Образцы толщиной более 19 мм выдерживают не менее 30 мин.
Если образцы постоянно испытывают более 10 с после извлечения из ванны, их необходимо переохладить до величины температуры, определяемой экспериментально.
5.4 После охлаждения образцов в парах жидкого азота их выдерживают в ванне термостата не менее 1 ч.
5.5, Образцы должны быть извлечены из банного термостата и уничтожены не более чем на 10 с. Если при охлаждении образец находился вне ванны более чем на 10 с перед разрушением, его следует снова поместить в ванну при заданной температуре не менее чем на 10 мин.
5.6 Образцы уменьшенной толщины по сравнению с толщиной стенки трубы или исходной толщиной листа должны испытываться при температуре ниже установленной на величину, указанную в таблице 1.
Таблица 1
| Номинальная толщина стенки трубы или листа, мм | Значение снижения температуры испытания, °С |
19 до 22 вкл. | 6 |
| СВ. 22 «29 « | 11 |
| «29» 40 « | 17 |
5.7 Образец устанавливают на опоры так, чтобы ударный молоток наносил удар со стороны, противоположной ступице.
5.8 После разрушения образца детали высушивают и доводят до комнатной температуры определяют количество вязкой составляющей.
6 обработка результатов
6.1 При подсчете количества вязкой составляющей в образцах излома толщиной до 19 мм включительно из рассмотрения исключают участки излома (толщины образца), прилегающие к втулке и месту удара бойка (рис. 4).
Рисунок 4 — Схема определения процентного содержания вязкой составляющей в разрушенном образце0002 Рисунок 4 — Схема определения процентного содержания вязкой составляющей в разрушенном образце
Для образцов толщиной более 19 мм исключаются участки по длине и по 19 мм с каждой стороны.
(поправка).
6. 2 Количество вязкой составляющей в трещине, в %, рассчитывают по формуле
2 Количество вязкой составляющей в трещине, в %, рассчитывают по формуле
, (1)
где — доля хрупкой составляющей в с учетом площади трещины.
6.3 Поверхностный вязкий излом характеризуется тусклым серым оттенком с характерными «ворсинками» и обычно располагается под углом к боковой поверхности образца.
Поверхность хрупкого разрушения в виде кристалла, без видимых признаков пластической деформации на поверхности разрушения. Области хрупкого разрушения обычно прилегают к основанию втулки и месту удара.
6.4 площадь хрупкого элемента определяют следующими способами:
6.4.1 Измерение площади хрупкого разрушения планиметром по фотографии или оптической проекции поверхности разрушения.
6.4.2 Визуальное сравнение поверхности излома эталонных образцов или фотографий, на которых заранее определена доля хрупкого компонента.
6.4.3 измерение размеров зон хрупкого разрушения и расчет их суммарной площади.
6.5 Измерение геометрических параметров участков излома, занятых хрупким компонентом, производят с допуском ±0,1 мм.
6.6 при применении метода 6.4.3 в зависимости от типа трещины могут быть использованы несколько способов определения количества вязкой составляющей (см. рисунок 4).
6.6.1 При полностью вязком изломе, кроме возможных пятен зоны хрупкого излома в длину или 19мм, примыкающей к надрезу и точке удара бойка, то определяется при 100% вязкости (рисунок 4).
6.6.2 Если излом полностью хрупкий (кристаллические края среза менее 0,5 мм), считается, что он имеет нулевой процент вязкой составляющей (рисунок 4 b ).
6.6.3 При смешанном изломе, когда излом в середине толщины хрупкого и прикрепленного к боковым поверхностям выступа образца среза более 0,5 мм, количество вязкой составляющей рассчитывают после определения трех ширин хрупкого зоны перелома (рис. 4 в ).
Количество вязкой составляющей в трещине, в %, рассчитывается по формуле
. (2)
(поправка).
6.6.4 Смешанный перелом с хрупким компонентом в виде языка с основанием в месте удара или на дне втулки.
Измерьте ширину хрупкой зоны в трех секциях на равных расстояниях от вершины языка (рис. 4 г ).
Количество вязкой составляющей в трещине, в %, рассчитывают по формуле
, (3)
где высота шпунта, мм.
— расчетная высота образца, мм.
6.6.5 смешанный излом (рисунок 4 д ), с отдельными хрупкими пятнами вокруг вязкой конструкции поперечного сечения образца, количество вязкой составляющей в изломе, в %, рассчитывают по формуле
, (4)
где – площадь каждого пятна, мм.
Хрупкая площадь каждого пятна определяется как половина суммы квадратов, вписанных и описанных в основные геометрические фигуры (круг, прямоугольник или треугольник).
(поправка).
6.7 Точность определения доли вязкой составляющей в трещине по настоящему стандарту находится в пределах ±3% при доверительной вероятности =95%.
