ГОСТ 2.418-77 Единая система конструкторской документации. Правила выполнения конструкторской документации упаковки
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система конструкторской документации ПРАВИЛА ВЫПОЛНЕНИЯ КОНСТРУКТОРСКОЙ Unified system for design
documentation. |
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 28 апреля 1977 г. № 1091 срок введения установлен
с 01.07.78
Настоящий стандарт
устанавливает правила выполнения конструкторской документации, предназначенной
для изготовления упаковки и для упаковывания изделий всех отраслей
промышленности.
(Измененная редакция, Изм. № 2).
1.1. Спецификация упаковки должна быть выполнена в соответствии с требованиями ГОСТ 2.106-96 и настоящего стандарта.
Примечание. Термины, применяемые в настоящем стандарте, – по ГОСТ 17527-86.
1.2. При внесении детали, изготовляемой из древесины без выпуска рабочего чертежа, в спецификацию упаковки в графе «Примечание» должен быть указан объем детали в кубических метрах.
1.3. При внесении многооборотной или возвратной тары в спецификацию в графе «Примечание» должно быть указано соответственно «Многооборотная» или «Возвратная».
1.4. Допускается не вносить в спецификацию транспортную тару, которую предприятие-изготовитель изделия выбирает в зависимости от количества изделий, подлежащих совместному упаковыванию, если требования к таре полностью определены в документе, по которому производится упаковывание.
1.5. Чертеж тары должен быть выполнен в соответствии с требованиями стандартов
ЕСКД и настоящего стандарта.
Чертеж тары должен быть выполнен в соответствии с требованиями стандартов
ЕСКД и настоящего стандарта.
Допускается применять в чертеже аксонометрические проекции по ГОСТ 2.317-69.
1.6. Тару, являющуюся сборочной единицей, следует изображать на чертеже полностью собранной. Допускается приводить в технических требованиях чертежа указания об окончательной сборке тары при упаковывании изделия, например: «Крышку поз. … установить при упаковывании».
В случаях, когда тару собирают только при упаковывании изделия, сборочный чертеж тары выпускать не следует, и все указания о сборке тары должны быть приведены в чертеже, содержащем указания об упаковывании. В этих случаях рекомендуется выпускать габаритный чертеж тары.
на изображении – внутренние размеры тары;
в технических требованиях -
предельная масса груза, который допускается размещать в таре, записью по типу:
«Масса груза – не более . .. кг».
.. кг».
На чертеже футляра с гнездами, пакета и т.п. внутренние размеры тары допускается не указывать. Если тара предназначена для размещения в ней определенного изделия, допускается не указывать в чертеже предельную массу груза.
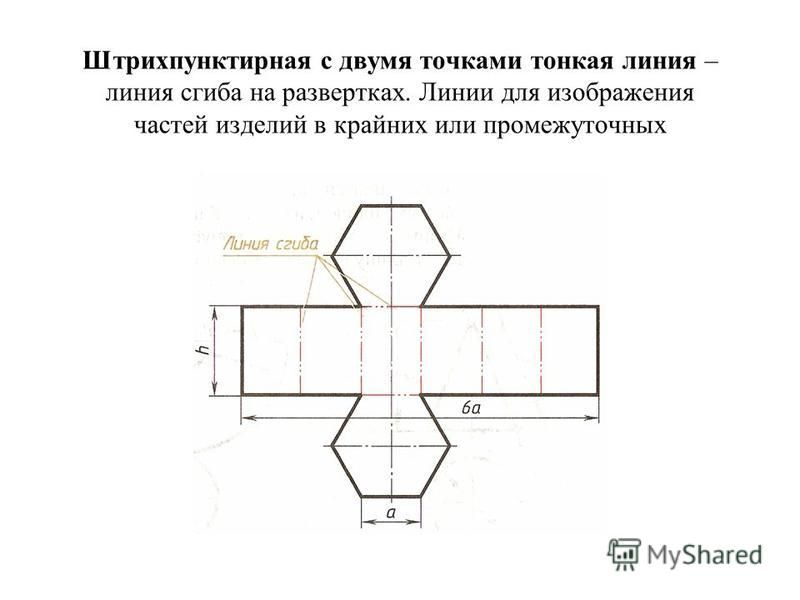
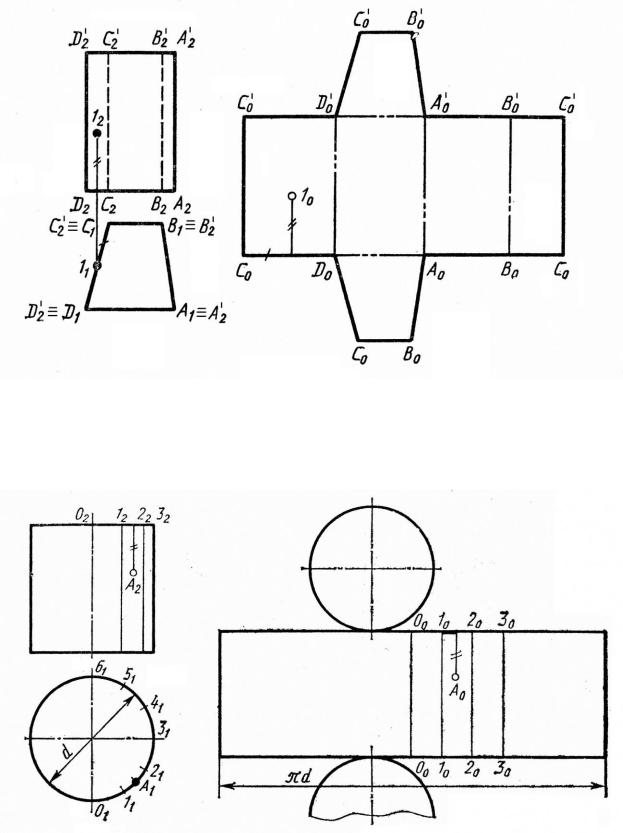
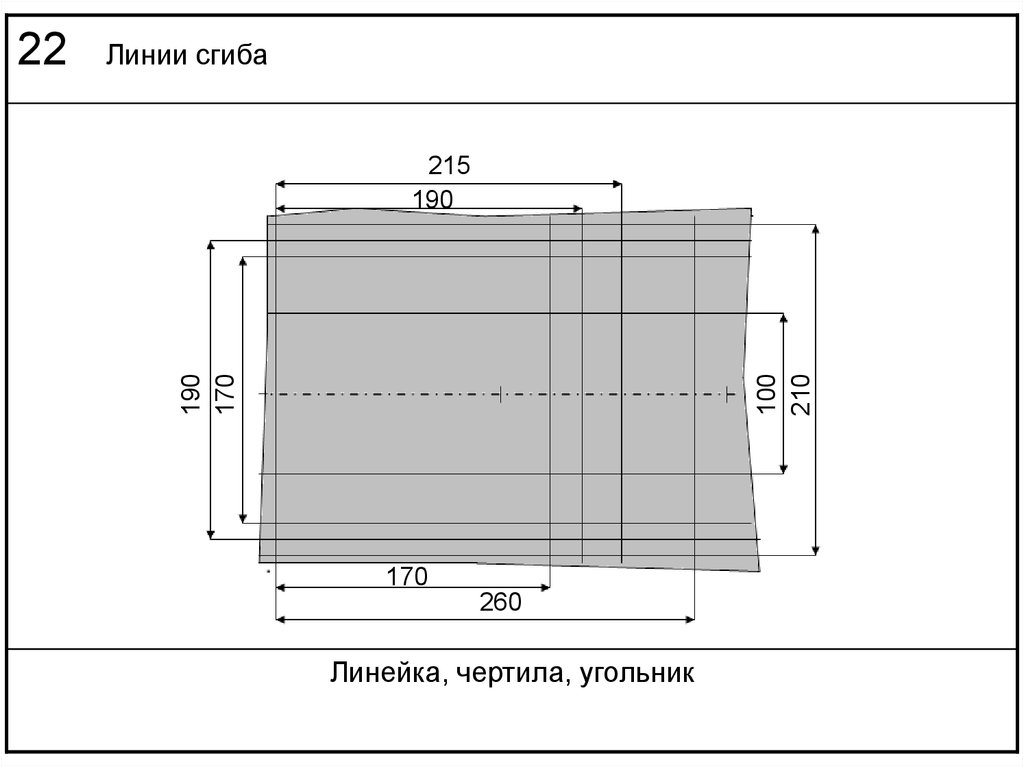
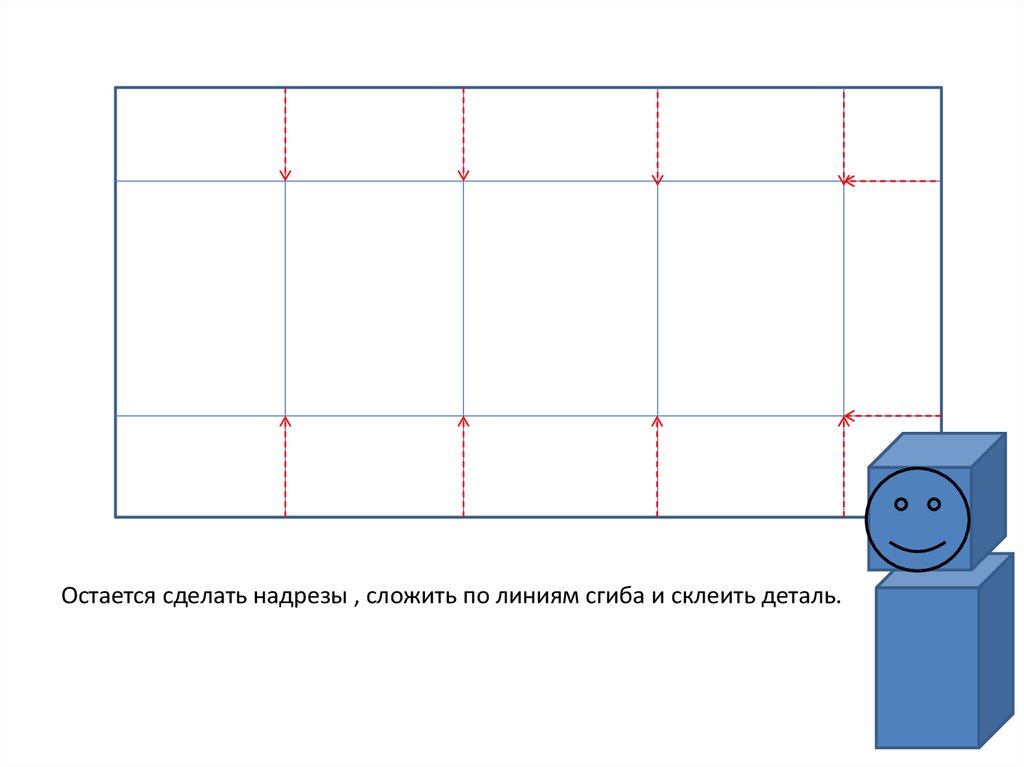
1.8. На чертеже составной части тары, изготовляемой из листового материала, допускается помещать ее развертку.
Линии сгиба на развертках следует изображать тонкой штрихпунктирной линией с двумя точками.
Линии сгиба, предварительно обработанные тиснением, прорезями или перфорированные, обозначают условными знаками на полке линии-выноски (черт. 1а а).
1.9. Если обработку сгибов производят с обратной стороны, то условный знак наносят под полкой линии-выноски (черт. 1б б).
1.10. При наличии нескольких расположенных рядом рядов одинаковой обработки сгибов, изображения условных знаков вида обработки повторяют в соответствующем количестве (черт. 1в в).
Черт. 1 a
1 a
Черт. 1 б
Черт. 1 в
1.11. Направление гребней волн гофрированного картона указывают знаком .
1.8 – 1.11 (Введены дополнительно, Изм. № 2).
2.1. Варианты выполнения документации.
2.1.1. Настоящий стандарт устанавливает три варианта выполнения документации для упаковывания: А, Б и В.
