
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ГОСУДАРСТВЕННАЯ СИСТЕМА ПОГРЕШНОСТИ, ДОПУСКАЕМЫЕ ПРИ ИЗМЕРЕНИИ ЛИНЕЙНЫХ РАЗМЕРОВ ДО 500 мм С НЕУКАЗАННЫМИ ДОПУСКАМИ ГОСТ 8.549-86 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва РАЗРАБОТАН Министерством высшего и среднего специального образования РСФСР ИСПОЛНИТЕЛЬ Н. ВНЕСЕН Министерством высшего и среднего специального образования РСФСР Член Коллегии Э.К. Калинин УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19 июня 1986г. № 1560
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Постановлением
Государственного комитета СССР по стандартам от 19 июня 1986г. с 01.07.87 1. Настоящий стандарт устанавливает допускаемые погрешности измерения линейных размеров до 500 мм с неуказанными допусками при приемочном контроле. Стандарт полностью соответствует СТ СЭВ 3292-81. 2. Допускаемые погрешности измерения линейных размеров с неуказанными допусками в зависимости от квалитетов по ГОСТ 25346-82 и классов точности по ГОСТ 25670-83 приведены в таблице. мкм
Примечание. 3. Приемочные границы принимаются равными предельным размерам. 4. При арбитражной перепроверке принятых деталей погрешность измерения не должна превышать 30 % погрешности измерения, допускаемой при приемочном контроле. В принятой партии деталей допускается наличие до 7 % деталей с размерами, выходящими за приемочные границы не более чем на половину допускаемой погрешности измерения. 5. Рекомендации по выбору приборов, обеспечивающих измерения с погрешностями, не превышающими допускаемые по настоящему стандарту, приведены в справочных приложениях 1 и 2. Справочное ВЫБОР УНИВЕРСАЛЬНЫХ СРЕДСТВ ИЗМЕРЕНИЯ РАЗМЕРОВ С НЕУКАЗАННЫМИ ДОПУСКАМИ Измерительные средства в
зависимости от измеряемых размеров и допускаемых погрешностей измерения
рекомендуется выбирать по табл. В табл. 2-4 на пересечении вертикальной колонки (квалитет или класс точности) и горизонтальной строки (номинальные размеры) находится поле, в котором в виде дроби указан в числителе предел допускаемой погрешности измерения, а в знаменателе – условные обозначения измерительных средств из табл. 1. Таблица 1 Универсальные средства измерения размеров с неуказанными допусками
Таблица 2 Выбор универсальных средств для измерения наружных размеров
Таблица 3 Выбор универсальных средств для измерения внутренних размеров
Примечание. Таблица 4 Выбор универсальных средств для измерения глубин и уступов
ПРИЛОЖЕНИЕ 2 Справочное ТЕМПЕРАТУРНЫЙ РЕЖИМ Употребляемый в табл. Температурный режим - условная разность температур объекта измерения и измерительного средства (°С), которая при определенных (идеальных) условиях вызовет ту же погрешность (обусловленную температурными деформациями), что и весь комплекс реально существующих причин. Эти условия сводятся к тому, что объект измерения и измерительное средство имеют постоянную по объему температуру, а коэффициент линейного расширения материалов, из которых они изготовлены, равен 11,6·10-6 1/град. В соответствии с данным определением при известном температурном режиме погрешность от температурных деформаций Dlt определяется по формуле , (1) где l – измеряемый размер, мм. Значение температурного режима может быть определено приближенно, исходя из оценки вероятного предельного влияния на погрешность измерения отклонений Dt1 и колебаний Dt2 температуры среды. Первое из них Dt1 может быть определено по формуле , (2) где Dt1 – допускаемое при измерении отклонение температуры среды от 20 °С; (aп-aд)max – максимально возможная разность коэффициентов линейного расширения материалов элементов приборов и детали, входящих в измерительную размерную цепь. Второе Dlt2 может быть оценено по формуле , где Dt2 – допускаемое при измерении колебание температур среды; amax
– максимальное значение коэффициента линейного расширения (материала элемента
прибора или детали). Суммируя Dlt1 и Dlt2 как независимые случайные величины, можно оценить предельную погрешность от температурных деформаций и, исходя из нее, с учетом соотношения (1) оценить предельное значение температурного режима . (3) При использовании измерительных средств, указанных в табл. 1 (приложение 1), ориентировочные предельные значения допускаемых отклонений и колебаний температуры в помещении в зависимости от материала измеряемой детали даны в таблице.
При измерении деталей из
материалов, не предусмотренных в таблице, значения температурного режима
вычисляют по формуле (3). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 № 1560 срок
введения установлен
№ 1560 срок
введения установлен 1 до 3
1 до 3 Устанавливаемые
настоящим стандартом погрешности являются наибольшими допускаемыми
погрешностями измерения, включающими все составляющие. Допускаемые погрешности включают
случайные неучтенные систематические погрешности измерения. Случайные
погрешности принимаются равным 2s, где s – среднее
квадратическое отклонение погрешности измерения.
