
RUKKI
RUKKI
Чтобы заказать любой объем продукции «РУККИ», обратитесь по телефону 8(495)669-53-83 (подразделение по работе сФАСАДНЫМИ МАТЕРИАЛАМИ). Если потребуется, специалисты нашей компании рассчитают необходимое количествопродукции для полной комплектации объекта.
Фасадные металлокассеты RUUKKI Liberta – это объемные металлические панели, имеющие загнутые с четырех сторон края. Цвет, фактура, конструкция и размеры поверхностей кассет бывают разными. Фасадные кассеты RUUKKI Liberta изготавливаются из оцинкованного листа с полимерным покрытием толщиной 1.0 – 1.5 мм, обычно для оцинкованных листов применяются такие полимерные покрытие «РVDF». Так же они могут изготавливаться из неокрашенной оцинкованной стали, на которую в дальнейшем наносится порошковое защитно-декоративное покрытие.
RUUKKI предлагает множество возможностей для создания дизайна фасадов за счет большого выбора высококачественных цветов, различных размеров и быстрых сроков поставки, а также использования широкого спектра материалов, таких как сталь, алюминий и погодоустойчивая сталь Cor-Ten. Все материалы поддаются переработке и утилизации. Кассеты очень легко и быстро устанавливаются, образуя готовый фасад, укомплектованный необходимыми аксессуарами под конкретные размеры.
Все материалы поддаются переработке и утилизации. Кассеты очень легко и быстро устанавливаются, образуя готовый фасад, укомплектованный необходимыми аксессуарами под конкретные размеры.
Виды кассет RUUKKI Liberta:
Liberta original 102
- Ширина и высота: в зависимости от конкретного проекта
- Глубина: 20 — 30 мм
- Горизонтальные и вертикальные стыки: 20 — 30 мм
- Крепеж: видимый
- Ориентация: горизонтальная или вертикальная
Liberta original 102Grande
- Возможна поставка кассет большого размера
- Ширина и высота: в зависимости от конкретного проекта
- Глубина: 25 — 30 мм
- Горизонтальные и вертикальные стыки: 20 — 30 мм
- Крепеж: видимый
- Ориентация: горизонтальная или вертикальная
Liberta elegant 500
- Ширина и высота: в зависимости от конкретного проекта
- Глубина: 25 — 30 мм
- Горизонтальные и вертикальные стыки: 5 — 30 мм
- Крепеж: скрытый
- Ориентация: горизонтальная
Liberta elegant 500Grande
- Возможна поставка кассет большого размера
- Ширина и высота: в зависимости от конкретного проекта
- Глубина: 25 — 30 мм
- Горизонтальные и вертикальные стыки: 5 — 30 мм
- Крепеж: скрытый
- Ориентация: горизонтальная
- Погодоустойчивая сталь Cor-Ten
- Ширина и высота: в зависимости от конкретного проекта
- Глубина: 30 мм
- Вертикальные стыки: 10 — 30 мм
- Крепеж: видимый
- Ориентация: горизонтальная
Область применения фасадных металлокассет Ruukki Liberta:
- Жилые здания и комплексы
- Сельскохозяйственные сооружения
- Комплексы производственных компаний
- Любые складские помещения
- Дорожное строительство
- Многофункциональные торгово-развлекательные комплексы
- Автосервисы
- Транспортные и таможенные терминалы
- Строительство аэропортов, аэровокзалов, ЖД вокзалов и станций и т.
 д.
д.
 д.
д.Монтаж, демонтаж и раскладка металлокассет
RUUKKI Liberta осуществляются очень легко. Фасад или любое другое строение, для облицовки которого были использованы эти металлокассеты, имеет приятный внешний вид, не нуждается в постоянном уходе, отличается долговечностью и надежностью в эксплуатации.Чтобы заказать любой объем продукции «РУККИ», обратитесь по телефону 8(495)669-53-83 (подразделение по работе сФАСАДНЫМИ МАТЕРИАЛАМИ). Если потребуется, специалисты нашей компании рассчитают необходимое количествопродукции для полной комплектации объекта.
