
Thermit строительные материалы (термит)
Экструзионный (экструдированный) пенополистирол (международная аббревиатура — XPS (Extruded Polystyrene Foam)) — многофункциональный теплоизоляционный материал, полученный методом экструзии из полистирола общего назначения. Он применяется для изготовления высокоэффективных экструзионных пенополистирольных плит THERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45; строительных плит THERMIT SP и сэндвич-панелей THERMIT S.
Экструзионный пенополистирол (XPS) производится методом экструзии. Его получают путём смешивания гранул полистирола общего назначения с гранулами красителя и модифицирующих добавок, при повышенной температуре и давлении с введением вспенивающего агента и последующим выдавливанием из экструдера. После экструзии, экструдат подвергается плавному охлаждению и конечной обработке. Вследствие высокотехнологичного производственного процесса, XPS обладает равномерной, закрытопористой структурой, с диаметром ячеек 0,1–0,2 мм, низкой теплопроводностью и высокими прочностными характеристиками.
Область применения
Плиты пенополистирольные, экструзионные THERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45 предназначены для использования в промышленном, жилищно-коммунальном и сельскохозяйственном строительстве, в качестве тепловой изоляции нулевых циклов, подвалов, стеновых ограждений, перекрытий, кровли и ликвидации «мостиков холода». Также, плиты применяются в холодильной промышленности, в строительстве автомобильных и железных дорог, при строительстве газо–нефтепродуктопроводов и аэродромов. Возможно осуществлять теплоизоляцию как строящихся, так и уже возведенных зданий и сооружений.
Применение экструдированных пенополистирольных плит THERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45 в качестве теплоизоляции позволяет значительно сэкономить энергию, затрачиваемую на обогрев утепляемых зданий, строений и сооружений; снизить массу строительных конструкций; сократить расход других строительных материалов и увеличить срок службы строительных конструкций.
Применение экструзионных пенополистирольных плит THERMIT в качестве теплоизоляционного слоя способствует повышению энергетической эффективности утепляемых зданий, строений и сооружений, что отвечает требованиям Федерального закона РФ №261-ФЗ «Об энергосбережении и о повышении энергетической эффективности». Таким образом, плиты экструзионные пенополистирольные THERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45 можно назвать высокоэффективным теплоизоляционным материалом.Экструзионные пенополистирольные плиты THERMIT химически инертны, не выделяют вредных для здоровья живых организмов веществ. Они полностью отвечают требованиям гигиены жилых и общественных помещений, в подтверждение чего, имеется соответствующее санитарно–эпидемиологическое заключение.

Thermit строительные материалы (термит)
1. Почему экструдированный пенополистирол стоит дороже обычных утеплителей — пенопласта, минваты?
Почему экструдированный пенополистирол стоит дороже обычных утеплителей — пенопласта, минваты?
Изучая цены на различные виды утеплителя, необходимо сравнивать не стоимость одного кубометра материала, а стоимость одного квадрата площади утепляемой поверхности. Теплоизоляционные плиты THERMIT XPS стоят дороже за кубометр, чем пенопласт или минвата, но при этом требуется значительно меньшая толщина материала, во многих случаях не требуется дополнительная гидроизоляция, ветрозащита. Все это приводит к тому, что стоимость утепления строительных конструкций ниже по сравнению с другими видами утеплителей, а прослужит THERMIT XPS намного дольше, не вызывая сложностей в эксплуатации.
Примите во внимание и то, что THERMIT XPS не набирает влагу, а значит, не снизит теплоизоляционных свойств со временем, в нем не появится грибок и плесень. Строительные конструкции, утепленные THERMIT XPS, прослужат значительно дольше, не требуя ремонта, а это также экономит время и деньги.
2. Везде ли допустимо применять теплоизоляцию THERMIT XPS?
Выбирая теплоизоляционный материал, необходимо определиться с тем, какие его свойства необходимы. Например, для утепления фундамента нужен прочный и влагостойкий материал, который не разрушится от воздействия грунта и подземных вод. Для утепления полой стены изнутри требуется материал, не подверженный проседанию, не набирающий влагу, не меняющий свойств со временем, так как ремонт в такой стене провести невозможно. Для утепления кровли требуется влаго- и паронепроницаемый материал, который к тому же не будет выдуваться ветром. Для утепления полов требуется материал с высокой прочностью на сжатие и ровной твердой поверхностью.
Прочность, влагостойкость, паронепроницаемость, устойчивость к атмосферным воздействиям — все это свойства плит из экструдированного пенополистирола THERMIT XPS. В гражданском и промышленном строительстве он находит множество сфер применения.
Экструдированный пенополистирол не следует применять в конструкции навесного вентилируемого фасада. Дело в том, что в системе вентфасада утеплитель и декоративная отделка крепятся на навесной каркас, при этом предусмотрен зазор для удаления паров и влаги. Применение XPS в такой конструкции невозможно из-за показателей горючести, так как загоревшийся утеплитель будет невозможно потушить доступными средствами. (XPS имеет показатель горючести Г3-Г4, а для вентилируемого фасада требуется НГ — несгораемый утеплитель).
В утеплении и отделке по типу «мокрого фасада» вместо теплоизоляционных плит THERMIT XPS лучше использовать строительную плиту THERMIT SP с нанесенным штукатурным слоем. Строительная плита THERMIT SP подходит как для утепления и отделки фасада под покраску или штукатурку («мокрый фасад»), утепления и отделки лоджии, отделки внутренних стен в помещении. Сам по себе экструдированный пенополистирол обладает низкой адгезией к клеевым и штукатурным смесям, а на строительную плиту THERMIT SP штукатурный слой и армирующая сетка нанесены промышленным способом.
То есть строительная плита THERMIT SP готова под финишное оштукатуривание или наклейку плитки, кафеля, мозаики и другого декора.

 То есть строительная плита THERMIT SP готова под финишное оштукатуривание или наклейку плитки, кафеля, мозаики и другого декора.
То есть строительная плита THERMIT SP готова под финишное оштукатуривание или наклейку плитки, кафеля, мозаики и другого декора.3. На что крепить теплоизоляцию THERMIT XPS?
В зависимости от сферы применения можно крепить плиты теплоизоляции THERMIT XPS на цементный, полиуретановый, акриловый клей (к стенам, фасаду, на лоджии). Следует применять клеи, пригодные для склеивания пенополистирола. Дополнительно можно укреплять дюбелями тарельчатого типа (если поверхность слишком неровная). Для ровной поверхности допускается крепление без клея и цемента, с помощью одних дюбелей.
При теплоизоляции фундамента или грунта плиты THERMIT XPS просто присыпаются землей. А над землей THERMIT XPS укрепляется дюбелями (5 штук на плиту 600*2500 мм). Дополнительно можно приклеивать THERMIT XPS к фундаменту холодной каучукобитумной мастикой. При использовании слоя гидроизоляции на битумно-полимерной основе клей для монтажа плит использовать не надо.
Следует подплавить битумный слой гидроизоляции в 4-6 точках и плотно прижать к нему плиты THERMIT XPS.При утеплении пола, чердачного перекрытия, инверсионной кровли плиты THERMIT XPS укладываются свободно, без механического крепления.
Подробнее о монтаже теплоизоляционных плит THERMIT XPS можно прочитать на сайте в разделе «Применение».

4. Как добиться плотного прилегания плит THERMIT XPS друг к другу?
Идеальная геометрия теплоизоляционных плит THERMIT XPS позволяет уложить их плотно друг к другу без образования зазоров. При монтаже в один слой используют плиты с L-образной кромкой, при монтаже в несколько слоев — с ровной кромкой, перекрывая один слой другим в шахматном порядке. Если используют плиты THERMIT XPS с ровной кромкой в один слой, тогда для плотного прилегания оставляют зазор в 1 см, а после монтажа смачивают края плит и заполняют монтажной пеной на основе пенополиуретана.

5. Как лучше утеплить промерзающие стены, если управляющая компания не собирается в ближайшее время проводить ремонт фасада?
Лучше всего утеплять стены снаружи. С точки зрения теплофизики, утепление снаружи — самое логичное и правильное решение. В этом случае наружная стена защищена от воздействия окружающей среды, не подвержена постоянному промерзанию и оттаиванию, что увеличивает сроки безремонтной эксплуатации здания. К тому же не теряется полезная площадь квартиры. Но для утепления помещения снаружи, если квартира находится на верхних этажах, потребуется нанимать промышленных альпинистов, что обходится дорого. Как правило, этот способ требует инициативы управляющей компании, чтобы проводить утепление фасада всего дома, а не отдельной квартиры.
Можно утеплить квартиру изнутри, но этот способ рекомендуется только как временная мера. В этом случае все работы можно выполнить самому, что, конечно, дешевле. Плиты теплоизоляции THERMIT XPS крепят к стене на цементный раствор, дополнительно закрепляя дюбелями.
При утеплении изнутри стены будут изолированы от помещения и более подвержены неблагоприятным воздействиям внешней среды, соответственно, будут разрушаться быстрее. Кроме того, мигрирующий из квартиры пар будет оседать на слое утеплителя, и стена под утеплителем будет намокать. Для предотвращения этого требуется смонтировать тщательную пароизоляцию со стороны квартиры.
Пароизоляция выполняется поверх плит THERMIT XPS из фольгированного полиэтилена толщиной 200 микрон, стыки пароизоляционных слоев проклеивают металлизированным скотчем. Сверху устанавливают каркас для финишной отделки — гипсокартон, дерево, интерьерные панели.

6. Можно ли утеплять деревянный дом плитами THERMIT XPS?
Можно, но требуется очень тщательно выполнить пароизоляцию с теплой стороны помещения. Дело в том, что паропроницаемость дерева выше, чем экструдированного пенополистирола, а значит, слой утеплителя не даст пару выходить наружу.
Чтобы избежать этого, изнутри помещения выполняют пароизоляцию из фольгированного полиэтилена толщиной 200 микрон, стыки пароизоляционных слоев проклеивают металлизированным скотчем. Сверху устанавливают каркас для финишной отделки — гипсокартон, дерево, интерьерные панели. Снаружи на фасад деревянного дома плиты THERMIT XPS крепят шурупами с прижимным диском, вплотную к брусу. Сверху устанавливают декоративную отделку — сайдинг, вагонку.
Для утепления и отделки по типу «мокрого фасада» лучше использовать строительные плиты THERMIT SP. Это сразу и утеплитель, и основа для декоративной отделки — штукатурки, плитки. На плиту THERMIT SP уже нанесен штукатурный слой с армирующей сеткой, то есть не потребуется возводить каркас для финишной отделки. Сразу на поверхность плит THERMIT SP можно клеить плитку, камень, наносить декоративный слой штукатурки. Загрунтовав поверхность, можно красить или клеить обои.
 При этом деревянная стена может намокать.
При этом деревянная стена может намокать.
7. Можно ли укладывать декоративное покрытие пола прямо на плиты теплоизоляции THERMIT XPS?
Нет, для равномерного распределения давления поверх плит THERMIT XPS требуется устройство цементно-песчаной стяжки толщиной не менее 4 см. Либо можно вместо цементно-песчаной стяжки постелить поверх плит THERMIT XPS в два слоя гипсоволокнистые листы толщиной 1 см.
Для создания ровного и прочного основания для “теплого пола”, для обеспечения влагостойкости покрытия во влажных помещениях мы рекомендуем для утепления использовать строительные плиты THERMIT SP. Они позволяют одновременно утеплить пол, обеспечить высокую несущую способность (под декоративную отделку) и уложить систему “теплого пола” прямо на поверхность плиты.
Строительные плиты THERMIT SP
1. На что крепить строительные плиты THERMIT SP?
Строительные плиты THERMIT SP крепятся к стене на цементный раствор.
При монтаже бескаркасной перегородки, душевой кабины строительные плиты вставляются в U-образный профиль на клеевой раствор.
 Дополнительно можно закреплять их дюбелями. Возможно крепление плит THERMIT SP на каркас с помощью саморезов (для возведения перегородок, выравнивания стен с большими перепадами по горизонтали и вертикали).
Дополнительно можно закреплять их дюбелями. Возможно крепление плит THERMIT SP на каркас с помощью саморезов (для возведения перегородок, выравнивания стен с большими перепадами по горизонтали и вертикали).2. Какие декоративные материалы используются для отделки строительной плиты THERMIT SP?
При выравнивании стен, утеплении лоджии, возведении перегородок или элементов интерьера с помощью строительной плиты THERMIT SP сразу после высыхания клеевого раствора можно облицовывать поверхность декоративным материалом. Это может быть кафель, мозаика, агломерат, искусственный и натуральный камень, дерево (вагонка, шпунтированная доска), пластиковые отделочные панели. Можно покрывать поверхность строительной плиты THERMIT SP декоративной штукатуркой, в том числе фактурной.
При монтаже строительной плиты THERMIT SP на пол можно устанавливать кафельную плитку, керамогранит, мозаику или камень с помощью клеевого раствора на поверхность плит. Стыки между плитами должны быть проклеены армирующей сеткой и водоизолирующей лентой. Для монтажа иного напольного покрытия (ковровое покрытие, линолеум, ламинат, паркет) требуется выполнить поверх плит THERMIT SP цементно-песчаную стяжку толщиной не менее 4 см, равномерно распределяющую давление.
 Можно наклеивать обои. Можно покрасить стену краской, предварительно нанеся грунтовку.
Можно наклеивать обои. Можно покрасить стену краской, предварительно нанеся грунтовку.3. Как утеплить промерзающие оконные откосы, если окно выполнено в форме арки?
Для утепления арочного оконного проема требуется выполнить арку соответствующей формы из строительной плиты THERMIT SP. Для этого нужно вырезать из строительной плиты THERMIT SP полосу, соответствующую ширине и длине откоса. Затем сделать надрезы шириной 4-5 мм дисковой пилой или тонким ножом, вынимая часть материала плиты.
Аналогично можно утеплять другие круглые и полукруглые конструкции на лоджии, балконе, фасаде здания.
 Теперь можно сгибать строительную плиту THERMIT SP так, чтобы обеспечить плотное прилегание к арочному оконному проему и устанавливать ее на клеевой раствор. После высыхания клея облицованный и утепленный арочный оконный откос готов к покрытию декоративным материалом.
Теперь можно сгибать строительную плиту THERMIT SP так, чтобы обеспечить плотное прилегание к арочному оконному проему и устанавливать ее на клеевой раствор. После высыхания клея облицованный и утепленный арочный оконный откос готов к покрытию декоративным материалом.Сэндвич-панели THERMIT S
1. Как обрабатывать и крепить сэндвич-панели THERMIT с покрытием из ПВХ?
Резать сэндвич-панели THERMIT S можно электролобзиком или дисковой пилой. При монтаже сэндвич-панелей на откосах используют оконный F-профиль или декоративные уголки и герметик белого цвета.
При необходимости можно крепить сэндвич-панели саморезами при помощи дрели либо шуруповерта. Для обеспечения привлекательного внешнего вида отверстия под саморезы предварительно необходимо прозинковать, шляпки саморезов закрыть белыми заглушками.

Thermit строительные материалы (термит)
Температура на поверхности пола во многом определяет, комфортно ли человеку в помещении. Для того, чтобы температура на поверхности пола не была ниже температуры воздуха в помещении более чем на 2 градуса, необходимо устройство эффективной теплоизоляции.
Также теплоизоляция полов позволяет устранить «мостики холода» в местах сопряжения стен и пола и повысить теплоемкость материала пола, снизив таким образом теплопотери.
Экструдированный пенополистирол THERMIT XPS прекрасно подходит для утепления пола, так как может выдерживать значительные нагрузки на сжатие, не деформируясь. В некоторых случаях применение THERMIT XPS позволяет не устанавливать дополнительную гидро- и пароизоляцию. Небольшая толщина плиты не «съедает» высоту помещения при теплоизоляции пола, а ее легкий вес и идеальная геометрия делают процесс укладки очень быстрым и простым.
Плиты THERMIT XPS подходят для:
- термозащиты полов первых этажей и полов по грунту;
- теплоизоляции и звукоизоляции полов промежуточных этажей;
- укладки «теплого пола», где обязательно наличие изолирующего слоя;
- термозащиты высоконагруженных полов: склады, автохозяйства, промышленные комплексы, ледовые арены.
Теплоизоляция пола первого этажа
При теплоизоляции полов по перекрытию над неотапливаемыми помещениями (пол первого этажа над подвалом) THERMIT XPS укладывается прямо на плиту перекрытия, так, чтобы стыки плит теплоизоляции не совпадали со стыками плит перекрытия. Сверху устраивают гидроизоляцию, затем цементно-песчаную стяжку, на которую уже укладывают покрытие пола.
Утепление пола первого этажа по бетонному основанию
1. Плита перекрытия. 2. Выравнивающий штукатурный слой. 3. THERMIT XPS. 4. Гидроизоляционный слой. 5. Цементно-песчаная стяжка. 6. Финишное покрытие пола.