Устанавливаемые
настоящим стандартом погрешности являются наибольшими допускаемыми
погрешностями измерения, включающими все составляющие. Допускаемые погрешности включают
случайные неучтенные систематические погрешности измерения. Случайные
погрешности принимаются равным 2s, где s – среднее
квадратическое отклонение погрешности измерения. 1-4. Допускается использовать более
точные средства измерения, кроме указанных в табл. 1.
1-4. Допускается использовать более
точные средства измерения, кроме указанных в табл. 1. 1 до 3
1 до 3 1 до 3
1 до 3 Точность
измерения внутренних размеров свыше 1 до 6 мм обеспечивается технологически
размерами режущего инструмента. Контроль в случае необходимости можно проводить
калибрами или специальными измерительными средствами.
Точность
измерения внутренних размеров свыше 1 до 6 мм обеспечивается технологически
размерами режущего инструмента. Контроль в случае необходимости можно проводить
калибрами или специальными измерительными средствами. 1 термин температурный режим используется для
обозначения критерия суммарной количественной оценки погрешности от
температурных деформаций.
1 термин температурный режим используется для
обозначения критерия суммарной количественной оценки погрешности от
температурных деформаций.

Метрология и стандартизация
Поможем написать любую работу на аналогичную тему
Реферат
Метрология и стандартизация
От 250 руб
Контрольная работа
Метрология и стандартизация
От 250 руб
Курсовая работа
Метрология и стандартизация
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Метроло́гия — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Метрология состоит из трёх основных разделов:
- Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
- Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
- Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Стандартиза́ция — деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Стандартизация направлена на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.
За реализацию норм стандартизации отвечают органы стандартизации, наделенные законным правом руководить разработкой и утверждать нормативные документы и другие правила, придавая им статус стандартов.
В области промышленности стандартизация ведет к снижению себестоимости продукции, поскольку:
- позволяет экономить время и средства за счет применения уже разработанных типовых ситуаций и объектов;
- повышает надежность изделия или результатов расчетов, поскольку применяемые технические решения уже неоднократно проверены на практике;
- упрощает ремонт и обслуживание изделий, так как стандартные узлы и детали — взаимозаменяемые (при условии, что сборка осуществлялась без пригоночных операций).


На нашем сайте предоставлены учебные материалы для студентов, по метрологии и стандартизации. Суммарно около
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
Десять типов размерных и геометрических погрешностей измерений
При любых размерных и геометрических измерениях различные типы погрешностей измерений снижают точность измерений. Эти типы погрешности измерения можно разделить на две основные категории:
- Погрешность измерения, связанная с процедурами измерения
- Погрешность измерения, связанная со структурными элементами средств измерений
Примерами погрешности, связанной с процедурами измерения, являются ошибка Аббе, синус и косинус ошибка, ошибка базы, ошибка обнуления, ошибка смещения, ошибка из-за шероховатости поверхности и нетехническая ошибка.
Между тем, примерами ошибок, связанных со структурными элементами инструментов, являются геометрические ошибки, некинематические ошибки проектирования, динамические ошибки, ошибки управления, ошибки структурного контура, ошибки расширения материала компонентов и ошибки, связанные с окружающей средой (например, ошибки из-за пыли и грязи). ).
Эти типы ошибок измерения объясняются следующим образом:
1. Ошибка Аббе
Ошибка Аббе является наиболее фундаментальной ошибкой в размерных и геометрических измерениях. Название «Аббе» связано с человеком, Эрнстом Аббе, который впервые заметил ошибку. Эрнст Аббе — первый инженер, работающий в ZEISS.
Ошибка Аббе возникает из-за того, что ось измерения и ось движения измерительного прибора не совпадают друг с другом. Эти две несовпадающие оси приводят к тому, что любые небольшие угловые погрешности измерительного плеча прибора будут усиливаться и переводиться в ошибку Аббе (рис. 1). Величина усиленной ошибки Аббе зависит от того, насколько велико смещение Аббе прибора (см. рис. 1).
рис. 1).
Смещение Аббе — это расстояние между несовпадающей осью измерения и осью движения инструмента. Ось движения — это ось, по которой прибор перемещается во время работы, а ось измерения — это ось, на которой расположена измерительная шкала, с которой снимаются показания измерения.
На рис. 1 показаны смещение Аббе, ошибка Аббе, ось измерения, ось движения и угловая ошибка прибора. На рисунке 1 ошибка Аббе рассчитывается как:
$\epsilon _{Abbe}=\epsilon _{offset}\times \tan (\theta)$
, где $\epsilon _{Abbe}$ — смещение Abbe и $\theta$ — угловая ошибка.