Металлические кассеты — Норман
Металлокассеты — доступная альтернатива алюминиевым композитным панелям. По конструкции они напоминают профилированный стальной лист небольших размеров с изогнутыми сторонами, который крепится крепежными элементами к традиционной подсистеме вентфасада. Основное преимущество этого типа облицовочного материала — доступная стоимость и его крепление к стене.
Основное преимущество этого типа облицовочного материала — доступная стоимость и его крепление к стене.
Разновидности металлокассет и их конфигурация
Размеры металлокассет не стандартизованы. Они изготавливаются индивидуально под определенные архитектурные проекты. Исходя из индивидуальных соображений и особенностей вентфасада, подбирается оптимальный размер металлокассет из ряда рекомендуемых.
Традиционные оцинкованные металлические кассеты — плоские. Для отделки углов зданий и круглых объектов возможно изготовление радиальных и угловых видов. При этом цветовая гамма не ограничена стандартными вариантами. Обустроив фасад этим материалом можно добиться полного изменения его экстерьера. Причем, даже самое ветхое здание приобретет вполне современный и эксклюзивный вид.
По конфигурации различают две разновидности фасадных металлокассет
- Фасадные с потайными элементами крепежа
- С видимым крепежом
Металлокассеты со скрытым крепежом несколько сложнее монтировать, и они отличаются своей конструкцией.
Конструкционные особенности металлокассет для вентфасадов
Мы предлагаем металлокассеты из тонкой оцинкованной листовой стали с полимерным покрытием. В качестве полимера применяют PVDF или полиэстер, который дополнительно защищает оцинковку от воздействия агрессивной окружающей среды. Стандартная форма кассеты — прямоугольник с загнутыми краями. Штамповка в подобных случаях практически не применяется из-за ее дороговизны. Форма металлокассеты достигается посредством ее гибки и резки.
Тонкий стальной лист применяется из соображений экономии — малый вес облицовки не требует усиленной фасадной подсистемы. Кассеты из металла для отделки фасадов получили распространение при возведении промышленных и складских комплексов, а также бюджетных строений. Они могут использоваться для обшивки горизонтальных плоскостей и объектов нестандартной формы.
Монтаж фасада из металлокассет
Металлокассеты монтируются традиционным способом от низа к верху, на заранее установленную подсистему. В качестве крепежных элементов применимы саморезы или заклепки. Угловые стыки закрываются специально изготовленными кассетами или при помощи планок. Чтобы избежать активной коррозии необходимо заблаговременно позаботиться об отсутствии гальванической реакции — для этого лучше всего применять профиль и крепление только из нержавеющих металлов.
В качестве крепежных элементов применимы саморезы или заклепки. Угловые стыки закрываются специально изготовленными кассетами или при помощи планок. Чтобы избежать активной коррозии необходимо заблаговременно позаботиться об отсутствии гальванической реакции — для этого лучше всего применять профиль и крепление только из нержавеющих металлов.
Цена металлокассет для вентфасадов
Строительная компания «Норман» предлагает купить оцинкованные металлокассеты по цене от 850 руб за кв. м. Мы производим облицовочные панели по вашему заданию. Цвет вы можете выбрать из коллекции RAL. Цена на монтаж навесных вентилируемых фасадов из оцинкованных металлокассет в «Нормане» начинается от 3000 руб за кв. м.
Стандарты и справочные материалы – GalvInfo
В этой области рассматриваются соответствующие стандарты и основные справочные материалы, касающиеся использования стальных листов с цинковым или металлическим покрытием. Эти материалы часто защищены законами об авторском праве, и многие из этих ссылок будут указывать на соответствующий документ на веб-сайте правообладателя, где документ можно приобрести или загрузить.