Описание последовательности монтажа
- Выравнивают поверхность, чтобы не было неровностей более 5 мм.
- Укладывают плиты THERMIT XPS на плиту перекрытия, так, чтобы стыки плит теплоизоляции не совпадали со стыками плит перекрытия.
- Сверху делают гидроизоляцию из полиэтиленовой пленки.
- Заливают цементно-песчаную стяжку толщиной 40 мм. Вместо цементно-песчаной стяжки можно уложить два слоя гипсоволоконных листов (20 мм) вразбежку стыков, скрепляя между собой шурупами. Либо древесно-стружечную плиту толщиной не менее 18 мм.
- Укладывают финишное покрытие пола.
Для теплоизоляции пола по грунту (например, в коттедже без подвала) требуется предварительное уплотнение грунта и засыпка его слоем щебня и песка (либо укладка бетонной плиты). Далее укладывается слой плит THERMIT XPS, гидроизоляция и армированная цементно-песчаная стяжка, на которую укладывается покрытие пола.
Экструдированный пенополистирол THERMIT XPS прекрасно подходит для теплоизоляции пола, так как может выдерживать значительные нагрузки на сжатие, не деформируясь. Небольшая толщина плиты не «съедает» высоту помещения при теплоизоляции пола, а ее легкий вес и идеальная геометрия делают процесс укладки очень быстрым и простым.
Небольшая толщина плиты не «съедает» высоту помещения при теплоизоляции пола, а ее легкий вес и идеальная геометрия делают процесс укладки очень быстрым и простым.
Утепление пола первого этажа по грунту
1. Грунт. 2. Щебень. 3. Песок. 4. THERMIT XPS. 5. Гидроизоляционный слой. 6. Армированная цементно-песчаная стяжка. 7. Финишное покрытие пола.
Описание последовательности монтажа
- Уплотняют грунт (вместо уплотнения грунта и засыпки щебнем и песком можно уложить на грунт бетонную плиту).
- Засыпают слой щебня не менее 10 см и уплотняют.
- Засыпают песчаный слой не менее 10 см и уплотняют.
- Укладывают плиты THERMIT XPS.
- Сверху устраивают гидроизоляцию из полиэтиленовой пленки толщиной 200 микрон в два слоя.
- Заливают армированную цементно-песчаную стяжку толщиной 50 мм. Вместо цементно-песчаной стяжки можно уложить два слоя гипсоволоконных листов (20 мм) вразбежку стыков, скрепляя между собой шурупами. Либо древесно-стружечную плиту толщиной не менее 18 мм.
- Укладывают финишное покрытие пола.
 Либо древесно-стружечную плиту толщиной не менее 18 мм.
Либо древесно-стружечную плиту толщиной не менее 18 мм. Тёплые полы
«Теплый пол»-это комфортный обогрев помещения. В обычной квартире или загородном доме, в ванной или на лоджии, теплый пол очень востребован. С точки зрения физики, подогрев пола — очень логичное и грамотное решение, ведь теплый воздух поднимается вверх. К тому же человеку комфортнее, когда температура на поверхности пола выше, чем у головы человека, на 2–3 градуса.
При укладке «теплого пола» энергия должна отдаваться наверх, а для исключения ее рассеивания используют теплоизоляцию. Теплоизоляционный слой в конструкции «теплого пола» не дает теплу уходить по периметру пола и вниз, в перекрытие и потолок соседа. Если в помещении есть опасность увлажнения нагревательных элементов пола (ванная, кухня), требуется поверх теплоизоляции THERMIT XPS уложить слой полиэтиленовой пленки для гидроизоляции. Поверх полиэтиленовой пленки укладывают цементную стяжку с нагревательными элементами (согласно инструкции производителя «теплого пола»).
Теплоизоляция пола экструдированным пенополистиролом
THERMIT XPS при применении системы «теплого пола»1. Плита перекрытия. 2. THERMIT XPS. 3. Гидроизоляционный слой. 4. Цементная стяжка с нагревательными элементами 5. Финишное покрытие пола.
Описание последовательности монтажа
- Выравнивают поверхность, так, чтобы не было неровностей более 5 мм.
- Укладывают плиты THERMIT XPS на плиту перекрытия, так, чтобы стыки плит теплоизоляции не совпадали со стыками плит перекрытия.
- Если в помещении есть опасность увлажнения нагревательных элементов пола (ванная, кухня), требуется поверх теплоизоляции THERMIT XPS уложить слой полиэтиленовой пленки для гидроизоляции.
- Укладывают нагревательные элементы, затем заливают стяжку (согласно инструкции производителя «теплого пола»).
- Укладывают финишное покрытие пола.
лист | Thermit строительные материалы (термит)
12 апреля 2021 года
THERMIT XPS
| Ширина, мм | Длинна, мм | Марка | Толщина, мм | Цена, руб/м³ (в т.  ч. НДС) ч. НДС) |
|---|---|---|---|---|
| 590
| 1190
| THERMIT XPS 40 RN (Г4) | 50 | 10 235 |
| 100 | 10 350 | |||
| THERMIT XPS 35 (Г3) | 20 | 8 645 | ||
| 30 | 8 730 | |||
| 40 | 8 300 | |||
| 50 | 8 395 | |||
| 60 | 8 315 | |||
| 80 | 10 005 | |||
| 100 | 8 995 | |||
| THERMIT XPS 35 (Г4) | 20 | 8 010 | ||
| 30 | 8 190 | |||
| 40 | 8 055 | |||
| 50 | 8 035 | |||
| 60 | 8 130 | |||
| 80 | 8 130 | |||
| 100 | 8 455 | |||
| THERMIT XPS 45 | 50 | 10 980 | ||
| 100 | 10 880 | |||
| THERMIT XPS 40 (Г4) | 50 | 10 235 | ||
| 100 | 10 350 | |||
| 590 | 1190 | THERMIT XPS | 20 | 7 980 |
| 30 | 7 520 | |||
| 40 | 7 540 | |||
| 50 | 7 370 | |||
| 60 | 7 860 |
THERMIT XPS — высокоэффективная теплоизоляция для применения в строительстве и ремонте жилых, общественных и промышленных зданий и сооружений.
THERMIT EPS
| Ширина, мм | Длинна, мм | Марка | Плотность кг./м³ | Толщина, мм | Цена, руб/м³ (в т.ч. НДС) |
|---|---|---|---|---|---|
| 585 | 1185 | THERMIT ППС 15-Т-Б | не менее 15 | 50 | 4 125 |
| не менее 15 | от 100 | 4 025 | |||
| не менее 15 | от 160 | 3 925 | |||
1200 1000 | 1000 1200 | THERMIT ППС 6-Р-А | до 8 | 20-200 | 1 920 |
| THERMIT ППС 10-Р-А | 10 | 20-200 | 2 557 | ||
| THERMIT ППС 12-Р-А | 12,1 | 20-200 | 3 008 | ||
| THERMIT ППС 13-Р-А | 13 | 20-200 | 3 192 | ||
| THERMIT ППС 14-Р-А | 14 | 20-200 | 3 376 | ||
| THERMIT ППС 16-Р-А | 16,1 | 20-200 | 3 830 | ||
| THERMIT ППС 17-Р-А | 17 | 20-200 | 4 045 | ||
| THERMIT ППС 20-Р-А | 20,1 | 20-200 | 4 580 | ||
| THERMIT ППС 23-Р-А | 23 | 20-200 | 5 087 | ||
| THERMIT ППС 25-Р-А | 25 | 20-200 | 5 515 | ||
| THERMIT ППС 30-Р-А | 30,1 | 20-200 | 6 575 | ||
| THERMIT ППС 35-Р-А | 35 | 20-200 | 7 500 |
| № п/п | Наименование | Диаметр, мм | Цена (в т. ч. НДС) ч. НДС)руб/м3 |
|---|---|---|---|
| 1 | вспененные гранулы | 2,1 | 3 150 |
| 2 | 4,7 | 2 147 |
Примечание
- Цена указана при условии 100% предоплаты.
- Минимальный объем продаваемой партии товара
при условии доставки клиенту:- THERMIT EPS — 34 стандартных заводских упаковок;
- THERMIT PRIME — 45 заводских упаковков;
- вспененные гранулы EPS — 10 стандартных заводских упаковок (по 1,3 м3).
- THERMIT EPS — 3 стандартных заводских упаковок;
- THERMIT PRIME — 4 заводских упаковков;
- вспененные гранулы EPS — 1 заводская упаковка.
- Цена на продукцию нестандартных размеров рассматривается индивидуально.
THERMIT SP
| Ширина, мм | Длинна, мм | Марка | Толщина, мм | Цена, руб/м² (в т.  ч. НДС) ч. НДС) |
|---|---|---|---|---|
| 600 | 2500 | THERMIT SP N/1 | 12,5 | 805 |
| 20 | 860 | |||
| 30 | 950 | |||
| 40 | 1 037 | |||
| 50 | 1 097 | |||
| 80 | 1 493 | |||
| 100 | 1 639 | |||
| THERMIT SP N/2 | 12,5 | 1 083 | ||
| 20 | 1 139 | |||
| 30 | 1 231 | |||
| 40 | 1 308 | |||
| 50 | 1 418 | |||
| 80 | 1 763 | |||
| 100 | 1 910 | |||
| THERMIT SP L/1 | 50 | 1 213 | ||
| 80 | 1 566 | |||
| 90 | 1 670 | |||
| 100 | 1 731 | |||
| THERMIT SP L/2 | 50 | 1 486 | ||
| 80 | 1 842 | |||
| 90 | 1 972 | |||
| 100 | 2 002 |
THERMIT SP — строительные плиты на основе экструдированного пенополистирола (XPS) с односторонним (N/1, L/1) и двухсторонним (N/2, L/2) нанесением армирующей сетки и полимерцементного состава.
THERMIT S
| Ширина, мм | Длинна, мм | Марка | Толщина, мм | Цена, руб/м² (в т.ч. НДС) |
|---|---|---|---|---|
| 1500 | 3000 | THERMIT S – ПВХ/XPS/ПВХ | 10 | 402 |
| 24 | 660 | |||
| 32 | 706 | |||
| 1200 | 2500 | THERMIT S – ГКЛВ/XPS 9,5мм | 29,5 | 494 |
| 39,5 | 562 | |||
| 49,5 | 629 | |||
| 59,5 | 697 | |||
| THERMIT S – ГКЛВ/XPS 12,5мм | 32,5 | 512 | ||
| 42,5 | 578 | |||
| 52,5 | 644 | |||
| 62,5 | 715 |
THERMIT S — сэндвич-панели с основой из экструдированного пенополистирола и покрытием из жесткого листа ПВХ или листа ГКЛ
Конструктивные элементы THERMIT SP/N1
| Наименование | Толщина стенки изделия, мм | Габаритные размеры, мм | Цена (в т. ч. НДС) ч. НДС)руб/шт |
|---|---|---|---|
| элемент УГОЛ | 20 | 150x150x2500 | 887 |
| 300x300x2500 | 1 488 | ||
| элемент КОРОБ | 200x200x200x2500 | 1 560 | |
| Элемент с продольными насечками | 600×2500 | 1 634 | |
| Элемент с поперечными насечками | 600×2500 | 1 654 | |
| Элемент с продольными насечками | 30 | 600×2500 | 1 738 |
| Элемент с поперечными насечками | 600×2500 | 1 759 | |
| Элемент с поперечными насечками | 50 | 600×2500 | 1 963 |
Конструктивные элементы THERMIT SP/N2
| Наименование | Толщина стенки изделия, мм | Габаритные размеры, мм | Цена (в т.ч. НДС) руб/шт |
|---|---|---|---|
| элемент УГОЛ | 20 | 150x150x2500 | 1 159 |
| 300x300x2500 | 2 030 | ||
| элемент КОРОБ | 200x200x200x2500 | 2 104 | |
| Элемент с продольными насечками | 600×2500 | 2 168 | |
| Элемент с поперечными насечками | 600×2500 | 2 188 | |
| Элемент с продольными насечками | 30 | 600×2500 | 2 260 |
| Элемент с поперечными насечками | 600×2500 | 2 280 |
ROLL THERMIT SP/N1 утеплитель для труб
| Наименование | Толщина стенки изделия, мм | Диаметр трубы, мм | Цена (в т. ч. НДС) ч. НДС)руб/шт |
|---|---|---|---|
| THERMIT SP Roll (утеплитель для труб) | 50 | 108 | 568 |
| 133 | 632 | ||
| 159 | 680 | ||
| 219 | 776 | ||
| 273 | 883 | ||
| 325 | 772 | ||
| 426 | 1 219 | ||
| 530 | 1 381 | ||
| 630 | 1 564 | ||
| 80 | 325 | 1 356 | |
| 426 | 1 642 | ||
| 530 | 1 840 | ||
| 630 | 2 026 |
Примечание
- Цена указана при условии 100% предоплаты.
- Минимальный объем покупаемой партии товара:
- THERMIT XPS — 11 стандартных заводских упаковок;
- THERMIT SP — 1 стандартная заводская упаковка;
- THERMIT S — 0,1 стандартная заводская упаковка.

Крепеж
| № п/п | Марка | Наименование товара | Кол-во в упаковке | Цена (в т.ч. НДС) руб/шт |
|---|---|---|---|---|
| 1 | THERMIT SP | Шайба крепежная диаметр 35 мм | 10 шт. | 168 |
| 2 | Лента армирующая 100 мм | 10 п.м. | 276 | |
| 3 | Саморез 80 мм | 10 шт. | 20/200 | |
| 4 | Саморез 130 мм | 10 шт. | 30/300 |
Утеплитель THERMIT XPS 1200*600*50 мм
Цена указана за 1 упаковку: в упаковке 8 плит (0,278м3. = 5,5458 м2),1 плита- 1200*600*50 мм
Области применения:
Плиты пенополистирольные, экструзионные THERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45 предназначены для использования в промышленном, жилищно-коммунальном и сельскохозяйственном строительстве, в качестве тепловой изоляции нулевых циклов, подвалов, стеновых ограждений, перекрытий, кровли и ликвидации «мостиков холода». Также, плиты применяются в холодильной промышленности, в строительстве автомобильных и железных дорог, при строительстве газо–нефтепродуктопроводов и аэродромов. Возможно осуществлять теплоизоляцию как строящихся, так и уже возведенных зданий и сооружений.
Также, плиты применяются в холодильной промышленности, в строительстве автомобильных и железных дорог, при строительстве газо–нефтепродуктопроводов и аэродромов. Возможно осуществлять теплоизоляцию как строящихся, так и уже возведенных зданий и сооружений.
Применение экструдированных пенополистирольных плит THERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45 в качестве теплоизоляции позволяет значительно сэкономить энергию, затрачиваемую на обогрев утепляемых зданий, строений и сооружений; снизить массу строительных конструкций; сократить расход других строительных материалов и увеличить срок службы строительных конструкций. Применение экструзионных пенополистирольных плит THERMIT в качестве теплоизоляционного слоя способствует повышению энергетической эффективности утепляемых зданий, строений и сооружений, что отвечает требованиям Федерального закона РФ №261-ФЗ «Об энергосбережении и о повышении энергетической эффективности». Таким образом, плиты экструзионные пенополистирольныеTHERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45 можно назвать высокоэффективным теплоизоляционным материалом.
Таким образом, плиты экструзионные пенополистирольныеTHERMIT XPS, THERMIT XPS 35, THERMIT XPS 40, THERMIT XPS 45 можно назвать высокоэффективным теплоизоляционным материалом.
Экструзионные пенополистирольные плиты THERMIT химически инертны, не выделяют вредных для здоровья живых организмов веществ. Они полностью отвечают требованиям гигиены жилых и общественных помещений, в подтверждение чего, имеется соответствующее санитарно–эпидемиологическое заключение.