По варианту А указания об упаковывании изделия приводят в сборочном чертеже упаковки.
По варианту Б указания об упаковывании изделия приводят в упаковочном чертеже.
Упаковочному чертежу присваивают обозначение упаковываемого изделия с добавлением шифра «УЧ» по ГОСТ 2.102-68, и в графе 1 основной надписи по форме 1 ГОСТ 2.104-68 после наименования упаковываемого изделия указывают наименование документа – «Упаковочный чертеж».
Упаковочный чертеж вносят в
спецификацию упаковываемого изделия в разделе «Документация» после всех
чертежей.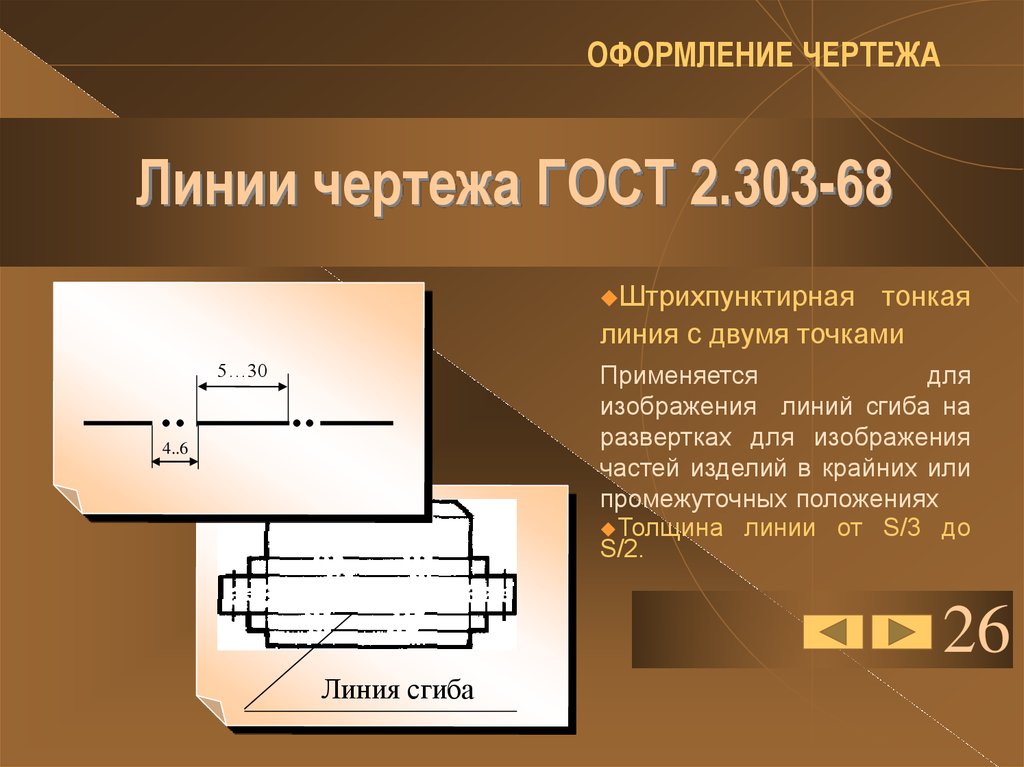
По варианту В указания об упаковывании изделия проводят в сборочном чертеже сборочной единицы «Изделие в упаковке», состоящей из упаковываемого изделия и его упаковки и имеющей обозначение, отличное от обозначения упаковываемого изделия.
2.1.2. Допускается приводить указания об упаковывании изделия в инструкции по упаковыванию.
2.2. Общие правила выполнения чертежа, содержащего указания об упаковывании (см. п. 2.1.1).
2.2.1. Чертеж должен быть выполнен в соответствии с требованиями стандартов ЕСКД и настоящего стандарта.
2.2.2. На чертеже допускается при необходимости приводить:
указания о подготовке изделия к упаковыванию;
указания о сборке упаковки при упаковывании изделия;
указания о нанесении на упаковку надписей, знаков и т.п.
Черт. 1 г
Допускается для пояснения
приводимых указаний помещать на чертеже необходимые дополнительные упрощенные и
схематические изображения.
2.2.3. Изоляционные материалы, расположенные в упаковке слоями, следует изображать в сечении сплошной линией толщиной 2s. Hа полке линии-выноски следует указать номера позиций или наименования этих материалов по очередности их расположения с внутренней стороны упаковки (черт. 1г
(Введен дополнительно, Изм. № 2).
3.1. Упаковка должна быть внесена в спецификацию упаковываемого изделия в разделе «Комплекты».
3.2. На сборочном чертеже упаковки упаковываемое изделие должно быть изображено как обстановка – по ГОСТ 2.109-73.
На чертеже должны быть указаны одним из способов, приведенных в п. 3.3, обозначение или наименование упаковываемого изделия и количество одинаковых изделий в одной упаковке (т.е. в одной транспортной единице), если их два и более.
Примечание. Наименование упаковываемого изделия
указывают в случае, когда упаковывают часть изделия, не имеющую собственного
обозначения, например, когда изделие разобрано для упаковывания на
неспецифицированные части.
3.3. Настоящий стандарт устанавливает два способа нанесения на чертеже для упаковывания обозначения или наименования упаковываемого изделия:
первый – обозначение или наименование изделия и количество одинаковых изделий наносят на полке линии-выноски и под ней, как показано на черт. 1.
На сборочном чертеже упаковки, предназначенной для различных изделий с одинаковыми очертаниями, габаритами и требованиями к упаковыванию и транспортированию, допускается вместо обозначения и наименования упаковываемого изделия указывать: «Упаковываемое изделие»;
второй – на изображениях
упаковываемых изделий или, при недостатке места, у концов линий-выносок,
проведенных от этих изображений, наносят порядковые номера, начиная с единицы,
и располагают их, как правило, сверху вниз в направлении слева направо (черт. 2). Размер
шрифта порядковых номеров должен быть в два раза больше размера шрифта, которым
на чертеже нанесены номера позиций составных частей упаковки.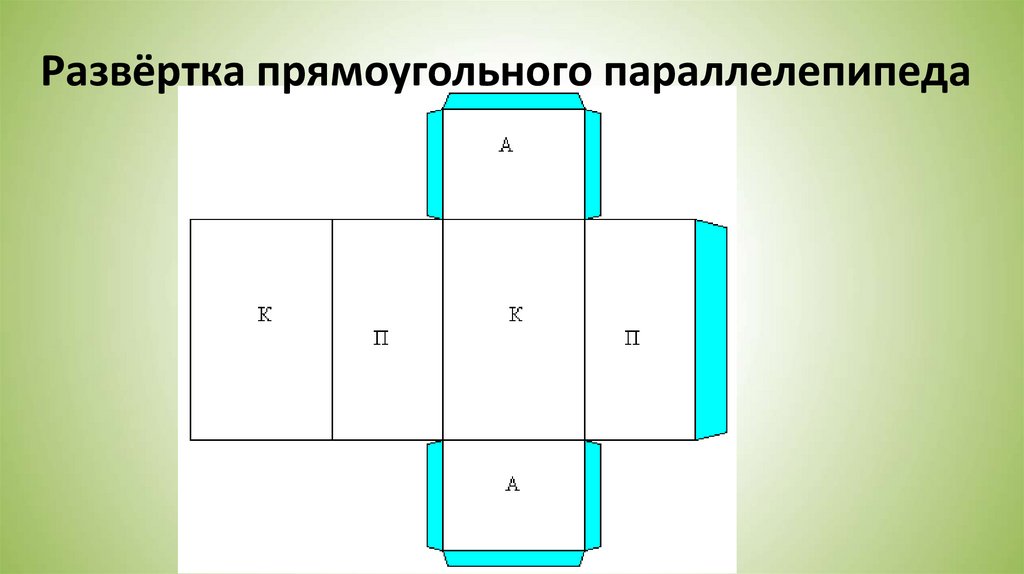
Крышка не показана
Черт. 1
Крышка не показана
Черт 2
На чертеже помещают перечень упаковываемых изделий, в котором должны быть указаны порядковые номера, обозначения или наименования изделий и количество их в упаковке.
4.1. Упаковка должна быть внесена в спецификацию упаковываемого изделия в разделе «Комплекты».
4.2. На упаковочном чертеже должны быть приведены:
изображения составных частей упаковки, выполненные сплошными основными линиями. Допускается не изображать материалы, входящие в упаковку, если указания об их применении приведены в технических требованиях чертежа;
номера позиций составных частей упаковки по ее спецификации;
изображение упаковываемого изделия, выполненное как изображение обстановки по ГОСТ 2.109-73;
в технических требованиях -
ссылка на спецификацию упаковки записью по типу: «Упаковка – ХХХ.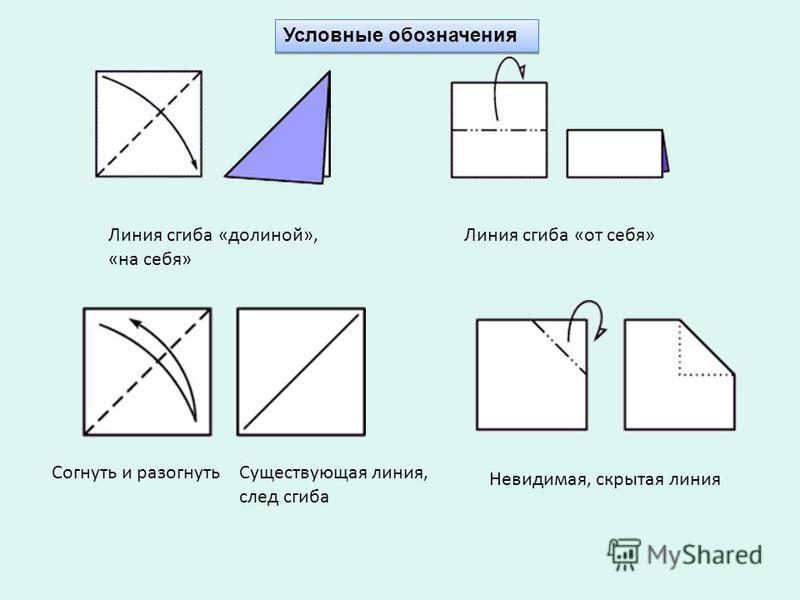 ХХХХ … ».
ХХХХ … ».
4.3. От изображения упаковываемого изделия на упаковочном чертеже должна быть проведена линия-выноска, на полке которой и под ней следует указать обозначение или наименование изделия и количество одинаковых изделий в упаковке, если их два и более (см. черт. 1).
5.1. Спецификация сборочной единицы «Изделие в упаковке» должна быть выполнена как спецификация упаковки с внесением в нее упаковываемого изделия.
Примечание. Упаковываемое изделие вносится в спецификацию за обозначением своего основного конструкторского документа.
6.1. Документацию для совместного упаковывания в одну упаковку (т.е. в
виде одной транспортной единицы) двух и более одинаковых специфицированных
изделий следует выполнять по варианту А или Б. При записи упаковки в
спецификацию упаковываемого изделия следует в графе «Кол.» проставлять простую
дробь (с наклонной чертой): в числителе – единица, в знаменателе – количество
изделий, например: 1/6.
6.2. Документацию для совместного упаковывания в одну упаковку (в виде одной транспортной единицы) двух и более различных специфицированных изделий следует выполнять с учетом требований, указанных в пп. 6.2.1 – 6.2.3.
6.2.1. При выполнении документации по варианту А или Б упаковка должна быть внесена в спецификацию каждого из совместно упаковываемых изделий. При этом в графе «Кол.» следует проставлять простую дробь (с наклонной чертой): в числителе – единица, в знаменателе – количество изделий в одной упаковке. В графе «Наименование» после наименования упаковки должна быть приведена запись по типу: «(Совместно с ХХХ.ХХХХ … – шт., ХХХ.ХХХХ … – … шт.)».
6.2.2. При выполнении документации по варианту Б следует присвоить упаковочному чертежу обозначение одного из упаковываемых изделий и внести чертеж в спецификацию каждого из совместно упаковываемых изделий.