Международные стандарты ASTM, распространяющиеся на гальванизированную сталь
A90/A90M- Стандартный метод испытаний на массу [массу] покрытия на изделиях из железа и стали с покрытием из цинка или цинкового сплава
A123/A123M- Стандартные технические условия для цинковых (горячеоцинкованных) покрытий на изделиях из железа и стали
A153/A153M- Стандартные технические условия для цинковых покрытий (горячеоцинкованных) на железных и стальных изделиях
A239- Стандартная практика для Обнаружение самого тонкого места в цинковом (оцинкованном) покрытии на изделиях из железа или стали
A385 — Стандартная практика обеспечения высококачественных цинковых покрытий (горячее погружение)
A428/A428M — Стандартный метод испытаний на вес [массу] покрытия на изделиях из железа или стали с алюминиевым покрытием
A459 — Стандартные технические условия на оцинкованную плоскую стальную армирующую ленту
A653/A653M — Стандартные технические условия на стальной лист, оцинкованный (гальванизированный) или с покрытием из цинково-железного сплава (гальванизированный) методом горячего погружения
A742/A742M-Стандартные технические условия для стального листа с металлическим покрытием и полимерным покрытием для гофрированной стальной трубы
A754/A754M-Стандартный метод испытаний массы (массы) металлических покрытий на стали методом рентгеновской флуоресценции
A755/A755M-Стандартные технические условия на стальной лист с металлическим покрытием, нанесенным методом горячего погружения и предварительно окрашенный методом рулонного покрытия, для строительных изделий, открытых снаружи и водостоки
A761/A761M- Стандартные технические условия для гофрированной стальной конструкционной плиты, оцинкованной, для труб с болтовым креплением, трубных арок и арок
A780- Стандартная практика ремонта поврежденных и непокрытых участков горячего цинкования Покрытия
A792/A792M-Стандартные технические условия для стального листа, 55 % алюминиево-цинкового сплава, покрытого методом горячего погружения
A798/A798M- Стандартная практика установки заводских гофрированных стальных труб для канализации и других применений
A807/A807M- Стандартная практика установки гофрированных стальных конструкционных труб для канализации и других применений
A875/A875M-Стандартные технические условия для стального листа, алюминиевого сплава с цинковым покрытием, покрытым методом горячего погружения
A879/A879M- Стандартные технические условия для стального листа, покрытого цинком электролитическим Масса покрытия на каждой поверхности
A885/A885M — Стандартные технические условия для стального листа, композитного покрытия из цинкового и арамидного волокна для гофрированных стальных канализационных, водопропускных и дренажных труб
A896 — Стандартная практика проведения тематических исследований оцинкованных конструкций
A902 – Стандартная терминология, относящаяся к стальным изделиям с металлическим покрытием
A917 – Стандартные технические условия для стальных листов с электролитическим покрытием для применений, требующих обозначения массы покрытия на каждой поверхности (общие требования)