Технические характеристики:
| Наименование показателя, единица измерения | Значения для плит «THERMIT» марок | |||||
|---|---|---|---|---|---|---|
| Марка плит THERMIT XPS | XPS | XPS 35 (Г3) | XPS 35 (Г4) | XPS 40 (Г4) | XPS 45 (Г3) | XPS 45 (Г4) |
|
Плотность, кг/куб.  м м |
25.0…28.0 | 28.0…35.0 | 28.0…35.0 | 35.0…45.0 | 38.0…48.0 | 38.0…48.0 |
| Теплопроводность при (25±5) °C, Вт/м°C, не более | 0.033 | 0.033 | 0.033 | 0.034 | 0.034 | 0.034 |
| Прочность на сжатие при 10% (**5%) линейной деформации, МПа, не менее | 0.15 | 0.25* | 0.25* |
0. 45** 45** |
0.5 | 0.5 |
| Предел прочности при статическом изгибе, МПа, не менее | 0.25 | 0.35 | 0.35 | 0.7 | 0.4 | 0.4 |
| Водопоглощение за 24 часа, % по объему, не более | 0.4 | 0.4 | 0.4 | 0.2 | 0.2 | 0.2 |
| Группа горючести | Г4 | Г3 | Г4 | Г4 | Г3 | Г4 |
| Группа воспламеняемости | В3 | В2 | В3 | В3 | В2 | В3 |
| Коэффициент дымообразования | Д3 | Д3 | Д3 | Д3 | Д3 | Д3 |
* для плит THERMIT XPS 35 толщиной 20 мм и 30 мм прочность на сжатие при 10% линейной деформации — не менее 0,18 МПа
** – для плит THERMIT XPS 40 прочность на сжатие указана при 5% линейной деформации
Допустимый диапазон температуры применения от -50 до +75 С.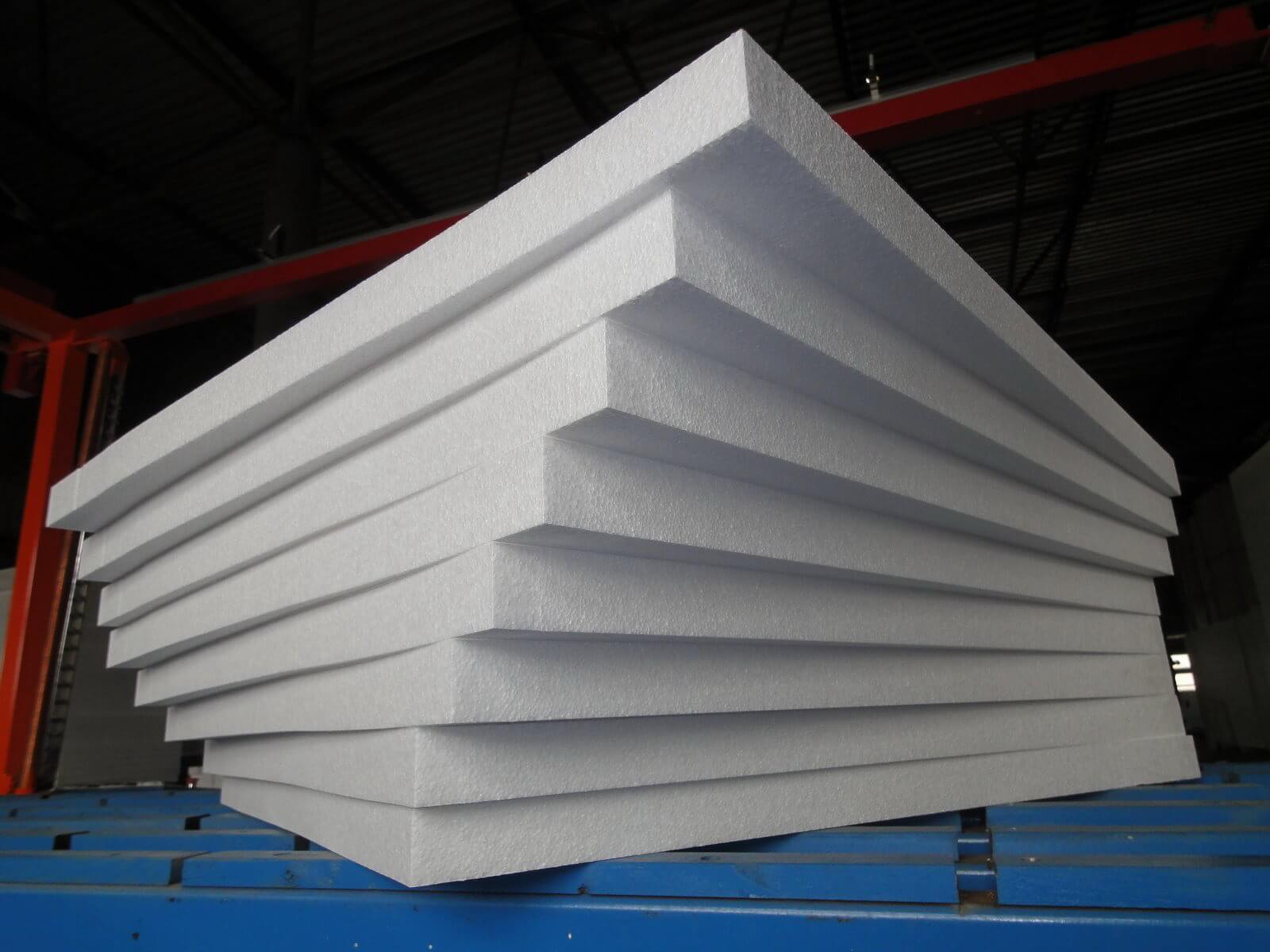 Теплоизоляционные плиты THERMIT XPS могут иметь два вида обработки края: ровная кромка (N) и L-образная кромка (L) (с толщиной свыше 20мм), Z-образная кромка.
Теплоизоляционные плиты THERMIT XPS могут иметь два вида обработки края: ровная кромка (N) и L-образная кромка (L) (с толщиной свыше 20мм), Z-образная кромка.
Вы можете купить утеплитель THERMIT XPS по низким ценам с доставкой в Новосибирске, Бердске, Искитиме, НСО в интернет-магазине Новострой. Подробности уточняйте по тел. 310-75-90 и 310-76-90
Работа Термит в Екатеринбурге. ID
Красноярский завод THERMIT — единственное в Красноярском крае производство эффективной теплоизоляции из экструдированного пенополистирола (XPS), широко используемой в гражданском и промышленном строительстве, и строительных материалов на основе XPS.Завод в Красноярске введен в эксплуатацию в октябре 2007 года. Теплоизоляция THERMIT XPSзаслужила медали строительных выставок в Красноярске, Новосибирске, Иркутске, Хакасии, Тыве.
Удобное расположение в черте города Красноярска, наличие подъездных железнодорожных путей и складов для поддержания неснижаемого остатка продукции являются большим преимуществом завода THERMIT. С запуском завода любой объем теплоизоляционных плит из экструдированного пенополистирола (XPS) стал доступен непосредственно с завода в Красноярске. Теперь строители Красноярского края, Хакасии, Тывы, Новосибирской, Кемеровской, Иркутской областей могут широко применять теплоизоляцию THERMIT XPS любых типоразмеров, не опасаясь сбоев поставки. К началу строительного сезона 2011 года мощность завода выросла до 500 тысяч м3 в год.
С запуском завода любой объем теплоизоляционных плит из экструдированного пенополистирола (XPS) стал доступен непосредственно с завода в Красноярске. Теперь строители Красноярского края, Хакасии, Тывы, Новосибирской, Кемеровской, Иркутской областей могут широко применять теплоизоляцию THERMIT XPS любых типоразмеров, не опасаясь сбоев поставки. К началу строительного сезона 2011 года мощность завода выросла до 500 тысяч м3 в год.
На заводе THERMIT используется современное европейское оборудование, внедрены новейшие технологии производства. Процесс изготовления эффективной теплоизоляции полностью автоматизирован от подачи сырья до упаковки готовой продукции. При заводе действует аттестованная лаборатория, которая отслеживает физико-механические свойства выпускаемой продукции и выдает паспорта качества на каждую партию.
В 2009 было принято решение расширить линейку строительных материалов на основе уже производимого THERMIT XPS. Акцент производства был сделан на конечном продукте, принципиально новом для России – строительных плитах THERMIT SP (композитный армированный материал). Также начат выпуск сэндвич-панелей THERMIT S, технология производства которых позволяет создавать сложные сэндвич-панели различной толщины с различными поверхностями (ПВХ, ГКЛ, плоский шифер, МДФ, ДВП и другие).
Также начат выпуск сэндвич-панелей THERMIT S, технология производства которых позволяет создавать сложные сэндвич-панели различной толщины с различными поверхностями (ПВХ, ГКЛ, плоский шифер, МДФ, ДВП и другие).
Для запуска в производство новых продуктов была проведена реконструкция завода. В 4 раза расширены производственные площади. Спроектирована и изготовлена технологическая линия по производству строительных плит THERMIT SP — экструзионных пенополистирольных плит с нанесением армирующей сетки и полимерцементного состава. Приобретена полностью автоматизированная немецкая линия ламинации для производства сэндвич-панелей THERMIT S.
преимущества, характеристики и сфера применения
Утеплитель “Термит” используется для теплоизоляции помещений. Он изготавливается экструзионным путем из полистирола. Материал нашел свое применение в производстве строительных и пенополистирольных плит, сэндвич-панелей.
Преимущества
Утеплитель для стен дома снаружи данного бренда предпочитают использовать потому, что он обладает следующими достоинствами:
- Отсутствие горючести. При монтаже материал дополнительно защищает здание от возгорания. Его самозатухающие качества не позволяют пламени распространиться.
- Нулевая капиллярность. Утеплитель не накапливает и не впитывают влагу, поэтому у него большой срок эксплуатации.
- Легкая транспортировка и монтаж. Материал имеет малый вес и легко режется инструментами.
 При монтаже материал дополнительно защищает здание от возгорания. Его самозатухающие качества не позволяют пламени распространиться.
При монтаже материал дополнительно защищает здание от возгорания. Его самозатухающие качества не позволяют пламени распространиться.“Термит” EPS и XPS
Утеплитель “Термит” EPS (пенопласт) идет на теплоизоляцию технических объектов, где нужно использовать дышащие паронепроницаемые материалы. Именно с его помощью выполняют утепление потолка, стен и пола. Термоутеплители EPS и XPS сильно различаются. Второй вид не имеет свойств влагопоглощения и отличается повышенной стойкостью к сжатию. Пенопласт EPS может применяться для монтажа теплоизоляции стен, утепления потолка или балкона. А XPS подходит для обустройства пола и фундамента на промышленных объектах, изоляции грунта. Есть различия и по стоимости. Материал EPS легче приобрести, поскольку данный качественный утеплитель имеет небольшую цену. Пенопласт отлично крепится на клей, а на него хорошо ложится штукатурка.
Пенопласт отлично крепится на клей, а на него хорошо ложится штукатурка.
“Термит” SP
Строительный утеплитель “Термит” SP используется как для теплоизоляции, так и в качестве основы при монтаже различных конструкций, на которых выполняется финишная отделка. К ним относится пол, потолок, стены и перегородки комнаты. Материал легко монтируется, обрабатывается, закругляется при создании арок, колонн и ступеней. Он применяется для облицовки откосов дверей и окон, а также выравнивания стен. Помимо этого, материал используют для наружной рекламы.
“Термит” Roll SP n1
Материал используют как теплоизоляцию труб, диаметр которых варьируется от 58 до 630 мм. Утеплитель “Термит” имеет насечки, их глубина основана на диаметре трубы. Такие трубы применяются для транспортировки сред, которые имеют температуру от -50 до +75 °С. Материал утепляет трубопровод при прокладке заглубленным и полузаглубленным способом.
Технические характеристики
Теплоизоляция отличается низким коэффициентом тепловой проводимости в сравнении с иными изделиями, используемыми в строительстве для звукоизоляции и утепления. Технические характеристики утеплителя “Термит” обуславливают возможность с его помощью облегчить массу возводимых сооружений, сэкономить на обогреве комнат, повысить эксплуатационный срок здания. При использовании этого теплоизоляционного материала долгие годы не понадобится ремонт. Он прослужит больше 50 лет без потери своих изначальных качеств.
Технические характеристики утеплителя “Термит” обуславливают возможность с его помощью облегчить массу возводимых сооружений, сэкономить на обогреве комнат, повысить эксплуатационный срок здания. При использовании этого теплоизоляционного материала долгие годы не понадобится ремонт. Он прослужит больше 50 лет без потери своих изначальных качеств.
Горючесть
Завод Thermit гарантирует, что изделия стойки к возгоранию, поэтому их применение при осуществлении теплоизоляционных работ будет выполнять роль дополнительной защиты от пожара. Утеплитель будет сдерживать распространение пламени, ведь он отличается свойством самозатухания. Он не поддерживает горения и относится к классу Г1. Это важнейшее качество для строительства всевозможных объектов и жилья.
Жесткость и прочность
Согласно многочисленным отзывам, утеплитель “Термит” имеет высокие показатели жесткости и прочности. Прочности материала достаточно, чтобы выдерживать небольшие нагрузки, а также натиск грызунов. Материал обладает жесткой структурой, его прочность на сжатие составляет не менее 0,25 МПа.
Материал обладает жесткой структурой, его прочность на сжатие составляет не менее 0,25 МПа.
Экологичность
Применить этот утеплитель для стен дома снаружи – это идеальный вариант, ведь он не разрушается от воздействия химических компонентов и природных факторов. В процессе старения он не будет выделять вредных элементов. Такая теплоизоляция экологически чиста и не опасна для здоровья людей и животных.
Сферы применения
Материал “Термит” имеет невысокую стоимость и отличные технические параметры, поэтому используется почти во всех строительных сферах:
- Во-первых, теплоизоляция фундамента и стен. “Термит” нашел свое применение во внешнем утеплении конструкций. Он великолепно подходит для внешней защиты фундамента, стен и цоколя, укладки между стеновыми панелями и перегородками. Для того чтобы его закрепить, не нужно применять специальный каркас. Кроме того, материал дает возможность не использовать дополнительную гидроизоляцию. Для монтажа достаточно использовать полимерные дюбели и строительный клей.
- Во-вторых, утепление кровли крыши, чердака, потолка и пола. При обустройстве теплоизоляции пола плиты, как правило, выкладывают в несколько слоев. Даже в таком случае изоляционный слой составит лишь 6-10 см. А для защиты мансардного пространства, межэтажных перекрытий и потолка можно использовать всего 1 слой.

- В-третьих, утепление грунта при создании отмостки. Правильная технология предусматривает защиту грунта, который прилегает к фундаменту дома, от промерзания в холодный период года.
- В-четвертых, укладка железнодорожных путей и автомобильных дорог. Применение “Термита” при строительстве трасс – удачный способ снизить чувствительность полотна к температурным перепадам. Если говорить о долгосрочной перспективе, то такой подход минимизирует расходы на обслуживание и ремонт.
- В-пятых, строительство взлетных полос. “Термит”, как и в ситуации с дорогами, минимизирует отрицательный эффект влияния перепадов температуры на полотно взлетных полос.
Thermite | Военная вики | Фэндом
Термитная смесь с использованием оксида железа (III)
Термит представляет собой пиротехническую смесь из металлического порошкового топлива и оксида металла. При воспламенении от тепла термит подвергается экзотермической окислительно-восстановительной реакции. Большинство разновидностей не взрывоопасны, но могут создавать короткие всплески высокой температуры на небольшом участке. Его форма действия аналогична другим топливно-окислительным смесям, например, дымному пороху.
При воспламенении от тепла термит подвергается экзотермической окислительно-восстановительной реакции. Большинство разновидностей не взрывоопасны, но могут создавать короткие всплески высокой температуры на небольшом участке. Его форма действия аналогична другим топливно-окислительным смесям, например, дымному пороху.
Термиты имеют разнообразный состав.Топливо включает алюминий, магний, титан, цинк, кремний и бор. Алюминий широко распространен из-за его высокой температуры кипения. Окислители включают оксид бора (III), оксид кремния (IV), оксид хрома (III), оксид марганца (IV), оксид железа (III), оксид железа (II, III), оксид меди (II) и свинец (II). , IV) оксид. [1]
Термитная реакция с использованием оксида железа (III). Вылетающие наружу искры представляют собой шарики расплавленного железа, сопровождаемые дымом.
Алюминий восстанавливает оксид другого металла, чаще всего оксида железа, потому что алюминий образует более сильные связи с кислородом, чем железо:
- Fe 2 O 3 + 2 Al → 2 Fe + Al 2 O 3
Продуктами являются оксид алюминия, свободное элементарное железо, [2] и большое количество тепла. Реагенты обычно измельчаются и смешиваются со связующим, чтобы сохранить материал в твердом состоянии и предотвратить разделение.
Реагенты обычно измельчаются и смешиваются со связующим, чтобы сохранить материал в твердом состоянии и предотвратить разделение.
Реакция используется для термитной сварки, часто применяемой для соединения рельсовых путей. Можно использовать другие оксиды металлов, такие как оксид хрома, для получения данного металла в его элементарной форме. Медный термит, использующий оксид меди, используется для создания электрических соединений в процессе, называемом cadwelding:
- 3 CuO + 2 Al → 3 Cu + Al 2 O 3
Некоторые термитоподобные смеси используются в качестве пиротехнических инициаторов, например фейерверков.