На рис. 1 инструмент с измерительным плечом длиной $L$ и щупом для прикосновения к поверхности измеряемой детали. В этом приборе оси движения и измерения не совпадают, поэтому существует смещение Аббе.
Поскольку существует смещение Аббе, при движении измерительного рычага будет небольшая угловая ошибка $\theta$ из-за несовершенства геометрии измерительного рычага. Эта угловая ошибка будет увеличена до шкалы измерения на оси измерения и вызовет ошибки в показаниях измерения, то есть ошибку Аббе. Эта ошибка Аббе приводит к тому, что измеренная длина детали будет считываться длиннее или короче фактической длины детали.
Эта угловая ошибка будет увеличена до шкалы измерения на оси измерения и вызовет ошибки в показаниях измерения, то есть ошибку Аббе. Эта ошибка Аббе приводит к тому, что измеренная длина детали будет считываться длиннее или короче фактической длины детали.
На рис. 2 показан реальный пример смещения Аббе и погрешности, обнаруженные в приборе для микроскопии. На рис. 2 оптическая ось (ось движения) имеет смещение (не совпадает) с осью энкодера (осью измерения) и вызывает ошибку Аббе в показаниях измерения.
Рисунок 2: Пример оптической микроскопии со смещением Аббе. Верхняя ось микроскопа является осью движения, а нижняя ось — осью измерения. Смещение Аббе — это расстояние между этими двумя осями.2. Синусоидальная и косинусная ошибка
Синусоидальная и косинусная ошибки связаны с неточностями совмещения измерений. На рис. 3 показаны ошибки синуса и косинуса.
Синусоидальная ошибка аналогична ошибке Аббе. Между тем косинусная ошибка очень часто встречается в измерениях с использованием лазерной интерферометрии.
На рисунке 3 ошибка косинуса возникает из-за того, что движение инструмента (или измеряемой детали) не перпендикулярно элементу детали, измеряемой инструментом. Однако оси измерения и движения прибора совпадают.
Рис. 3: (а) ошибка косинуса и (б) ошибка синуса.3. Ошибка опорной точки (эталона)
Ошибка опорной или опорной точки — это ошибка измерения, вызванная неправильным выбором опорной точки или опорной точки в процессе измерения. Например, в абсолютное измерение расстояния, в качестве эталона следует выбрать датум, от которого измеряется расстояние. Если выбранный датум неверен, то измеренное расстояние будет отличаться от фактического расстояния.
4. Ошибка обнуления
Ошибка обнуления возникает из-за того, что показание измерения не установлено на ноль. Например, измерение длины с помощью цифрового штангенциркуля, где цифровое показание штангенциркуля не установлено на ноль. На рис. 4 показан пример цифрового штангенциркуля с цифровым отсчетом.
Если цифровое показание не начинается с нулевого значения, например, 0,001 мм, тогда будет ошибка смещения при считывании измерения с цифрового показания до 0,001 мм. Эта ошибка является фиксированной и систематической для всех измерений с помощью цифрового штангенциркуля.
Рисунок 4: пример цифрового штангенциркуля.5. Ошибка несоосности
Несоосность в процессе измерения снижает точность измерений, поскольку очень часто несоосность вызывает синусоидальную или косинусную ошибку. Несоосность может быть вызвана ошибками в процедурах измерения или несовершенством геометрии измерительных приборов.
Примерами отклонений от процедур измерения являются неточное размещение измеряемой детали, ошибки в креплении измеряемой детали и неправильный выбор системы координат измерения на координатно-измерительных машинах (КИМ).
Примерами несоосности измерительных приборов являются поломка поверхности наковальни штангенциркуля, износ торцевой поверхности штангенциркуля и несоосность осей измерения и движения прибора.
6. Структурная погрешность
Погрешности из-за несовершенства конструкции (включая геометрию и конфигурацию) прибора вносят большой вклад в общую погрешность результатов измерений. Распространенным методом уменьшения погрешности конструкции является изготовление компонентов инструментов с очень высокой точностью, но также и с высокой себестоимостью производства. Эти высокие производственные затраты также вызывают высокие затраты на инструмент. В качестве альтернативы можно применять программные или числовые методы компенсации ошибок для уменьшения ошибок измерения, возникающих из-за структурных ошибок.
Некоторыми распространенными структурными ошибками являются геометрическая ошибка, ошибка из-за отклонения от кинематического принципа проектирования, ошибка из-за динамики конструкции, тепловое расширение, деформация конструкции, ошибка из-за отклонения от симметрии и ошибка, связанная со структурным контуром.