6.2.3. При выполнении документации по варианту В следует внести все
совместно упаковываемые изделия в спецификацию сборочной единицы «Изделие в
упаковке».
6.3. Документацию для упаковывания изделия по частям в две и более упаковки (т.е. в виде двух и более транспортных единиц) следует выполнять с учетом требований, изложенных в пп. 6.3.1 и 6.3.2.
6.3.1. При выполнении документации по варианту А следует выпускать спецификацию и сборочный чертеж каждой упаковки, образующей транспортную единицу и предназначенной для размещения специфицированной части (частей) изделия, и вносить упаковку в спецификацию упаковываемой части этого изделия.
Составные части упаковок, предназначенных для размещения неспецифицированных частей упаковываемого изделия, должны быть перечислены в отдельной спецификации упаковки, которую необходимо вносить в спецификацию упаковываемого изделия. Указания о применении этой упаковки должны быть приведены на ее сборочном чертеже отдельно для каждой транспортной единицы.
Допускается составлять одну
спецификацию упаковки, в которую вносят составные части всех упаковок,
предназначенных для размещения изделия по частям.
6.3.2. При выполнении документации по варианту Б следует выпускать спецификацию каждой упаковки, образующей транспортную единицу и предназначенной для размещения специфицированной части (частей) изделия, и вносить упаковку в спецификацию упаковываемой части. Для каждой транспортной единицы должен быть выпущен самостоятельный упаковочный чертеж за обозначением упаковываемой части изделия.
Составные части упаковок, предназначенных для размещения неспецифицированных частей изделия, должны быть перечислены в отдельной спецификации упаковки, которую необходимо вносить в спецификацию упаковываемого изделия. Указания о применении этой упаковки должны быть приведены в упаковочном чертеже, выпускаемом за обозначением упаковываемого изделия, отдельно для каждой транспортной единицы.
Допускается составлять одну
спецификацию упаковки, в которую вносят составные части всех упаковок,
предназначенных для размещения изделия по частям.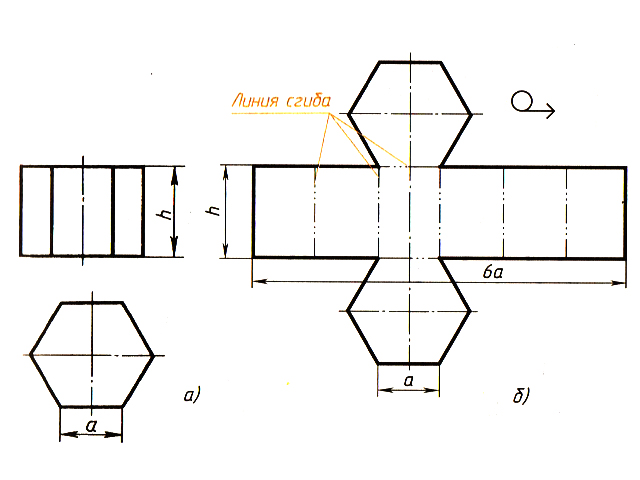 При этом следует выпускать
один упаковочный чертеж (за обозначением изделия), в котором указания об
упаковывании приводят отдельно для каждой транспортной единицы, или выпускать
для каждой транспортной единицы самостоятельный упаковочный чертеж, присваивая
всем этим чертежам обозначение упаковываемого изделия с последовательным
добавлением шифра УЧ, УЧ1, УЧ2 и т.д.
При этом следует выпускать
один упаковочный чертеж (за обозначением изделия), в котором указания об
упаковывании приводят отдельно для каждой транспортной единицы, или выпускать
для каждой транспортной единицы самостоятельный упаковочный чертеж, присваивая
всем этим чертежам обозначение упаковываемого изделия с последовательным
добавлением шифра УЧ, УЧ1, УЧ2 и т.д.
6.4. Если для изделия предусмотрены, в зависимости от требований к упаковыванию транспортированию, различные упаковки, на каждую из них должны быть выпущены:
по варианту А – спецификация и сборочный чертеж;
по варианту Б – спецификация и упаковочный чертеж: при этом всем упаковочным чертежам должно быть присвоено обозначение упаковываемого изделия с последовательным добавлением шифра УЧ, УЧ1,УЧ2 и т.д.;
по варианту В – спецификация и сборочный чертеж сборочной единицы «Изделие в упаковке».
Все спецификации упаковок и
упаковочные чертежи должны быть внесены в спецификацию упаковываемого изделия;
при этом в графе «Примечание» должно быть помещено указание «Вариант».
6.5. Документацию для упаковывания детали, не являющейся составной частью другого упаковываемого изделия, а также двух и более одинаковых или различных деталей, или совместно детали и специфицированного изделия следует выполнять по варианту В. При этом в технических требованиях чертежа упаковываемой детали должно быть приведено указание по типу: «Изделие в упаковке – ХХХ.ХХХХ … ».
СОДЕРЖАНИЕ
|
1. Правила выполнения документации для изготовления упаковки. 1 2. Общие правила выполнения документации для упаковывания изделий. 2 3. Правила выполнения документации по варианту а.. 3 4. Правила выполнения документации по варианту б. 4 5. Правила выполнения документации по варианту в.. 5 6. Правила выполнения документации для упаковывания в некоторых частных случаях. 5 |
ЛИНИИ ЧЕРТЕЖА — презентация
Первый слайд презентации
ЛИНИИ ЧЕРТЕЖА
Изображение слайда
Слайд 2
ЛИНИИ ЧЕРТЕЖА
Чертёж детали выполнен правильно
Чертёж детали выполнен неправильно
(ГОСТ 2. 303 – 68*)
303 – 68*)
Изображение слайда
Слайд 3
ЛИНИИ ЧЕРТЕЖА 2. ШТРИХОВАЯ ЛИНИЯ 3. СПЛОШНАЯ ТОНКАЯ ЛИНИЯ 4. ШТРИХПУНКТИРНАЯ ТОНКАЯ ЛИНИЯ 5. СПЛОШНАЯ ВОЛНИСТАЯ ЛИНИЯ 1. СПЛОШНАЯ ТОЛСТАЯ ОСНОВНАЯ ЛИНИЯ
Изображение слайда
Слайд 4
ЛИНИИ ЧЕРТЕЖА 6. РАЗОМКНУТАЯ ЛИНИЯ 7. ШТРИХПУНКТИРНАЯ ТОНКАЯ С ДВУМЯ ТОЧКАМИ ЛИНИЯ 8. СПЛОШНАЯ ТОНКАЯ ЛИНИЯ С ИЗЛОМОМ
Изображение слайда
Слайд 5: 1. ОСНОВНАЯ СПЛОШНАЯ ТОЛСТАЯ ЛИНИЯ
Применяется для изображения видимого контура предмета, оформления рамки поля чертежа и граф основной надписи Толщина сплошной основной линии (S) выбирается в пределах от 0,5 до 1,4 мм ВИДИМЫЙ КОНТУР ПРЕДМЕТА РАМКА ОСНОВНАЯ НАДПИСЬ
Изображение слайда
Слайд 6
2. ШТРИХОВАЯ ЛИНИЯ
Толщина линии от S/3 до S/2.
Длину штриха выбирают от 2 до 8 мм, расстояние между штрихами
от 1 до 2 мм
Применяется для изображения линий невидимого контура предмета.
ЛИНИИ НЕВИДИМОГО КОНТУРА
ШТРИХОВАЯ ЛИНИЯ
Толщина линии от S/3 до S/2.
Длину штриха выбирают от 2 до 8 мм, расстояние между штрихами
от 1 до 2 мм
Применяется для изображения линий невидимого контура предмета.
ЛИНИИ НЕВИДИМОГО КОНТУРА
Изображение слайда
Слайд 7
3. СПЛОШНАЯ ТОНКАЯ ЛИНИЯ Толщина тонкой линии от S/3 до S/2 Применяется для нанесения выносных и размерных линий, нанесения штриховки, проведения полок линий – выносок ВЫНОСНЫЕ ЛИНИИ РАЗМЕРНЫЕ ЛИНИИ НАНЕСЕНИЕ ШТРИХОВКИ
Изображение слайда
Слайд 8
4. ШТРИХПУНКТИРНАЯ ТОНКАЯ ЛИНИЯ 3…5 5…30 Толщина штрихпунктирной линии от S/3 до S/2 Применяется для осевых и центровых линий ОСЕВАЯ ЛИНИЯ ЦЕНТРОВЫЕ ЛИНИИ
Изображение слайда
Слайд 9
5. СПЛОШНАЯ ВОЛНИСТАЯ ЛИНИЯ
Толщина волнистой линии от S/3 до S/2
Применяется для изображения линий обрыва, разграничения вида и разреза
ЛИНИИ ОБРЫВА
ЛИНИЯ РАЗГРАНИЧЕНИЯ ВИДА И РАЗРЕЗА
СПЛОШНАЯ ВОЛНИСТАЯ ЛИНИЯ
Толщина волнистой линии от S/3 до S/2
Применяется для изображения линий обрыва, разграничения вида и разреза
ЛИНИИ ОБРЫВА
ЛИНИЯ РАЗГРАНИЧЕНИЯ ВИДА И РАЗРЕЗА
Изображение слайда
Слайд 10
6. РАЗОМКНУТАЯ ЛИНИЯ Толщина разомкнутой линии от S до 1, 5S Применяется для изображений места секущей плоскости при построении сечений и разрезов РАЗОМКНУТАЯ ЛИНИЯ 8…20
Изображение слайда
Слайд 11
7.ШТРИХПУНКТИРНАЯ ТОНКАЯ С ДВУМЯ ТОЧКАМИ ЛИНИЯ Толщина линии от S/3 до S/2 Применяется для изображения линий сгиба на развёртках ЛИНИИ СГИБА 4…6 5…30
Изображение слайда
Слайд 12
8. ЛИНИЯ СПЛОШНАЯ ТОНКАЯ С ИЗЛОМОМ
Толщина линии от S/3 до S/2
Применяется для изображения длинных линий обрыва
ДЛИННЫЕ ЛИНИИ ОБРЫВА
ЛИНИЯ СПЛОШНАЯ ТОНКАЯ С ИЗЛОМОМ
Толщина линии от S/3 до S/2
Применяется для изображения длинных линий обрыва
ДЛИННЫЕ ЛИНИИ ОБРЫВА
Изображение слайда
Слайд 13
Пример чертежа Сплошная толстая основная Линии видимого контура Штриховая Линии невидимого контура Штрихпунктирная тонкая Осевые линии Штрихпунктирная тонкая Центровые линии Сплошная тонкая Выносные линии Сплошная тонкая Размерные линии
Изображение слайда
Слайд 14
Пример чертежа
Изображение слайда
Слайд 15
Задание выполнить графическую работу №1 «Линии чертежа» на формате А4
Изображение слайда
Слайд 16
Изображение слайда
Последний слайд презентации: ЛИНИИ ЧЕРТЕЖА
Задание
Изображение слайда
Применение режущих инструментов, Глава 11: Развёртывание и нарезание резьбы
Спиральные сверла не делают отверстия точного размера или с хорошей отделкой; развертка какого-либо типа часто используется для окончательного размера и отделки. Развертка не сделает оригинальное отверстие; это только расширит ранее просверленное или просверленное отверстие. Он будет резать с точностью до +0,0005 дюйма размера инструмента и давать чистовую обработку до 32 микродюймов.
Развертка не сделает оригинальное отверстие; это только расширит ранее просверленное или просверленное отверстие. Он будет резать с точностью до +0,0005 дюйма размера инструмента и давать чистовую обработку до 32 микродюймов.
Развертки обычно изготавливаются из быстрорежущей стали, хотя развертки из твердого сплава и с твердосплавными наконечниками изготавливаются различных размеров и стилей. Обычные патронные развертки изготавливаются с цифрами и буквами, с дробными размерами в дюймах и с миллиметровыми размерами. Их можно приобрести шлифованными до любого желаемого диаметра.
