
Точность измерительных рулеток
Измерительная рулетка — один из самых часто используемых инструментов в работе и в быту. Конечно, покупая новую рулетку, мы хотим быть уверены в её качестве и точности. Однако нам, привыкшим к отечественным ГОСТам, бывает трудно разобраться с зарубежными классами точности, по которым изготовляется инструмент. В данной статье мы поможем вам понять, что к чему!
Для начала надо понимать, что измерения с помощью рулетки относятся к методу «сравнения с мерой» и итоговый результат мы «устанавливаем» сами. В этом плане для повышения точности измерений советуем вам проводить замеры при хорошем освещении, в очках или линзах (при необходимости) — тем самым вы уменьшите воздействие «человеческого фактора».
Технически же измерительные рулетки накапливают погрешность вследствие следующих факторов: замер на большом расстоянии и изменение температуры. Рассмотрим влияние этих факторов на инструмент подробнее.
Итак, в Европе для измерительных рулеток со стальным полотном используется два класса точности: EU I и EU II.
Таблица соответствия класса точности и погрешности измерительных рулеток при разных длинах:
| Длина (м.) | Класс EU I (мм) | Класс EU II (мм) |
| 2 | ± 0.3 | ± 0.7 |
| 3 | ± 0.4 | ± 0.9 |
| 5 | ± 0.6 | ± 1.3 |
| 8 |
± 0. 9 9 |
± 1.9 |
| 10 | ± 1.1 | ± 2.3 |
| 15 | ± 1.6 | ± 3.3 |
| 20 | ± 2.1 | ± 4.3 |
| 25 | ± 2.6 | ± 5.3 |
| 30 | ± 3.1 | ± 6.3 |
| 50 | ± 5.1 | ± 10.3 |
| 100 | ± 10.1 | ± 20.3 |
Но не стоит забывать, что любой материал подвержен изменению формы и размеров при смене температуры. Так, металлическое полотно длиной 8 метров растянется на 1 мм при увеличении рабочей температуры на 10°С, а при её уменьшении на 10°С, соответственно, произойдёт сжатие полотна на 1 мм. Полная таблица изменений длины полотна измерительных рулеток в зависимости от температуры приведена ниже.
Так, металлическое полотно длиной 8 метров растянется на 1 мм при увеличении рабочей температуры на 10°С, а при её уменьшении на 10°С, соответственно, произойдёт сжатие полотна на 1 мм. Полная таблица изменений длины полотна измерительных рулеток в зависимости от температуры приведена ниже.
| ∆T | 10°С |
20°С |
30°С |
| Длина (м) |
Изменение длины (± мм) |
||
| 2 | 0.2 | 0.5 | 0.7 |
| 3 | 0.4 | 0.7 | 1.1 |
| 5 |
0.6 |
1. 2 2
|
1.9 |
| 8 | 1.0 | 2.0 | 3.0 |
| 10 | 1.2 | 2.5 | 3.7 |
| 20 | 2.5 | 5.0 | 7.4 |
| 30 | 3.7 | 7.4 | 11.2 |
| 50 | 6.2 | 12.4 | 18.6 |
| 100 | 12.4 | 24.8 | 37.2 |
Несмотря на влияние коэффициента теплового расширения стали, именно рулетки с металлическим полотном получили наибольшее распространение ввиду удобства использования. Полотно таких рулеток имеет вогнутую форму для повышения жёсткости и покрыто защитным составом для предотвращения стирания – именно такие рулетки продаются в магазине www.mactak.ru
Полотно таких рулеток имеет вогнутую форму для повышения жёсткости и покрыто защитным составом для предотвращения стирания – именно такие рулетки продаются в магазине www.mactak.ru
Заходите в интернет-магазин www.mactak.ru и пополняйте свой арсенал инструмента уже сейчас!
Рулетки и мерные ленты
ГОСТ
В настоящее время действует довольно старый документ 98 года ГОСТ – 7502-98 «Рулетки измерительные металлические». Требования такие:
Возможные размеры – 1, 2,3,5,10,20,30,50 и 100 метров. Оговаривается возможность выпуска с другой длиной при согласовании с заказчиком.
Режимы эксплуатации от -40 до +50 градусов при влажности 98% (температура +25
Материал – нержавеющая или углеродистая сталь.
Корпус должен обеспечивать работоспособность рулетки при падении с высоты 1.5 метра.
Класс точности 2-й или 3-й.
Гарантийный срок – 12 месяцев.
Класс точности
Российский и европейский подходы к определению класса точности различаются. Разные стандарты и разные методики.
Российская трактовка второго класса точности – погрешность измерений ± 0.3мм на первом метре, плюс 0.15 мм на каждом следующем. Третий класс ± 0.4 мм на первом, плюс 0.2мм на последующих.