6.1. Геометрическая погрешность
Одним из наиболее важных компонентов измерительного прибора является столик перемещения. Эта ступень движения оснащена датчиками, используемыми для измерения. Любые ошибки, связанные с этой стадией движения, будут непосредственно способствовать ошибкам измерения.
Эта ступень движения оснащена датчиками, используемыми для измерения. Любые ошибки, связанные с этой стадией движения, будут непосредственно способствовать ошибкам измерения.
В большинстве реальных случаев геометрические погрешности компонентов прибора очень малы (микрометры и даже меньше). Хотя в микрометровом масштабе для измерения с точностью на уровне микрометра или выше эти небольшие погрешности очень значительны и приводят к тому, что прибор нельзя использовать для измерения деталей с очень жесткими допусками.
Рис. 5: Шесть типов ошибок на этапе перемещения по одной оси. На рис. 5 показана геометрическая ошибка с шестью степенями свободы (DoF) для одной ступени движения оси, в данном случае для x – направление движения. Как показано на рисунке 5, каждое движение по одной оси будет иметь 6 ошибок степени свободы: одну ошибку масштаба ($\epsilon _{x-scale}$), две ошибки прямолинейности ($\epsilon _{y}$ и $\epsilon _{ z}$) и три ошибки вращения ($\epsilon _{\theta x}$,$\epsilon _{\theta y}$,$\epsilon _{\theta z}$).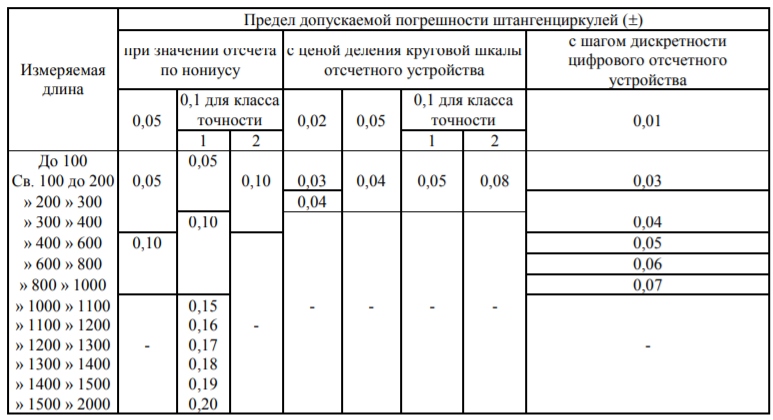 Оси движения в другом направлении будут иметь те же ошибки 6DoF, но будут отличаться только направлениями ошибок.
Оси движения в другом направлении будут иметь те же ошибки 6DoF, но будут отличаться только направлениями ошибок.
Как правило, измерительные приборы имеют ступени перемещения по трем осям, которые могут перемещаться за x,y,z направлений. С тремя этапами движения оси будет в общей сложности 21 геометрическая ошибка степени свободы, что составляет 18 ошибок для 6 ошибок степени свободы от каждой оси и три дополнительных ошибки для перпендикулярно между тремя осями.
Решения по уменьшению этих геометрических ошибок заключаются в изготовлении ступеней движения с высокой точностью или в применении программных (числовых) компенсаций ошибок.
6.2. Ошибка из-за отклонения от кинематического принципа построения
Все измерительные приборы, они собраны из многих компонентов. В идеале сборка двух разных компонентов должна удовлетворять правилу кинематического ограничения 3-2-1, как показано на рис. 6.
В кинематической конфигурации собранные детали будут достаточно ограничены без каких-либо остаточных напряжений.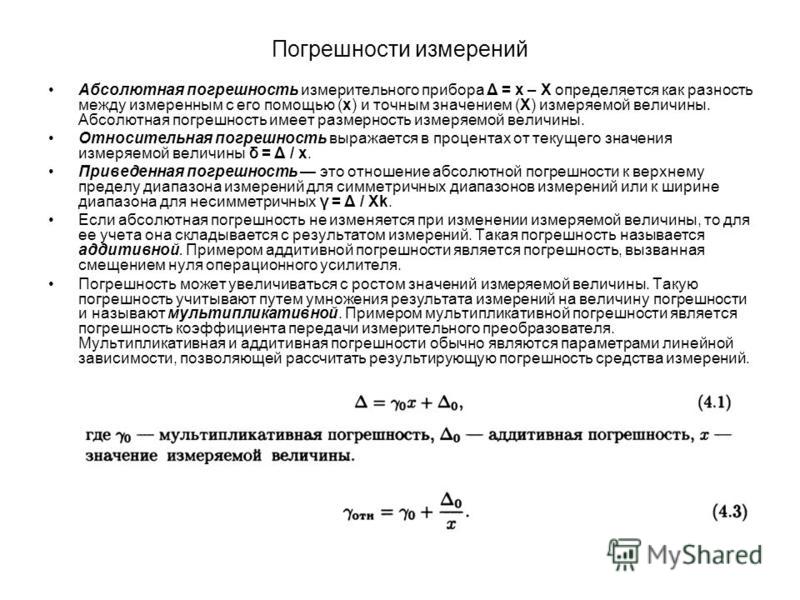 Любые отклонения от кинематического ограничения вызовут дополнительные нагрузки на компоненты и вызовут их деформацию. Геометрическое отклонение компонентов приведет к ошибкам измерения прибора.