A924/A924M – Стандартные технические условия Общие требования к стальным листам с металлическим покрытием, нанесенным методом горячего погружения
A926 – Стандартный метод испытаний для сравнения стойкости к истиранию материалов покрытия для гофрированных металлических труб
A929/A929M – Стандартные технические условия на стальной лист с металлическим покрытием, нанесенным методом горячего погружения, для гофрированной стальной трубы
A964/A964M – Стандартные технические условия на коробчатые водопропускные трубы из гофрированной стали Углеродистое, металлическое и неметаллическое покрытие для холодногнутых элементов каркаса
A1004/A1004M – Стандартная практика для установления соответствия минимальным ожидаемым коррозионным характеристикам металлических, окрашенных металлических и стальных листов с неметаллическим покрытием, предназначенных для использования в холодноформованном виде Члены обрамления
A1030/A1030M – Стандартная практика измерения характеристик плоскостности изделий из стального листа
A1046/A1046M – Стандартные технические условия для стального листа с покрытием из цинко-алюминиево-магниевого сплава методом горячего погружения
Быстрорастущий сегмент прямого к металлическим покрытиям
Поделитесь этой статьей:
Нанесение покрытий непосредственно на металл (DTM) — это быстрорастущий сегмент индустрии покрытий.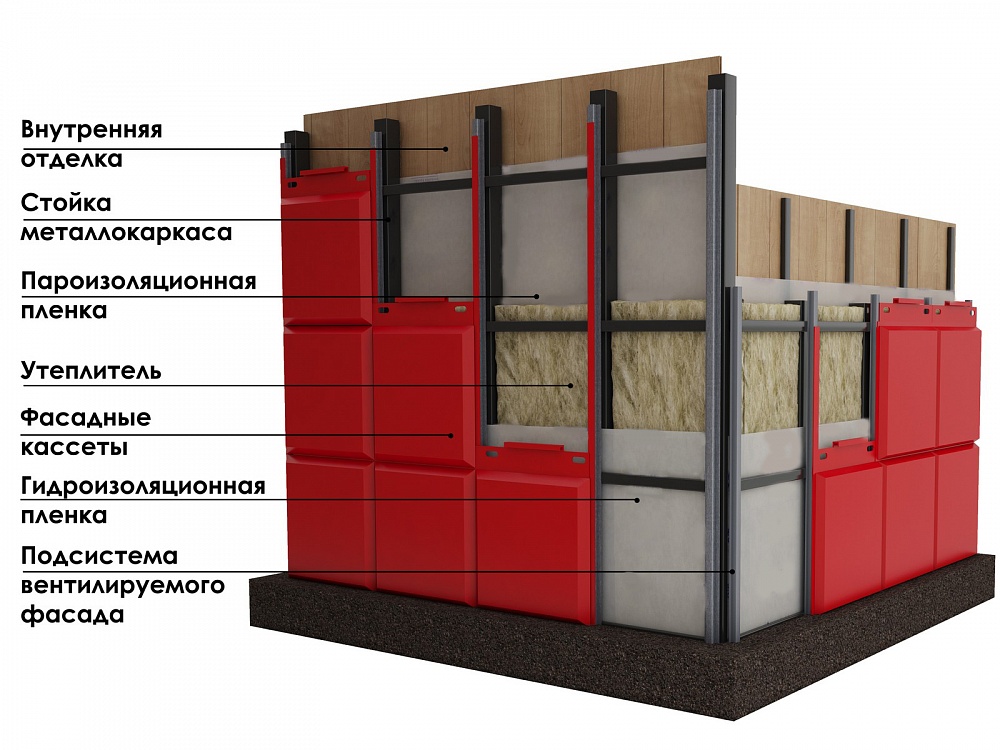 Этот рост связан со снижением затрат, связанным с повышением эффективности, экономией времени и меньшим количеством производственных операций. Эти покрытия используются в тяжелой строительной отрасли, строительных изделиях и отделке изделий. Многие из этих применений требуют производительности в сложных условиях воздействия, таких как бурение нефтяных скважин, морские нефтяные вышки и литейные заводы. Совокупный годовой темп роста покрытий DTM оценивается примерно в 10%. Покрытия DTM наносят распылением, кистью, валиком и рулонным покрытием. Подложки включают алюминий, холоднокатаную сталь, горячекатаную сталь и металлы с покрытием (например, горячеоцинкованную сталь, гальфан, гальванизированную сталь, электрооцинкованную сталь и металлы с покрытием).
Этот рост связан со снижением затрат, связанным с повышением эффективности, экономией времени и меньшим количеством производственных операций. Эти покрытия используются в тяжелой строительной отрасли, строительных изделиях и отделке изделий. Многие из этих применений требуют производительности в сложных условиях воздействия, таких как бурение нефтяных скважин, морские нефтяные вышки и литейные заводы. Совокупный годовой темп роста покрытий DTM оценивается примерно в 10%. Покрытия DTM наносят распылением, кистью, валиком и рулонным покрытием. Подложки включают алюминий, холоднокатаную сталь, горячекатаную сталь и металлы с покрытием (например, горячеоцинкованную сталь, гальфан, гальванизированную сталь, электрооцинкованную сталь и металлы с покрытием).