Резьба используется для различных целей и применений в станкостроении. Они используются для удержания или скрепления деталей между собой (винты, болты и гайки), а также для передачи движения (ходовой винт перемещает каретку на токарном станке с двигателем. Резьба также используется для управления или обеспечения точного движения (шпиндель на микрометре). , а также для обеспечения механического преимущества (винтовой домкрат поднимает тяжелые грузы)
При определении резьбы необходимо учитывать отдельные определения для внешней резьбы (винт или болт) и внутренней резьбы (гайка)
Наружная резьба представляет собой цилиндрический кусок материала, вокруг которого вырезана или сформирована равномерная спиральная канавка. Внутренняя резьба определяется как кусок материала, который имеет спиральную канавку вокруг внутренней части цилиндрического отверстия. В этой главе мы обсудим внутреннюю резьбу и нарезание резьбы — операцию, которая создает такую резьбу.
Внутренняя резьба определяется как кусок материала, который имеет спиральную канавку вокруг внутренней части цилиндрического отверстия. В этой главе мы обсудим внутреннюю резьбу и нарезание резьбы — операцию, которая создает такую резьбу.
Развёртывание — Развёртывание было определено как процесс механической обработки, в котором используется многолезвийный рифленый режущий инструмент для сглаживания, увеличения или точного размера существующего отверстия. Развёртывание производится на тех же типах станков, что и сверление.
Развертка представляет собой вращающийся режущий инструмент с одним или несколькими режущими элементами, используемый для увеличения размера и контура ранее сформированного отверстия. Его основная опора во время резания обеспечивается заготовкой.
Номенклатура разверток — Основная конструкция и номенклатура разверток. На рисунке показан наиболее часто используемый тип для отверстий диаметром до 1 дюйма, который называется патронной разверткой.
Сплошные развертки практически полностью выполняют свою работу с передним концом, скошенным под углом 45 градусов. Канавки направляют развертку и немного улучшают отделку. Следовательно, развертки не следует использовать для снятия большого припуска.
Ось: Ось – это воображаемая прямая линия, которая при вращении развертки проходит между центрами.
Задний конус: Задний конус представляет собой небольшое уменьшение диаметра спереди назад по длине канавки разверток.
Корпус: Корпус представляет собой: 1) Рифленую часть развертки полного диаметра, включая фаску, начальный конус и скос; 2) основной опорный элемент для комплекта лезвий развёртки, обычно включающий в себя хвостовик.
Фаска: Фаска — это угловая режущая часть на входном конце развертки.
Длина фаски: Длина фаски — это длина фаски, измеренная параллельно оси на режущей кромке.
Задний угол фаски: Задний угол фаски — это осевой задний угол на внешнем углу фаски.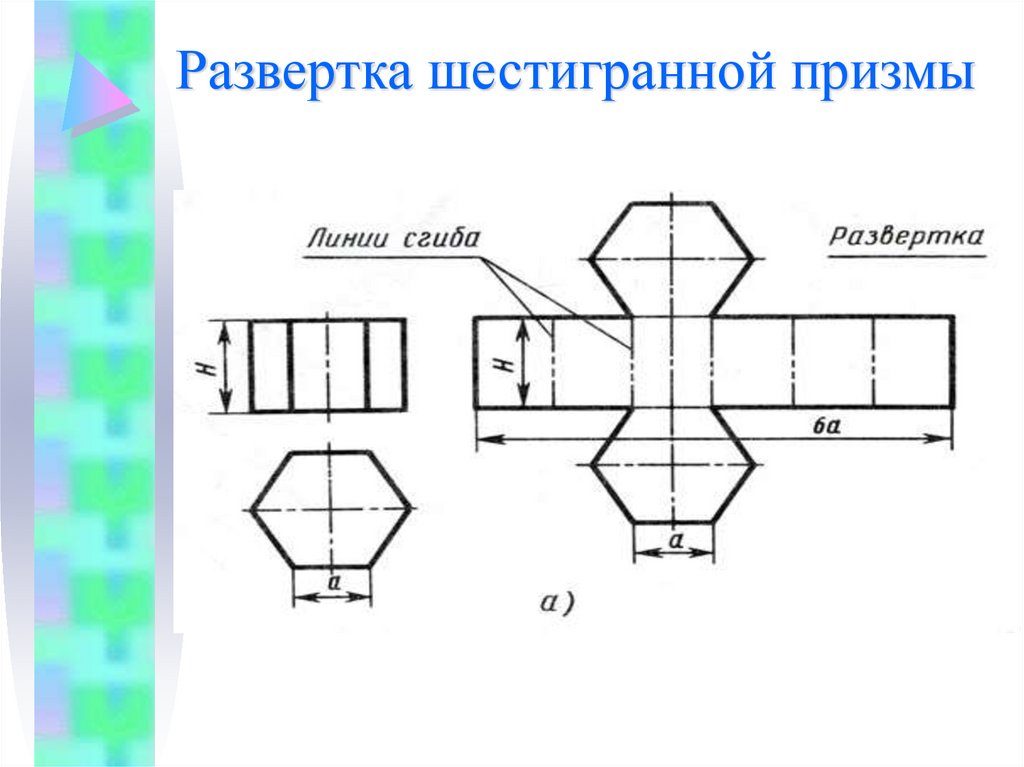 Измеряется проекцией на плоскость, касательную к периферии у внешнего угла фаски.
Измеряется проекцией на плоскость, касательную к периферии у внешнего угла фаски.
Зазор: Зазор — это пространство, созданное рельефом позади режущей кромки или края развертки.
Режущая кромка: Режущая кромка — это передняя кромка земли в направлении вращения для резки.
Канавки: Канавки представляют собой продольные каналы, сформированные в корпусе развертки для обеспечения режущих кромок, прохода стружки и обеспечения доступа смазочно-охлаждающей жидкости к режущим кромкам.
Длина канавки: Длина канавки — это длина канавки, не включая стреловидность фрезы.
Участок: Участок расширителя между соседними канавками.
Поля: Поля – это необработанная часть периферии земельного участка, примыкающая к режущей кромке.
Шейка: Шейка представляет собой часть уменьшенного диаметра, соединяющую хвостовик с корпусом или соединяющую другие части развертки.
Общая длина: Общая длина – это крайняя длина всей развертки от конца до конца, но не включая внешние центры или распорные винты.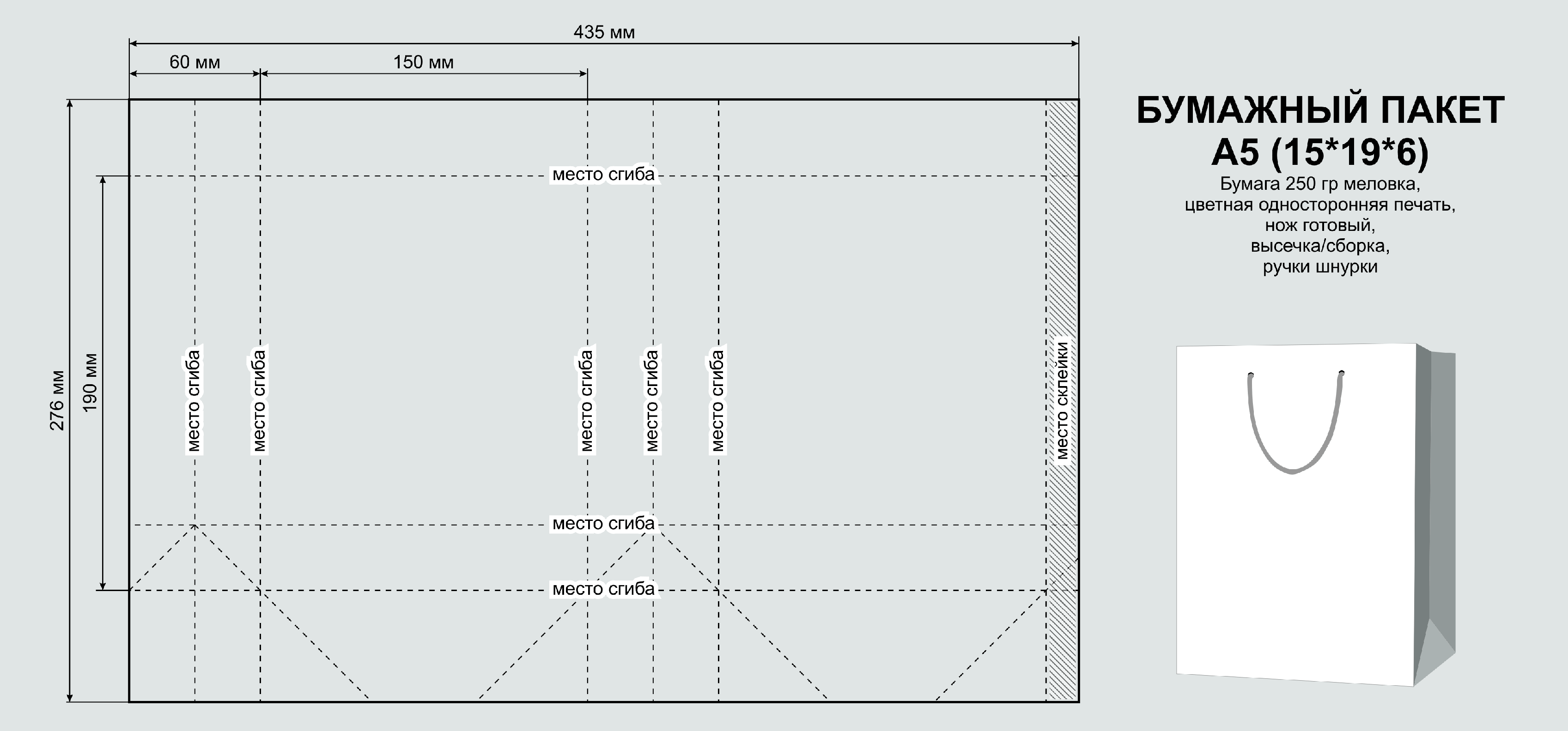
Хвостовик: Хвостовик — это часть развертки, за которую он удерживается и приводится в движение.
Прямой хвостовик: Прямой хвостовик представляет собой цилиндрический хвостовик.
Конический хвостовик: Конический хвостовик — это хвостовик, предназначенный для установки в указанное (коническое) коническое гнездо.
Типы разверток — Развертки изготавливаются с тремя формами канавок, все стандартные.
Прямая канавка: Развертки с прямой канавкой подходят для большинства работ и являются наименее дорогими, но их не следует использовать, если в отверстии имеется шпоночный паз или другое прерывание.
Правосторонняя спираль: Правосторонняя спиральная развертка обеспечивает более свободное резание и имеет тенденцию поднимать стружку из отверстия. Их не следует использовать на меди или мягком алюминии, потому что эти развертки имеют тенденцию затягиваться в отверстие.
Левосторонняя спираль: Левосторонняя спиральная рифленая развертка требует немного большего давления для подачи, но обеспечивает плавный рез и может использоваться на мягких, липких материалах, поскольку они имеют тенденцию выталкиваться из отверстия по мере продвижения. Нецелесообразно использовать их в глухих отверстиях, потому что они продавливают стружку в отверстие.
Нецелесообразно использовать их в глухих отверстиях, потому что они продавливают стружку в отверстие.
Все развертки используются для получения гладких и точных отверстий. Некоторые вращаются вручную, а другие используют силу машины.
Развертки станочные — Развертки станочные используются как на сверлильных станках, так и на токарных станках для черновых и чистовых операций. Машинные развертки доступны с коническими или прямыми хвостовиками, а также с прямыми или винтовыми канавками. Развертки с коническим хвостовиком подходят непосредственно к шпинделю, а развертки с прямым хвостовиком, обычно называемые патронными развертками, подходят к сверлильному патрону.