Любые отклонения от кинематического ограничения вызовут дополнительные нагрузки на компоненты и вызовут их деформацию. Геометрическое отклонение компонентов приведет к ошибкам измерения прибора.
6.3. Ошибка из-за динамики конструкции
Динамика конструкции будет преобразована в вибрацию при выполнении измерений. Вибрация при измерениях возникает из двух источников: конструкции прибора и окружающей среды.
При чувствительных измерениях, таких как измерения с помощью лазерных интерферометров или приборов для измерения оптической топографии поверхности, основанных на интерференционных методах, любые низкоуровневые вибрации будут снижать точность результатов измерений.
На рис. 7 показан пример вибрации, вызванной в основном конструкциями прибора и окружающей средой. На рисунке 7 датчик акселерометра размещен на столе оптического измерительного прибора. Как видно из рисунка 7, вибрации заставляют стол прибора периодически перемещаться в вертикальном направлении. Это периодическое движение значительно снизит точность измерений, например, измерения высоты ступени на микрометровом уровне. 9{\circ}$C приведет к некоторой усадке деталей и инструментов.
Это периодическое движение значительно снизит точность измерений, например, измерения высоты ступени на микрометровом уровне. 9{\circ}$C приведет к некоторой усадке деталей и инструментов.
Геометрическое расширение и сжатие деталей и компонентов приборов будет напрямую переведено в погрешности измерений.
6.5. Структурная деформация
Любые компоненты, на которые воздействуют нагрузки, испытывают некоторую степень сжатия. Это сжатие вызовет упругие деформации компонентов. Как минимум, нагрузка создается весом самих компонентов.
Поскольку упругие деформации можно предсказать, эту деформацию следует моделировать и компенсировать при обработке результатов измерений, чтобы уменьшить ошибки измерений. Одним из распространенных методов моделирования и оценки упругой деформации является выполнение анализа методом конечных элементов (МКЭ).
На рис. 8 показан пример МКЭ прибора для оценки его упругой деформации. Как видно из рисунка 8, вес самого инструмента может вызвать упругую деформацию на микрометровом уровне под действием силы тяжести.
6.6. Погрешность из-за отклонения от симметрии
Преимущество симметричной конструкции состоит в том, что конструкция может уменьшить погрешности из-за расширения или некоторой степени геометрических деформаций частей, составляющих прибор. Некоторыми преимуществами симметричных конструкций являются равномерно распределенные нагрузки для уменьшения деформаций, сосредоточенных в определенной области, и одинаковое расположение центра как для тепловых, так и для вращательных воздействий.
На рис. 9 показаны преимущества симметричной конструкции. Когда центр теплового воздействия и центр вращения находятся в одной и той же точке, любое тепловое расширение геометрии симметричной конструкции будет иметь очень небольшую (если не нулевую) геометрическую ошибку из-за деформаций вращения.
Рис. 9: Преимущество симметричной конструкции в том, что центры тепла и вращения находятся в одной точке.
В любых измерительных приборах действуют три силовые петли. Силовые петли бывают конструкционными, метрологическими и тепловыми. Эти три петли показаны на рисунке 10.
В идеале эти три силовых контура должны быть отделены друг от друга, чтобы любые связанные с геометрией ошибки в контуре не влияли на другие контуры и не распространялись на них. Например, влияние ошибок на результаты измерений из-за деформации или расширения детали будет сведено к минимуму.
Структурная петля представляет собой петлю сил через компоненты, которые определяют относительные положения между двумя объектами, например, между кончиком щупа и измеряемой частью. Термическая петля — это петля сил, которая определяет относительное положение между двумя объектами (например, структурная петля) и на которую влияет тепловое расширение компонентов, участвующих в тепловой петле. Метрологическая петля — это петля, по которой проходят компоненты, считывающие смещения, например, петля, которая проходит через энкодер прибора.
7. Ошибка управления
Почти все высокоточные измерительные приборы используют методы компенсации погрешности, либо аппаратные, либо программные, либо оба метода компенсации. Существует два типа компенсации ошибок: автономная и оперативная.
Автономная компенсация ошибок может применяться для уменьшения систематических ошибок . Эти систематические ошибки можно моделировать, количественно оценивать и прогнозировать в автономном режиме. Одним из способов количественной оценки систематических ошибок, таких как геометрические ошибки, является выполнение процесса калибровки, например, с использованием лазерного интерферометра.