В европейской трактовке:
1 класс – 1метр – 0.2 мм, 2м – 0.3 мм, 3м – 0,4 мм, 5м – 0.6мм, 8м – 0.9мм;
2 класс – 1метр – 0.5 мм, 2м – 0.7 мм, 3м – 0,9 мм, 5м – 1.3мм, 8м – 1.9мм;
3 класс – 1метр – 1.0 мм, 2м – 1.4 мм, 3м – 1.
Расхождения весьма существенные. Тот факт, что в Европе существует первый класс, не говорит о том, что подход к точности измерений европейцев более серьёзный. В России в этой нише стоят компарированные рулетки. Точность каждой сверяется с эталоном.
Критерии надёжности
Ширина полотна. По ГОСТу может варьироваться от 7 до 25 мм. Самые распространённые размеры – 12.5, 16, 19, 25 мм. Попадаются рулетки с 30мм шириной полотна.
Материал для ленты. Здесь два критерия: первый – толщина металла, второй – его качество. Эти два параметра в основном определяют стойкость ленты к изломам.
Точность измерений. Основные продажи – рулетки второго класса точности (обычно, по европейским стандартам). Маркировка наносится в нескольких сантиметрах от крючка – римская цифра в овале.
Качество защитного покрытия и качество нанесения разметки. В защите металла полотна может быть от одного до трёх слоёв. Увеличение толщины антикоррозийного слоя влечет и увеличение веса рулетки. Есть определённое сходство с покрытием для металлочерепицы.
В защите металла полотна может быть от одного до трёх слоёв. Увеличение толщины антикоррозийного слоя влечет и увеличение веса рулетки. Есть определённое сходство с покрытием для металлочерепицы.
Требования для разметки – тонкие четкие линии на контрастном фоне.
Нулевая отметка. Самый распространённый вариант начала измерительной ленты – крючок типа True Zero. Подвижное соединение позволяет компенсировать толщину стали при наружных и внутренних замерах. Возможны и другие варианты. Началом ленты может быть кольцо или груз.
Корпус выполняет две функции: защита от ударов и зашита от попадания пыли и влаги в рулетку. В первом случае решение – корпус полностью или частично покрытый резиной (возможно применение силикона). Во втором случае выходное отверстие для ленты защищается накладкой из мягкого материала.
Ресурс по ГОСТу для рулеток с лентами из нержавеющей стали должен быть не менее 2000 циклов, с лентой из углеродистой стали – не менее 1500. Циклом считается полное разворачивание и сворачивание ленты.
Циклом считается полное разворачивание и сворачивание ленты.
Удобные дополнения
- Крючок с магнитом. Кроме улучшения фиксации начала ленты на металле есть другое применение –«лифт» для упавших деталей.
- Шкала измерений нанесённая с двух сторон.
- Отверстие для оси в начале рулетки позволяет использовать её, как циркуль.
- Предусмотренная возможность замены полотна.
- Клипса для ремня, ремешок для запястья.
- Есть модели со встроенным показателем горизонтального уровня.
В линейке компании Bosch есть рулетка с жидкокристаллическим дисплеем и блоком памяти. Можно сохранять результаты в памяти, можно сразу проводить суммирование измерений.
Мерные ленты
Для измерений расстояний более 10 метров рулетки не применяются. Есть специальный измерительный инструмент – мерная лента. Длина полотна от10 до 100 метров. Отличается от рулеток конструктивно. Отсутствует серповидность полотна. Нет автоматической смотки. Эту процедуру придется делать вручную. Некоторые модели оснащены мультипликатором (разновидность редуктора). Полотно изготовляется из стали или из фибергласса, материала на основе стекловолокна. Корпус может быть как открытый, так и закрытый.
Отличается от рулеток конструктивно. Отсутствует серповидность полотна. Нет автоматической смотки. Эту процедуру придется делать вручную. Некоторые модели оснащены мультипликатором (разновидность редуктора). Полотно изготовляется из стали или из фибергласса, материала на основе стекловолокна. Корпус может быть как открытый, так и закрытый.
Более дорогие способы измерений
В настоящее время всё чаще применяются дальномеры. Их преимущество – высокая точность измерений и возможность проводить замеры не сходя с места. Недостаток – более высокая цена. Этот фактор компенсируется малыми трудозатратами и скоростью выполнения работ.
Какие ошибки при тейпировании
Какие ошибки при тейпировании | Лента в геодезии Методы измерения с помощью рулетки были рассмотрены, хотя следует сказать, что обучение этим методам лучше всего проводить в полевых условиях. Однако качество конечных результатов можно оценить только при понимании допущенных ошибок. Из всех методов измерения запись на ленту, вероятно, наименее автоматизирована и, следовательно, наиболее подвержена личным и естественным ошибкам.