Термиты с наноразмерными частицами описываются различными терминами, такими как метастабильные межмолекулярные композиты, супертермит, [3] нанотермит, [4] и нанокомпозитные энергетические материалы. [5] [6]
Реакция термитов ( thermit ) была открыта в 1893 году и запатентована в 1895 году немецким химиком Гансом Гольдшмидтом. [7] Следовательно, реакцию иногда называют «реакцией Гольдшмидта» или «процессом Гольдшмидта».Первоначально Гольдшмидт был заинтересован в производстве очень чистых металлов, избегая использования углерода при плавке, но вскоре он обнаружил ценность термитов при сварке. [8]
Первым промышленным применением термита была сварка трамвайных путей в Эссене, Германия, в 1899 году. [9]
Термитная реакция, происходящая на чугунной сковороде
Красный оксид железа (III) (Fe 2 O 3 , широко известный как ржавчина) является наиболее распространенным оксидом железа, используемым в термитах. [10] [11] [12] Также можно использовать магнетит. [13] Иногда используются другие оксиды, такие как MnO 2 в термитах марганца, Cr 2 O 3 в термитах хрома или оксид меди (II) в термитах меди, но только для специальных целей. [13] Во всех этих примерах в качестве химически активного металла используется алюминий. Фторполимеры могут использоваться в специальных составах, относительно распространенным примером является тефлон с магнием или алюминием.Магний / тефлон / витон – еще один пиролант этого типа. [14]
В принципе, вместо алюминия можно использовать любой химически активный металл. Однако это делается редко, потому что свойства алюминия почти идеальны для этой реакции:
- Это, безусловно, самый дешевый из металлов с высокой реакционной способностью; [ необходима ссылка ]
- Образует пассивирующий слой, что делает его более безопасным в обращении, чем со многими другими химически активными металлами. [15]
- Его относительно низкая температура плавления (660 ° C) означает, что металл легко плавится, поэтому реакция может происходить в основном в жидкой фазе и, таким образом, протекает довольно быстро.
- Его высокая температура кипения (2519 ° C) позволяет реакции достигать очень высоких температур, поскольку некоторые процессы имеют тенденцию ограничивать максимальную температуру чуть ниже точки кипения. Такая высокая температура кипения характерна для переходных металлов (например, железо и медь кипят при 2887 ° C и 2582 ° C соответственно), но особенно необычна для высокореактивных металлов (см. Магний и натрий, которые кипят при 1090 ° C и 883 ° С соответственно).
- Кроме того, низкая плотность оксида алюминия, образующегося в результате реакции, имеет тенденцию заставлять его плавать на образующемся чистом металле.Это особенно важно для уменьшения загрязнения сварного шва.
Хотя реагенты стабильны при комнатной температуре, они горят с чрезвычайно интенсивной экзотермической реакцией при нагревании до температуры воспламенения. Продукты превращаются в жидкости из-за достигнутых высоких температур (до 2500 ° C с оксидом железа (III)), хотя фактическая достигнутая температура зависит от того, как быстро тепло может уйти в окружающую среду. Thermite содержит собственный источник кислорода и не требует внешнего источника воздуха.Следовательно, его нельзя задушить, и он может воспламениться в любой среде при достаточном начальном нагреве. Он будет хорошо гореть во влажном состоянии и не может быть легко потушен водой, хотя достаточное количество воды отводит тепло и может остановить реакцию. [16] Небольшое количество воды закипает до того, как дойдет до реакции. Тем не менее, термит используется для подводной сварки. [17]
Термиты характеризуются практически полным отсутствием газообразования при горении, высокой температурой реакции и образованием жидкого шлака.Топливо должно иметь высокую теплоту сгорания и образовывать оксиды с низкой температурой плавления и высокой температурой кипения. Окислитель должен содержать не менее 25% кислорода, иметь высокую плотность, низкую теплоту образования и давать металл с низкой температурой плавления и высокой температурой кипения (чтобы высвобождаемая энергия не расходовалась на испарение продуктов реакции). В композицию могут быть добавлены органические связующие для улучшения ее механических свойств, однако они имеют тенденцию к образованию продуктов эндотермического разложения, вызывая некоторую потерю тепла реакции и образование газов. [18]
Температура, достигнутая во время реакции, определяет результат. В идеальном случае реакция дает хорошо разделенный расплав металла и шлака. Для этого температура должна быть достаточно высокой, чтобы расплавить как продукты реакции, так и полученный металл и оксид топлива. Слишком низкая температура приведет к образованию смеси спеченного металла и шлака, слишком высокая температура – выше точки кипения любого реагента или продукта – приведет к быстрому выделению газа, диспергированию горящей реакционной смеси, иногда с эффектами, аналогичными низкому выходу взрыв.В композициях, предназначенных для получения металла алюмотермической реакцией, этим эффектам можно противодействовать. Слишком низкая температура реакции (например, при производстве кремния из песка) может быть повышена добавлением подходящего окислителя (например, серы в композициях алюминий-сера-песок), слишком высокие температуры могут быть снижены с помощью подходящего охлаждающего агента и / или шлакового флюса. Флюс, часто используемый в любительских композициях, представляет собой фторид кальция, так как он реагирует только минимально, имеет относительно низкую температуру плавления, низкую вязкость расплава при высоких температурах (следовательно, увеличивает текучесть шлака) и образует эвтектику с оксидом алюминия.Однако слишком много флюса разбавляет реагенты до такой степени, что они не могут поддерживать горение. Тип оксида металла также имеет огромное влияние на количество производимой энергии; чем выше оксид, тем больше выделяется энергии. Хорошим примером является разница между оксидом марганца (IV) и оксидом марганца (II), где первый дает слишком высокую температуру, а второй едва способен поддерживать горение; для достижения хороших результатов следует использовать смесь с правильным соотношением обоих оксидов. [19]
Скорость реакции также можно регулировать в зависимости от размера частиц; более крупные частицы горят медленнее, чем более мелкие. Эффект более выражен с частицами, которым требуется нагреть до более высокой температуры, чтобы начать реакцию. Этот эффект доведен до крайности с нанотермитами.
Температура, достигаемая в реакции в адиабатических условиях, когда тепло не теряется в окружающую среду, может быть оценена с помощью закона Гесса – путем расчета энергии, производимой самой реакцией (вычитая энтальпию реагентов из энтальпии продуктов) и вычитание энергии, потребляемой для нагрева продуктов (из их удельной теплоемкости, когда материалы изменяют только свою температуру, и их энтальпии плавления и, в конечном итоге, энтальпии испарения, когда материалы плавятся или кипят).В реальных условиях реакция теряет тепло в окружающую среду, поэтому достигаемая температура несколько ниже. Скорость теплопередачи конечна, поэтому чем быстрее протекает реакция, тем ближе к адиабатическим условиям она протекает и тем выше достигается температура. [20]
Железный термит [править | править источник]
Самым распространенным составом является железный термит. В качестве окислителя обычно используется оксид железа (III) или оксид железа (II, III). Первый производит больше тепла.Последний легче воспламеняется, вероятно, из-за кристаллической структуры оксида. Добавление оксидов меди или марганца может значительно улучшить легкость воспламенения.
В исходной смеси, в том виде, в котором она была изобретена, использовался оксид железа в виде прокатной окалины. Состав было очень сложно зажечь. [18]
Термит медный [править | править источник]
Термит меди можно получить с использованием оксида меди (I) (Cu 2 O, красный) или оксида меди (II) (CuO, черный).Скорость горения обычно очень высокая, а температура плавления меди относительно низкая, поэтому в результате реакции образуется значительное количество расплавленной меди за очень короткое время. Реакции термитов меди (II) могут быть настолько быстрыми, что термиты меди можно рассматривать как разновидность мгновенного порошка. Может произойти взрыв и выброс медных капель на значительное расстояние. [21]
Термит меди (I) используется в промышленности, например, в сварка толстых медных проводников («гусеничная сварка»). Этот вид сварки оценивается также для сращивания кабелей на флоте ВМС США, для использования в сильноточных системах, например.грамм. электрическая силовая установка. [22]
Thermates [править | править источник]
Терматная композиция – это термитная композиция, обогащенная окислителем на основе соли (обычно нитратами, например, нитратом бария или пероксидами). В отличие от термитов, терматы горят с выделением пламени и газов. Присутствие окислителя облегчает воспламенение смеси и улучшает проникновение в цель горящим составом, поскольку выделяющийся газ выбрасывает расплавленный шлак и обеспечивает механическое перемешивание. [18] Этот механизм делает термат более подходящим, чем термит, для зажигательных целей и для аварийного разрушения чувствительного оборудования (например, криптографических устройств), поскольку эффект термитов более локализован.
Реакция термитов с использованием оксида железа (III)
Металлы способны гореть при правильных условиях, подобно процессу горения древесины или бензина. Фактически, ржавчина – это результат очень медленного окисления стали или железа.Реакция термитов – это процесс, в котором правильная смесь металлического топлива объединяется и воспламеняется. Само зажигание требует очень высоких температур.
Для воспламенения термитной реакции обычно требуется бенгальский огонь или легко доступная магниевая лента, но могут потребоваться постоянные усилия, поскольку зажигание может быть ненадежным и непредсказуемым. Эти температуры не могут быть достигнуты с помощью обычных взрывателей из черного пороха, нитроцеллюлозных стержней, детонаторов, пиротехнических инициаторов или других распространенных воспламеняющих веществ. [13] Даже когда термит достаточно горячий, чтобы светиться ярко-красным светом, он не воспламеняется, так как он должен быть раскаленным добела или близко к нему, чтобы инициировать реакцию. [ необходима ссылка ] Если все сделано правильно, можно начать реакцию с помощью пропановой горелки. [23]
Часто полоски металлического магния используются в качестве предохранителей. Поскольку металлы горят без выделения охлаждающих газов, они потенциально могут гореть при очень высоких температурах. Химически активные металлы, такие как магний, могут легко достигать температуры, достаточной для воспламенения термитов.Магниевое зажигание остается популярным среди любителей термитов, главным образом потому, что его легко получить. [13]
Реакция между перманганатом калия и глицерином или этиленгликолем используется как альтернатива магниевому методу. Когда эти два вещества смешиваются, начнется самопроизвольная реакция, при которой температура смеси будет медленно повышаться до тех пор, пока не возникнет пламя. Тепла, выделяемого при окислении глицерина, достаточно для инициирования термитной реакции. [13]
Помимо магниевого зажигания, некоторые любители также предпочитают использовать бенгальские огни для зажигания термитной смеси. [24] Они достигают необходимой температуры и обеспечивают достаточно времени, прежде чем точка горения достигнет образца. [25] Однако это может быть опасным методом, поскольку искры железа, как и полосы магния, горят при тысячах градусов и могут воспламенить термит, даже если сам бенгальский огонь не соприкасается с ним. Это особенно опасно с термитом в мелком порошке.
Точно так же мелкодисперсный термит можно зажечь с помощью обычной кремневой зажигалки, поскольку искры сжигают металл (в данном случае высокореактивные редкоземельные металлы лантан и церий). [26] Следовательно, зажигать зажигалку рядом с термитом небезопасно.
Стехиометрическая смесь тонкоизмельченного оксида железа (III) и алюминия может быть воспламенена с помощью обычных книжных спичек с красными наконечниками путем частичного погружения одной спичечной головки в смесь и поджигания этой спичечной головки другой спичкой, предпочтительно удерживаемой щипцами в перчатках. для предотвращения ожогов от вспышки. [ необходима ссылка ]
Реакция термитов при сварке рельсов. Вскоре после этого жидкое железо течет в форму вокруг зазора рельса
Остатки керамических форм для термитной сварки, подобные этим, оставленные железнодорожниками, можно найти вдоль путей
Реакции термитов имеют множество применений. Термит не взрывчатое вещество; вместо этого он работает, подвергая очень небольшую площадь металла воздействию чрезвычайно высоких температур.Сильное тепло, сфокусированное на небольшом пятне, можно использовать для прорезания металла или сварки металлических компонентов вместе, как путем плавления металла из компонентов, так и путем впрыскивания расплавленного металла из самой термитной реакции.
Thermite может использоваться для ремонта путем сварки на месте толстых стальных профилей, таких как балки осей локомотивов, где ремонт может производиться без снятия детали с установленного места. [ необходима ссылка ]
Thermite может использоваться для быстрой резки или сварки стали, например, рельсовых путей, без использования сложного или тяжелого оборудования. [27] [28] Однако в таких сварных соединениях часто присутствуют дефекты, такие как включения шлака и пустоты (отверстия), и для успешного проведения процесса требуется большая осторожность. Также необходимо позаботиться о том, чтобы рельсы оставались прямыми, не вызывая перекосов, которые могут вызвать износ на высоких скоростях и в линиях большой нагрузки на ось. [29]
Термитная реакция, когда ее используют для очистки руд некоторых металлов, называется термитным процессом или алюминотермической реакцией.Адаптация реакции, используемая для получения чистого урана, была разработана в рамках Манхэттенского проекта в лаборатории Эймса под руководством Фрэнка Спеддинга. Иногда его называют процессом Эймса. [30]
Медный термит используется для сварки толстых медных проводов с целью электрических соединений. Он широко используется в электроэнергетике и телекоммуникационной отрасли (экзотермические сварные соединения).
Ручные гранаты и заряды Thermite обычно используются вооруженными силами как для борьбы с материальными средствами, так и для частичного уничтожения оборудования; последнее является обычным явлением, когда нет времени для более безопасных или более тщательных методов. [31] [32] Например, термит можно использовать для аварийного уничтожения криптографического оборудования, когда существует опасность его захвата вражескими войсками. Поскольку стандартный железо-термит трудно воспламеняется, горит практически без пламени и имеет небольшой радиус действия, стандартный термит редко используется сам по себе в качестве зажигательной композиции. Его чаще используют с другими ингредиентами, добавляемыми для усиления его зажигательного эффекта. Thermate-Th4 представляет собой смесь термитных и пиротехнических добавок, которые превосходят стандартный термит в зажигательных целях. [33] Его весовой состав обычно составляет около 68,7% термит, 29,0% нитрата бария, 2,0% серы и 0,3% связующего (такого как PBAN). [33] Добавление нитрата бария к термиту увеличивает его тепловой эффект, дает более крупное пламя и значительно снижает температуру воспламенения. [33] Хотя основная цель Thermate-Th4 в вооруженных силах – зажигательное антиматериальное оружие, его также можно использовать для сварки металлических компонентов.
Классическим военным применением термитов является отключение артиллерийских орудий, и он использовался для этой цели со времен Второй мировой войны; например, в Пуэнт-дю-Хок, Нормандия. [34] Термит может навсегда вывести из строя артиллерийские орудия без использования зарядов взрывчатого вещества, и поэтому термит можно использовать, когда для операции необходима тишина. Это можно сделать, вставив одну или несколько вооруженных термитных гранат в казенную часть, а затем быстро закрыв ее; это сваривает затвор и делает невозможным заряжание оружия. [35] В качестве альтернативы, термитная граната, выпущенная внутри ствола оружия, загрязняет ствол, делая оружие очень опасным для стрельбы; Термит может также использоваться для сварки механизма поворота и подъема оружия, что делает невозможным правильное прицеливание. [ необходима ссылка ]
Термит использовался в зажигательных бомбах как Германии, так и союзников во время Второй мировой войны. [36] [37] Зажигательные бомбы обычно состояли из десятков тонких наполненных термитом канистр (бомб), воспламеняемых магниевым запалом. Зажигательные бомбы уничтожили целые города из-за бушующих пожаров, возникших в результате их применения. [ необходима цитата ] Города, которые в основном состояли из деревянных построек, оказались особенно уязвимыми.Эти зажигательные бомбы использовались в основном во время ночных воздушных налетов. Бомбардировочные прицелы нельзя было использовать ночью, что создавало необходимость использовать боеприпасы, которые могли бы уничтожать цели без необходимости точного размещения.