Между тем, компенсация ошибок в режиме онлайн может применяться для уменьшения случайных ошибок . Оперативная компенсация ошибок реализована с использованием метода управления в режиме реального времени и обратной связи. Управление в режиме реального времени и с обратной связью — это метод управления, который считывает фактическое положение ступени движения в данный момент времени и отправляет обратную связь контроллеру системы для корректировки фактического положения ступени движения в соответствии с заданным или желаемым положением. .
Внедрение управления в режиме реального времени и замкнутого контура затруднено. Для микрометровой или более высокой точности динамика инструмента и любые другие 2 и или более высокие степени нелинейных ошибок должны быть смоделированы и учтены при обработке данных обратной связи от датчика и корректировке положения в реальном времени.
8. Погрешность из-за шероховатости поверхности
Состояние измеряемых поверхностей деталей влияет на точность размерных и геометрических измерений, особенно при измерении в диапазоне от микрометра до нанометра. Точность обычных КИМ, используемых для размерных и геометрических измерений, достаточно высока, чтобы обнаруживать шероховатость на измеряемой поверхности до определенной степени.
Более того, шероховатость поверхности существенно повлияет на измерения оптических приборов, например, микроскопические измерения. Поскольку отражения света, используемые для извлечения информации о расстоянии, от шероховатости поверхности до датчика оптических инструментов, будут варьироваться в зависимости от степени шероховатости.
Иллюстрации влияния шероховатости поверхности на измерение контактными (стилус) и бесконтактными (оптическими) приборами показаны на рис. 11. На рис. 11а микрощуп измеряет плоскую поверхность. Поскольку «плоская» поверхность имеет некоторую степень шероховатости, щуп может определить шероховатость и снизит точность измерения плоскостности на поверхности.
На рисунке 11b показано влияние шероховатости поверхности на измерения с использованием бесконтактных (оптических) приборов. Как видно из рисунка 11b, шероховатость поверхности приводит к тому, что отражение падающего света распространяется во многих разных направлениях, а не в одном направлении, как в случае с гладкой поверхностью.
9. Погрешность из-за грязи и пыли
Пыль может негативно повлиять на точность размерных и геометрических измерений в микрометровом и нанометровом масштабе. На рис. 12 показана иллюстрация влияния пыли на размерную и геометрическую точность измерений.
На рис. 12 пыль будет ложно срабатывать при обнаружении поверхности пером. Поскольку обнаруженная поверхность неверна, результаты измерения, например плоскостность и перпендикулярность, будут отклоняться от фактического значения при отсутствии пыли.
Рис. 12: влияние пыли на измерения с помощью КИМ с наконечником микрощупа.10. Нетехническая ошибка
Нетехническая ошибка вызвана ошибками операторов, выполняющих измерения специфическими приборами. Наиболее распространенными типами нетехнических ошибок измерения являются ошибка чтения и ошибка параллакса. Чтобы избежать этих ошибок, необходимо провести хорошее обучение операторов.
Ошибка чтения — ошибка, связанная с тем, что оператор неправильно считывает результаты измерений с прибора. Например, ошибки при чтении шкалы микрометров. Чтобы избежать этих ошибок, на микрометрических измерительных приборах могут быть реализованы цифровые показания измерений.
Ошибка параллакса — ошибка, связанная с тем, что взгляд оператора, считывающего результат измерения, не перпендикулярен шкале отсчета измерительного прибора. Эта ошибка очень часто встречается на инструментах с линейными шкалами, таких как линейка, штангенциркуль и микрометр. Также эта ошибка может быть вызвана использованием оператором очков. Очки могут вызвать отражение света, попадающего в глаза оператора.
Заключение
Существует множество типов погрешностей измерений в размерных и геометрических измерениях. Эти типы ошибок будут способствовать неопределенности результатов измерений и снижать точность и воспроизводимость наших измерений.
Нам необходимо понимать эти ошибки, особенно причины этих ошибок, и избегать их при настройке, выполнении и считывании измерений.
Мы продаем все исходные файлы, EXE-файлы, включаемые и LIB-файлы, а также документацию по подгонке эллипса с использованием библиотек C/C++, Qt framework, Eigen и OpenCV по этой ссылке.
Мы продаем учебные пособия (содержащие файлы PDF, сценарии MATLAB и файлы CAD) по трехмерному анализу наложения допусков на основе статистического метода (Моделирование Монте-Карло/МС).
Mutipath помечает пути как «призрачные пути» и вызывает сообщения «Ошибка ввода-вывода буфера» в журналах
Среда
- Red Hat Enterprise Linux 5, 6, 7, 8
- устройство-маппер-многопутевость
- активный/пассивный (или резервный ALUA) массив хранения
Выпуск
- Mutipath сделал пути как «призрачные пути» и вызывает сообщения «Ошибка ввода-вывода буфера» в журналах
- Почему я вижу активные/призрачные записи на многопутевых картах в RHEL5? Какова его важность?
