
Декоративный монтажный профиль для стеновых панелей WINAL
Для монтажа панелей WINAL необходимо использование декоративного крепежного профиля. Существует три основных вида профилей, которые применяются для крепления панелей:
Омега — профиль
Устанавливается между панелями и прижимает сразу две панели к стене или каркасу;
L — профиль (Эль профиль)
Предназначен для монтажа панелей во внутренних углах помещений, также этот профиль используют, чтобы закрыть края панелей, например, по нижнему краю панелей, вместо плинтуса; монтаж панелей обычно начинается с установки эль-профиля;
F — профиль (Эф профиль)
Используется при монтаже наружных углов в помещениях.
Все профили крепятся специальными саморезами к каркасу. Для того чтобы скрыть саморезы, которыми был закреплен омега-профиль, используется два вида декоративных заглушек:
TT — профиль (Пи профиль)
Представляет собой узкую заглушку, которая вставляется посередине омега-профиля и закрывает только саморезы; пи-профиль обычно окрашивается в тот же цвет, что и омега-профиль; но при желании создать оригинальный дизайн пи-профиль можно окрасить в более контрастный цвет по сравнению с омега-профилем.
T — профиль (тетта или зет — профиль)
Это широкая заглушка, которая вставляется в омега-профиль и полностью закрывает всю его видимую поверхность, т.о. при использовании тэ-профиля, омега-профиль не окрашивают.
Н — профиль (Аш или Эйч — профиль)
Вместо омега-профиля с заглушкой. Используетсяя в случае если хочется создать более изящный дизайн стен. Видимая часть Н-профиля более узкая по сравнению с омега-профилем и смотрится эстетичнее, также Н-профиль более экономичный. Но в отличие от омега-профиля Н-профиль не прижимает панели, поэтому его можно использовать только в помещениях с ровными полами или использовать дополнительное крепление панелей. Еще один нюанс, если необходимо заменить поврежденную панель, то при использовании омега-профиля, можно демонтировать любую панель в любом месте, а при использовании Н-профиля придется разбирать стену до поврежденной панели.
Декоративный профиль предназначен для крепления панелей толщиной 12мм. Если Вы планируете использовать панели толщиной 10мм, 8мм или 6мм, то следует заказать эль, эф и эйч профили под выбранную толщину панелей.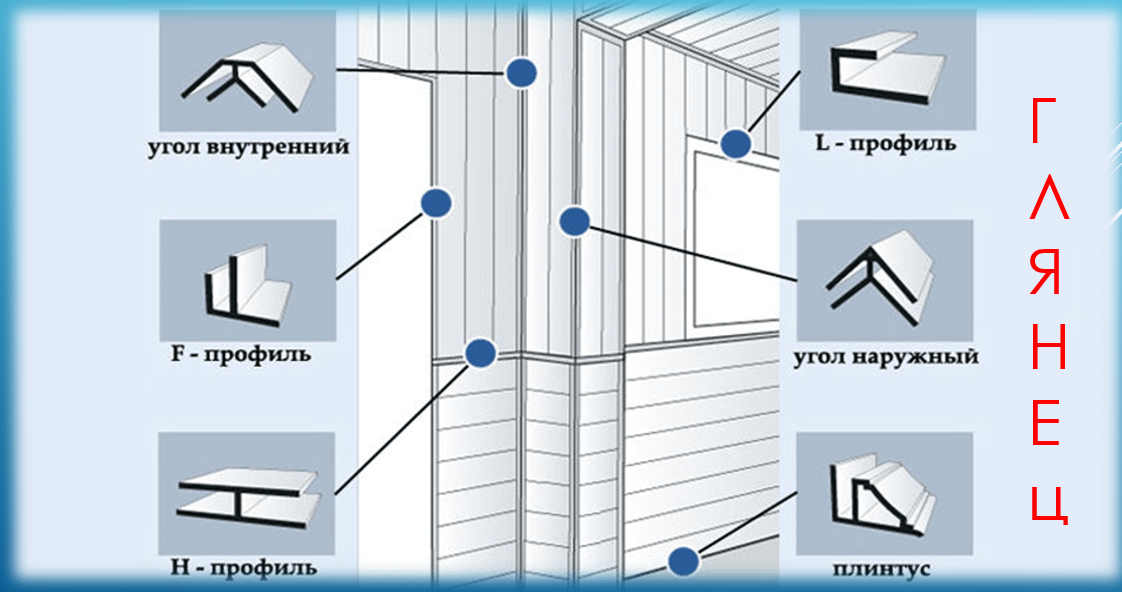
Декоративный крепежный профиль для панелей WINAL изготавливается из алюминия марки АД31, которая отличается высокой коррозионной стойкостью, а также возможно исполнение профиля из оцинкованной стали, который не уступает по своим характеристикам алюминию. У алюминиевого крепежного профиля и профиля из оцинкованной стали есть свои положительные и отрицательные стороны.
Виды профилей:
Из алюминия можно изготовить любой вид профиля: омега, эль, эф, пи, тэ, эйч.
Из оцинкованной стали можно изготовить только омега, эль, эф, пи.
Длина алюминиевого профиля 3,0м. Другие размеры не производятся.