Жестокие эффекты термитов
Использование термитов опасно из-за чрезвычайно высоких температур и чрезвычайной трудности с подавлением реакции, когда-то начавшейся. Небольшие потоки расплавленного железа, выделяющегося в результате реакции, могут перемещаться на значительные расстояния и могут плавиться через металлические контейнеры, воспламеняя их содержимое (см. Изображения).Кроме того, легковоспламеняющиеся металлы с относительно низкой температурой кипения, такие как цинк (с температурой кипения 907 ° C, что примерно на 1370 ° C ниже температуры, при которой горит термит), потенциально могут сильно распылять перегретый кипящий металл в воздухе, если он находится рядом с термитом. реакция. [ необходима ссылка ]
Предварительный нагрев термитов перед воспламенением может быть легко выполнен случайно, например, путем заливки новой кучи термитов на горячую, недавно воспламенившуюся кучу термитного шлака.При воспламенении предварительно нагретый термит может гореть почти мгновенно, выделяя световую и тепловую энергию с гораздо большей скоростью, чем обычно, и вызывая ожоги и повреждение глаз на достаточно безопасном расстоянии. [ необходима ссылка ]
Реакция термитов может происходить случайно в промышленных помещениях, где абразивные шлифовальные и отрезные круги используются с черными металлами. Использование алюминия в этой ситуации приводит к образованию смеси оксидов, способной к бурной взрывной реакции. [38]
Смешивание воды с термитом или заливка воды на горящий термит может вызвать паровой взрыв, разбрызгивая горячие фрагменты во всех направлениях. [ необходима цитата ]
Основные ингредиенты Thermite также были использованы из-за их индивидуальных качеств, в частности отражательной способности и теплоизоляции, в лакокрасочном покрытии или добавке для немецкого цеппелина Hindenburg , возможно, способствуя его огненному разрушению. Это была теория, выдвинутая бывшим ученым НАСА Аддисон Бэйном, а затем испытанная в небольшом масштабе научным реалити-шоу MythBusters с полуубедительными результатами (доказано, что это не вина только термитной реакции, но вместо этого предположили, что это комбинация этого и сжигания газообразного водорода, который заполнил корпус Hindenburg ). [39] Программа MythBusters также проверила правдивость видео, найденного в Интернете, на котором некоторому количеству термитов было позволено упасть на глыбу льда аналогичной массы, что вызвало внезапный взрыв. Они смогли подтвердить результаты, обнаружив глыбы льда на расстоянии 150 м от места взрыва. Соведущий Джейми Хайнеман предположил, что это произошло из-за аэрозольного образования термитной смеси, возможно, в облаке пара, в результате чего она горела еще быстрее. Хайнеман также выразил скептицизм по поводу другой теории, объясняющей это явление: реакция каким-то образом разделила водород и кислород во льду, а затем воспламенила их.Гораздо более вероятное объяснение состоит в том, что взрыв произошел из-за реакции расплавленного алюминия с водой при высокой температуре. Алюминий бурно реагирует с водой или паром при высоких температурах, выделяя водород и окисляясь в процессе. Скорость этой реакции и возгорание образующегося водорода могут легко объяснить взрыв подтвержденный. [40] Этот процесс сродни взрывной реакции, вызванной попаданием металлического калия в воду.
- ↑ Kosanke, K; Косанке, Б.J; Фон Мальтиц, я; Стурман, Б; Симидзу, Т; Wilson, M.A; Кубота, Н; Дженнингс-Уайт, С. и др. (2004-12). Пиротехническая химия – Google Книги . ISBN 978-1-889526-15-7. http://books.google.com/?id=Q1yJNr92-YcC&pg=RA2-PA19. Проверено 15 сентября 2009.
- ↑ «Демо-лаборатория: термитная реакция». Ilpi.com. http://www.ilpi.com/genchem/demo/thermite/index.html. Проверено 11 октября 2011.
- ↑ «Недорогое производство наноструктурированных супертермитов». Navysbir.com. http: //www.navysbir.com / n08_1 / N081-020.htm. Проверено 12 октября 2011.
- ↑ Фолей, Тимофей; Пачеко, Адам; Малчи, Джонатан; Йеттер, Ричард; Хига, Кельвин (2007). «Разработка нанотермитных композитов с переменными порогами зажигания электростатического разряда». С. 431. Идентификатор цифрового объекта: 10.1002 / преп.200700273.
- ↑ «Кинетика и термодинамика реакций нанотермитных пропеллентов». Ci.confex.com. http://ci.confex.com/ci/2005/techprogram/P1663.HTM. Проверено 15 сентября 2009.
- ↑ Апперсон, С.; Shende, R. V .; Subramanian, S .; Tappmeyer, D .; Gangopadhyay, S .; Chen, Z .; Gangopadhyay, K .; Redner, P. et al. (2007). «Генерация быстро распространяющегося горения и ударных волн с помощью композитов оксид меди / нанотермит алюминия». стр. 243109. Bibcode 2007ApPhL..91x3109A. Идентификатор цифрового объекта: 10.1063 / 1.2787972.
- ↑ Х. Гольдшмидт, “Verfahren zur Herstellung von Metallen oder Metalloiden oder Legierungen derselben” (Процесс производства металлов или металлоидов или их сплавов), Патент Deutsche Reichs No.96317 (13 марта 1895 г.).
- ↑ Гольдшмидт, Ганс; Вотен, Клод (1898-06-30). «Алюминий как нагреватель и восстановитель». С. 543–545. http://web.archive.org/web/20110715133307/http://www.pyrobin.com/files/thermit%28e%29%20journal.pdf. Проверено 12 октября 2011.
- ↑ «Goldschmidt-Thermit-Group». Goldschmidt-thermit.com. http://www.goldschmidt-thermit.com/en/gtg_3.php. Проверено 12 октября 2011.
- ↑ «Термитные бомбы, используемые для поджигания». Журнал Милуоки. 1939-12-01.http://news.google.com/newspapers?id=QKBQAAAAIBAJ&sjid=TCIEAAAAIBAJ&pg=6875,1422491. Проверено 12 октября 2011.
- ↑ «Что это значит: термитная бомбардировка». The Florence Times. 1940-08-31. http://news.google.com/newspapers?id=lR8sAAAAIBAJ&sjid=I7oEAAAAIBAJ&pg=5630,1866720. Проверено 12 октября 2011.
- ↑ «Водород не мог вызвать пламенный конец Гинденбурга – страница 3 – New York Times». Nytimes.com. 1997-05-06. http://www.nytimes.com/1997/05/06/science/hydrogen-may-not-have-caused-hindenburg-s-fiery-end.html? pagewanted = 3. Проверено 12 октября 2011.
- ↑ 13,0 13,1 13,2 13,3 13,4 «Термит». Удивительный Rust.com. 2001-02-07. http://web.archive.org/web/20110707122232/http://amazingrust.com/experiments/how_to/thermite.html. Проверено 12 октября 2011.
- ↑ «Металл-фторуглероды-пироланты: III. Разработка и применение магния / тефлона / витона (MTV)». Идентификатор цифрового объекта: 10.1002 / 1521-4087 (200211) 27: 5 <262 :: AID-PREP262> 3.0.CO; 2-8.
- ↑ Granier, J. J .; Plantier, K. B .; Пантойя, М. Л. (2004). «Роль пассивирующей оболочки Al2O3, окружающей нано-Al частицы в синтезе NiAl горением». С. 6421. Bibcode 2004JMatS..39.6421G. Цифровой идентификатор объекта: 10.1023 / B: JMSC.0000044879.63364.b3.
- ↑ Wohletz, Kenneth (2002). «Журнал вулканологии и геотермальных исследований: взаимодействие воды и магмы: некоторые теории и эксперименты по образованию пеперита». стр. 19. Bibcode 2002JVGR..114 … 19W. Идентификатор цифрового объекта: 10.1016 / S0377-0273 (01) 00280-3.
- ↑ Сара Лайалл (27.10.2006). «Камеры ловят стремительных британцев и много горя – New York Times». Великобритания: Nytimes.com. http://www.nytimes.com/2006/10/27/world/europe/27camera.html?pagewanted=2. Проверено 12 октября 2011.
- ↑ 18,0 18,1 18,2 К. Косанке; Б. Дж. Косанке; И. фон Мальтиц; Б. Стурман, Т. Шимицу, М. А. Уилсон, Н. Кубота, К. Дженнингс-Уайт, Д. Чепмен (декабрь 2004 г.). Пиротехническая химия .Журнал пиротехники. стр. 126–. ISBN 978-1-889526-15-7. http://books.google.com/books?id=Q1yJNr92-YcC&pg=PA126. Проверено 9 января 2012 года.
- ↑ «Развитие вашего веб-присутствия: термит марганца на основе оксида марганца (II)». Developing-your-web-presence.blogspot.com. 2008-07-10. http://developing-your-web-presence.blogspot.com/2008/07/manganese-thermite-based-on-manganese.html. Проверено 7 декабря 2011.
- ↑ Чиранджиб Кумар Гупта (8 мая 2006 г.). Химическая металлургия: принципы и практика .Джон Вили и сыновья. С. 387–. ISBN 978-3-527-60525-5. http://books.google.com/books?id=Tq6MTFXk3cQC&pg=PA387. Проверено 9 января 2012 года.
- ↑ «Термит». PyroGuide. 2011-03-03. http://www.pyroguide.com/index.php?title=Thermite. Проверено 6 декабря 2011.
- ↑ “HTS> News Item”. Hts.asminternational.org. 2011-08-01. http://hts.asminternational.org/portal/site/hts/NewsItem/?vgnextoid=a7879c63e1681310VgnVCM100000621e010aRCRD. Проверено 6 декабря 2011.
- ↑ «Экспериментальная ракетная площадка Ричарда Накки».Nakka-rocketry.net. http://www.nakka-rocketry.net/thermites.html. Проверено 12 октября 2011.
- ↑ «Мир сегодня – угроза безопасности Virgin Blue». Abc.net.au. 2004-09-23. http://www.abc.net.au/worldtoday/content/2004/s1205680.htm. Проверено 12 октября 2011.
- ↑ Грей, Теодор (19 августа 2004 г.). «Изготовление стали из пляжного песка | Популярная наука». Popsci.com. http://www.popsci.com/node/2865. Проверено 12 октября 2011.
- ↑ «Паспорт безопасности материалов для зажигалок Flints Ferro Cerrium».shurlite.com. 21 сентября 2010 г. http://www.shurlite.com/msds.pdf. Проверено 22 января 2012.
- ↑ «Papers Past – Star – 15 ноября 1906 – НОВЫЙ ПРОЦЕСС СВАРКИ». Paperspast.natlib.govt.nz. 1906-11-15. http://paperspast.natlib.govt.nz/cgi-bin/paperspast?a=d&d=TS1
15.2.43. Проверено 12 октября 2011. - ↑ «Сколько способов сваривать металл?». Евгений Регистр-Страж. 1987-12-08. http://news.google.com/newspapers?id=wHw1AAAAIBAJ&sjid=e-EDAAAAIBAJ&pg=6875,1950492. Проверено 12 октября 2011.
- ↑ «Усиление путевой структуры для высоких нагрузок на ось: усиление путевой инфраструктуры – еще один метод решения постоянно растущих возможностей вагонов. (TTCI R&D). | Goliath Business News». Goliath.ecnext.com. 2002-09-01. http://goliath.ecnext.com/coms2/gi_0199-2063863/Strengtning-the-track-structure-for.html. Проверено 12 октября 2011.
- ↑ Патент США 2830894, Spedding, Frank H .; Вильгельм, Харли А. и Келлер, Уэйн Х., «Производство урана», выпущенный в 1958 году, передан Комиссии по атомной энергии США.
- ↑ “ФМ-23-30” (PDF).http://www.kmike.com/Grenades/fm-23-30.pdf. Проверено 12 октября 2011.
- ↑ Джон Пайк (1988-12-27). «Ручная зажигательная граната Ан-М14 Тх4». Globalsecurity.org. http://www.globalsecurity.org/m military/systems/munitions/m14-th4.htm. Проверено 12 октября 2011.
- ↑ 33,0 33,1 33,2 Патент США 5698812, Сонг, Юджин, «Термитное разрушающее устройство», выдан в 1997 г., назначен министру армии США.
- ↑ “newsday.com / The Library @ newsday.com “. Pqasb.pqarchiver.com. 29 мая 1994 г. http://pqasb.pqarchiver.com/newsday/access/101869797.html?dids=101869797:101869797&FMT=ABS. Проверено 12 октября 2011 г.
- ↑ Бойл, Хэл (1941-11-26). “Капрал рассказывает об убийстве пленников янки”. Ellensburg Daily Record. http://news.google.com/newspapers?id=JmkKAAAAIBAJ&sjid=h0oDAAAAIBAJ&pg=6924,4473828. Проверено 12 октября 2011.
- ↑ Нодерер, ЭР (1940-08-30). «Архивы: Чикаго Трибьюн». Pqasb.pqarchiver.com. http: //pqasb.pqarchiver.com / chicagotribune / access / 466735872.html? dids = 466735872: 466735872 & FMT = ABS & FMTS = ABS: AI. Проверено 12 октября 2011.
- ↑ «Жестокие бои в Ливии». Индийский экспресс. 1941-11-25. http://news.google.com/newspapers?id=AdA-AAAAIBAJ&sjid=fkwMAAAAIBAJ&pg=2697,5764756. Проверено 12 октября 2011.
- ↑ «Огненный шар из алюминия и шлифовальной пыли». Hanford.gov. 21 сентября 2001 г. Архивировано 25 ноября 2007 года. http://web.archive.org/web/20071125064608/http://www.hanford.gov / rl /? page = 542 & parent = 506. Проверено 15 сентября 2009.
- ↑ Шварц, Джон (21 ноября 2006 г.). «Лучшее научное шоу на телевидении?». Nytimes.com. http://www.nytimes.com/2006/11/21/science/21myth.html. Проверено 11 октября 2011.
- ↑ «Взрывы расплавленного металла». Modern Media Communications Ltd. http://www.pyrotek.info/documents/newsandeventspdfs/Aluminium_Times_-_2009-08_-_Safety_Coatings_(A4).pdf. Проверено 15 марта 2012 года.
- Л.Л. Ван, З.А. Мунир, Ю.М. Максимов (1993). «Термитные реакции: их использование в синтезе и обработке материалов». С. 3693–3708. Bibcode 1993JMatS..28.3693W. Цифровой идентификатор объекта: 10.1007 / BF00353167.
- М. Бекерт (2002). «Ганс Гольдшмидт и алюминотермия». С. 522–526.
Thermit Welding – обзор
8.7.2 Углеродистая сталь для строительного применения
Вообще говоря, нелегированные стали, используемые в строительных работах (мосты, здания, сооружения и судостроение), делятся на две категории: низкоуглеродистая сталь (до 0.25% C) в виде пластин и профилей, используемых для сварных конструкций, и из более углеродистой стали (0,5–0,7% C) для арматуры и рельсов. Вторая категория составляет около одной трети общего тоннажа Великобритании, хотя эта цифра время от времени меняется. Рельсы соединяются стыковой сваркой оплавлением на транспортируемые отрезки, а полевые соединения выполняются электродами с низким содержанием водорода или термитной сваркой. Сварка термитом также используется для соединений, которые не поддаются стыковой сварке оплавлением, например, в точках и на изгибах.
Арматурный стержень сваривается электродами с низким содержанием водорода и предварительным нагревом 100–250 ° C. Руководство по процедуре дано в стандарте AWS D12-1.
Обычная углеродистая сталь является предпочтительным материалом для основных (около 90%) строительных работ. Более высокие классы прочности на растяжение требуются, когда напряжение является определяющим фактором – например, на узловых участках морских сооружений – но там, где прогиб является ограничивающим фактором, повышенная прочность на растяжение не дает никаких преимуществ. То же самое относится к сварным деталям, где усталостная нагрузка является основным фактором при проектировании.
Как углеродистые, так и высокопрочные конструкционные стали указаны в BS 4360 и в ряде спецификаций ASTM, некоторые из которых сгруппированы в соответствии с областями применения, например, ASTM A709 для перемычек. BS 4360 был частично заменен европейским стандартом EN 10 025, который распространяется на нелегированные стали с пределом прочности на растяжение в диапазоне от 310 Н мм -2 до 690 Н мм -2 и который был опубликован в 1990 году. указанные составы и свойства типичных марок EN 10 025, а в таблице 8.6 – аналогичный список тех марок BS 4360, которые не были заменены. Механические свойства указаны для профилей толщиной до 150 мм.
Таблица 8.5. Выбранные марки конструкционной стали в соответствии с европейским стандартом EN 10025
Марка Тип раскисления * Химический состав (макс.%) Предельное напряжение (Н мм – 2 ) Предел текучести (Н мм – 2 ) s Удлинение Удар по Шарпи V C Mn Si P s N Fe 360 B FU 0.23 0,055 0,055 0,011 340–470 195 22 20 27 Fe 360 D2 4 0,045– 340–470 195 22 -20 27 FE 430 B FN 0,25 0,055 90.0550,011 400–540 225 18 20 27 Fe 430 D2 FF 0,21 9047 904 904 0,045 9045 9045 9045 9045 9045 225 18 – 20 27 Fe 510 B FN 0,27 1,7 0,6 0,055 0,055 0,04 9047 9047 90418 20 27 Fe 510 D2 FF 0.24 1,7 0,6 0,045 0,045 – 470–630 295 18 – 20 27 0,6 0,045 0,045 – 470–630 295 18 – 20 40 Таблица 8.6. Конструкционная сталь по BS 4360: 1990
Сорт (%) Химический состав (%) Предел прочности (Н мм – 2 Предел текучести Относительное удлинение (%) Удар по Шарпи V Условия поставки * C max Si Mn max P max S max Nb V Предел толщины Н мм -2 Температура (° C) Дж 40 EE 0.16 0,1–0,5 1,5 0,04 0,03 – – 340–500 150 205 25 –50 27 EE0,16 0,1–0,5 1,5 0,04 0,03 – – 430–580 150 225 23 9048–477 50 EE 0.18 0,1–0,5 1,5 0,04 0,03 0,003–0,1 0,003–0,1 490–640 150 305 20 – 50 F 0,16 0,1–0,5 1,5 0,025 0,025 0,003–0,08 0,003–0,1 490–640 4 40 27 Вопросы и ответы 55 C 0.22 0,6 макс. 1,6 0,04 0,04 0,003–0,1 0,003–0,2 550–700 25 430 19 0 2755 EE 0,22 0,1–0,5 1,6 0,04 0,03 0,003–0,1 0,003–0,2 550–700 63 907727 N 55 F 0.16 0,1–0,5 1,5 0,025 0,025 0,003–0,08 0,03 / 0,1 550–700 40 415 19 –60 27 T Для конструкционной стали характерно то, что испытания на растяжение и другие испытания проводятся на образцах, которые представляют собой отливку или партию, тогда как для стали для котлов и сосудов высокого давления испытания проводятся на каждой пластине.