- Почему пассивный путь показывает флаг «призрак» в выводе multipath -ll?
Как избавиться от состояния «активный призрачный запуск», указанного в многопутевом выводе в Red Hat Enterprise Linux?
mpathb (123456789) dm-14 LSI,INF-01-00 size=2.
Разрешение
- События «Ошибка ввода-вывода буфера» для призрачных путей можно безопасно игнорировать.
- Активный призрак
, работающий с выводомот multipath -ll, является нормальным для устройств в пассивном или резервном состоянии. Попытка чтения или записи в фантомный путь приведет к ошибке «Ошибка ввода/вывода буфера». - Если у вас есть какие-либо вопросы, не стесняйтесь отправить запрос представителю службы поддержки Red Hat.
Основная причина
Пути к этим устройствам в «фантомном» состоянии являются пассивными. Устройства в пассивном или резервном состоянии недоступны для чтения и записи команд ввода-вывода. Ошибка ввода-вывода произойдет, если приложение попытается выполнить чтение или запись Запросы ввода/вывода к ним
Что такое призрачные пути? Безопасно ли иметь призрачные пути? Сможешь ли ты от них избавиться?
“Призрачные” пути указывают, что устройство находится в ждущем или пассивном состоянии.
Это означает, что устройство будет возвращать действительные ответы на определенные команды SCSI, не связанные с перемещением данных, такие как TUR (проверка готовности устройства), запрос, чтение емкости и другие, но не будет выполнять все команды чтения и записи ввода-вывода.- Например, если состояние ALUA 2h Standby возвращается от устройства, вывод в многопутевом режиме для этого устройства устанавливается на «призрак».
- Другие устройства, такие как аппаратные обработчики
hp_swилиrdac, могут иметь «призрачные» пути в многопутевом выходе. Это нормально для таких устройств.
# многолучевость -ll [...] mpathb (123456789) dm-14 LSI,INF-01-00 size=2.2T features='3 queue_if_no_path pg_init_retries 50' hwhandler='1 rdac' wp=rw <<--- аппаратный обработчик 'rdac' |-+- policy='циклический 0' prio=6 status=active | |- 7:0:0:1 sde 8:64 активен готов работает | `- 5:0:0:1 sdc 8:32 активно готово работает `-+- policy='циклический перебор 0' prio=1 status=enabled <<--- вторичная (неактивная/отказоустойчивая) группа путей |- 4:0:0:1 sdh 8:112 активный призрачный бег `- 6:0:0:1 sdd 8:48 активный призрак работает ^^^^ +------------------------ Состояние пути «призрак», указывающее на пассивный путь [. ..]
Нормально видеть одну группу путей, состоящую из набора устройств, помеченных
призрачнымипутями к устройству, которое находится в пассивном или резервном состоянии, как указано выше.- Тем не менее, НЕ ожидается, что ВСЕ пути будут указаны как “фантомные” во всех группах путей. Только те, кто находится в группе вторичных/отказоустойчивых путей со статусом
=enabled, должны включать призрачные пути. Таким образом, просмотр призрачных путей не является проблемой, если они ограничены одной группой путей. - Если все пути находятся в фантомном состоянии, вероятно, проблема связана с хранилищем.
- Если только несколько устройств из одного хранилища имеют «призрачные» пути, но другие устройства имеют состояние пути «готово» во вторичной («включенной») группе путей, то проблема на стороне хранилища существовала или существует, так что состояние пути, возвращенное из хранилища, указано состояние пассивного/неготового устройства в хранилище. Если аппаратный обработчик — «alua», используйте приведенную ниже диагностику, чтобы проверить текущее состояние пути, напрямую запросив хранилище.
- Тем не менее, НЕ ожидается, что ВСЕ пути будут указаны как “фантомные” во всех группах путей. Только те, кто находится в группе вторичных/отказоустойчивых путей со статусом
Поскольку аппаратное обеспечение хранения предоставляет информацию, которая определяет, является ли путь
призрачнымпутем или нет, у пользователей нет способа избавиться от них или изменить состояние пути.
Этапы диагностики
$ cat var/журнал/сообщения | grep "ошибка чтения" awk -F'dev' '{print$2}' | awk '{print$1}' | сортировать | уникальный
/СДБ:
/сдд:
/СДФ:
/СДГ:
$ cat sos_commands/devicemapper/multipath_-v4_-ll
......