По определению, покрытия DTM наносятся непосредственно на металлическую поверхность с возможностью прилипания без необходимости тщательной очистки или предварительной обработки. В идеале эти покрытия можно наносить за один этап непосредственно на металл.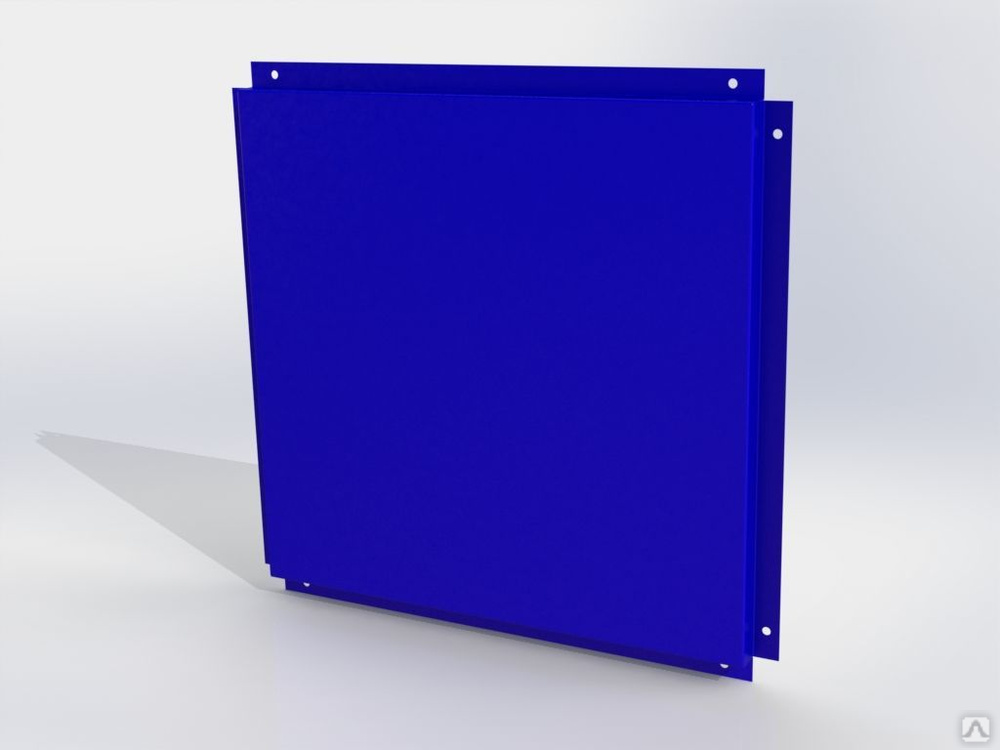 Однако покрытия DTM также могут состоять из одного слоя грунтовки и одного слоя финишного покрытия, наносимых на металлические поверхности, которые должным образом подготовлены для удаления поверхностных загрязнений и оксидов. Основным преимуществом покрытий DTM является то, что они не требуют многоэтапной очистки, предварительной обработки и герметизации перед окраской. Текущие технологии DTM включают растворители, водные растворы и материалы с высоким содержанием твердых частиц. Они могут быть одно- или двухкомпонентными акриловыми, эпоксидными или полиуретановыми или состоять из ненасыщенных полимеров/олигомеров, которые отверждаются путем полимеризации.