Стандартная длина стального профиля — 3,0м, но под заказ можно изготовить профиль длиной 2,5м, 2,7м, 3,3м, 3,6м. Срок выполнения заказа 10 рабочих дней.
- Толщина профиля:
- Алюминиевый профиль — 1мм
- Профиль из оцинкованной стали — 0,5мм.
Вес 1 пог.м алюминиевого профиля на 30-40% меньше веса профиля из оцинкованной стали.
Стоимость профиля из оцинкованной стали в среднем на 25-30% ниже стоимость профиля из алюминия.
Если у Вас большой бюджетный объект, на котором планируется применение панелей высотой ниже или выше 3,0м, рекомендуем рассмотреть крепежный профиль из оцинкованной стали.
Все виды декоративных крепежных профилей окрашиваются порошковыми красками по металлу в любой цвет по шкале RAL.
На нашем складе есть постоянный запас всех видов профилей под различные толщины панелей, окрашенные в цвета RAL 1013, 1015, 9016, 7047, 9006, 6019, 7005, а также профиль без окраски.
| Профиль для светодиодной ленты | Омега-профиль | H-профиль | Пи-профиль | Т-профиль | L-профиль | F-профиль | |
| Описание | Плоский алюминиевый профиль для светодиодных лент | Омега профиль (Омега-30, Омега-35) применяется для стыковки панелей между собой на ровной плоскости | Используется в качестве альтернативы Омега-профилю | Пи-профиль (заглушка) монтируется на лицевую сторону Омеги, закрывая место крепления к металлокаркасу | Т-профиль (крышка под Омегу-30) крепится к лицевой стороне омега-профиля, полностью закрывая его без щелей | L-профиль применяется для оформления внутренних углов при креплении панелей и/или создании перегородок | F-профиль F26 и F37 применяется для оформления наружных углов при установке стеновых панелей |
| Длина | |||||||
| Толщина | 0,5 мм / 1 мм | ||||||
Вставка HTML не доступна.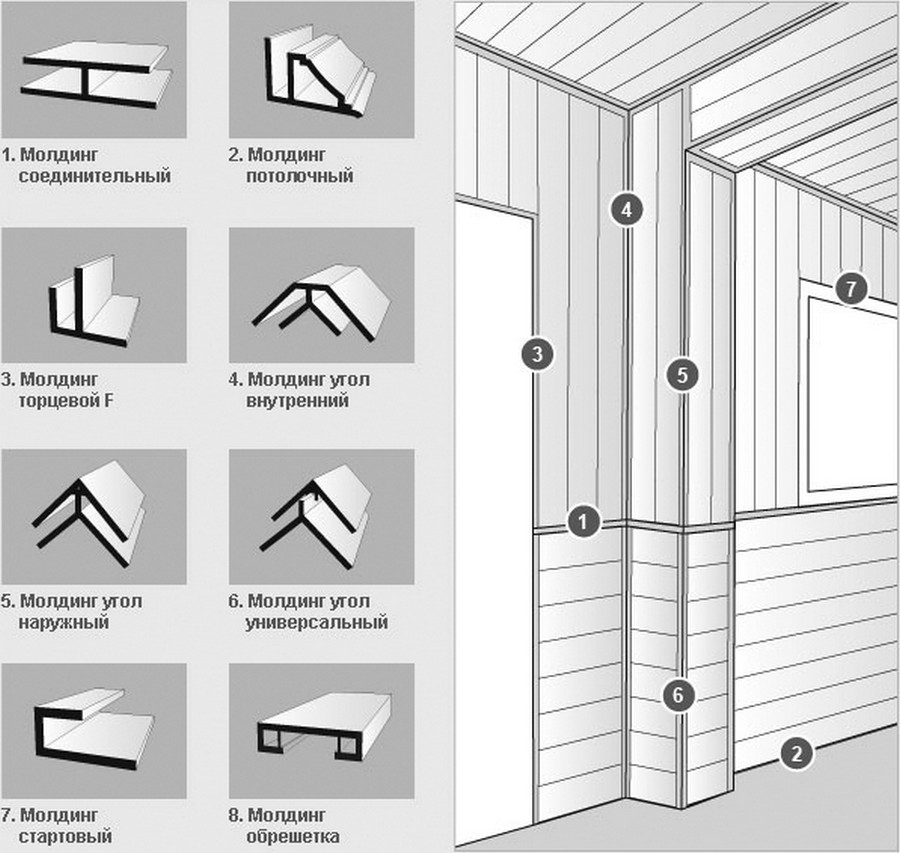
Линии производства ПВХ профиля – Компания Апрель
«Апрель» поставляет линии для производства панелей и профиля из ПВХ, полипропилена. Обращаем Ваше внимание, что мы готовы поставить под заказ любую производственную линию ПВХ, с учётом индивидуальных потребностей Вашего производства.
Преимущества наших линий ПВХ панелей и профиля:
- Высокая производительность
- Низкое энергопотребление
- Гибкость организации производства
Линия производства ПВХ панелей
Линия для производства ПВХ панелей включает в себя комплекс специального экструзионного и периферийного оборудования. Выпуск ПВХ панелей осуществляется с помощью экструзионных машин.