мпатб (3690b11c0000d4ed20000041f506ccea3) дм-1 ДЕЛЛ,MD36xxf
size=409G features='3 queue_if_no_path pg_init_retries 50' hwhandler='1 rdac' wp=rw [1]
|-+- policy='round-robin 0' prio=6 status=active <-+- 1st path group [2]
| |- 2:0:1:0 sdc 8:32 активен готов работает |
| |- 2:0:3:0 sde 8:64 активен готов работает |
| |- 4:0:2:0 sdh 8:112 активен готов работает |
| `- 4:0:3:0 sdi 8:128 активно готово работает <-+
`-+- policy='циклический перебор 0' prio=1 status=enabled <-+- 2-я группа путей [3]
|- 2:0:2:0 sdd 8:48 активный призрачный бег |
|- 2:0:0:0 sdb 8:16 активный призрачный бег |
|- 4:0:0:0 sdf 8:80 активный призрачный бег |
`- 4:0:1:0 SDG 8:96 активных призрачных бегущих <-+
[4] [5] [6]
. .....
Примечания:
- [1] Аппаратный обработчик rdac представляет индикацию активной/пассивной конфигурации хранилища. Ожидание — это половина путей с состоянием призрака.
- [2] Первая группа путей является активной группой путей, пути в этой группе будут использоваться для чтения и/или записи команд ввода/вывода. Обратите внимание, что группа путей, которая будет использоваться, всегда будет иметь более высокое значение
до(приоритет). В этом случае приоритет для этой группы путей равен 9.0213 6 по сравнению с1для второй группы путей. - [3] Вторая группа путей включена, что указывает на то, что она доступна для аварийного переключения, но не будет активно использоваться для обработки команд чтения или записи ввода-вывода. Команды проверки пути, такие как TUR, можно использовать для проверки наличия транспортного пути к устройству. Этот путь в этой группе станет
готовымтолько после аварийного переключения контроллера хранилища. - [4] Состояние пути :: активно | не удалось | неопределенный
Active указывает, что транспортное соединение между хостом и устройством доступно.
Ошибка означает, что базовые команды устройства, такие как TUR или Inquiry, не выполняются на этом устройстве, указывая на наличие проблемы на стороне хранилища. - [5] Проверено состояние :: готово | неисправный | призрак | неопределенный | шаткий | delayed
Готово означает, что путь доступен для чтения и записи команд ввода/вывода.
Призрак указывает, что устройство находится в пассивном или ждущем состоянии и не может принимать команды чтения или записи ввода-вывода в текущий момент времени. [6] Онлайн состояние :: работает | офлайн | unknown
Выполняется — это номинальное состояние ядра.
Автономный режим означает, что после попыток восстановления на устройстве возникло слишком много ошибок. По сути, устройство не сломано, так как усилия по восстановлению работают, но по-прежнему наблюдается недостаточный прогресс в выполнении команд чтения и/или записи ввода-вывода после повторных попыток восстановления.
Это состояние из/sys/block/sd*/device/state, но /sys/block/sdN является ссылкой на гораздо более длинный путь. Этот более длинный путь виден вмноголучевостьвывод здесь:# многопутевость -ll -v4 : 09 дек 11:21:14 | Откройте устройство /sys/devices/pci0000:5b/0000:5b:02.0/0000:5d:00.2/host2/rport-2:0-11/target2:0:1/2:0:1:0/block/sdc 09 дек 11:21:14 | открыть '/sys/devices/pci0000:5b/0000:5b:02.0/0000:5d:00.2/host2/rport-2:0-11/target2:0:1/2:0:1:0/state'
Если обработчиком оборудования является ‘alua’, используйте следующие команды из пакета
sg3_utilsдля определения текущего состояния пути . См. “[Технические примечания] команды scsi INQUIRY и REPORT TARGET PORT GROUPS в отношении состояния пути и приоритета” для получения более подробной информации. Страница запроса scsi (sg_inq -p 0x83 ) возвращает группу путей и относительный идентификатор индекса. Используйте эту пару значений для поиска состояния пути в соответствующих выходных данных группы целевых портов отчета scsi (sg_rtpg ).
таблица устройства стр. 83 RTPG таблица устройства (группа, относительные идентификаторы) ------+ (g, r): состояние пути | (g,r): состояние пути +--> (g,r): состояние пути (g,r): состояние пути SCSI ЗАПРОС PG 83 с устройства # sg_inq -p 0x83 имя устройства : Относительный целевой порт: 0x3 : Целевая группа портов: 0x1 >> Используя 3,1 сверху, найдите текущее состояние пути: SCSI RTPG с устройства: # sg_rtpg имя устройства : идентификатор целевой группы портов: 0x1 , Pref=0 состояние асимметричного доступа целевой группы портов: 0x02 <== состояние alua - режим ожидания, как определено стандартом SCSI Относительные идентификаторы целевого порта: 0x1 0x2 0x3 0x3
- В вышеизложенном хранилище указывает, что это путь
-призракна основании возвращаемого состояния.