Однако покрытия DTM также могут состоять из одного слоя грунтовки и одного слоя финишного покрытия, наносимых на металлические поверхности, которые должным образом подготовлены для удаления поверхностных загрязнений и оксидов. Основным преимуществом покрытий DTM является то, что они не требуют многоэтапной очистки, предварительной обработки и герметизации перед окраской. Текущие технологии DTM включают растворители, водные растворы и материалы с высоким содержанием твердых частиц. Они могут быть одно- или двухкомпонентными акриловыми, эпоксидными или полиуретановыми или состоять из ненасыщенных полимеров/олигомеров, которые отверждаются путем полимеризации.
При разработке покрытия DTM, обеспечивающего более длительный срок службы, необходимо учитывать множество факторов. К ним относятся:
- Смачивание основания
- Начальная адгезия
- Длительная адгезия и коррозионная стойкость
Смачивание основания
Смачивание металлической поверхности является основным фактором, влияющим на начальную адгезию. Если покрытие плохо распределяется или смачивает поверхность, это отрицательно скажется на адгезии. Другими словами, поверхностное натяжение основания должно быть выше, чем у нанесенного покрытия, чтобы обеспечить хорошее растекание и выравнивание. На приведенной выше диаграмме синяя сфера представляет собой каплю краски, а желтая линия представляет собой металлическую поверхность. Капля справа полностью смачивает металлическую поверхность, обеспечивая наилучшую возможность для обеспечения адгезии.
Если покрытие плохо распределяется или смачивает поверхность, это отрицательно скажется на адгезии. Другими словами, поверхностное натяжение основания должно быть выше, чем у нанесенного покрытия, чтобы обеспечить хорошее растекание и выравнивание. На приведенной выше диаграмме синяя сфера представляет собой каплю краски, а желтая линия представляет собой металлическую поверхность. Капля справа полностью смачивает металлическую поверхность, обеспечивая наилучшую возможность для обеспечения адгезии.
Есть два способа обеспечить хорошее смачивание субстрата. С точки зрения подложки, во-первых, необходимо увеличить площадь поверхности подложки, например, за счет истирания и/или пескоструйной обработки. Этот процесс также удаляет слой оксида и гидроксида металла, чтобы обеспечить поверхность, более подходящую для формирования более прочного поверхностного соединения. Второй способ заключается в модификации покрытия для обеспечения хорошего смачивания (например, более низкого поверхностного натяжения) путем добавления подходящих смачивающих агентов, а также растворителей или сорастворителей, которые могут снизить поверхностное натяжение.
После достижения адекватного начального смачивания вторым соображением является рассмотрение факторов, влияющих на начальную адгезию металла.
Нужна помощь в поиске непосредственно металлических покрытий?
Prospector поможет ускорить ваши исследования с помощью технических спецификаций и доступа к поставщикам оборудования со всего мира.
Прямой поиск металлических покрытий здесь
Начальная адгезия
Начальная адгезия может быть определена как качество адгезии к поверхности подложки после отверждения краски, но до воздействия естественного атмосферного воздействия и/или ускоренного тестирование. Начальную адгезию отвержденной пленки можно количественно определить с помощью таких тестов, как ASTM D3359. Cross Hatch Tape Adhesion и/или ASTM D 4541 Прочность покрытий на отрыв , определяющая адгезию в фунтах на квадратный дюйм. Некоторые соображения по улучшению начальной адгезии после испарения летучих веществ из пленки краски включают:
- Системы смол с функциональными группами, которые способствуют связыванию с металлической поверхностью
- Наличие подходящих усилителей адгезии и связующих агентов
- Количество и тип поперечных связей
Системы смол с функциональными группами
Системы смол и сшивающих агентов, способные образовывать водородные связи или ковалентные связи со слоем оксида и гидроксида на поверхности металла, обычно обеспечивают наилучшую начальную адгезию. Долговременная адгезия и защита от коррозии зависят от основы смолы и сшивания.
Долговременная адгезия и защита от коррозии зависят от основы смолы и сшивания.