Из всех методов измерения запись на ленту, вероятно, наименее автоматизирована и, следовательно, наиболее подвержена личным и естественным ошибкам.
Большинство ошибок, влияющих на ленту, носят систематический, а не случайный характер, и поэтому их влияние будет увеличиваться с увеличением количества измеренных отсеков. Ошибки возникают из-за дефектов используемого оборудования; естественные ошибки из-за погодных условий и человеческие ошибки, приводящие к ошибкам чтения ленты и т. д. Теперь они будут рассматриваться индивидуально
1. СтандартизацияЛента не может быть более точной, чем точность, с которой стандартизирована лента. Поэтому стандартизация одной ленты должна быть обычной практикой в соответствующем органе власти. Это делается за небольшую плату; лента возвращается с сертификатом стандартизации, в котором указывается «истинная» длина ленты и стандартные условия температуры и натяжения.
Затем эта лента используется исключительно как эталон для сравнения рабочих лент. В качестве альтернативы базовая линия может быть установлена на месте, а ее длина получена путем повторных измерений с использованием, скажем, инварной ленты, нанятой исключительно для этой цели. После этого калибровочную базу необходимо регулярно проверять, чтобы убедиться в ее стабильности.
В качестве альтернативы базовая линия может быть установлена на месте, а ее длина получена путем повторных измерений с использованием, скажем, инварной ленты, нанятой исключительно для этой цели. После этого калибровочную базу необходимо регулярно проверять, чтобы убедиться в ее стабильности.
При измерении стальной рулеткой пренебрежение влиянием температуры может быть основным источником ошибки. Например, в зимних условиях в Великобритании при температуре 0 ◦ C 50-метровая лента, стандартизированная при 20 ◦ C, сожмется на
11,2 × 10−6 × 50 × 20 = 11,2 мм на 50 м
Таким образом, даже при обычных точных измерениях влияние температуры нельзя игнорировать.
3. Натяжение Если натяжение ленты больше или меньше стандартного, лента растянется или станет короче. Натяжение, применяемое без помощи пружинного баланса или рукоятки натяжения, может варьироваться от длины к длине, что приводит к случайной ошибке.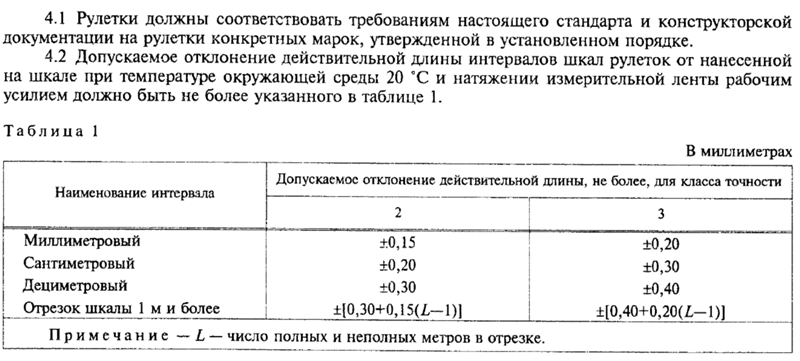 Натяжное оборудование, содержащее ошибку, будет давать систематическую ошибку, пропорциональную количеству длин ленты. Влияние этой ошибки больше на легкой ленте, имеющей небольшую площадь поперечного сечения, чем на тяжелой ленте
Натяжное оборудование, содержащее ошибку, будет давать систематическую ошибку, пропорциональную количеству длин ленты. Влияние этой ошибки больше на легкой ленте, имеющей небольшую площадь поперечного сечения, чем на тяжелой ленте
Поправка на прогиб равна разнице в длине между дугой и ее стягиваемой хордой и всегда отрицательна. Поскольку коррекция провисания зависит от веса ленты, она будет больше для тяжелых лент, чем для легких. Правильное натяжение также очень важно.
5. НесоосностьПоследней ошибкой при тейпировании является несоосность. Если лента не находится на прямой линии между двумя точками, расстояние между которыми измеряется, то ошибка в горизонтальной плоскости может быть рассчитана аналогично ошибке из-за наклона в вертикальной плоскости. Если величина отклонения конца ленты от линии равна e, то результирующая ошибка равна e2/2L.
Рулетка длиной 50 м, оторванная от линии на одном конце на 0,500 м (чрезмерная величина), приведет к ошибке измерения расстояния в 2,5 мм. Ошибка является систематической и, очевидно, приведет к тому, что записанное расстояние будет больше, чем фактическое расстояние. Если мы рассмотрим более реальную ошибку смещения, скажем, 0,05 м, то результирующая ошибка составит 0,025 мм и совершенно пренебрежимо мала. Таким образом, для большинства записей выравнивания на глаз вполне достаточно.