6.8 Округление расчетного количества вязкой составляющей производит до 5%.
6.9 Если в процессе испытаний обнаружено несоблюдение температурного режима, неравномерность установки образца на опорах копра, несоосность приложения нагрузки относительно оси ступицы и другие нарушения работы копра, а также если образец имеет дефекты металла или плохо подготовлен, независимо от того, обнаружены ли они до или после разрушения образца, результаты испытаний признаются недействительными и проводят повторные испытания на том же количестве образцов.
6.10 Исходная выборка данных, все расчеты по количеству вязкой составляющей в разрушенной пробе заносятся в журнал работ и хранятся в нем в течение трех лет. Результаты испытаний заносятся в протокол, форма которого приведена в Приложении А.
Приложение А (рекомендуется). Форма протокола испытаний
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ПРОТОКОЛ N
Образцы для испытаний на ударный изгиб свободно падающего груза
Тип копра
Максимальное количество энергии удара при испытании
Высота подъема (женщины)
Скорость маятника (женщины) в момент удара
Форма и размеры испытания из металла, количество и наименование нормативного документа на него
Маркировка испытуемого материала
Дата проведения испытаний
Наименование организации, проводившей испытания
| Образец маркировки | Количество плавок | Номер партии | Толщина образца, мм | Температура испытания, °С | Количество вязкой составляющей, % | |
| каждая проба | среднее двух образцов | |||||
Заведующий лабораторией
Исполнитель
Текст документа проверен:
официальным изданием
М. : ИПК 9003 Сварка 900 Издательство стандартов
: ИПК 9003 Сварка 900 Издательство стандартов
Эксцентриковый редуктор из сверхтяжелой углеродистой стали по ГОСТ 17378 | Переходник из углеродистой стали
Item specifics
- Size
- DN 32-DN 500
- Material
- carbon steel, alloy steel
- Brand
- JS FITTINGS
- Thickness
- 2mm-26mm
- Вес
- 0,1–94 кг
- Внешний диаметр
- 38–530 мм
- Длина
Обзор
Описание
Сварной сверхтяжелый эксцентриковый редуктор из углеродистой стали по ГОСТ 17378
JS FITTINGS является ведущим производителем фитингов из углеродистой стали , фитингов из мягкой стали, трубных соединений ГОСТ СТАНДАРТ, трубных соединений в России . JS FITTING имеет множество дистрибьюторов в России, вы можете приобрести их на нашем заводе напрямую или у наших партнеров в России.
JS FITTING имеет множество дистрибьюторов в России, вы можете приобрести их на нашем заводе напрямую или у наших партнеров в России.
JS ФИТИНГИ Труба Переходники являются идеальным решением для малых и больших турбонагнетателей и могут выдерживать нагрузку, вибрацию и нагрев мощного уличного, драгового или трекового автомобиля. Наши фитинги для сварки встык, обычно называемые сварными фитингами или сварными фитингами, являются выбором производителя при изготовлении турбоколлекторов, сливных труб и выхлопных труб.
JS FITTINGS Длиннорадиусные и короткорадиусные колена 90°, колена 45°, переходники и тройники изготавливаются в соответствии со стандартом ГОСТ и проходят строгий контроль качества, тестирование и утверждение перед отгрузкой. Каждый приварной фитинг имеет скос под углом 37,5° на каждом конце, что облегчает сварку встык и обеспечивает правильную посадку.
Что такое переходная арматура?
В концентрическом переходнике , также известном как конический переходник, центр обоих концов находится на одной оси. Он поддерживает отметку центральной линии трубопровода. Когда центральные линии большей и меньшей трубы должны быть одинаковыми, используются концентрические переходники.
Он поддерживает отметку центральной линии трубопровода. Когда центральные линии большей и меньшей трубы должны быть одинаковыми, используются концентрические переходники.
Логистика продукции JS FITTINGS
Упаковка фитингов для стальных труб
В соответствии с требованиями рынка и нашей упаковочной фабрикой, JS FITTINGS предоставит наиболее подходящие упаковочные решения, используя поддоны, фанерные ящики, пластиковые тканые мешки, и т. д.
Погрузка в контейнеры
Не каждый может легко управлять погрузчиком, но работники JS FITTINGS обладают превосходными навыками вождения, что может гарантировать более короткое время погрузки.
Автоперевозки
JS FITTINGS – это сотрудничество с мощной и опытной экспедиторской компанией, которая может предоставить нам хорошие грузовики с опытными водителями.
Поездка в страну назначения на поезде
Компания JS FITTINGS старается забронировать ближайший поезд для всех нуждающихся клиентов.
Свяжитесь с JS FITTINGS, сейчас!
Если вы не нашли нужный товар, пожалуйста, свяжитесь с нами напрямую. | ||
Контакт | Лиза Ван | |
Электронная почта | admin@chinajsgj. | |