Наличие подходящих усилителей адгезии и связующих агентов
Для улучшения адгезии смолы и сшивающие агенты, содержащие множество Активный донор водорода и акцепторные группы следует использовать. Такие смолы содержат одну или несколько следующих функциональных групп:
- карбоксильная (группа, отдающая водород)
- амин (группа, принимающая водород)
- гидроксил
- амид
- уретан
- фосфат (все принимающие или отдающие водород)
Количество и тип поперечных связей
Соответственно понятно, почему эпоксидные смолы, сшитые аминоамидными группами (гидроксильными, эфирными, амино- и амидными функциональными группами), полиуретанами и полимочевиной (например, из уретанов, отверждаемых влагой), обеспечивают превосходную адгезию к металлу поверхности. Таким образом, они широко используются непосредственно в металлических приложениях.
Добавление подходящего силанового связующего агента также может улучшить как начальную, так и долговременную адгезию. Связующий агент представляет собой молекулу, которая состоит из реакционноспособной группы на одном конце молекулы ( Y ) для взаимодействия с функциональной группой полимерной цепи с другим концом связующего агента ( – Si – OR 3 ), реагирующего с металлической поверхностью.
В приведенной выше молекуле группы -OR, присоединенные к кремнию, могут быть метокси- или этокси, где Y-часть молекулы представляет собой функциональную группу, такую как амино, эпокси, изоцианат, метакрилат или винил. Реакция включает сначала гидролиз алкоксигруппы с образованием силанола, который вступает в дальнейшую реакцию с гидроксильными группами на поверхности металла. Другой конец или часть Y связующего агента взаимодействует с функциональной группой на основной цепи смолы.
Таблица I. Примеры триалкоксиорганофункционалсиланов и их применение
| R-Si (-OCH 3 ) или R-Si (-OCH 2 CH 3 ) | Группа R Реагирует с | Реактивный силан Пример | Реакция триалкоксисилана | Применение |
| Амино
| Функциональность эпоксидной смолы | 3-аминопропилтриэтоксисилан | С –OH на поверхности, а также самосшивание с образованием | Покрытия для стекла , а также оксиды Al, Zr, Sn, Ti и Ni |
| Эпоксидная смола | Амино функциональность | 3-глицидилоксипропилтриметоксисилан | С –OH на поверхности, а также самосшивание с образованием – Si – O – Si – | Покрытия для стекла, а также оксиды Al, Zr, Sn, Ti и Ni |
| Мет-акрилат
| Полимеризация акриловой смолы | 3-метакрилоксипропилтриметоксисилан | Самосшивание с другим силаном с образованием – Si-O – Si – и с –OH на поверхности | Влагоотверждаемые смолы с улучшенная адгезия , физические и экологические характеристики |
| Н/Д | н/д | N-октилтриэтоксисилан | Формы – Si – O – Si – | Водоотталкивающие свойства, улучшенная гидрофобность |
| Винил | Полимеризация виниловой или акриловой смолы | Винилтриметоксисилан | Формы – Si – O – Si – | Влагоотверждаемые смолы с улучшенной адгезией и целостностью пленки. Также используется как поглотитель влаги Также используется как поглотитель влаги |
| Изоцианат | Гидроксил, амино или меркапто | 3-изоцианатопропилтриэтоксисилан | С –OH на поверхности, а также самосшивание с образованием – Si – O – Si | Покрытия для металлических и неорганических оксидов , также отверждаемые влагой |
| Силан SIVO Sol-Gel | Обработка поверхности на водной основе, не содержащая летучих органических соединений для различных металлов и поверхностей |
Долговременная адгезия и коррозионная стойкость
Наконец, для обеспечения долгосрочной адгезии и защиты от коррозии грунтовка DTM должна состоять из качественной смоляной системы, содержать ингибиторы коррозии и противостоять коррозии. проникновение влаги. Последнее качество может быть достигнуто за счет повышения гидрофобности и плотности сшивки. Долговечная влагостойкая грунтовка также обладает способностью противостоять гидролизу отвержденной пленки.