Ручные развертки — Ручные развертки — это чистовые развертки, отличающиеся квадратом на хвостовике. Их поворачивают вручную с помощью воротка, который надевается на квадрат. Этот тип развертки режет только внешние режущие кромки. Конец ручного развертки слегка сужается, чтобы облегчить его выравнивание в просверленном отверстии.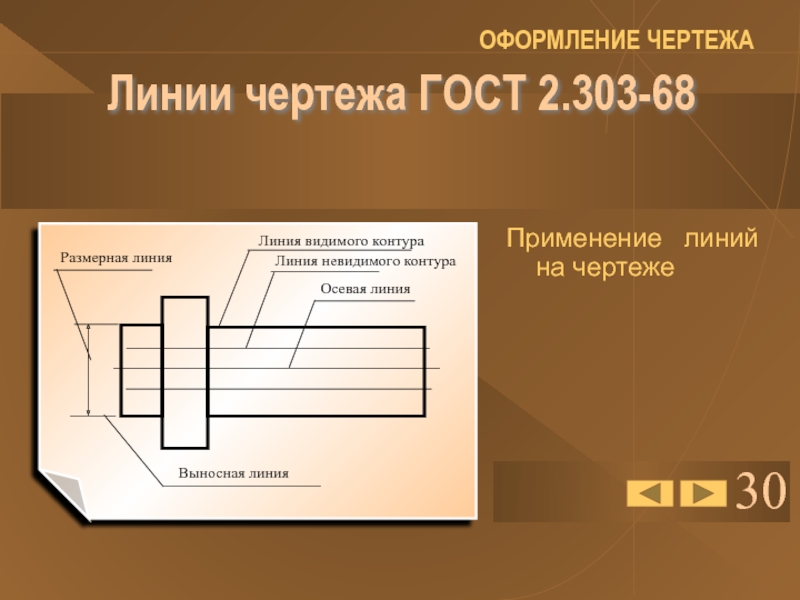 Длина конуса обычно равна диаметру развертки. Ручные развертки никогда нельзя поворачивать с помощью машины, они должны запускаться точно и прямо. Они никогда не должны снимать более 0,001–0,005 дюйма материала. Доступны ручные развертки диаметром от 1/8″ до более 2G и обычно изготавливаются из углеродистой или быстрорежущей стали.
Длина конуса обычно равна диаметру развертки. Ручные развертки никогда нельзя поворачивать с помощью машины, они должны запускаться точно и прямо. Они никогда не должны снимать более 0,001–0,005 дюйма материала. Доступны ручные развертки диаметром от 1/8″ до более 2G и обычно изготавливаются из углеродистой или быстрорежущей стали.
Рабочие условия — При развертывании важны скорость и подача; Удаление припуска и выравнивание должны учитываться для получения отверстий без вибрации. Скорости развертывания Скорости машинного развертывания могут значительно различаться, в частности, в зависимости от материала, который необходимо развернуть, типа станка и требуемой отделки и точности. Как правило, большая часть машинного развертывания выполняется примерно на 2/3 скорости, используемой для сверления того же материала.
Подача при развертывании: Подача при развертывании обычно намного выше, чем при бурении, и часто составляет от 200 до 300 процентов от подачи при сверлении. Слишком низкая подача может привести к чрезмерному износу развертки. Всегда необходимо, чтобы подача была достаточно высокой, чтобы развертка могла резать, а не тереть или полировать. Слишком высокая подача может привести к снижению точности отверстия, а также к снижению качества обработки. Основная идея состоит в том, чтобы использовать максимально возможную подачу и при этом обеспечивать требуемую чистоту и точность.
Слишком низкая подача может привести к чрезмерному износу развертки. Всегда необходимо, чтобы подача была достаточно высокой, чтобы развертка могла резать, а не тереть или полировать. Слишком высокая подача может привести к снижению точности отверстия, а также к снижению качества обработки. Основная идея состоит в том, чтобы использовать максимально возможную подачу и при этом обеспечивать требуемую чистоту и точность.
Припуск, подлежащий удалению: По той же причине недостаточный припуск для развертывания может привести к полировке, а не резанию. Обобщить этот этап сложно, так как он тесно связан с типом материала, подачей, требуемой чистовой обработкой, глубиной отверстия и стружкоемкостью развертки.
Выравнивание: При идеальном развертывании шпиндель, развертка, втулка и обрабатываемое отверстие идеально выровнены. Любое отклонение от этого приводит к увеличению износа развертки и снижению точности отверстия. Конические, негабаритные или раструбные отверстия требуют проверки соосности.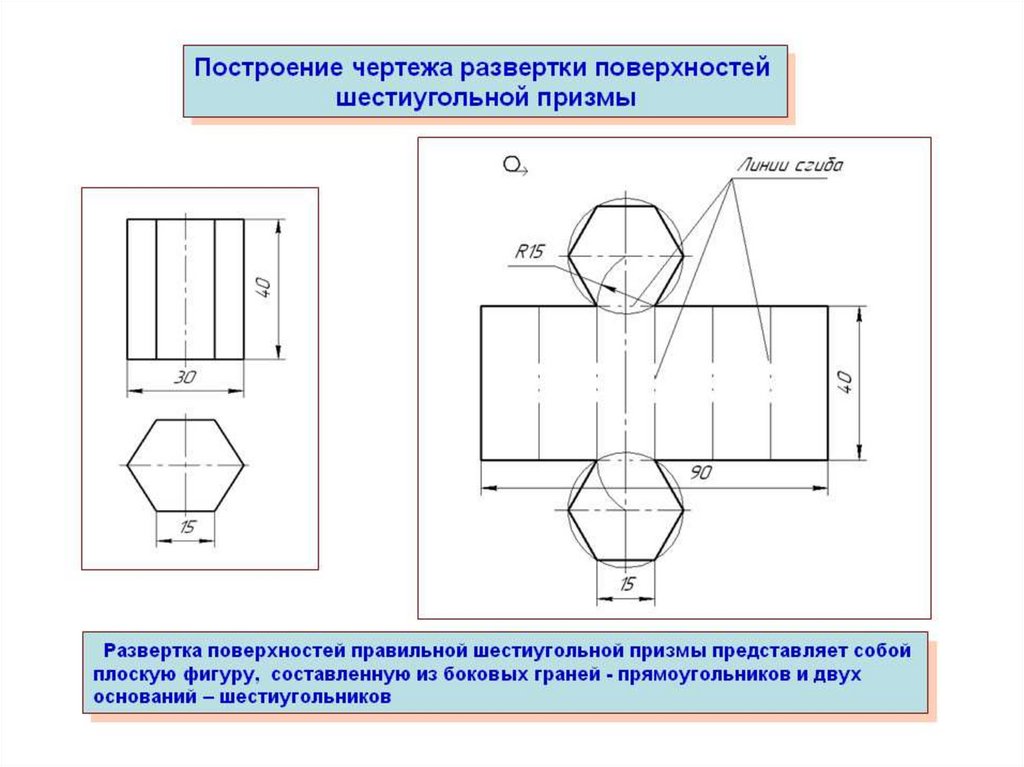 Иногда негативные последствия несоосности можно уменьшить за счет использования плавающих или регулируемых держателей. Довольно часто, если пользователь шлифует развертку с небольшим обратным конусом, это также может помочь в преодолении последствий несоосности.
Иногда негативные последствия несоосности можно уменьшить за счет использования плавающих или регулируемых держателей. Довольно часто, если пользователь шлифует развертку с небольшим обратным конусом, это также может помочь в преодолении последствий несоосности.
Вибрация: Наличие вибрации во время развертывания очень плохо влияет на срок службы расширителя и качество обработки отверстия. Вибрация может быть результатом одной из нескольких причин, некоторые из которых перечислены ниже: • Чрезмерная скорость; • Слишком большой зазор на развертке; • Недостаточная жесткость кондуктора; • Ненадежное проведение работы; • Чрезмерный вылет развертки или шпинделя; • Слишком легкая подача.
Операции развертывания могут выполняться на токарных станках, сверлах и обрабатывающих центрах.
Нажатие
Нарезание резьбы определяется как: процесс нарезания внутренней резьбы с помощью инструмента (метчика), имеющего зубья по периферии, для нарезания резьбы в предварительно просверленном отверстии. Комбинированное вращательное и осевое относительное движение между метчиком и заготовкой образует резьбу.
Комбинированное вращательное и осевое относительное движение между метчиком и заготовкой образует резьбу.
Номенклатура метчиков — Резьба имеет множество размеров. В современном производстве важно иметь практические знания терминологии резьбы. «Правая резьба» — это винтовая резьба, для затягивания которой требуется вращение вправо или по часовой стрелке. «Подгонка резьбы» — это диапазон натяга или ослабления между внешней и внутренней сопрягаемой резьбой. «Серии резьбы» – это группы комбинаций диаметра и шага, которые различаются. друг от друга по количеству витков на дюйм, нанесенных на определенный диаметр. Две распространенные серии резьбы, используемые в промышленности, — это крупная и мелкая серии, обозначенные как UNC и UNF.
Фаска: Фаска — это сужение резьбы на переднем конце каждой кромки гребенки, метчика или матрицы путем срезания и снятия гребня первых нескольких зубьев для распределения режущего действия на несколько зубьев.
Гребень: Гребень – это поверхность резьбы, соединяющая боковые стороны резьбы и наиболее удаленная от цилиндра или конуса, из которого выступает резьба.
Боковая поверхность: Боковая поверхность представляет собой часть винтовой поверхности резьбы, которая соединяет вершину и основание резьбы и которая теоретически представляет собой прямую линию в осевом плоском сечении.
Канавка: Канавка представляет собой продольный канал, сформированный в метчике для создания режущих кромок на профиле резьбы и для обеспечения пространства для стружки и прохода СОЖ.
Угол крюка: Угол крюка — это угол наклона вогнутой поверхности, обычно обозначаемый как «хордальный крюк» или «тангенциальный крюк».
Участок: Участок – это один из участков резьбы между канавками метчика.
Шаг резьбы: Шаг резьбы — это расстояние, на которое резьба проходит в осевом направлении за один полный оборот. При однократном касании шаг и шаг идентичны. При многократном пуске опережение кратно шагу.
Главный диаметр: Это диаметр главного цилиндра или конуса в заданном положении на оси, ограничивающей гребни внешней резьбы или основания внутренней резьбы.
Второстепенный диаметр: Второстепенный диаметр – это диаметр малого цилиндра или конуса в заданном положении на оси, ограничивающей основания наружной резьбы или гребни внутренней резьбы.
Делительный диаметр: Делительный диаметр есть диаметр воображаемого цилиндра или конуса в данной точке на оси такого диаметра и положения его оси, что его поверхность проходила бы через резьбу таким образом, чтобы делают гребень резьбы и канавку резьбы равными и, как таковые, располагаются на равном расстоянии между острыми большим и малым цилиндрами или конусами данной формы резьбы. На теоретически идеальной резьбе эти ширины равны половине основного шага (измеряемого параллельно оси).