Другие стандарты охватывают свойства сквозной толщины и стойкость к атмосферным воздействиям.BS 6870 определяет три класса приемлемости для пластичности по всей толщине: Z15, Z25 и Z35, где число представляет собой минимальное среднее процентное уменьшение площади для трех поперечных испытаний. Стали с такими свойствами продаются как сталь Hyzed .
Погодостойкая сталь используется для изготовления мостов и зданий со стальным каркасом, особенно в США и, в меньшей степени, в Великобритании. Эти стали содержат небольшое количество меди, а иногда и хрома, и при воздействии умеренных атмосферных условий на поверхности образуется защитный слой ржавчины.У них есть преимущество в том, что они требуют меньшего обслуживания, но ржавый вид не всегда приемлем.
Требования к предварительному нагреву для нелегированных конструкционных сталей (и этот термин включает микролегированный и контролируемый прокатный лист) указаны в Великобритании в BS 5135. В этом документе для определения предварительного нагрева используются четыре переменных: содержание водорода в наплавленном шве, углеродный эквивалент стали, общая толщина стыка и тепловложение в кДж · мм – 1 Категории содержания водорода соответствуют рекомендациям IIW (Раздел 8.5.3), равно как и углеродный эквивалент (уравнение 8.6). Общая толщина – это сумма толщины листа, соединяемого сварным швом. На основе этих переменных графики или таблицы показывают минимальную температуру предварительного нагрева и промежуточного прохода.
Кодекс AWS Dl.l для сварки конструкций предлагает более простой подход к проблеме. Здесь переменными являются стандарт и марка ASTM, процесс сварки и толщина листа. Электроды с покрытием делятся на две категории: с низким содержанием водорода и другие. Требуемый предварительный нагрев указан в таблице как функция этих переменных.Например, предварительный нагрев для простой углеродистой стали с пределом прочности до 30 фунтов на квадратный дюйм и толщиной менее 19 мм (3/4 дюйма) равен нулю, а для толщины от 19 до 38 мм, 66 ° C и так далее.
Предварительный нагрев является обременительным и дорогостоящим требованием при сварке больших конструкций, поэтому процессы и процедуры, которые уменьшают или устраняют требования к предварительному нагреву, являются весьма предпочтительными.
Остаточные напряжения в рельсах, сваренных термитной сваркой: значение дополнительной поковки
Термические свойства
Модель FE включает два разных материала: рельсовую сталь марки R260 для рельса и металл сварного шва.Предполагается, что они имеют одинаковые термические и механические свойства. Тепловые свойства стали R260 оценены по Тучковой [22]. На рис. 4 показано изменение плотности, теплопроводности и теплоемкости в зависимости от температуры. Обратите внимание, что конвекция в бассейне с жидкостью была аппроксимирована искусственным увеличением проводимости выше температуры плавления ( T ≥ T liq = 1465 ° C) в пять раз, см. Chen et al. [2].
Фиг.4a Изменение плотности, проводимости и теплоемкости в зависимости от температуры, рассчитанное по Тучковой [22]. b Температурная зависимость модуля Юнга E (слева) и коэффициента Пуассона ν (справа) по оценкам Skyttebol и Josefson [10]. c Температурная зависимость предела текучести и модуля упрочнения, по Skyttebol и Josefson [10]. d Коэффициент теплового расширения металла рельса и сварного шва при нагреве и охлаждении.Из Ahlström [23]
Скрытая теплота и фазовые превращения
Эффект фазовых превращений был учтен в термическом анализе путем определения скрытой теплоты, которая моделирует большие изменения внутренней энергии из-за фазовых изменений материала. {\ mathrm {th}} $$
(1)
, где Δ ε e , Δ ε p и Δ ε th обозначают изменения упругой, пластической и термической деформации соответственно.Вязкопластическими деформациями и деформациями ползучести можно пренебречь, поскольку время, проведенное при более высоких температурах, относительно невелико. Чтобы уменьшить вычислительные затраты, участки материала, которые не представляют особого интереса, то есть участки рельса вдали от зоны плавления (FZ), считаются упругими во время процесса ATW. В этих областях не ожидается значительных температурных градиентов или пластической деформации.
Поведение эластичного материала
Предполагается, что металл рельса и сварного шва представляет собой изотропный эластичный материал с модулем Юнга E и коэффициентом Пуассона ν , взятыми из Skyttebol и Josefson [10].На рис. 4б показаны температурные зависимости E и ν .
Обратите внимание на рис. 4b, что жесткость уменьшается с повышением температуры, что означает, что материал размягчается. Однако нижний предел для E при более высоких температурах является неопределенным из-за ограниченных экспериментальных данных для высоких температур. Здесь было выбрано минимальное значение 100 МПа при температурах выше 1000 ° C. Это значение подтверждается ограниченными экспериментальными результатами из литературы [22].
Коэффициент Пуассона увеличивается до 0,5, как показано на рис. 4b. Однако, чтобы избежать численных проблем с несжимаемым материалом, это значение нельзя принимать слишком близким к 0,5.
Поведение пластического материала
Предел текучести и упрочнение при комнатной температуре и при 600 ° C были определены на собственном предприятии, см. Skyttebol и Josefson [10]. Дальнейшее изменение предела текучести при температуре принимается таким образом, чтобы оно соответствовало таковому в Еврокоде (EN 93-1-1 Еврокод 3: Проектирование стальных конструкций – Часть 1–1: Общие правила и правила для зданий).Металлы рельса и сварного шва моделируются с использованием линейного изотропного упрочнения, поскольку процесс ATW включает только ограниченную обратную текучесть при более низких температурах; хотя циклические эксперименты с рельсом R260 ограничены, Skyttebol и Josefson [10] показывают, что кинематическое упрочнение или, скорее, нелинейное кинематическое упрочнение может быть лучшим представлением. Температурное изменение предела текучести и модуля упрочнения показано на рис. 4c.
При более высоких температурах материал считается эластичным идеально (идеально) пластичным.Более того, при таких температурах доступных данных мало, см. Выше. Здесь нижнее предельное значение предела текучести принято равным 25 МПа для температур выше 1000 ° C, что также подтверждается ограниченными экспериментами в литературе, Линдгрен [24].
Когда материал охлаждается после заливки, он подвергается твердофазным превращениям из аустенита в перлит, как описано ниже. Предполагается, что мера упрочнения, то есть эффективная пластическая деформация, накопленная в более ранней фазе, не повлияет на упрочнение в новой фазе.Следовательно, накопленная эффективная пластическая деформация сбрасывается при определенной температуре, в данном случае выбранной как 700 ° C, с использованием функции отжига ABAQUS.
Объемные изменения во время фазовых превращений
Тепловое расширение перлита и аустенита во время нагрева и охлаждения соответственно следует по Альстрему [23] и показано на рис. 4d. Объемное расширение, наблюдаемое при превращении аустенита в перлит (при быстром охлаждении), моделируется соответствующим уменьшением коэффициента теплового расширения в температурном интервале фазового превращения.{\ mathrm {th}} = \ alpha \ (T) \ cdotp \ left (T- \ mathrm {Tref} \ right) \ hbox {-} \ upalpha \ \ left (\ mathrm {Tin} \ right) \ cdotp \ left (\ mathrm {Tin} – \ mathrm {Tref} \ right) $$
(2)
, где α , T , T ref и T в – это, соответственно, коэффициент теплового расширения, температура, эталонная температура и начальная температура. {\ mathrm {th}} = \ alpha \ (T) \ cdotp \ mathit {\ Delta T} $ $
(3)
За эталонную температуру подаваемого расплавленного материала принимается температура, которую он имеет при заполнении сварного зазора, см., Например, Линдгрен [24].Здесь эта температура принята при температуре плавления 1465 ° C. Это также означает, что объемные изменения, возникающие при затвердевании металла шва, предполагаются в верхней части формы над зазором сварного шва.
Процедура моделирования методом конечных элементов
Как упоминалось выше, процесс ATW моделируется как последовательно связанный термомеханический анализ. Таким образом, настраиваются два разных анализа, один термический анализ и один механический анализ. Поле температуры, вычисленное в термическом анализе, импортируется в механический анализ как нагрузка.Параметр связи в термическом анализе (относящийся к пластической деформации) обычно очень мал в задачах сварки, и им можно пренебречь. Более того, влияние поля деформации на тепловые граничные условия считается здесь несущественным, так как маловероятно возникновение больших деформаций там, где эти граничные условия находятся.
Коммерческое программное обеспечение ABAQUS версии 6.14.2 использовалось в моделировании КЭ с использованием формулы большого смещения и большой деформации. Линейные кирпичные элементы DC3D8 (термический) и C3D8R (механический) использовались для рельса, тогда как линейные тетраэдрические элементы DC3D4 (термический) и C3D4 (механический) использовались для металлической части сварного шва.Обратите внимание, что в металлической части сварного шва использовались кирпичные элементы, поперечное сечение термитов которых соответствует поперечному сечению рельса. Сетка уточняется в области металла сварного шва и рядом с концом рельса. Одна и та же сетка используется как для теплового, так и для механического полей. Всего было использовано 282 824 элемента, дающих 643 539 степеней свободы, на основе исследования сходимости для более простой двумерной модели.
На рисунке 5 показаны различные этапы обычного процесса ATW, смоделированные с помощью ABAQUS.Из-за добавления нового материала на этапе заливки процесс пришлось разделить на три различных моделирования, а результаты переносить между моделированиями с помощью опции импорта в ABAQUS. Тем не менее, можно отметить, что в термическом FEA моделирование заливки и сдвига / охлаждения объединено в одно моделирование. В случае дополнительной поковки, см. Рис. 2, дополнительное заданное смещение применяется в третьем анализе сдвига и охлаждения.
Рис. 5Процедура моделирования FE для обычного ATW
Этап предварительного нагрева и выпуска газа
На первом этапе кислородно-пропановая горелка размещается над головкой рельса во время начальной фазы ATW для сушки и очистки формы и рельса для уменьшения риска образования газовых пор внутри сварного шва и снижения скорости охлаждения.Это моделируется заданием теплового потока к свободным поверхностям рельса внутри сварного зазора в течение периода времени 180 с (3 мин). Процедура соответствует экспериментам Бэнтона [20], в которых температуры регистрировались в разных местах поверхности рельса, в 10 мм от конца рельса, на головке рельса (беговая поверхность, поверхность поля), перемычке (рыболовные поверхности и центральная перемычка), и стопа.
Энергия, подводимая горелкой для предварительного нагрева, моделируется как два распределенных тепловых потока, которые действуют на границу раздела рельсов и беговую поверхность.Предполагается, что эти потоки меняются в зависимости от времени, высоты и ширины рельса. Они были определены путем вычисления разницы между экспериментальными температурами по Бантону [20] и расчетными температурами FE в соответствующих точках. Эта разница минимизируется с помощью аппроксимации методом наименьших квадратов (функция fminsearch в MATLAB). Во время периода выпуска, который составляет около 55 с (1 мин), тепловой поток прекращается, и рельс охлаждается, пока тигель прикреплен к верхней части формы.
На этапах предварительного нагрева и выпуска металлический шов включается для анализа, чтобы он соответствовал последующим расчетам, и для задания граничных условий горизонтальной симметрии на этом этапе, чтобы предотвратить движение твердого тела.Металл сварного шва является бесшумным материалом, т. Е. Ему придается очень низкая жесткость и предел текучести, чтобы гарантировать, что он не влияет на поведение рельса до тех пор, пока он не будет активирован на стадии разливки.
Этап заливки
На этом этапе температура металла сварного шва увеличивается за 1 с до 750 ° C, что является температурой конца рельса в конце этапа предварительного нагрева и выпуска. Вылив жидкости моделируется увеличением температуры металла сварного шва до пространственного распределения, допустимого после завершения заливки.Расплавленный металлический материал сварного шва имеет температуру около 2050 ° C в тигле над формой, но охлаждается, оставаясь жидкостью, когда стекает вниз в каналы формы, а затем вверх в зазор сварного шва. Здесь это пространственное изменение температуры в момент заливки было предписано следовать расчетному пространственному изменению в Тучковой [22]. Обратите внимание, что это означает, что предполагается, что разливка произойдет за очень короткое время, и что весь столб металла сварного шва рассматривается с начала этого шага.На этом этапе параметры материала металла сварного шва изменяются на параметры материала рельса. Чтобы предотвратить значительное объемное расширение при непрерывном повышении температуры металла шва, на этом этапе тепловое расширение металла шва устанавливается равным нулю.
Этап резки и охлаждения
Когда этап заливки завершен, рельс и металл сварного шва остынут. Термическая деформация металла шва сбрасывается, см. Уравнение. (3) для моделирования того, что теперь он охлаждается из расплавленного состояния.Это также относится к частям конца рельса, которые плавятся во время разливки. Через некоторое время излишки материала удаляются гидравлическими ножницами. Это моделируется удалением элементов, моделирующих металл шва, см. Рис. 3, и переопределением свободных поверхностей для конвективных граничных условий и продолжением процесса охлаждения. Предполагается, что сдвиг как таковой не создает дополнительных напряжений. В случае использования дополнительного давления ковки модуль ALFONS с заданным смещением 6 мм прикладывается к стенке рельса на определенном расстоянии от конца рельса, см. Рис.2, 120 с (2 мин) после завершения заливки. Еще через 30 с (2 мин и 30 с) смещение деактивируется.
Термический анализ процесса ATW: результаты
Расчетные температуры FE и зарегистрированные температуры, предоставленные Banton [20] в рассматриваемых точках данных на стадиях предварительного нагрева и выпуска, показаны на рис. 6. Показано время, когда предварительный нагрев заканчивается. на рис. 6. Этот результат показывает, что модель подводимой энергии достаточно точна при моделировании воздействия горелки предварительного нагрева в большинстве рассматриваемых точек.Также обратите внимание на большую разницу в максимальных температурах беговой поверхности и поверхности поля.
Рис. 6Расчетные и измеренные температуры в рельсе на расстоянии 10 мм от конца рельса на этапах предварительного нагрева и нарезания резьбы. Указывается время, когда предварительный нагрев прекращается, 180 с (3 мин).
Для фазы разливки температура металла сварного шва и материала на конце рельса повышается до значения, показанного на рис. 7a, в качестве начального условия. После этого тепловое граничное условие деактивируется, и возможна передача тепла между различными секциями, что приводит к более физическому распределению тепла, сравнимому с расчетным с использованием CFD Тучковой [22].На рисунке 7b показано распределение температуры через 17,5 с (0,3 мин) после деактивации граничных условий. На рисунке 7c показано температурное поле после того, как материал остынет в течение значительного времени (почти при комнатной температуре).
Рис.7Расчетное распределение температуры в начале заливки ( a ), 17,5 с после заливки ( b ) и через несколько минут после заливки ( c )
На рисунке 8 показаны расчетные температуры в различных точках 10 мм от конца рельса по сравнению с температурами, измеренными в экспериментах Бантона [20].Время срезания лишнего материала показано на рис. 8. В целом достигается хорошее согласие с экспериментальными результатами. Обратите внимание, что эффект сдвига материала внутри формы можно увидеть в узлах рабочей поверхности и поверхности поля. По мере удаления материала эти узлы подвергаются прямому воздействию окружающего воздуха, что приводит к увеличению скорости охлаждения.