Ключевой единицей производственной линии ПВХ является экструдер, который обеспечивает производство ПВХ изделий из качественных полимеров и формирует их внешний вид. Благодаря экструдеру, они приобретают необходимую форму и характеристики. Экструдеры подразделяются на два типа: одношнековые и двухшнековые. Одношнековые экструдеры обычно используют для изготовления элементов декора, мебели, интерьера.
Одношнековые экструдеры обычно используют для изготовления элементов декора, мебели, интерьера.
Для двухшнековых экструдеров характерны большая мощность и производительность. От выбора модели экструзионного станка зависит производительность линии ПВХ.
Помимо экструдера, для производства панелей ПВХ нужно устройство для вытягивания профиля, а также резчик и укладчик штабелей, поскольку хранение панелей ПВХ требует особой точности укладки.
Производство ПВХ панелей из вторичного сырья
Технология производства ПВХ панелей относительно проста. Основным материалом для панелей служит поливинилхлорид, или смола ПВХ. В качестве материала для производства изделий из ПВХ можно использовать вторичное сырье, в виде гранулы или порошкообразной смеси полимеров.
Спрос на вторичные материалы для производства панелей ПВХ всегда высок, так как этот вариант является более дешевым и практичным.
Виды производства стеновых панелей ПВХ:
- производство панелей общего назначения
- производство офисных панелей
- производство влагостойких панелей
- производство панелей для жилых помещений
Сырье под высоким давлением заливают в форму, определяющую конфигурацию будущего изделия.
Также панели ПВХ декорируют при помощи технологии термопечати или офсетной печати. Для несения термопечати в линию по производству ПВХ панелей добавляется специальный станок, нагретым валиком прижимает к поверхности панели термоплёнку. В отличие от офсетной печати, при термопечати отпечатки более яркие и чёткие, они накладываются быстрее, а, кроме того, не требуется дополнительная обработка поверхности панели лаком.
Состав линии по производству ПВХ панелей SJSZ51/105
Комплектация:
| Автоматический загрузчик | 1 шт |
| Двухшнековый экструдер | 1 шт |
| Фильера | 1 шт |
| Калибровочный стол | |
| Тянущее устройство (двойное) | 1 шт |
| Отрезной станок | 1 шт |
| Укладчик SFZ-6000A | 1 шт |
| Миксер SHR200/500 | 1 шт |
| Дробилка SWP360 | 1 шт |
| Мельница | 1 шт |
Двухшнековый экструдер SJSZ51/105
Шнек: большое отношение длины шнека к его диаметру, высокая производительность.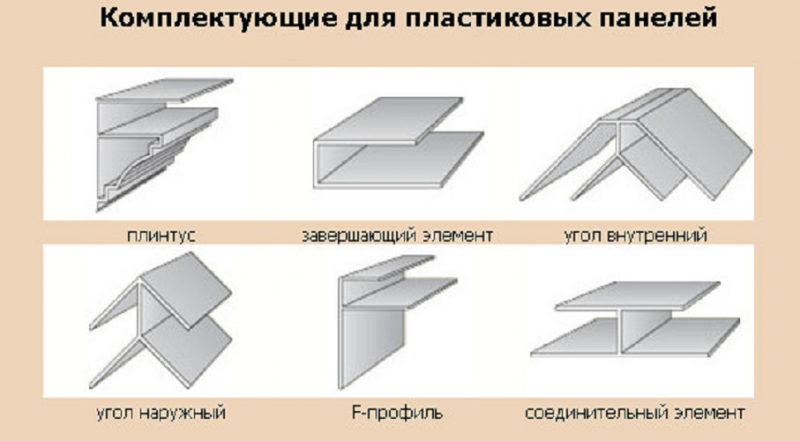 Конструкция шнеков обеспечивает двухфазное смешивание на основе пластификации при низкой температуре.
Конструкция шнеков обеспечивает двухфазное смешивание на основе пластификации при низкой температуре.
Цилиндр шнека: цилиндр изготовлен из специального стального сплава, а также оборудован специальной алюминиевой термоотражающей пленкой и системой воздушного охлаждения.
Редуктор: зубья шестеренок изготовлены из стали, прошедшей термическую обработку и прецизионную шлифовку.
Система масляного охлаждения: уменьшает уровень шума при эксплуатации линии, увеличивает срок службы шестеренок.
Двигатель: двигатель переменного тока, инвертор АВВ.