Острие спирали: Острие спирали представляет собой угловую канавку на режущей поверхности фаски на скошенном конце. Он образован под углом по отношению к оси метчика противоположной стороне вращения. Его длина обычно больше длины фаски, а его угол по отношению к оси метчика обычно делается достаточно большим, чтобы направлять стружку впереди метчика.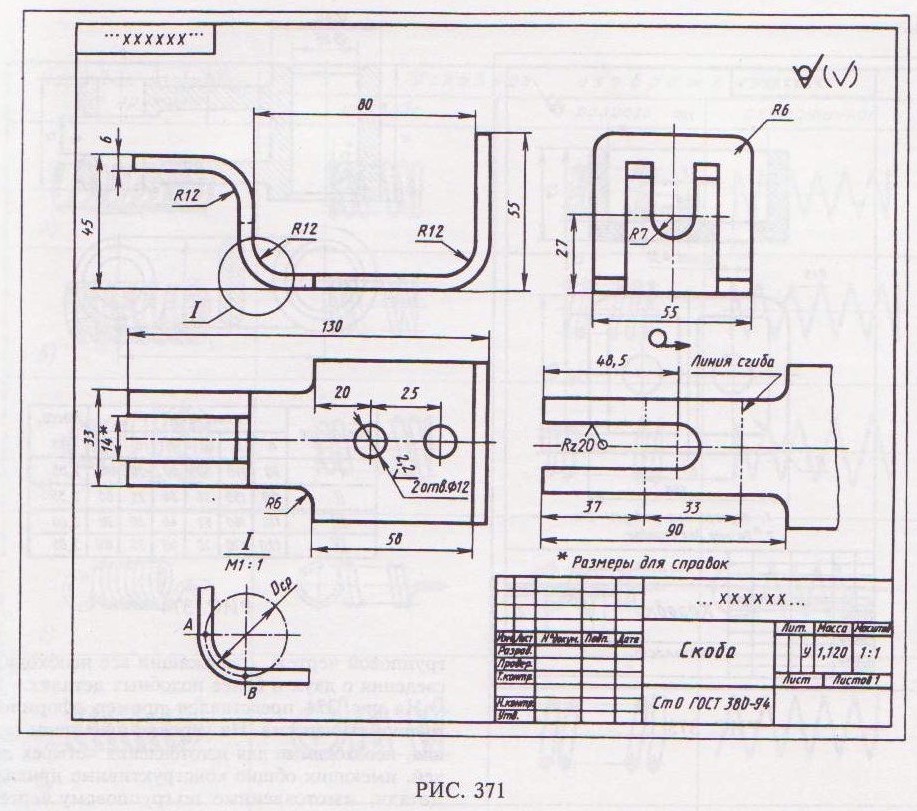 Метчик может иметь или не иметь продольные канавки.
Метчик может иметь или не иметь продольные канавки.
Квадрат: Квадрат – это четыре направляющие лыски, параллельные оси на хвостовике метчика, образующие квадрат или квадрат со скругленными углами.
Типы метчиков
Метчики производятся различных размеров, стилей и типов. На рис. 11.11 показаны некоторые из рассмотренных здесь ответвлений.
Ручные метчики: Сегодня ручной метчик используется как вручную, так и в машинах всех типов. Это базовая конструкция метчика: четыре прямых канавки, коническая пробка или донный тип. Небольшие пронумерованные размеры крепежных винтов стандартны с двумя и тремя канавками в зависимости от размера.
Если нарезаются мягкие и волокнистые металлы или делаются горизонтальные отверстия, можно использовать двух- или трехканавочные метчики больших размеров. Флейтовые промежутки больше, но удары слабее. Особенно двухканавый имеет очень маленькое поперечное сечение.
Стружка, образованная этими метчиками, не может выйти наружу; таким образом, они накапливаются в канавочных пространствах. Это вызывает дополнительное трение и является основной причиной поломки метчиков.
Это вызывает дополнительное трение и является основной причиной поломки метчиков.
Метчик со спиральной головкой: Метчик со спиральной головкой или пистолетом выполнен так же, как и стандартный ручной метчик, за исключением острия. На каждой канавке в месте метчика сделана косая черта. Это решает несколько задач:
• У метчика меньше канавок (обычно три), и они более мелкие. Это означает более сильное нажатие.
• Стружка вытесняется перед метчиком, а не скапливается в канавках, как при метчике-пробке.
• Из-за этих двух факторов метчик со спиральным наконечником часто работает быстрее, чем ручной метчик, и вероятность поломки метчика значительно снижается.
Этот метчик во многих случаях заменил «стандартный» тип в промышленности, особенно для отверстий с открытым концом в мягкой стали и алюминии. Как обычные, так и спиральные метчики изготавливаются всех размеров, включая метрические.
Метчик со спиральной канавкой: Метчик со спиральной стружечной канавкой изготавливается в виде регулярных и быстрых спиралей, то есть с малым или большим углом наклона спирали. Иногда их называют метчиками с винтовыми канавками. Использование этих метчиков растет, так как они вытягивают стружку из отверстия и обеспечивают хорошую резьбу в мягких металлах (таких как алюминий, цинк и медь), а также хорошо работают с монель-металлом, нержавеющей сталью и стальным литьем. Изготавливаются всех размеров до 1 1/2″ и метрических размеров до 12 мм.
Иногда их называют метчиками с винтовыми канавками. Использование этих метчиков растет, так как они вытягивают стружку из отверстия и обеспечивают хорошую резьбу в мягких металлах (таких как алюминий, цинк и медь), а также хорошо работают с монель-металлом, нержавеющей сталью и стальным литьем. Изготавливаются всех размеров до 1 1/2″ и метрических размеров до 12 мм.
В то время как «стандартные» метчики эффективно выполняют большую часть работы, если нарезается большое количество алюминия, латуни, чугуна или нержавеющей стали, производитель может предоставить «стандартные» специальные метчики, которые будут работать лучше.
Метчики для труб: Метчики для труб общего назначения используются для нарезания резьбы в различных материалах, как черных, так и цветных. Все трубные метчики поставляются с фаской резьбы от 2-1/2 до 3-1/2. Номинальный размер отвода соответствует размеру фитинга, а не фактическому размеру отвода. Трубные метчики с заземляющей резьбой входят в стандартную комплектацию американских стандартных труб (NPT) и американских стандартных труб с сухим уплотнением (NPTF).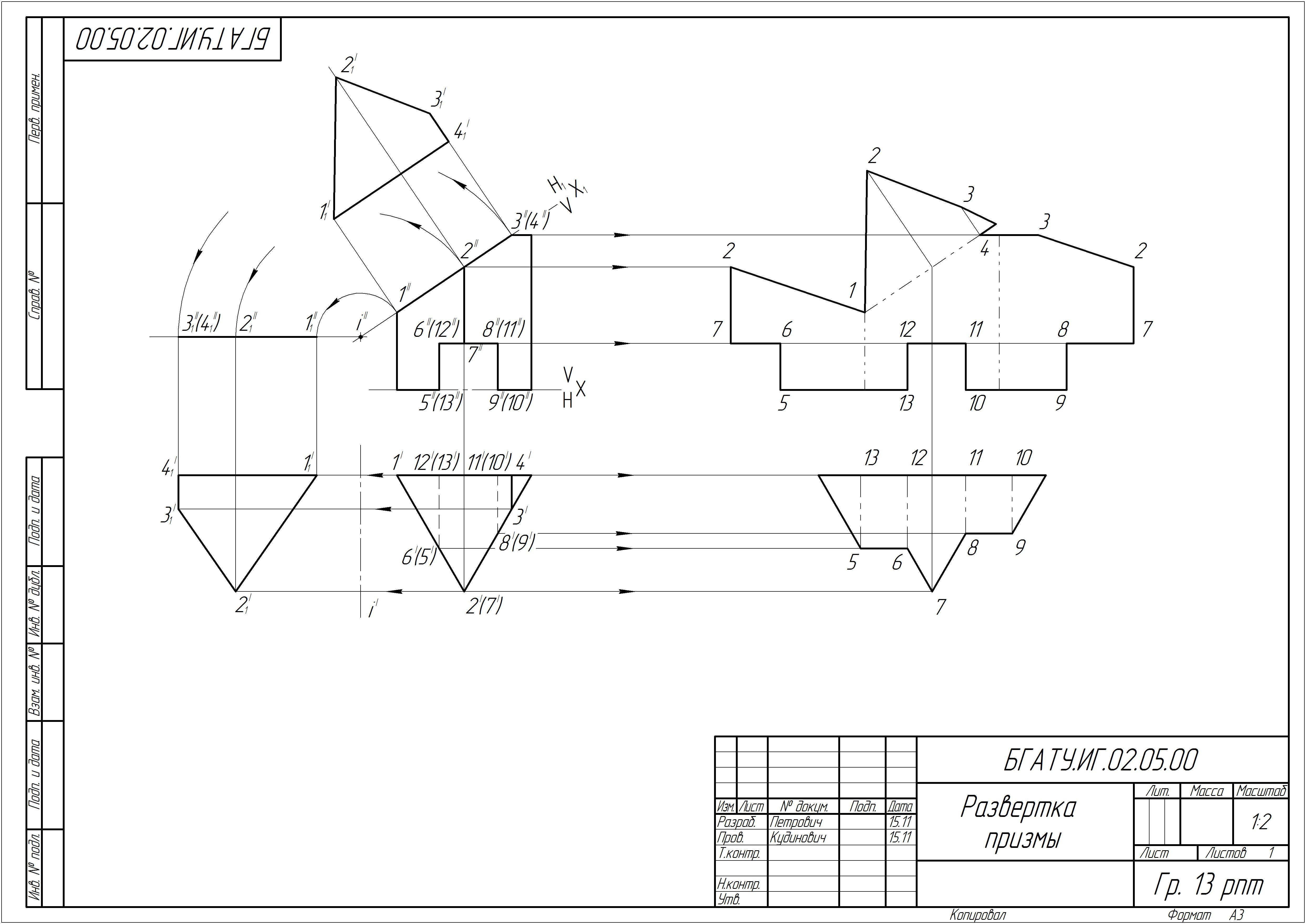 Резьба NPT требует использования «герметика», такого как тефлоновая лента или компаунд для труб. Метчики Dryseal используются для врезки фитингов, которые обеспечивают герметичное соединение без использования «герметика».
Резьба NPT требует использования «герметика», такого как тефлоновая лента или компаунд для труб. Метчики Dryseal используются для врезки фитингов, которые обеспечивают герметичное соединение без использования «герметика».
Бесканавочные метчики: Бесканавочные метчики не похожи на метчики, за исключением спиральной «резьбы». Эти краны не круглые. Они сформированы так, что они «холодно формируют» металл из стенки отверстия в форму резьбы без сколов. Бесканавочный метчик изначально был разработан для обработки алюминиевых, латунных и цинковых сплавов. Тем не менее, он успешно используется в мягкой стали и некоторых нержавеющих сталях. Таким образом, стоит проверить на использование там, где BHN ниже 180. Они доступны в большинстве размеров, включая метрическую резьбу.
Складывающиеся метчики: Эти метчики сужаются до меньшего диаметра в конце пропила. Таким образом, при использовании на токарных станках любого типа их можно быстро отвести назад. Они изготавливаются размером от 1 дюйма и выше, как с машинной, так и с трубной резьбой. Они используют от трех до шести отдельных «преследователей», которые должны быть заточены в комплекте. Держатель метчика и специальные плашки делают этот узел умеренно дорогим, но он экономичен для работ средней и высокой производительности.
Они используют от трех до шести отдельных «преследователей», которые должны быть заточены в комплекте. Держатель метчика и специальные плашки делают этот узел умеренно дорогим, но он экономичен для работ средней и высокой производительности.
Варианты управления — Некоторые резьбы, как внешние, так и внутренние, можно нарезать одноточечным инструментом, как показано ранее. Однако чаще всего используется штамп или метчик какого-либо типа, потому что он быстрее и, как правило, более точен.
Метчики изготавливаются во многих стилях, но некоторые из них выполняют 90 процентов работы. Режущий конец метчика выполнен с тремя различными конусами.
«Конический метчик» сегодня используется нечасто. Иногда его сначала используют в качестве стартера, если металл трудно выстукивать. Конец сужается примерно на 5 градусов с каждой стороны, что дает восемь неполных витков.
Стиль “штепсельная вилка” используется примерно в 90 процентах случаев. При правильной геометрии режущей кромки и хорошей смазке пробковый метчик выполнит большую часть необходимой работы. Конец сужается на 8 градусов с каждой стороны, что дает четыре или пять неполных витков.
Конец сужается на 8 градусов с каждой стороны, что дает четыре или пять неполных витков.
«Метчик для дна» используется только для глухих отверстий, где резьба должна проходить близко к дну отверстия. Он имеет только от 1-1/2 до 3 незавершенных потоков. Если отверстие можно просверлить глубже, метчик может не понадобиться. Сначала следует использовать пробковый кран, а затем нижний кран.
Все три типа торцевых конусов изготавливаются из одинаковых метчиков. Размер, длина и все измерения, кроме конечного конуса, одинаковы.