Рис. 8Расчетные и измеренные температуры в рельсе на расстоянии 10 мм от конца рельса во время охлаждения после заливки
Механический анализ процесса ATW: результаты
Развитие деформаций и напряжений моделировалось в соответствии с шагами, описанными выше, см. Рис. .5. На рис. 9 показаны рассчитанные вертикальное (S22) и продольное (S33) напряжения в рельсе и металле сварного шва сразу после заливки, т. Е. Когда металл сварного шва был наплавлен и все еще находится в расплавленном состоянии (но рассматривается как твердое тело с очень низкие напряжения). Можно отметить, что после нарезания резьбы конец рельса покрывается формой, которая не видна на рис. 9 (но моделируется с изолирующим эффектом, см. Выше). Хотя градиент температуры от расплавленного металла сварного шва к рельсу велик, эта часть будет иметь температуру достаточно низкую, чтобы испытывать более высокие уровни напряжения, что также наблюдается в частях, находящихся дальше от формы, выше, где температура составляет около 700 ° C.Следовательно, уровни напряжения могут быть высокими и не ограничиваться очень низкими значениями предела текучести.
Рис. 9Расчетные вертикальные S22 (слева) и продольные S33 (справа) напряжения (МПа) в рельсе и металле шва сразу после заливки
На рисунке 10 показана эволюция вертикального S22 и продольного S33 компоненты напряжения со временем в разных местах для обычного процесса ATW и для процесса ATW с применением дополнительной ковки (модуль ALFONS).Графики начинаются с начала ковки, т. Е. Через 120 с (2 мин) после заливки, и длится до конца охлаждения. Обратите внимание, что ковка заканчивается через 150 с (2 мин и 30 с). Отметим также, что напряжения на рис. 10, 11, 12 и 13 показаны для металла сварного шва в профиле рельса (UIC60), т.е. напряжения в металле сварного шва за пределами профиля, который не был срезан (см. Рис. 3 и 7c), не показаны. В целом эволюция обычных ATW и ATW с ALFONS аналогична, давая качественно одинаковые уровни остаточного напряжения.В стенке возникают большие растягивающие напряжения как в вертикальном, так и в продольном направлениях. Изменения объема во время фазовых превращений из жидкой фазы в твердую, между 12 и 18 минутами, показаны как небольшие изменения напряжения, тогда как окончательное фазовое превращение аустенита в перлит даст большее падение напряжения как в вертикальном (S22), так и в продольном направлении. (S33) компоненты. Это падение напряжения восстанавливается во время окончательного охлаждения до комнатной температуры. Разница в уровне напряжения при использовании ALFONS аналогична для компонента поперечного напряжения (S11).Однако, поскольку S11 в целом будет иметь меньшие величины, чем S22 и S33, изменение, наблюдаемое при использовании процедуры ALFONS, будет относительно большим.
Рис. 10Расчетное развитие напряжений во времени в центре сварного шва после заливки, поковка начинается через 2 мин (120 с) после заливки и заканчивается через 2 мин 30 с (150 с). Обычный ATW, слева, и для процесса ATW с дополнительной штамповкой (модуль ALFONS), справа
Рис. 11Расчетное изменение напряжения в зависимости от температуры после заливки в центре сварного шва.Обычный ATW, слева, и для процесса ATW с дополнительной штамповкой (модуль ALFONS), справа
Рис. 12Поле расчетного остаточного напряжения (МПа) после обычного процесса ATW. S22 – вертикальный компонент, а S33 – компонент продольного напряжения.
Рис. 13Поле расчетного остаточного напряжения (МПа) после обычного процесса ATW с добавлением дополнительной ковки (модуль ALFONS). S22 – вертикальный, а S33 – продольный компонент напряжения
На рисунке 11 показана соответствующая эволюция компонентов вертикального (S22) и продольного (S33) напряжения в разных местах теперь с понижением температуры во время охлаждения после заливки для обычного процесса ATW и для Процесс ATW с применением дополнительной ковки (модуль ALFONS).Графики начинаются с начала ковки, т. Е. Через 120 с (2 мин) после заливки, и длится до конца охлаждения. Обратите внимание, что ковка заканчивается через 150 с (2 мин 30 с). Отметим также, что окончательное фазовое превращение аустенита в перлит начинается при температуре 700 ° C и заканчивается при 660 ° C. На рис. 11 отчетливо видно падение составляющих напряжения из-за увеличения объема при этом фазовом превращении.
На рисунках 12 и 13 показано поле остаточных напряжений в рельсе и металле сварного шва после охлаждения до комнатной температуры.Компоненты как вертикального (S22), так и продольного (S33) напряжения имеют большие значения растяжения в стенке рельса вблизи металла сварного шва, а компонента продольного напряжения также в металле сварного шва стенки рельса. Введение процедуры ALFONS не приведет к значительному изменению поля остаточных напряжений, хотя ширина растягивающей зоны вертикального напряжения (S22), кажется, несколько уменьшится. Компонент поперечного напряжения (S11) не показан, поскольку он имеет более низкие значения, чем два других компонента напряжения.Однако компонент поперечного напряжения (S11) имеет высокое значение внутри рельса при переходе от стенки к основанию, возможно, из-за плохого зацепления в этом пересечении. Однако это не влияет на вертикальные и продольные напряжения. Разница в остаточном поперечном напряжении (S11) после использования дополнительной ковки (модуль ALFONS) также незначительна.
На рисунке 14 показано изменение составляющих остаточного напряжения по толщине в средней плоскости рельса на центральной линии сварного шва и на расстоянии 50 мм от центральной линии сварного шва (т.е.э., в рельс). Как видно также выше, при дополнительной ковке в этих местах наблюдаются лишь незначительные изменения остаточного напряжения; самые большие различия наблюдаются в центре сварного шва на стыке перемычки нижней головки рельса. Также в средней плоскости рельса обнаруживаются большие растягивающие вертикальные и продольные остаточные напряжения в стенке в центре сварного шва и в рельсе вблизи металла шва. Это область, где часто возникают трещины. Для продольного напряжения (S33) растягивающие остаточные напряжения в стенке уравновешиваются сжимающими напряжениями на беговой поверхности и у подошвы рельса.Поперечное напряжение (S11) имеет более низкие значения, за исключением, возможно, области верхней стенки нижней головки рельса. S11 также изменяется на положительное значение на беговой поверхности, если используется ALFONS. Возможно, это связано с большими поперечными пластическими деформациями, возникающими при ковке.
Рис. 14Расчетное изменение остаточного напряжения в средней плоскости рельса в центре сварного шва (слева) и на расстоянии 50 мм от центральной линии шва (справа). S 11 – поперечное, S 22 – вертикальное и S 33 – продольное напряжение
Рассчитанное поле остаточных напряжений можно сравнить с экспериментально определенными полями остаточных напряжений для термитных сварных швов из Webster et al.[7] (с использованием дифракции нейтронов) и частично Jezzini-Aouad et al. [8] (дифракция рентгеновских лучей) и Маттона и Солейлемана [9] (с использованием тензодатчиков). Наблюдается хорошее согласие с этими ссылками, подтверждающее наличие высоких вертикальных напряжений в стенке и нижней головке рельса и сжимающих продольных напряжений в головке рельса. Как обсуждалось выше, FBW включает шаги, аналогичные шагам в ATW, поэтому поле остаточных напряжений будет аналогичным, что видно в численных и экспериментальных исследованиях [10,11,12,13].
Риск образования горячих трещин
При использовании модуля ALFONS к охлаждающему металлу сварного шва и рельсам сразу после заливки (1–3 мин), т.е. когда материал еще очень теплый, прилагается давление ковки. Заданное смещение соответствует средней деформации около 1,3%. Это приведет к вдавливанию материала в металл сварного шва, что приведет к большим пластическим деформациям в этой области. Существует опасение, что риск образования горячих трещин, то есть трещин, образовавшихся во время окончательного затвердевания, увеличивается.При таких высоких температурах, когда материал только что затвердел, сведения о поведении материала ограничены. Также скорость охлаждения высокая. Существует несколько предлагаемых способов механической количественной оценки этого эффекта сварки, вызванного металлургией материала. Одной мерой этого риска горячего растрескивания является изменение механической деформации, то есть сумма упругой и пластической деформации, между двумя температурами, например, от 1450 ° C до 1350 ° C, см. [25, 26]. На рисунке 15 показано расчетное изменение максимальной основной механической деформации во время охлаждения между двумя температурами, 1450 ° C и 1350 ° C для случая дополнительной ковки, начинающейся через 120 с (2 мин) после заливки и продолжающейся еще 180 с (3 мин. ) с заданным смещением в 6 мм влево и в соответствующей ситуации при обычном ATW (справа).
Рис. 15Расчетное изменение максимальной основной механической деформации между температурами 1450 ° C и 1350 ° C после ATW с дополнительной ковкой (слева) и после обычного ATW (справа)
Видно, что эта мера дает значения растяжения в верхняя часть стенки и нижняя часть головки рельса с нанесенной дополнительной поковкой. Следовательно, верхняя часть поперечного сечения рельса, головка рельса и верхняя часть стенки кажутся чувствительными к горячим трещинам. Горячие трещины были обнаружены в нескольких испытанных сварных швах на ГТГ в этом месте для выбранной комбинации смещения ковки и времени ковки.Также было обнаружено, что ковка раньше или позже, чем предполагаемые 120 с (2 мин) после заливки, приводила соответственно к несколько более низким или более высоким пластическим деформациям. Можно отметить (см. Рис. 10), что во время приложения давления ковки в области стенки возникает небольшое вертикальное напряжение растяжения. Однако напряжения не используются в качестве меры для образования трещин, они также являются более неопределенной мерой из-за ограниченных знаний о поведении материала при температурах выше 1000 ° C. Можно также сказать, что горячие трещины не появлялись при выполнении обычного ATW, как ожидалось.
Микроструктура и твердость сварного шва и ЗТВ
Микроструктуру рельса после охлаждения можно оценить по расчетным скоростям охлаждения, показанным на Рис. 8, и диаграмме CCT, показанной на Рис. 16. Диаграмма CCT была построена JMatPro на основе от химического состава стали марки R260 в таблице 1. Было обнаружено, что микроструктура в рассматриваемых точках будет полностью перлитной. Сварной шов рельса и ЗТВ некоторых сварных швов также были исследованы металлографическим методом для подтверждения предсказанной микроструктуры.На рисунке 17 представлены изображения микроструктуры сварного шва с оптической микроскопии от центральной линии сварного шва до основного материала (R260) слева направо. Он также сравнивает микроструктурный градиент, вызванный обычным процессом, с градиентом, создаваемым дополнительной ковкой. Металлографическое исследование проводилось в двух положениях, в головке рельса и в подошве, в соответствии с европейским стандартом EN 14730-01. Вкратце, процедура микроскопического исследования требует осмотра области на 3–15 мм ниже рабочей поверхности и на том же расстоянии от кончика подошвы рельса.После зеркальной полировки образцы протравливались 4% -ным раствором Nital. На всех изображениях преобладающей микроструктурой является перлитная структура, что подтверждает термический КЭ анализ. Даже при дополнительной ковке, см. Рис. 17а и b, сканирование подобластей сварного шва не показывает присутствия нежелательных фаз, таких как мартенсит или бейнит. Аналогичные микроструктуры получены в ФЗ. Он содержит перлитную фазу коричневого цвета с доэвтектоидным ферритом (белый цвет), образованным вокруг включений (черный цвет) и по границам зерен.В некоторых частях ЗТВ внутри крупных зерен также возможно образование доэвтектоидного феррита.
Рис. 16Кривые охлаждения для различных точек в поперечном сечении рельса и диаграмма CCT для стали R260 (построенная JMatPro)
Рис. 17Микроструктурный градиент, вызванный обычным ATW с дополнительной ковкой. a Головка рельса. b Рельсовое основание, обычное ATW. c Головка рельса. d Подножка рельса.
Помимо перлитной структуры на рис.17 также иллюстрирует микроструктурный градиент, создаваемый теплом во время сварки. В районе, ближайшем к СЗ, наблюдается быстрое и сильное повышение температуры. Это приводит к росту зерна и образованию после охлаждения подобласти зоны термического влияния крупных зерен. Вдали от ЗТВ процесс перекристаллизации способствует заметному уменьшению размеров зерен, образуя подобласть второй зоны ЗТВ. Присутствие металлургических подобластей в ЗТВ влияет на распределение твердости.
Измерение твердости сварного шва
На рис. 18 показано среднее значение распределения твердости в головке рельса, стенке и подошве сварных швов, изготовленных обычным ATW и с дополнительной ковкой (модуль ALFONS), соответственно.Средние значения рассчитываются для трех сварных швов каждого процесса. Для обычных сварных швов, показанных для справки на рис. 18а, среднее значение показывает, что высокая твердость в стенке и подошве рельса расположена на одинаковом расстоянии от центра сварного шва. Для сравнения, зона высокой твердости головки рельса немного смещена, что приводит к большей ЗТВ.
Рис. 18Распределение продольной твердости в головке, стенке и подошве рельсов в зависимости от процесса сварки. a Обычные сварные швы ATW. b Технологические швы ALFONS (с дополнительной поковкой)
Что касается корпуса дополнительной поковки (модуль ALFONS), профили твердости имеют асимметричное распределение. Кажется, что твердость увеличивается с левой стороны на правую на рис. 18b. Кроме того, подошва рельса имеет самую низкую твердость по сравнению с перемычкой и головкой. Это противоречит эталонному результату сварки, см. Рис. 18a. Можно отметить, что несимметричные профили наблюдаются и в отдельных швах, выполненных с дополнительной ковкой.Причина этого асимметричного профиля неясна. Могут быть различия в процедуре применения предписанных перемещений в головке рельса, то есть в расположении цилиндров, создающих предписанное перемещение, и в устойчивости всей машины во время ковки, что может привести к асимметричному изменению твердости.
Ширина зоны термического влияния
Ширина ЗТВ является важной мерой в проекте WRIST [19], поскольку уменьшение ширины ЗТВ и ЗТВ является основной целью проекта.Основываясь на измерениях твердости выше, ширину ЗТВ можно оценить в соответствии с европейским стандартом 14370-01. На рисунке 19 показана взаимосвязь между градиентом микроструктуры и изменением твердости на одной стороне термитного шва, от FZ до основного материала. Обычно наплавленный металл и исходные материалы имеют почти одинаковую твердость. Изменение твердости происходит в ЗТВ. Согласно европейскому стандарту длина зоны низкой твердости не должна превышать 20 мм, известной как зона размягчения при нагревании.Сварной шов рельса, рис. 19, имеет смягченную ширину около 16 мм. Общая длина HAZ является суммой ширины низкой твердости (LH) и высокой твердости (HH), что дает общую длину около 33 мм для обоих случаев, обычного ATW или при использовании ALFONS.
Рис. 19Взаимосвязь между металлургическим градиентом и изменением твердости в термитном шве
Ширина зоны FZ + HAZ также была оценена на основе моделирования методом КЭ. Затем была определена ЗТВ для узлов, температура которых превысила эвтектоидную точку 723 ° C в любой момент во время процесса сварки, вместо использования определения, основанного на твердости.На рисунке 20 показаны места, где была рассчитана ширина.
Рис.20Измерения ширины FZ и HAZ, использованные при моделировании FE и в таблицах 2 и 3
Таблица 2 дает приблизительную ширину FZ и HAZ для обычных ATW и ATW с ALFONS (с общей предписанной смещение 12 мм). Как упоминалось выше, во время ковки в металл сварного шва (FZ) будут возникать большие пластические деформации. Во время дальнейшего охлаждения в металл сварного шва и рельс вблизи сварного шва будут возникать дополнительные пластические деформации.После охлаждения будут возникать большие остаточные пластические деформации в центре сварного шва (растяжение в поперечном и сжатие в продольном направлении) и на границе раздела для сварки металлических колонн в кристаллизаторе (позже срезанных). Результирующее уменьшение ширины FZ будет примерно на 6%, 1 мм, (небольшое), когда будет введен ALFONS. Также видно, что ЗТВ незначительно уменьшается. Поскольку ширина ЗТВ в рельсе в основном определяется подводимым теплом, как и при использовании ALFONS, эта разница для ЗТВ обусловлена пластической деформацией материала рельса во время ковки.В Таблицу 2 также включена оценка соответствующей ширины ЗТВ на основе измеренных профилей твердости. Основа для сравнения несколько отличается, поскольку сварной зазор, использованный при моделировании КЭ, составлял 25 мм, см. Рис. 2, тогда как сварной зазор, используемый для сварных швов (полученных на более позднем этапе), исследованных на рис. 18 и 19 было 50 мм. Из измеренных профилей твердости также видно, что использование дополнительной поковки может дать несколько меньшую ширину ЗТВ. Похоже, так оно и было, если были изменены условия дополнительной ковки, т.е.е. время начала ковки, продолжительность дополнительной ковки и величина заданного смещения. Различие между экспериментами и моделированием КЭ можно также объяснить неконтролируемым изменением расстояния поковки во время сварки. Компания GTG сообщила об отклонении от 6 до 9 мм в случае условий сварки в полевых условиях. Этот факт также является причиной отклонений по сравнению с продольным профилем твердости вдоль сварного шва.
Таблица 2 Сравнение ширины FZ и HAZ с использованием обычного ATW или ATW с дополнительной поковкойШирину HAZ, смоделированную FE, также можно сравнить с экспериментальными результатами из литературы, Chen et al.[2], где обычный ATW проводился с использованием разного времени предварительного нагрева. В таблице 3 показано это сравнение, описанное здесь как FZ и HAZ. Обратите внимание, что здесь использовалось то же определение HAZ, то есть точки, которые испытали температуру, превышающую 723 ° C, определены как находящиеся в HAZ. Моделирование FE достигает значений ширины, которые находятся в верхнем пределе экспериментального диапазона, особенно в центре полотна и области перехода от полотна к опоре. При рассмотрении смещения поковки на 12 мм уменьшение ширины зоны FZ + HAZ в этом случае составляет примерно половину, т.е.е., 6 мм. Отметим, что ширина ЗТВ определяется подводимой теплотой и не связана напрямую с дополнительной поковкой; однако материал, который станет ЗТВ, возможно, был пластически деформирован во время ковки. Согласие с Chen et al. [2] достаточно хорош, учитывая некоторые различия в процедуре термитной сварки, использованной в Chen et al. [2] и в проекте WRIST [19].
Таблица 3 Сравнение ширины ЗТВ + ЗТВ с экспериментами, проведенными Ченом и др. [2]Уничтожение вредителей в прятках с помощью тепловизоров FLIR
Инфракрасная технология находит широкое применение как в домашних условиях, так и в промышленности.Termite Solutions из Квинсленда, Австралия, специализируется на обследовании и лечении термитов с 1996 года и начала использовать тепловизионные камеры FLIR в 2005 году. «Для нашей компании это стало началом инновационной одиссеи. Сейчас он стал стандартной частью нашего оборудования, и мы не могли представить себе свою работу без него », – говорит Мал Брюэр, владелец Termite Solutions.
Худший кошмар домовладельца
Термиты, нападающие на дома, – это почти исключительно подземные виды, которым необходимо соблюдать особые экологические требования.«Когда термиты проникают в жилище, они быстро увлажняют галереи, в которых живут, и активно регулируют температуру», – объясняет Мал Брюэр. «Именно для обнаружения этой разницы температур тепловизионные камеры FLIR разработаны идеально. Например, FLIR серии E имеет подходящее разрешение и температурный диапазон для обнаружения даже очень незначительных перепадов температуры, а необходимость регулирования температуры и влажности термитов делает возможным раннее обнаружение с помощью тепловизора ».
Упаковка термитов внутри и на стене
В зависимости от атмосферных условий заражение термитами может проявляться как жарко зимой или как холодно летом, весной и осенью.Во многих типах домов термиты атакуют невидимые стены и могут месяцами действовать незамеченными, нанося при этом значительный структурный ущерб. Ежегодно австралийцы тратят миллионы долларов на лечение термитов и устранение причиненного ими ущерба. Они действительно относятся к худшему кошмару домовладельца, поэтому обнаружение термитов задолго до того, как они станут визуально заметными, может потенциально сэкономить домовладельцам тысячи долларов. Преимущества теплотехники очевидны.Открывая мир инфракрасных лучей
«Еще в 2004 году я слышал, что несколько межгосударственных инспекторов по борьбе с вредителями используют тепловизионные изображения для обнаружения термитов, поэтому я позвонил некоторым из них.Операторы в то время не имели квалификации и указали, что будут время от времени использовать свои камеры, но в основном они были предназначены для получения маркетингового преимущества над своими конкурентами », – объясняет Мал. «Я купил свою первую камеру в 2005 году и быстро понял, что у меня есть не только маркетинговое преимущество, но и бесценный инструмент для обнаружения и диагностики. Мы обнаружили проблемы с термитами, которые другие инспекторы просто не заметили, и прошли мимо. «Финансовые затраты на мою первую камеру FLIR быстро окупились.Я обнаружил, что клиенты оценили наш профессионализм в инвестировании в новейшие технологии, и после того, как мы начали использовать тепловизионные камеры, процент принятия предложений был значительно выше. С самого начала, – говорит Мэл, – я осознал, какую потенциальную ценность для моего бизнеса принесет тепловизионная камера FLIR ».
Термиты под полом. Тепловое изображение стены ванной комнаты.Держать клиента в курсе
«Мы всегда стараемся привлекать наших клиентов к началу инспекции, чтобы показать им визуальные преимущества, которые мы получаем от использования тепловизора.Наша крылатая фраза звучит так: «Если вы не видели теплового потока, вы видите только половину изображения». Наши клиенты обычно просят нас приносить тепловизоры для их ежегодных проверок.
Их не устраивает проверка без тепловизора, а это гарантирует нам повторную работу ».Termite Solutions также использует тепловизионное изображение для мониторинга состояния, сравнивая текущие изображения с изображениями, полученными в ходе предыдущих проверок. «Я использую FLIR Professional Reporter и FLIR Tools на своем офисном компьютере, – говорит Мал, – а также FLIR Viewer на моем iPad и FLIR Tools на моем смартфоне.Программное обеспечение для создания отчетов является всеобъемлющим, и доступно множество обучающих видеороликов, которые помогут в достижении наилучших результатов с помощью программного обеспечения. Готовые отчеты выглядят великолепно, а изображения можно даже отправлять по электронной почте непосредственно клиенту с устройства Apple или Android, пока он еще находится на рабочем месте ».
Termite Solutions также обнаружила, что возможности Wi-Fi тепловизионных камер FLIR особенно хороши при осмотре инвестиционной собственности для клиентов из других штатов или за рубежом. «Изображения можно сохранить на камеру, загрузить в облако или отправить по электронной почте непосредственно клиенту.Это позволяет нам легко объяснить владельцу, что именно происходит, даже если он находится за тысячи километров », – говорит Мал.
Термиты за баней.Обучение – это ключ
Мэл Брюэр обнаружил, что камеры FLIR очень просты в использовании, и требуется лишь базовая подготовка, прежде чем вы сможете начать пользоваться камерой. «Если вы используете камеру в коммерческих целях, – говорит Мэл, – то очень важно, чтобы вы были обучены интерпретировать изображения и правильно описывать их в своих отчетах.Небольшие знания могут быть опасны, если вы неправильно интерпретируете изображения, как это часто бывает с неопытными или неподготовленными операторами. Я настоятельно призываю всех, кто рассматривает возможность покупки камеры, также пройти обучение ».
Мэл Брюэр закончил курс термографии уровня 1 в Мельбурнском университете в 2004 году, курс FLIR для борьбы с вредителями в Мельбурне несколько лет спустя и прошел курс термографии Building Science в 2013 году. Все технические специалисты Termite Solutions прошли курсы FLIR и прошли обучение. в использовании камер и создании тепловизионных отчетов.
Термиты до и после обработки в стене ванной комнаты.Тепловое преимущество
Необходимые инструменты для инспекторов по борьбе с вредителями включают фонарик, бинокль, метчик и измеритель влажности. «Мы ищем повреждения с помощью горелки, мы проверяем видимые древесные материалы с помощью инструмента для постукивания, ища структурную целостность или мягкие места в древесине, но с помощью тепловизора мы можем увидеть небольшие перепады температур, вызванные термитами, протечками, проблемами влажности, грызунами. или аномалии изоляции », – констатирует Мал.«Тепловизионные камеры FLIR могут обнаруживать низкие уровни заражения термитами, часто намного раньше, чем их присутствие можно обнаружить с помощью наших глаз или обычных методов с использованием инструментов для прослушивания и измерителей влажности».
Опоссум в полости крыши.Тепловизор позволяет инспекторам быстро сканировать здания и сканировать участки, недоступные для инспектора, например высокие потолки. Каждый инспектор Termite Solutions может проверять до пяти домов в день. «Мы можем сканировать большие площади зданий очень быстро и с гораздо большей уверенностью, чем раньше, используя тепловизоры FLIR», – говорит Мал.
С 2005 года компанияThermite Solutions приобрела четыре камеры FLIR – B2, E300, E60Bx и E8, и все они до сих пор находятся в эксплуатации и в хорошем состоянии. Любимая камера Мэла – его E60Bx из-за высокого разрешения камеры и ее способности записывать цифровые и тепловизионные изображения, а также видео.
«Наши клиенты считают, что технология MSX® действительно помогает лучше понять изображения в отчетах», – говорит Мал. «Тепловизионные камеры FLIR очень прочные и всегда надежные. У них хорошая скорость видео, хорошее разрешение и хорошее время автономной работы.Изображения четкие, легко загружаются и хорошо смотрятся в отчетах ».
Повышение качества обслуживания благодаря термообработке
«Во время проверки на вредителей мы часто обнаруживаем проблемы с обслуживанием при использовании тепловизионной камеры», – заявляет Мал. «Иногда во время наших проверок мы выявляли проблемы с электричеством в зданиях, которые могли иметь серьезные последствия».
Now Termite Solutions предлагает не только обследование на наличие вредных организмов, но и услуги по инспекции зданий, диагностику неисправностей здания, включая протекающие души и крыши, проблемы с влажностью и гидроизоляцией, а также нарушения изоляции.
Беспроигрышный вариант для бизнеса и клиента
Использование тепловизионных камер не только позволяет компании Thermite Solutions экономить время на работе – экономию, которую она может передать своим клиентам, но и экономит деньги клиентов, поскольку они не пропускают термитов и не обнаруживают их раньше, прежде чем они успеют сделать слишком много повреждать. Инвестиции Termite Solutions в камеры FLIR были быстро компенсированы ростом бизнеса, который они вызвали, и увеличением количества зданий, которые техники теперь могли построить за день.
«Компания FLIR всегда считалась лидером отрасли в области тепловидения, поэтому я предпочел эту марку другим. С тех пор я считаю, что персонал FLIR по обучению и поддержке клиентов был отличным и очень полезным », – заключает Мал Брюэр.
Как «дышат» термитники | Наука
На протяжении десятилетий ученые восхищались возвышающимися курганами, сооружаемыми некоторыми термитами, и задавались вопросом, как они работают.Хотя сейчас широко распространено мнение, что конструкции высотой от 1 до 2 метров (см. Выше) помогают с вентиляцией, заменяя затхлый воздух свежим в скрытом гнезде насекомых, механика такой системы остается загадкой. Теперь, используя тепловые изображения и установив крошечные датчики воздушного потока примерно в двух дюжинах термитников ( Odontotermes obesus ), ученые думают, что разгадывают загадку. Их расследование показало, что холмы действуют как «внешние легкие», используя изменение температуры, когда день становится ночью, для вентиляции.Вот как это работает: внутри холма находится большой центральный дымоход, соединенный с системой каналов, расположенных в тонких, похожих на канавки контрфорсах кургана. Днем воздух в тонких контрфорсах нагревается быстрее, чем в утепленном дымоходе. В результате теплый воздух поднимается вверх, тогда как более холодный воздух из дымохода опускается вниз, создавая замкнутую конвекционную ячейку, которая управляет циркуляцией, а не внешним давлением ветра, как предполагалось. Ночью, однако, система вентиляции меняет направление, так как воздух в контрфорсах быстро охлаждается, опускаясь до температуры ниже температуры центрального дымохода.Изменение направления воздушного потока, в свою очередь, вытесняет воздух, богатый углекислым газом – результат метаболизма термитов – который накапливается в подземном гнезде в течение дня, сообщают исследователи онлайн на этой неделе в журнале Proceedings of Национальная академия наук. Хотя ученые исследовали только один вид термитов, система вентиляции, вероятно, такая же у других с аналогичными насыпями. Такое понимание может вдохновить на разработку пассивной архитектуры, которая направлена на устранение необходимости в активных системах отопления и охлаждения в зданиях с использованием таких стратегий, как естественная вентиляция и эффективная изоляция, говорят ученые.
Службы контроля термитов Калифорния | Pacific Coast Termite
Местоположение работы:
- Северная Калифорния (Главный офис: Фремонт, Калифорния)
- Южная Калифорния (Главный офис: Оранж, Калифорния)
Должностные обязанности:
- Отчеты об исследованиях и диаграммы зараженной области и соблюдение плана лечения, необходимого для контроля и предотвращения повторения заражения.
- Смешивайте, распыляйте, вводите и применяйте соответствующие химические растворы для борьбы с организмами, разрушающими древесину.
- Вырежьте или просверлите отверстия в здании или окружающем бетоне, получите доступ к зараженным участкам, вставьте сопло и введите пестицид для пропитки земли.
- Траншея и обработка почвы по периметру здания и прилегающей территории.
- Направлять и / или помогать другим работникам в процессах обработки и уничтожения, чтобы уничтожить и контролировать организмы, разрушающие древесину.
- Вести точный учет, а также разрабатывать и предоставлять ежедневные отчеты об использовании пестицидов в офис для отправки в регулирующие органы.
- Тележка с приводом, оснащенная оборудованием для механического опрыскивания. Очистите рабочий участок после завершения работы.
Требования к работе:
- Безопасно выполняйте квалифицированную работу по приготовлению и применению химических растворов для борьбы с лесоразрушающими организмами.
- Работать независимо при отсутствии непосредственного надзора
- Эффективно общаться устно и письменно.
- Вести точный учет; и готовить отчеты своевременно и точно.
- Безопасно и умело обращайтесь с инструментами и оборудованием, относящимся к рабочим заданиям.
- Техническое обслуживание и мелкий ремонт распылительного аппарата.
- Прочтите и изучите соответствующие правила, законы и постановления, а также специальные материалы, такие как технические руководства, письменные инструкции и формулы смешивания.
- Понимать и соблюдать процедуры и правила техники безопасности.
- Установите и поддерживайте эффективные рабочие отношения с широкой общественностью, коллегами и теми, с кем связывались в ходе работы.
Требования к лицензиям / сертификатам:
- Иметь и поддерживать действующие водительские права класса C в Калифорнии.
- Иметь и поддерживать или быть в состоянии получить действующую лицензию аппликатора с помощью структурного совета по борьбе с вредителями (мы предлагаем обучение на рабочем месте и помощь в получении лицензии).
Физические требования:
- Уметь наклоняться, становиться на колени, ползать и приседать, тянуться и стоять в течение длительного времени.
- Уметь безопасно подниматься по лестнице; поднимать, толкать, тянуть и переносить предметы весом до 50 фунтов.
- Уметь использовать ловкость пальцев и ног, а также силу рук для работы и захвата инструментов и оборудования.
- Уметь чувствовать атрибуты предметов наощупь, видеть на расстоянии от одного до двадцати футов с хорошим полем зрения, а также уметь различать основные цвета и оттенки цвета.
- Иметь возможность поддерживать равновесие тела, чтобы предотвратить падение при ходьбе, стоянии или приседании по лестницам, узким, скользким или движущимся поверхностям.
Деревянный дом, сруб, проектирование, строительство
Архитектурно-строительная компания «ArchiLine Wooden Houses – Дома для здоровья» специализируется на проектировании, производстве и строительстве деревянных домов, гостиниц, ресторанов и саун из оцилиндрованного бревна, бруса и клееного бруса.
ООО «АрчиЛайн» успешно работает на рынке деревянного строительства с 2004 года. Специалисты компании произвели и построили сотни деревянных домов в разных странах – Австралии, Беларуси, Германии, Грузии, Испании, Казахстане, Кыргызстане, Ливане, Нидерландах. , ОАЭ, Польша, Россия, Франция.болееСкандинавский деревянный дом из клееного бруса “Dina’s Morning” – большой дом с просторной гостиной, отдельной кухней, двумя спальнями и совмещенной ванной / душем. . Это отличное решение для тех, кто не любит небольшие замкнутые пространства. …
болееДеревянный дом из клееного бруса и терраса «Евродом» – домик для круглогодичного проживания для небольшой семьи. Есть все самое главное: 2 спальни, санузел, просторная кухня-гостиная. …
болееДеревянный дом из клееного бруса «Мираж» – компактный дом с 2 спальнями, гостиной и отдельной кухней и выходом на террасу.Это отличное решение для тех, кто ищет небольшой дом для круглогодичного проживания. …
болееВ деревянном доме из клееного бруса «Белый дом» 5 спален, кухня-гостиная 58 м2 и 2 санузла. Этот дом подходит для большой семьи для круглогодичного проживания. …
болееДом с террасой «IT House» состоит из: 3 спален с отдельными санузлами, просторной солнечной террасы и кухни-гостиной. Такой дом подойдет тем, кто любит принимать гостей и проводить деловые встречи дома….
болееДеревянный дом из клееного бруса с топкой и террасой «Маяк» имеет: 2 спальни по 17 м2 каждая, кухня-гостиная 50 м2 и 2 санузла 4,8 м2. . Это идеальное решение для тех, кто хочет жить круглый год семьей из …
человек. болееСауна из клееного бруса с бассейном и террасой «Посейдон» включает в себя: парилку 5 м2 со всеми важными помещениями и комнату отдыха, где будет комфортно большая, веселая тусовка….
более .