Последнее качество может быть достигнуто за счет повышения гидрофобности и плотности сшивки. Долговечная влагостойкая грунтовка также обладает способностью противостоять гидролизу отвержденной пленки.
Рисунок 2 иллюстрирует тип защиты от коррозии, который может быть достигнут с помощью состава, который обеспечивает отличное смачивание подложки, превосходную начальную адгезию, долговременную коррозионную стойкость и высокую гидрофобность.
Рис. 2. Грунтовка Rust Armor с двухкомпонентным уретановым верхним покрытием, разработанным Chemical Dynamics, с использованием системы смол с высокой степенью сшивки с модификацией гидрофобного пигмента (SNTS) и без нее.
10 000 ASTM B117 Солевой спрей правильно составленной системы двухслойной окраски для прямого нанесения на металл (нижний ряд представляет собой снятую пленку краски).
Долговременная коррозионная стойкость является важным фактором при выборе системы смолы/покрытия, которая обеспечивает адгезию во влажном состоянии и сводит к минимуму проникновение влаги и кислорода. По мере увеличения Tg смолы и плотности поперечных связей проникновение влаги и кислорода уменьшается. Кроме того, низкие показатели проницаемости помогают обеспечить адгезию во влажном состоянии, так как при удалении покрытия из рабочей среды будет десорбироваться меньше воды. Смолы с высоким содержанием ароматических свойств (эпоксидные смолы на основе бисфенола А, поликарбонатные и стирольные смолы) имеют низкая кислородопроницаемость . Галогенированные смолы, такие как винилхлорид, сополимеры, хлорированный каучук и фторированные полимеры, такие как поли(винилиденфторид), все имеют низкую растворимость в воде и, следовательно, низкие показатели влагопроницаемости 1 (см. Таблицу II).
По мере увеличения Tg смолы и плотности поперечных связей проникновение влаги и кислорода уменьшается. Кроме того, низкие показатели проницаемости помогают обеспечить адгезию во влажном состоянии, так как при удалении покрытия из рабочей среды будет десорбироваться меньше воды. Смолы с высоким содержанием ароматических свойств (эпоксидные смолы на основе бисфенола А, поликарбонатные и стирольные смолы) имеют низкая кислородопроницаемость . Галогенированные смолы, такие как винилхлорид, сополимеры, хлорированный каучук и фторированные полимеры, такие как поли(винилиденфторид), все имеют низкую растворимость в воде и, следовательно, низкие показатели влагопроницаемости 1 (см. Таблицу II).
Подводя итоги, можно сказать, что разработка покрытий DTM для защиты от коррозии является сложной задачей и зависит от металлической основы, условий эксплуатации, уровня пигмента и типа выбранной смолы. Для получения дополнительной информации о выборе смолы и материала для создания антикоррозионных покрытий перейдите на сайт www. ulprospector.com.
ulprospector.com.
Источники:
- www.faybutler.com/pdf_files/HowHoseMaterialsAffectGas3, Welding Journal.
Ссылки:
Центр знаний и поисковая система Prospector
Зено В. Уикс мл., Фрэнк Н. Джонс, Сократ Питер Паппас, Дуглас А. Уикс. (2007). Органические покрытия: наука и технология, третье издание.
Wiley, Jones и др. (2017) Органические покрытия, наука и технологии, четвертое издание.
Взгляды, мнения и технические анализы, представленные здесь, принадлежат автору или рекламодателю и не обязательно принадлежат ULProspector.com или UL. Появление этого контента в Центре знаний UL Prospector не означает одобрения со стороны UL или ее дочерних компаний.
Весь контент защищен авторским правом и не может быть воспроизведен без предварительного разрешения UL или автора контента.
Содержимое доступно только в информационных и образовательных целях. Хотя редакторы этого сайта могут время от времени проверять точность его содержания, мы не несем ответственности за ошибки, допущенные автором, редакцией или любым другим участником.