Материал, используемый для метчиков, обычно представляет собой быстрорежущую сталь серии M1, M2, M7, а иногда и кобальтовую быстрорежущую сталь серии M40. Несколько метчиков изготовлены из твердого карбида вольфрама.
Большинство современных метчиков имеют шлифованную резьбу. Шлифовка производится после закалки и делает режущие инструменты гораздо более точными. Метчики с нарезанной резьбой доступны по несколько более низкой цене в некоторых стилях и размерах.
Как и операции развертывания, нарезание резьбы можно выполнять на токарных станках, сверлах и обрабатывающих центрах.
Джордж Шнайдер-младший является автором книги «Применение режущего инструмента», справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий в Технологическом университете Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
14 Типы разверток, используемых при обработке
Развертка — это семейство широко используемых высокоточных инструментов. Они позволяют базовым станкам и даже ручной работе производить отверстия с допуском 0,0002 дюйма. Эта точность достигается за счет процесса шлифования с использованием режущего инструмента для удаления материала и расширения отверстия не более чем на 10% — обычно меньше. Целью требования такой точности является создание точных подгонок. Система допусков на основе отверстия (например, H7/g6), используемая для указания этой точности, позволяет регулировать размеры вала для различных целей. От «свободной посадки» для приблизительной посадки/местоположения до «малого зазора» для пар скольжения и подшипников и «принудительной посадки», позволяющей неподвижно закрепить приводные валы на нагретых шкивах (например), многие узлы нуждаются в такой высокой точности.
От «свободной посадки» для приблизительной посадки/местоположения до «малого зазора» для пар скольжения и подшипников и «принудительной посадки», позволяющей неподвижно закрепить приводные валы на нагретых шкивах (например), многие узлы нуждаются в такой высокой точности.
Развертки бывают разных стилей и предназначены для множества конкретных применений. Примеры: ручные развертки, регулируемые развертки и машинные развертки многих специализированных типов. Каждый с различными хвостовиками, формами и номерами канавок, типами наконечников и многим другим. Точность может со временем ухудшаться по разным причинам, таким как: точность станка, износ развёртки, выкрашивание, превышение скорости подачи или скорости вращения.
В этой статье обсуждаются 14 типов разверток, используемых при механической обработке, их конкретные цели и способы их использования.
1. Твердосплавные развертки
Твердосплавные материалы (карбид вольфрама, карбид титана и карбид тантала) являются одними из самых твердых материалов, которые можно производить в больших масштабах. Инструменты для развертывания также являются основным применением керметов, семейства материалов, сочетающих металлы и керамику. Твердосплавные развертки, к сожалению, очень хрупкие, поэтому их необходимо монтировать и использовать с большой осторожностью, чтобы избежать растрескивания и сколов. Твердосплавные наконечники можно устанавливать на развертки из металлокерамики или инструментальной/быстрорежущей стали (HSS). В качестве альтернативы вся фреза может быть изготовлена из цельного куска карбида. Эта конструкция зависит от размера расширителя. На развертки большого диаметра надеваются напаянные наконечники, а мелкие приспособления вытачиваются из цельных твердосплавных валов.
Инструменты для развертывания также являются основным применением керметов, семейства материалов, сочетающих металлы и керамику. Твердосплавные развертки, к сожалению, очень хрупкие, поэтому их необходимо монтировать и использовать с большой осторожностью, чтобы избежать растрескивания и сколов. Твердосплавные наконечники можно устанавливать на развертки из металлокерамики или инструментальной/быстрорежущей стали (HSS). В качестве альтернативы вся фреза может быть изготовлена из цельного куска карбида. Эта конструкция зависит от размера расширителя. На развертки большого диаметра надеваются напаянные наконечники, а мелкие приспособления вытачиваются из цельных твердосплавных валов.
2. Развертки с коническими штифтами
Развертки с коническими штифтами имеют конические канавки (режущие поверхности), позволяющие точно устанавливать конические штифты. Эти фрезы могут иметь прямые канавки, слегка скрученные (спиральные) канавки или сильно скрученные (спиральные) канавки.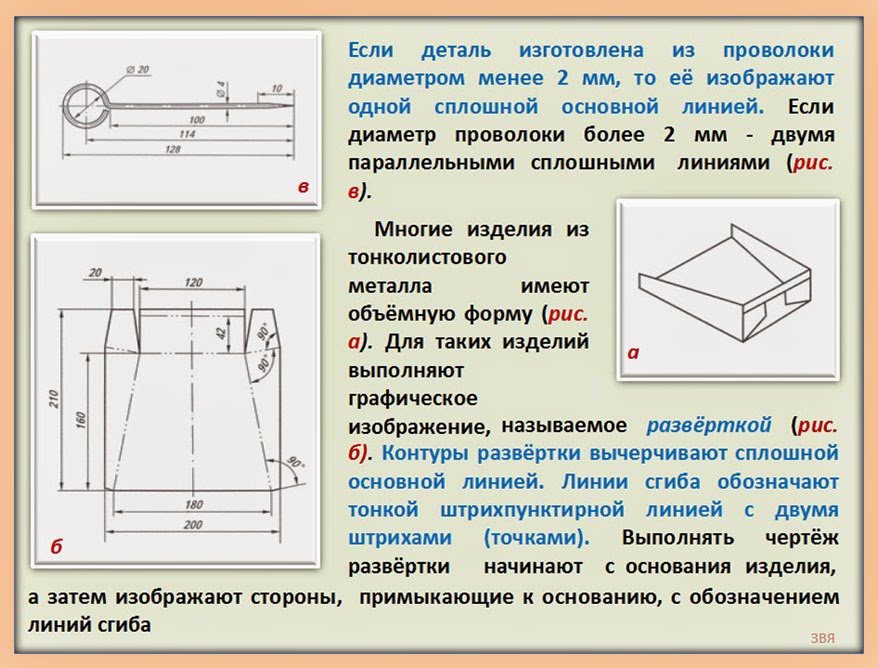 Они классифицируются по диаметру наконечника, диаметру основания и длине, а не по номинальному диаметру и углу. Развертки с коническими штифтами поставляются с целым рядом параллельных и конических хвостовиков, подходящих для различных цанг, патронов и конических замков. Они также обычно имеют квадратный верхний конец хвостовика, что позволяет использовать их вручную. Развертки с коническими штифтами обычно изготавливаются из стали HSS, но также доступны с твердосплавными наконечниками.
Они классифицируются по диаметру наконечника, диаметру основания и длине, а не по номинальному диаметру и углу. Развертки с коническими штифтами поставляются с целым рядом параллельных и конических хвостовиков, подходящих для различных цанг, патронов и конических замков. Они также обычно имеют квадратный верхний конец хвостовика, что позволяет использовать их вручную. Развертки с коническими штифтами обычно изготавливаются из стали HSS, но также доступны с твердосплавными наконечниками.
3. Ручные развертки
Ручные развертки представляют собой прецизионные режущие инструменты, используемые для расширения предварительно просверленных отверстий до точного диаметра вручную. Как правило, они имеют прямые или слегка изогнутые канавки, а также небольшой скос на конце и коническую входную часть. Скос и конус облегчают запуск развертки под точным углом, поскольку инструменты не выигрывают от блокировки в фиксированном обрабатывающем устройстве. Поскольку развертки сделаны из закаленного, хрупкого материала, их относительно легко сломать, поэтому необходимо соблюдать осторожность и следить за тем, чтобы развертка совпадала с осью отверстия. При ручном развертывании оператор должен удалять только небольшое количество материала за один раз. Инструмент с большей вероятностью сойдет с правильной оси, если он вгрызается в слишком много материала, что приведет к потере точности и риску поломки инструмента.
При ручном развертывании оператор должен удалять только небольшое количество материала за один раз. Инструмент с большей вероятностью сойдет с правильной оси, если он вгрызается в слишком много материала, что приведет к потере точности и риску поломки инструмента.
4. Насадные развертки
Насадные развертки специально изготовлены для отверстий большего диаметра – обычно ¾” и больше. Это отдельные рифленые наконечники, предназначенные для установки на существующие хвостовики. Эта функция снижает их стоимость, поскольку они используют меньше материала и требуют меньше этапов производства. Насадные развертки можно найти в любом из стандартных типов канавок: прямых, витых и спиральных. Канавки, которые вращаются против часовой стрелки, предназначены для глухих отверстий, а по часовой стрелке более распространены.
5. Расширяемые развертки
Расширяемые развертки — это именно то, на что они похожи; внешний диаметр их канавок можно регулировать, чтобы оператор мог расширить отверстие нестандартного размера. Они также могут быть полезны для машинистов, которые способны затачивать тупые лезвия для развертывания (хотя этот процесс требует высокой квалификации). После заточки расширяемый развертку можно снова отрегулировать, чтобы он снова соответствовал нужным размерам. Расширяемые развертки работают по тому же принципу, что и регулируемые развертки, за исключением того, что расширение нельзя обратить вспять. После того, как внутренний винт отогнул канавки наружу, они не вернутся к своим первоначальным размерам.
Они также могут быть полезны для машинистов, которые способны затачивать тупые лезвия для развертывания (хотя этот процесс требует высокой квалификации). После заточки расширяемый развертку можно снова отрегулировать, чтобы он снова соответствовал нужным размерам. Расширяемые развертки работают по тому же принципу, что и регулируемые развертки, за исключением того, что расширение нельзя обратить вспять. После того, как внутренний винт отогнул канавки наружу, они не вернутся к своим первоначальным размерам.
6. Развертки с прямыми канавками
Развертки с прямыми лезвиями имеют канавки, которые не закручиваются по длине вала. Примечательно, что развертки с прямым лезвием не идеальны для ручного использования, поскольку они не удаляют стружку так же хорошо, как развертки с изогнутыми канавками. Разрезные отверстия, например те, которые крепятся к валу или содержат шпоночный паз или продольный паз, нельзя развернуть с помощью развертки с прямой канавкой, потому что лезвия «упадут» в паз и зафиксируются.
7. Плавающие расширители
Плавающий расширитель представляет собой обычный машинный расширитель любого типа, который крепится к плавающему держателю расширителя. Плавающая развертка — это устройство, которое несет цангу или патрон на независимой подшипниковой системе. Цанга позволяет ему «плавать» от оси привода станка и следовать траектории, определяемой существующим отверстием. Это конструктивное новшество устраняет один из источников машинной ошибки в процессе развертывания. Привод может быть эксцентричным по отношению к отверстию и при этом обеспечивать точный результат с точки зрения осевой линии отверстия.
8. Развертки Jobbers
Развертка Jobbers — это любой инструмент для развертки, хвостовик которого позволяет использовать его как в патроне станка, так и в воротке. Любая развертка, имеющая параллельный ИЛИ машинный конусный хвостовик И квадратный конец хвостовика, может считаться джобберской или джоббинговой разверткой.