Ошибка является систематической и, очевидно, приведет к тому, что записанное расстояние будет больше, чем фактическое расстояние. Если мы рассмотрим более реальную ошибку смещения, скажем, 0,05 м, то результирующая ошибка составит 0,025 мм и совершенно пренебрежимо мала. Таким образом, для большинства записей выравнивания на глаз вполне достаточно.
Как убедиться, что рулетка точна?
Кредит: Н. Ханачек/NIST
Решетка на рулетке под микроскопом.
Кредит: НИСТ
Вам нужно точно измерить длину, чтобы сделать платье, построить дом, обследовать участок земли или определить, сделала ли команда хозяев первый даун на футбольном поле. Эти измерения длины и многие другие часто производятся с помощью измерительной ленты.
Некоторые производители используют высокоточные эталонные рулетки для нанесения на ленту привычных решеток. Некоторые печатаются с помощью чернильных принтеров, управляемых компьютером, с крошечными печатающими головками, чтобы обеспечить точное нанесение маркировки.
После того, как ленты напечатаны, производители проверяют случайные образцы на точность. Проводят ленту по плоской скамье, плотно удерживая ее на месте определенным натяжением от механизма или груза. Рядом с лентой находится микроскоп, установленный на подвижной каретке. Производитель наводит микроскоп на решетку на ленте и перемещает его от одного конца ленты к другому.
На одном конце скамьи находится устройство, называемое лазерным интерферометром, которое может точно измерять расстояния вдоль ленты. Лазерные интерферометры работают, разделяя лазерный луч на две части. Один из лучей, опорный, идет прямо к детектору, а другой, измерительный, направляется к отражателю сбоку микроскопа. Измерительный луч отражается от отражателя и снова соединяется с эталонным лучом на детекторе.
Система лазерного интерферометра NIST разделяет лазерный свет на два луча для измерения расстояния, пройденного кареткой, движущейся по рулетке. Поскольку лазерный луч распространяется по мере своего движения, один луч проходит через перископ, чтобы предотвратить его смешивание со вторым исходящим лучом. Оба луча возвращаются к лазеру, который содержит детектор (не показан) для записи сигнала.
Оба луча возвращаются к лазеру, который содержит детектор (не показан) для записи сигнала.
Кредит: М. Шиллинг/NIST
Каждый лазерный луч представляет собой вибрирующую электромагнитную волну, состоящую из пиков и спадов. Когда два лазерных луча объединяются, они перекрываются и создают яркий сигнал, если пики их волн идеально совпадают, и темный сигнал, если пики одной волны совпадают с впадинами другой. Сигнал циклически меняется между светлым и темным по мере того, как отражатель перемещается по ленте. Система подсчитывает количество циклов свет-темнота и переводит это значение в расстояние, на которое переместился отражатель, подставляя значение длины волны лазерного излучения (одна длина волны — это расстояние между двумя последовательными пиками волны).
Ученые Национального института стандартов и технологий используют микроскоп для калибровки рулеток.
Когда микроскоп перемещается по ленте, производители могут сравнивать положение решетчатой метки на ленте с расстоянием, сообщаемым интерферометром. Если точность ленты находится в допустимых пределах, она проходит тест, и партия, из которой она получена, может быть продана. Чтобы использовать для покупки и продажи товаров, 1,82-метровая (6-футовая) лента должна иметь точность в пределах 0,79 миллиметра (1/32 дюйма), согласно 9.0073 NIST Handbook 44, справочник по многим эталонам измерений. Доступны еще более точные ленты, например те, которые используются на Олимпийских играх или для измерения уровня масла в резервуарах, но они дороже.
Если точность ленты находится в допустимых пределах, она проходит тест, и партия, из которой она получена, может быть продана. Чтобы использовать для покупки и продажи товаров, 1,82-метровая (6-футовая) лента должна иметь точность в пределах 0,79 миллиметра (1/32 дюйма), согласно 9.0073 NIST Handbook 44, справочник по многим эталонам измерений. Доступны еще более точные ленты, например те, которые используются на Олимпийских играх или для измерения уровня масла в резервуарах, но они дороже.
В NIST исследователи периодически проверяют основные стандарты физической длины, которые производители используют для печати своих лент, и другие стандарты длины, используемые в промышленности. Ученые из лаборатории калибровки ленты NIST могут измерить метр (3,28 фута) со стандартной неопределенностью плюс-минус 350 нанометров (миллиардных долей метра). Для сравнения, человеческий волос имеет диаметр примерно от 17 000 до 180 000 нанометров (от 0,017 до 0,18 мм).
Общая погрешность измерения типичной ленты выше из-за дополнительных сопутствующих факторов, таких как необходимость выполнения повторяющихся измерений на множестве решетчатых меток на ленте.