Автоматический загрузчик:
| Модель | SJSZ-51/105 |
| Высота экструзии | 1000 мм |
| Макс. производительность | 100 кг/ч |
| Высокоэффективные шнеки | |
| Количество шнекой | 2 шт. |
| Диаметр | 51 мм, 105мм |
| Отношение длины к диаметру | 23:1 |
| Эффективная длина | 1173 мм |
| Материал | 38CrMoAlA |
| Обработка поверхности | Азотирование и полировка |
| Толщина покрытия | 0.5-0.7 мм |
| Твердость поверхности | 850-950 HV |
| Скорость вращения | 1-32 об/мин |
| Цилиндр | |
| Материал | 38CrMoAlA |
| Обработка внутренней поверхности | Азотирование |
| Толщина покрытия | 0.5-0.7 мм |
| Твердость поверхности | ≥HV940 |
| Способ нагрева | Керамические нагреватели |
| Зоны нагрева | 4 зоны |
| Мощность нагрева | 8. |
| Система охлаждения | Воздушное охлаждение (вентилятор) |
| Зоны охлаждения | 3 зоны |
| Мощность охлаждения | 0.54 кВт |
| Редуктор | |
| Тип шестеренок | Винтовая зубчатая передача |
| Материал шестеренок | 20CrMoTi |
| Обработка поверхности шестеренок | Закалка |
| Материал осевого подшипника | 40Cr |
| Узел подачи сырья | |
| Материал | Q235 |
| Система охлаждения | Система водяного охлаждения |
| Автоматический загрузчик | |
| Метод подачи | Система вакуумного отсоса |
| Мощность | 1.1 кВт |
| Система дегазации | Система вакуумной дегазации |
| Вакуумный насос | 1 шт. |
| Мощность вакуумного насоса | 1.5 кВт |
| Давление | 0-0.075 МПа |
| Приводной двигатель | |
| Тип двигателя | Двигатель переменного тока, 22 кВт |
| Система управления | Частотный преобразователь ABB |
| Электрокомпоненты | Температурный контроллер RKC, контактор Schneider, система защиты от перегрузки, функция аварийной остановки. |
| Габариты | 3100 мм x 740 мм x 2200 мм |
| Вес | 3200 кг |
Фильера
| Ширина изделия | 250 |
| Толщина изделия | 7 |
| Фильера | 1 шт. |
| Калибровочная голова | 1 шт. |
| Процесс калибровки | Вакуумная калибровка |
| Охлаждение | Водяное |
| Материал | 40 Cr |
Калибровочный стол
| Габариты и вес | |
| Габариты платформы | 1600 х 300 х 50 |
| Диапазон регулирования высоты платформы | 0~150 |
| Диапазон регулирования ширины платформы | 0~50 |
| Диапазон регулирования длины платформы | 0~500 |
| Габариты ванны | 3000 х 600 х 50 |
| Диапазон регулирования длины калибровочного стола | 0~500 |
| Габариты калибровочного стола | 2800 х 1100 х 2000 |
| Вес калибровочного стола | 2000 |
| Параметры | |
| Кол-во вакуумных насосов | 2 |
| Мощность насосов | 5. 5 5 |
| Кол-во водяных насосов | 1 |
| Мощность водяных насосов | 5.5 |
| В х од для воды (мин. 2 бара) | 1 х 38.1 |
| Отверстие спуска воды | 1 х 38.1 |
| Количество вакуумных соединений с фильерой | 20 |
| Количество водяных соединений с фильерой | 20 |
| Потребление электричества и воды | |
| Рабочее напряжение | 380 |
| Частота | 50 |
| Общее энергопотребление | 16.5 |
| Диапазон водопотребления | 5-20 |
Тянущее устройство (двойное)
- Стационарная гусеница снизу, верхняя гусеница регулируется пневматической системой.
- Подложка изготовлена из антифрикционной резины.

- Регулирование скорости: скорость двигателей гусениц синхронизируется через узел контроля привода.
- Имеется защитный кожух, который не открывается при работе машины, но может быть легко снят после ее остановки для проведения технического обслуживания.
- Экономичное энергопотребление.
- Низкий уровень шума при работе.

| Общие габариты: | |||
| Ширина | мм | 800 | |
| Длина с кожухом | мм | 1750 | |
| Высота | мм | 1900 | |
| Вес | кг | 1000 | |
Технические данные | |||
| Количество звеньев | 116 | ||
| Длина захвата гусениц | мм | 1200 | |
| Максимальный зазор между гусеницами | мм | 200 | |
| Ширина захвата гусениц | мм | 200 | |
| Рабочее давление воздушной системы | Бар | 6 | |
| Стандартная скорость при работе сервопривода | Мин. | м/мин | 0.3 |
| Макс. | м/мин | 4.8 | |
Отрезной станок
Преимущества нашего отрезного станка:
- Станок изготовлен в соответствии с европейскими стандартами.
- Имеется счетчик метров.
- Процесс резки контролирует системой сигнального оповещения.
- Зажимное устройство обеспечивает высокое качество резки.
- Для аварийной остановки машины имеются защитные сенсорные переключатели.
- Резка производится с помощью дисковой пилы.
- Станок необходимо устанавливать строго по уровню, для этого имеются механизмы регулировки высоты.
- Узел резки интегрирован с узлом зажима изделия.
- Экономичное энергопотребление.
- Низкий уровень шума.
| Технические параметры | Ед. изм. | Примечание |
| Ход плиты | мм | 500 |
| Метод резки | Пневматическая резка | |
| Материал лезвия | Высокопрочная сталь | |
| Диаметр лезвия | мм | ¢450 |
| Форма лезвие | круглая | |
| Количество лезвий | шт. | 1 |
| Рабочая температура | °С | 20-90 |
| Рабочая влажность | % | До 95 |
| Макс. диаметр резки | мм | 160 |
| Точность резки | мм | ±1 |
| Мин. время резки 1 изделия | сек. | 5 |
| Общие габариты | ||
| Ширина с кожухом | мм | 1200 |
| Мин. высота | мм | 1450 |
| Вес | кг | 230 |
| Энергопотребление | ||
| Установленная мощность | кВт | 1.05 |
| Мощность двигателя | кВт | 1.05 |
| Скорость двигателя | об/мин | 2830 |
| Панель управления | ||
| Напряжение | В | 380 |
| Частота | Гц | 50 |
| Рабочее давление пневматической системы | МПа | 0. 4-0.6 4-0.6 |
| Потребление воздуха | м3 | 1 |
| Система управления | ЧПУ |
Укладчик SFZ-6000A
- Пневматическая система перемещения платформы
- Платформа изготовлена из нержавеющей стали
- Функция регулирования высоты
- Для защиты продукции используются мягкие листы
| Модель | SFZ-6000A |
| Габариты и вес | |
| Длина, мм | 6000 |
| Ширина, мм | 1100 |
| Высота, мм | 1295 |
| Вес, кг | 280 |
| Технические параметры | |
| Макс. ширина профиля, мм | 300 |
| Макс. длина профиля, мм | 6000 |
| Регулирование высоты, мм | 280 |
| Рабочее давление, бар | 0. 6 6 |
Вспомогательное оборудование:
Миксер SHR200/500
| Емкость | л | 200 |
| Вращение основного ротора | об/мин | 650/1300 |
| Производительность | Кг/ч | 320 |
| Давление воздуха | МПа | 0.4-0.6 |
| Вес | кг | 1800 |
Миксер для пластмассы с охлаждением SHL-500
Используется в паре с горячим миксером, чтобы предотвратить перегрев сырья.
| Емкость | л | 500 |
| Вращение основного ротора | об/мин | 650/1250 |
Макс. производительность производительность | кг/ч | 400 |
| Мощность двигателя | кВт | 5.5 |
| Охлаждение | водяное, циркулирующее | |
| Вес | кг | 1700 |
| Общие габариты обоих миксеров | м | 4.6 x 2.2 x 2.5 |
Дробилка SWP360
| Параметры | SWP-360 |
| Диаметр подвижных ножей, мм | 360 |
| Скорость вращения ножей, об/мин | 536 |
| Количество подвижных ножей, шт. | 3 |
| Количество стационарных ножей, шт. | 2 |
| Отверстие сетки, мм | ф10 |
| Отверстие загрузки, мм*мм | 520×270 |
| Фракция на выходе, мм | 3-10 |
| Производительность, кг/ч | 300-400 |
| Мощность двигателя, кВт | 11 |
| Вес оборудования, кг | 800 |
| Внешние габариты, мм | 1. 09×1.58×1.47 09×1.58×1.47 |
Мельница для пластика:
Как отделывать панели ПВХ – отделочные профили | Думапласт
- Приложения
- приложений
Внутренняя стена
Потолки
Напольное покрытие
Наружная стена
Аксессуары
- Бренды
- Бренды
- О нас
- Думапласт
- История
- Устойчивое развитие
- Интернет-магазин
- Вопросы
3D
Посетите наш цифровой салон
Найти дилера в вашем регионе
Стать дилером Dumaplast
en
- NL
- ЕН
- ФР
- ДЭ
- ЕС
- Приложения
Внутренняя стена
Потолки
Напольное покрытие
Наружная стена
Аксессуары
- Бренды
- О нас
Думапласт
История
Устойчивое развитие
- Вопросы
- Интернет-магазин
- НЛ
- ЕН
- ФР
- ДЭ
- ЕС
3D
Посетите наш цифровой салон
Найти дилера в вашем регионе
Стать дилером Dumaplast
Часто задаваемые вопросы
У вас есть вопрос по одному из наших продуктов? Возможно, у кого-то еще был такой же вопрос, и вы можете найти ответ среди наших часто задаваемых вопросов. Нет ответа? Вы всегда можете заполнить нашу контактную форму
Нет ответа? Вы всегда можете заполнить нашу контактную форму
Поиск
виды и размеры, пластиковые направляющие и стыковочные панели, как крепить соединительно-отделочный вариант
Монтаж панелей ПВХ невозможен без соединительных элементов различной формы. Эти пластмассовые детали чаще всего называют профилями, молдингами или комплектующими. Существует несколько вариаций этих элементов, каждый из которых предназначен для определенной цели. Без использования молдингов конструкция не будет выглядеть цельной, аккуратной и завершенной. И, конечно же, без пуска профиля установка ПВХ-панелей вообще не начнется.
Особенности
Пластиковый стартовый профиль для панелей ПВХ имеет форму буквы П, одна сторона которой обычно немного короче другой. Как правило, монтаж всей конструкции начинается с ее установки, поэтому ее еще называют начальной. Он «задает» направление всей пластиковой отделочной конструкции. Этот молдинг используется для закрытия торцов панелей, и, кроме того, в тех случаях, когда лист ПВХ примыкает к проемам окон или дверей.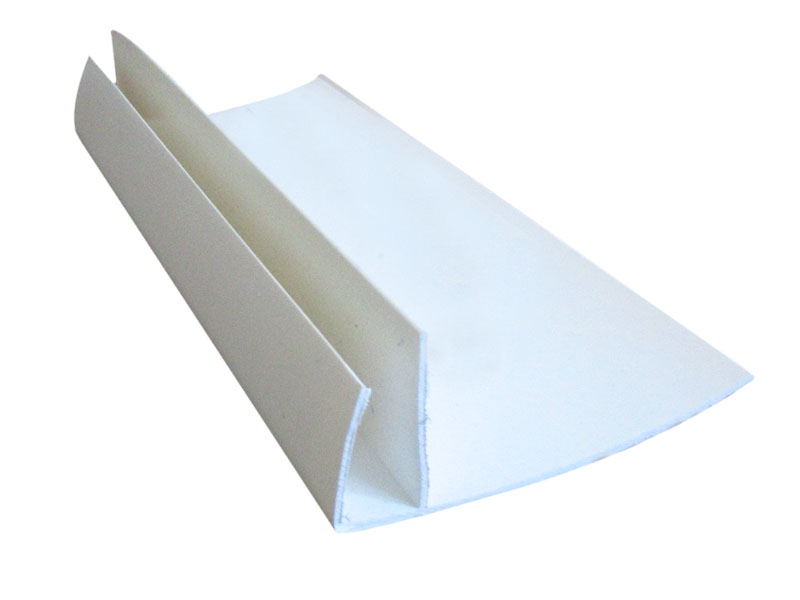 Его применение позволяет сэкономить время и материалы на отделочные и монтажные работы.
Его применение позволяет сэкономить время и материалы на отделочные и монтажные работы.
Такие элементы имеют ряд явных преимуществ. Они, как правило, демонстрируют устойчивость к ультрафиолетовым лучам и способны не приобретать желтизну до 10 лет. Материал эластичный, но не ломкий, поэтому при резке удается предотвратить появление трещин. Состав хорош тем, что содержит минимальное количество мела и вредных для организма человека веществ.
Молдинги просты в сборке, а благодаря удобной форме спокойно подходят даже к неровным стенам.
Виды
Помимо стартового, существуют и другие виды погонажных изделий. F-образный используется, когда необходимо красиво «закрыть» стыковку концов. Например, это могут быть углы, в которых стыкуются два листа ПВХ, окна или двери, другие откосы или комбинация двух разных материалов, например, пластиковых панелей и обоев.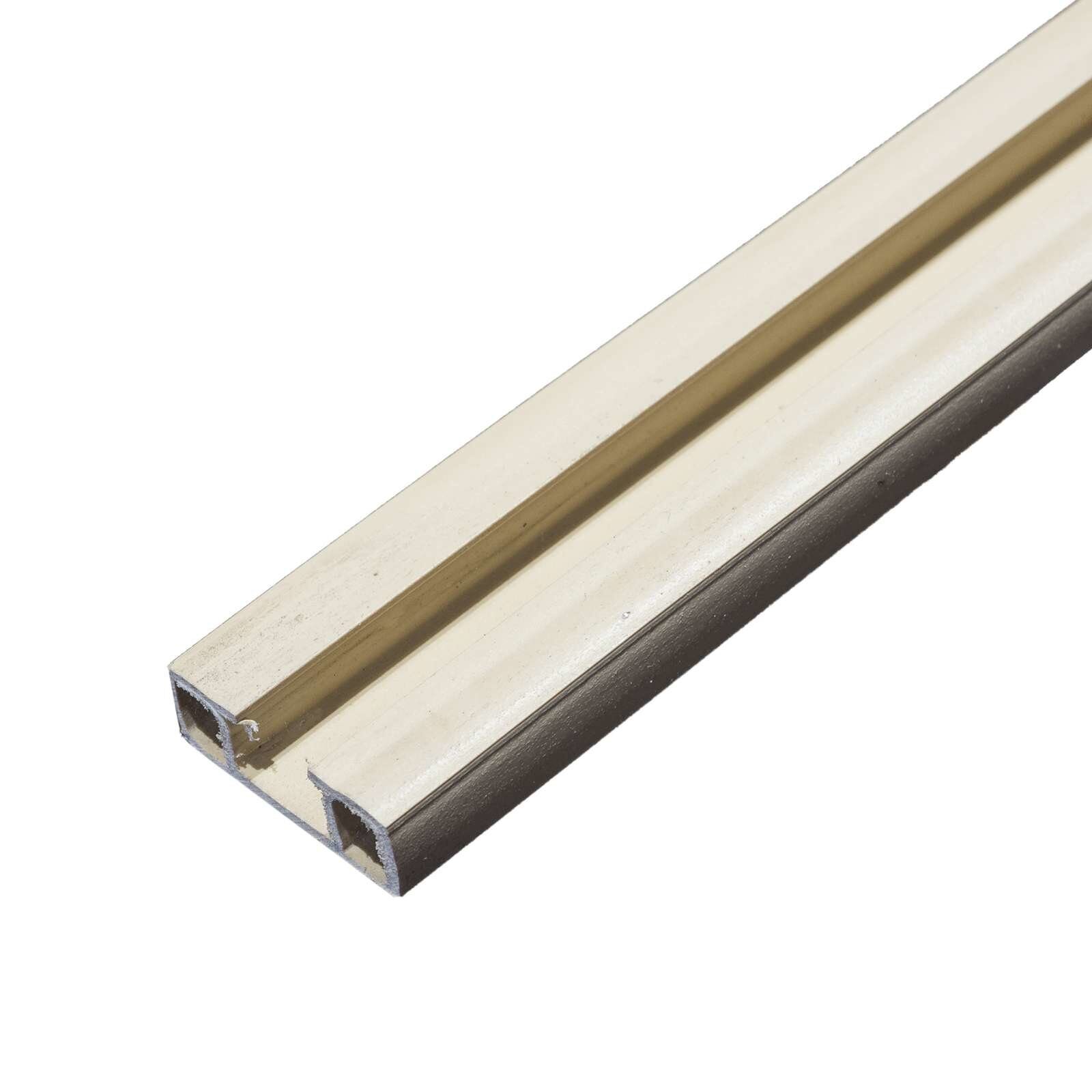 другой самолет. Судя по названию, можно догадаться, что этот стыковочный профиль напоминает букву Ф.
другой самолет. Судя по названию, можно догадаться, что этот стыковочный профиль напоминает букву Ф.
Следующий монтажный молдинг – соединительный – выбирается в тех ситуациях, когда две панели необходимо соединить между собой. Например, когда выясняется, что высота панели намного меньше стен, и приходится ее «отращивать». Такой профиль напоминает букву Н и поэтому еще называется Н-образным.
Внешний угол, как следует из названия, скрывает места, где панели образуют правые внешние углы. Внешний угол – это внешний угол. Внутренний угол, в свою очередь, маскирует стык листов во внутренних углах, обязательно прямой.
Н – профиль Внешний угол F – профиль Угол универсальный универсальный имеет примерно те же характеристики, что и уголок декоративный. Доступен на рынке в нескольких размерах: его стороны могут быть от 10 до 50 миллиметров. Его используют, чтобы скрыть те места, где панели стыкуются под прямым углом. Этот молдинг может служить как внешним, так и внутренним углам, благодаря своей конструкции он гнется в нужном направлении.
Доступен на рынке в нескольких размерах: его стороны могут быть от 10 до 50 миллиметров. Его используют, чтобы скрыть те места, где панели стыкуются под прямым углом. Этот молдинг может служить как внешним, так и внутренним углам, благодаря своей конструкции он гнется в нужном направлении.
Галтел, он же потолочный плинтус, применяется на стыках потолка и верхних кромок ПВХ-панелей. Он маскирует этот переход и придает законченность общей картине. Этот молдинг можно раскрасить и таким образом прекрасно вписать в любой интерьер. Помимо скруглений вверху можно найти профили, называемые внешними углами. Их используют, когда вверху создаются своеобразные выступы, например, колонны или балки. Наконец, внутренние углы на потолке монтируются там, где стены образуют внутренний угол.
Универсальный угол Галтель Потолочный плинтус при необходимости дополняется соединительным элементом. Эта деталь фиксирует два плинтуса между собой, когда одного просто не хватает. Стоит отметить, что длина стандартного плинтуса составляет 3 метра, но в больших помещениях этого может быть недостаточно. Направляющие для обрешетки, по мнению некоторых специалистов, тоже считаются разновидностью профиля. Назначение этого элемента – упрощенный монтаж ПВХ-панелей. Если обрешетка, как и сами листы, изготовлены из пластика, то их соединение осуществляется с помощью специальных зажимов.
Эта деталь фиксирует два плинтуса между собой, когда одного просто не хватает. Стоит отметить, что длина стандартного плинтуса составляет 3 метра, но в больших помещениях этого может быть недостаточно. Направляющие для обрешетки, по мнению некоторых специалистов, тоже считаются разновидностью профиля. Назначение этого элемента – упрощенный монтаж ПВХ-панелей. Если обрешетка, как и сами листы, изготовлены из пластика, то их соединение осуществляется с помощью специальных зажимов.
Молдинг отделочный, как можно догадаться из названия, используется для крепления последней панели. Он «завершает» всю конструкцию.
Потолочные молдинги Отделочный молдингВыбор материала
В настоящее время на рынке представлены профили из пластика и металла. Пластиковые молдинги дешевые, но не качественные. Их будет просто неразумно использовать для серьезных задач, поэтому чаще всего их выбирают в качестве декоративного дополнения.
Их будет просто неразумно использовать для серьезных задач, поэтому чаще всего их выбирают в качестве декоративного дополнения.
Вообще, если говорить о том, как соединить панель ПФХ и профиль , то получается, что панель частично «помещена» в сам профиль и закреплена там же. Поэтому для обеспечения надежности крепления следует отдавать предпочтение металлическому молдингу, который может быть стальным или алюминиевым.
Как правило, металлические элементы дополнительно обрабатываются специальным составом, способным предотвратить ржавчину.
Если говорить о реечных перекладинах, то они тоже могут быть изготовлены из дерева, однако этот материал довольно капризен. Несмотря на экономию в цене, такая конструкция не сможет долго радовать хозяев – дерево может начать гнить, подвергнуться воздействию грибков или покрыться плесенью. Поэтому выбор все же делается в пользу других материалов.
Поэтому выбор все же делается в пользу других материалов.
Размеры
Размеры молдингов для панелей ПВХ зависят в первую очередь от самих пластиковых листов, а точнее их толщины. Обычно бывает четыре подвида профилей, толщина которых соответствует 3 мм, 5 мм, 8 мм и 10 мм. Обычная длина профиля соответствует 3 метрам, а для профиля толщиной 3 миллиметра 2,5 метра.
Установка
Еще до установки вспомогательных компонентов необходимо рассчитать их необходимое количество. Как уголки, так и другие молдинги обычно продаются по отдельности. Их подбирают в соответствии с цветом ПВХ, а также с учетом их толщины. Планки крепятся на гвозди, покрытые цинком, или на обычные шурупы. При монтаже необходимо отступить от края детали не менее 5 миллиметров. Если элемент внешний, то его приклеивают к плитам составом на основе полимеров. Также стоит упомянуть, что при необходимости профили легко режутся и уменьшаются до необходимого размера. Чтобы они были выровнены и размещены параллельно друг другу, используется обычная нить.
Планки крепятся на гвозди, покрытые цинком, или на обычные шурупы. При монтаже необходимо отступить от края детали не менее 5 миллиметров. Если элемент внешний, то его приклеивают к плитам составом на основе полимеров. Также стоит упомянуть, что при необходимости профили легко режутся и уменьшаются до необходимого размера. Чтобы они были выровнены и размещены параллельно друг другу, используется обычная нить.
Перед установкой стартового профиля важно очистить поверхности от загрязнений и при необходимости выровнять и х, качество выравнивания можно оценить с помощью уровня. В целом, если предстоит оформление оконного проема, стены следует тщательно очистить от креплений и других выступающих частей.
Также рекомендуется проверить оконные проемы и рамы на наличие неровностей и дефектов.
Стартовый профиль для крепления к обрешетке саморезами. В целом, вне зависимости от типа профиля, их необходимо устанавливать так, чтобы между ними выдерживалось расстояние в 50 сантиметров – таким образом можно будет замаскировать все неровности поверхности. Затем эта панель устанавливается в профиль, который монтируется на рейку. Когда покрытие достигает угла, пора использовать угловой профиль, внешний или внутренний. Ближе к концу оконные и дверные откосы закрываются Ф-профилем, а стыки с потолком закрываются плинтусами. При необходимости задействуют и соединительный молдинг. Монтаж происходит скобами, шурупами, гвоздями или клеевыми растворами. Однако во втором случае стоит помнить, что использование химических средств возможно только при определенных показателях температуры, влажности и других факторов.
В целом, вне зависимости от типа профиля, их необходимо устанавливать так, чтобы между ними выдерживалось расстояние в 50 сантиметров – таким образом можно будет замаскировать все неровности поверхности. Затем эта панель устанавливается в профиль, который монтируется на рейку. Когда покрытие достигает угла, пора использовать угловой профиль, внешний или внутренний. Ближе к концу оконные и дверные откосы закрываются Ф-профилем, а стыки с потолком закрываются плинтусами. При необходимости задействуют и соединительный молдинг. Монтаж происходит скобами, шурупами, гвоздями или клеевыми растворами. Однако во втором случае стоит помнить, что использование химических средств возможно только при определенных показателях температуры, влажности и других факторов.
Если монтаж листов ПВХ происходит на потолок, то каждый лист необходимо закатать в профили с трех сторон, причем так, чтобы длинная сторона находилась в начальной формовке. Для исправления ошибок используйте отвертку. Опять же, говоря о потолке, последняя панель монтируется так, чтобы две стороны выступали в профилях.
Для исправления ошибок используйте отвертку. Опять же, говоря о потолке, последняя панель монтируется так, чтобы две стороны выступали в профилях.
В целом можно выделить определенную последовательность крепления молдингов. Сначала элементы устанавливаются по периметру стены или потолка, то есть декорируемой поверхности. Противоположные элементы монтируются таким образом, чтобы держаться в одной плоскости. В противном случае может возникнуть кривизна конструкции, что отразится на стыковке самих панелей и, как следствие, на их внешнем виде. Первые профили крепятся либо на кронштейн, либо на саморезы.
Углы как внешние, так и внутренние крепятся по одному принципу.
В завершение крепятся промежуточные профили для соединения деталей, для которых они предназначены. Завершает любой процесс монтажа плинтусов для пола, потолка и углов. Они прекрасно скрывают стыковку и придают стенам законченный вид.
Завершает любой процесс монтажа плинтусов для пола, потолка и углов. Они прекрасно скрывают стыковку и придают стенам законченный вид.
Обязательно имейте в виду, что пластиковые панели способны трансформироваться под воздействием температурных перепадов. Поэтому при соединении профиля и пластикового листа оставляют небольшой зазор. Но также не стоит начинать работу при температуре ниже +10 градусов — некоторые детали могут сломаться. Перед креплением молдингов также важно выбрать дальнейшее направление укладки ПВХ-панелей.
Наконечники Pro
Чтобы не ошибиться с выбором профилей, лучше обратиться в магазин, где продавцы предложат готовый комплект, подходящий к соответствующей модели панели ПВХ. В противном случае можно купить молдинги, которые не будут состыковываться с покрытием, либо вообще не купить что-то важное.