9. Патронные развертки с прямыми канавками
В то время как у развертки с прямым срезом хвостовик имеет квадратный срез, у развертки с зажимным патроном только гладкий параллельный хвостовик без квадратного конца.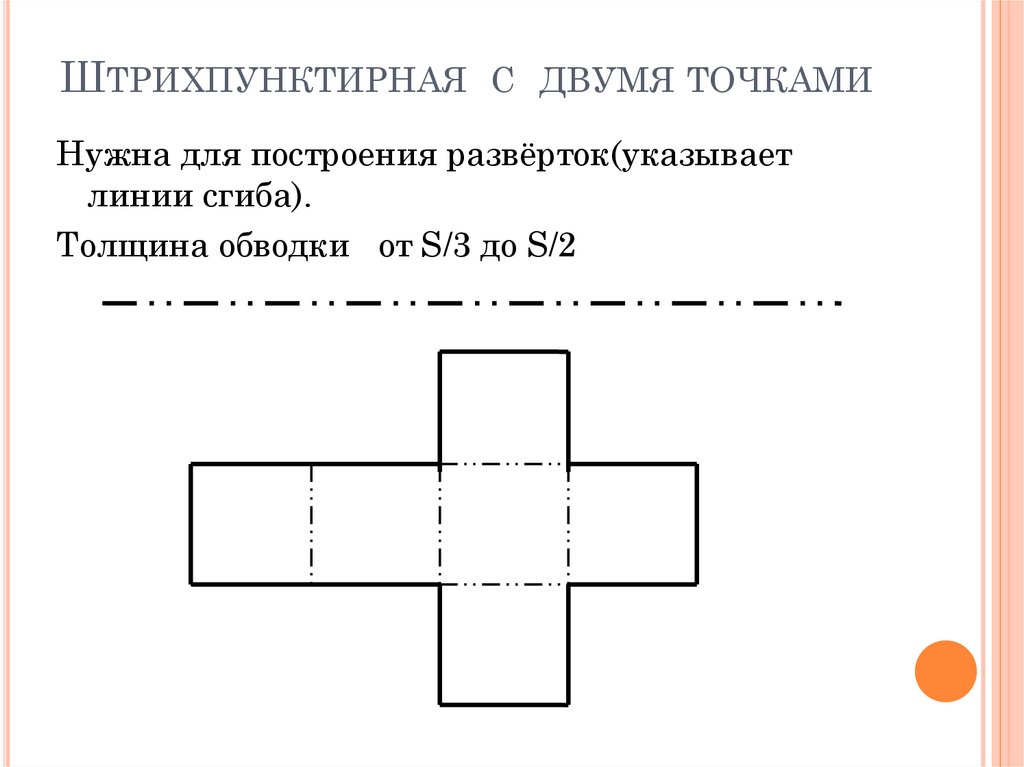 Он предназначен для использования с цанговым или трехкулачковым патроном (отсюда и термин «зажим»). Чтобы быть разверткой с прямыми канавками, она также должна иметь прямые канавки, которые не поддаются ручному развёртыванию.
Он предназначен для использования с цанговым или трехкулачковым патроном (отсюда и термин «зажим»). Чтобы быть разверткой с прямыми канавками, она также должна иметь прямые канавки, которые не поддаются ручному развёртыванию.
10. Развертки со спиральной канавкой
Развертки с зажимным патроном имеют круглое поперечное сечение, предназначенное для установки в цанговый или трехкулачковый патрон (в отличие от квадратного хвостовика, предназначенного для воротков). Чтобы развертка была спиральной, канавки должны хотя бы частично охватывать окружность инструмента, как правило, с наклоном более 30°.
11. Машинные развертки с короткими винтами
Эта этикетка может быть нанесена на любой тип разверток, если они имеют поперечное отверстие для штифта в валу, что позволяет использовать их в плавающем держателе разверток. Эта функция доступна в большинстве стилей разверток, как правило, без квадратного наконечника, что указывает на возможность их использования в качестве ручных разверток.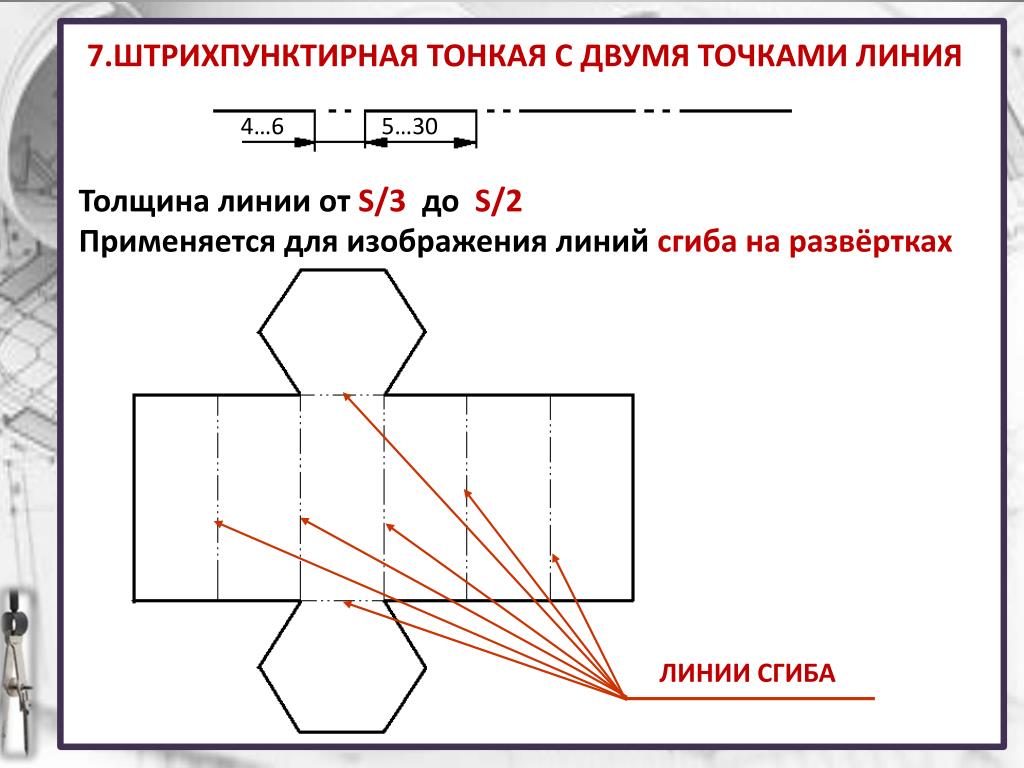
12. Развертки Diemaker’s
Как правило, они имеют три канавки, нарезанные на многооборотной спирали. Они подходят для быстрой резки и развертывания отверстий со шпоночными канавками и масляными каналами, которые в противном случае могли бы заклинить инструменты с пологими или прямыми канавками.
13. Конструкционные развертки
Эти устройства очень похожи на другие развертки, за исключением того, что они обычно имеют хвостовик с конусом Морзе и больший диаметр. Они обычно используются для рассверливания заклепок и штифтовых отверстий в крупных конструкционных узлах, таких как корабли и мосты. Структурные развертки стали менее распространенными, поскольку заклепки вышли из моды.
14. Спиральные (спиральные) развертки канавки
Развертки со спиральной канавкой — это те, в которых спиральный угол самой канавки ярко выражен. Их лучше всего использовать на твердых и упрочняемых материалах с твердостью по Бринеллю 200-400, таких как нержавеющая сталь и износостойкая сталь. Спиральные развертки имеют тенденцию царапать стенки в более мягких материалах, портя отверстие.
Спиральные развертки имеют тенденцию царапать стенки в более мягких материалах, портя отверстие.
Что такое развертка?
Развертки представляют собой радиально-симметричные инструменты с прямыми, слегка изогнутыми или спиральными режущими поверхностями, отшлифованными до очень точного диаметра. Они используются для финишной обработки отверстий, которые были просверлены, фрезерованы или пробиты, что позволяет получить очень точные размеры. Инструменты для развертки предназначены только для удаления небольшого количества материала и корректировки отверстий с несовершенной округлостью или не совсем прямых.
Для чего нужна развертка?
Развертка предназначена для получения гладких и точно круглых отверстий очень высокой диаметральной точности. Они не могут создать дыру там, где ее нет; расширители могут расширить существующее отверстие только на 10%.
Как работает развертка?
Развертки имеют как минимум три прецизионно заточенных лезвия вдоль хвостовика.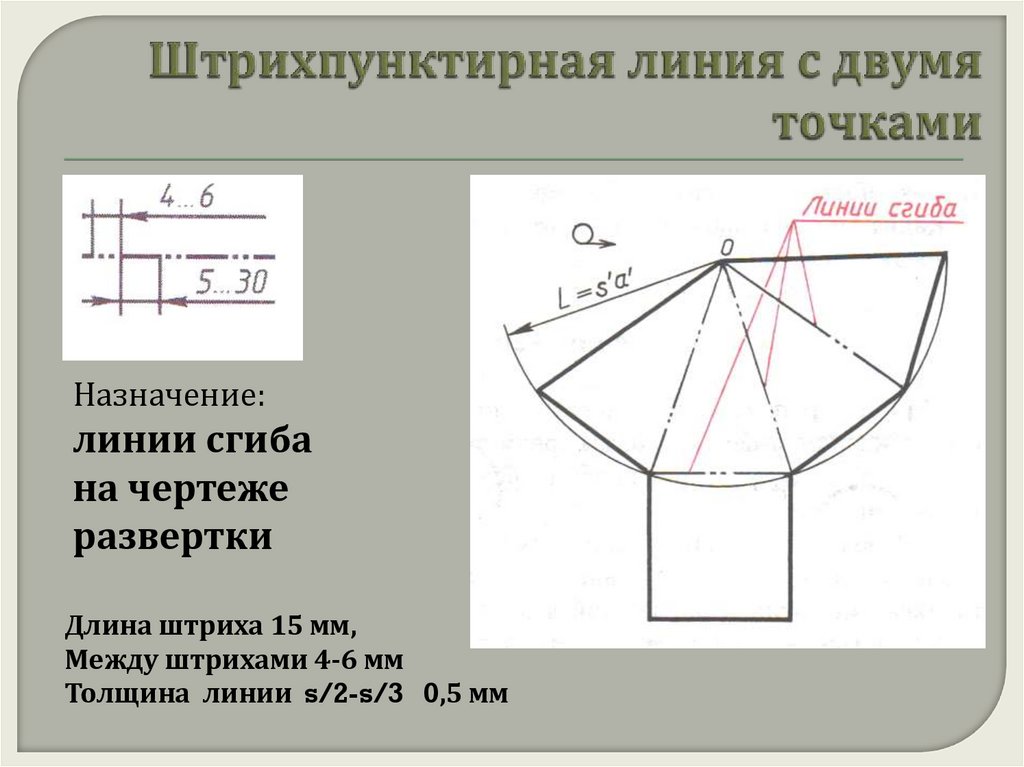 Они работают, вращаясь внутри существующего отверстия, поэтому лезвия могут соскребать материал со стены, увеличивая ее диаметр и сглаживая поверхность. Рассверленные отверстия можно использовать для следующих целей:
Они работают, вращаясь внутри существующего отверстия, поэтому лезвия могут соскребать материал со стены, увеличивая ее диаметр и сглаживая поверхность. Рассверленные отверстия можно использовать для следующих целей:
- Точно подогнанные установочные штифты (дюбели).
- Текущие посадки таких компонентов, как втулки, открытые для установки на прецизионно отшлифованные валы.
- Точная посадка деталей подшипников в машину.
- Горячее соединение вала с шестерней, образующее неподвижную пару.
Существует множество онлайн-руководств, которые дают советы по использованию разверток.
Подачи и скорости
Обороты фрезы и скорости врезной подачи очень зависит от ряда факторов. Среди них: разрезаемый материал, материал развертки, требуемая точность и тепловое расширение. Как правило, наилучшие результаты дает машина хорошего качества с низкой скоростью подачи, малым числом оборотов в минуту и сильным охлаждением. Но когда производительность вызывает беспокойство, рекомендуется обратиться к рекомендациям производителя развёртки по подаче/об/мин для разрезаемого материала. Ручное развертывание представляет собой особый случай, поскольку трудно контролировать скорость резания, подачу и эксцентрическую силу. Однако опытная рука может добиться самых высоких допусков с инструментом хорошего качества.
Ручное развертывание представляет собой особый случай, поскольку трудно контролировать скорость резания, подачу и эксцентрическую силу. Однако опытная рука может добиться самых высоких допусков с инструментом хорошего качества.
Полезен ли инструмент для развертки?
Да, развертки полезны. Для такой простой технологии развертки могут достигать поразительной точности. И в качестве бонуса инструменты для развёртки, созданные для металла, также очень хорошо работают с твёрдыми пластиками. Они являются ключевыми инструментами в любой рабочей области точного машиностроения.
Резюме
В этой статье представлены различные типы разверток, объяснено, что они из себя представляют, и обсуждено, когда использовать каждый из них. Чтобы узнать больше об инструментах для разверток, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве.