
Порошковое окрашивание алюминиевых профилей
Качество поверхности прессованных профилей без какой-либо дополнительной их обработки часто бывает вполне приемлемым для многих случаев. Типичными примерами являются несущие алюминиевые конструкции и детали модульных сборочных систем для машиностроения [1].
Алюминиевые профили для ограждающих конструкций, например, для окон, дверей и фасадов, несут не только конструкционные, но и декоративные функции. Поэтому на них обычно наносят защитно-декоративные покрытия, чаще всего порошковые и анодно-окисные [2].
Ниже представлен обзор особенностей порошкового окрашивания алюминиевых профилей, которые связаны с их формой, конструкцией и условиями эксплуатации.
См. также Алюминиевые профили: сплавы и состояния
Порошковое окрашивание
Порошковое окрашивание – это процесс покрытия поверхности порошковым материалом (в отличие от жидкой краски). Порошковые краски состоят из полимерных смол, а также различных добавок и красящих пигментов, которые измельчены в частицы со средним диаметром от 25 до 90 микрометров. Основное различие между порошковыми покрытиями и покрытиями из жидких красок состоит в том, что порошковые покрытия производятся в виде самостоятельно летящих частиц краски, тогда как жидкие краски требуют применения воды или растворителя и в этом случае краска имеет вид суспензии.
Основное различие между порошковыми покрытиями и покрытиями из жидких красок состоит в том, что порошковые покрытия производятся в виде самостоятельно летящих частиц краски, тогда как жидкие краски требуют применения воды или растворителя и в этом случае краска имеет вид суспензии.
Большим преимуществом порошковых покрытий является то, что они могут применяться с практически нулевым вредным воздействием на окружающую среду. Процесс нанесения порошкового покрытия является механическим и термическим – он не образует вредных стоков или выделений. Кроме того, методы нанесения порошковых покрытий относительно дешевы.
Термопластики и термореактивы
Порошковые краски бывают термопластичными и термореактивными.
Термопластичные порошковые покрытия расплавляются при нагреве. Примерами термопластиков являются полиэтилен, полипропилен и нейлон.
Для окрашивания алюминиевых профилей применяют только термореактивные порошковые краски. Эти порошковые покрытия не расплавляются при последующем нагреве. Для порошкового окрашивания алюминиевых профилей обычно применяют термореактивные порошковые краски на основе эпоксидных, полиэстерных и акриловых смол. Когда эти смолы нагреваются в печи, между частицами возникают реакции с возникновением перекрестных химических связей, которые уже не разрываются при последующем нагреве.
Для порошкового окрашивания алюминиевых профилей обычно применяют термореактивные порошковые краски на основе эпоксидных, полиэстерных и акриловых смол. Когда эти смолы нагреваются в печи, между частицами возникают реакции с возникновением перекрестных химических связей, которые уже не разрываются при последующем нагреве.
Электростатическое напыление
Для напыления порошка на поверхность алюминиевых профилей применяют электростатическое напыление порошка.
Высокая теплопроводность алюминия способствует быстрому прогреву профилей и быстрой полимеризации порошка.
Толщина элементов профилей не должна слишком различаться. Профиль с массивным основанием и рядом тонких ребер будет оставаться в печи, пока не прогреется основание – в это время тонкие ребра перегреются и порошковая краска на них деградирует.
Для алюминиевых профилей ограждающих конструкций характерно наличие функциональных пазов, например, для установки уплотнителей. Если такой паз слишком глубокий, то это вызывает проблемы с равномерностью толщины покрытия. Это явление называется «клетка Фарадея». Поскольку величина электростатического притяжения является обратной расстоянию, то заряженные частицы порошка стремятся притягиваться к алюминию на входе в паз. Это приводит к образованию наплывов на входе в паз и нехватке порошка внутри паза.
Это явление называется «клетка Фарадея». Поскольку величина электростатического притяжения является обратной расстоянию, то заряженные частицы порошка стремятся притягиваться к алюминию на входе в паз. Это приводит к образованию наплывов на входе в паз и нехватке порошка внутри паза.
Рисунок 1 – Клетка Фарадея при электростатическом порошковом окрашивании
Поверхности профиля: лицевые и невидимые
Лицевые поверхности профилей (также видимые или значащие) – это поверхности профилей, которые видны изнутри или снаружи в установленном (готовом) состоянии. Качество этих поверхностей должно соответствовать всем техническим требованиям к порошковому покрытию, таким как, заданная или минимальная толщина, блеск, а также по результатам физических и химических испытаний. Обычно лицевые поверхности указываются штриховыми линиями (рисунок 2).
Рисунок 2 – Поверхности алюминиевых профилей:
видимые, второстепенные и функциональные [3]
Кроме главных лицевых сторон часто указывают второстепенные лицевые поверхности профилей.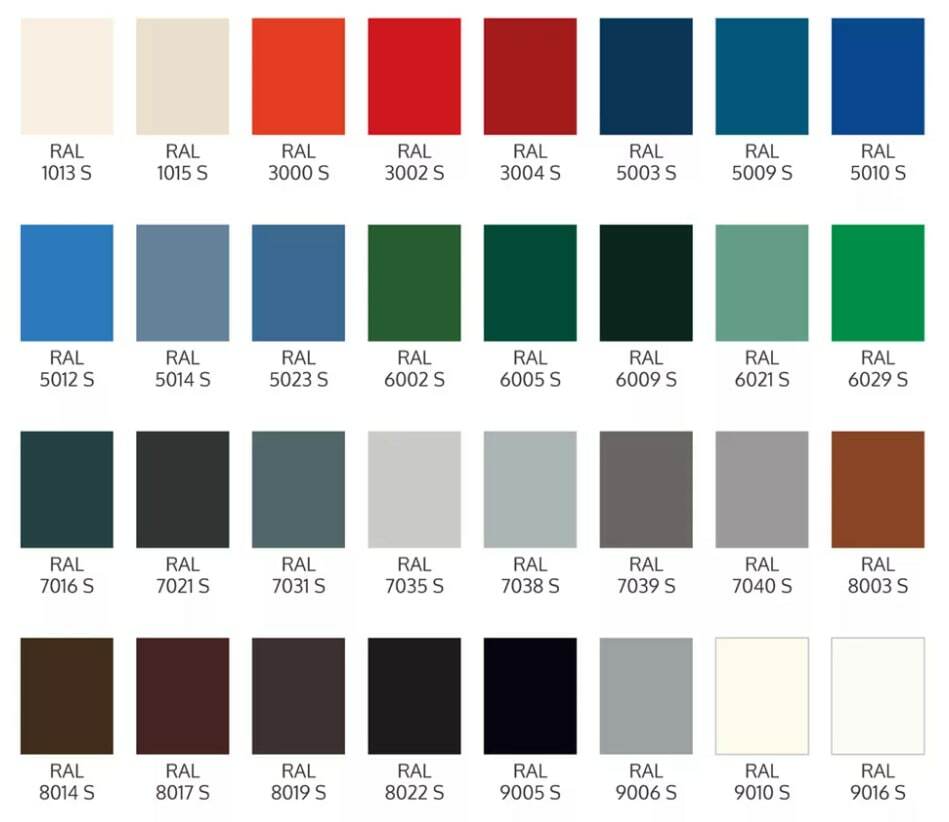 Эти поверхности становятся видимыми, например, при взгляде изнутри здания при открытом окне. В этом случае не предъявляют требования по минимальной толщине покрытия. Эти поверхности часто обозначают штрих-пунктирными линиями (см. рисунок 1) [3].
Эти поверхности становятся видимыми, например, при взгляде изнутри здания при открытом окне. В этом случае не предъявляют требования по минимальной толщине покрытия. Эти поверхности часто обозначают штрих-пунктирными линиями (см. рисунок 1) [3].
Невидимые поверхности – это поверхности профилей, которые не видны в установленной конструкции, например, окне или двери. Поэтому требования к этим сторонам профиля являются пониженными. Эти поверхности обозначают пунктирными линиями [3] или вообще не обозначают [1].
Функциональные поверхности
Для комбинированных профилей с термоизолирующими блоками (рисунок 3) и комбинированных профилей с различным цветом внутри и снаружи закатку термомостов производят после порошкового окрашивания. Поэтому к поверхностям пазов, в которые устанавливают термомостов, предъявляют функциональные требования.
Рисунок 3 – Функциональные поверхности профилей [3]
Чтобы избежать проблем при закатке термомостов в уже окрашенные профили не допускается накопления краски в пазах для термомостов. Это особенно характерно для вертикальных систем окрашивания. В этом случае краска имеет тенденцию скапливаться на нижнем конце профиля. По этой причине избыточный порошок на функциональных поверхностях иногда специальным образом вакуумируют перед загрузкой профилей с напыленным порошком в печь.
Это особенно характерно для вертикальных систем окрашивания. В этом случае краска имеет тенденцию скапливаться на нижнем конце профиля. По этой причине избыточный порошок на функциональных поверхностях иногда специальным образом вакуумируют перед загрузкой профилей с напыленным порошком в печь.
Подготовка поверхности профилей под порошковое покрытие
Важнейшим предварительным этапом порошкового окрашивания алюминиевых профилей является химическая подготовка поверхности. Чаще всего это производится путем окунания профилей (навесок, корзин) в последовательность ванн с различными химическими растворами. На крупных заводах применяют вертикальные системы подготовки и окрашивания. Большинство производителей профилей применяют в качестве основы для порошковой окраски хроматные покрытия (рисунок 4).
Рисунок 4 – Изменение толщины алюминиевого профиля
при химической подготовке и порошковой окраске
Обезжиривание
На этапе обезжиривания все масла, жиры и другие поверхностные загрязнения удаляются с поверхности профиля, чтобы получить чистую поверхность перед щелочным травлением. Обычно применяются ингибиторы, чтобы предотвратить травление алюминия в ходе этой операции очистки.
Обычно применяются ингибиторы, чтобы предотвратить травление алюминия в ходе этой операции очистки.
Щелочное травление
Перед хроматированием с поверхности алюминия нужно удалить тонкий слой естественного оксида алюминия. Температура ванны составляет от 50 до 70 °С. Длительность травления составляет от 3-4 минут и более в зависимости от состояния поверхности профилей.
Осветление
В ванне осветления (деоксидации) с профилей удаляют темный налет, который образовался после щелочного травления. Этот налет состоит из оксидов магния, интерметаллидов, кремния и других частиц, которые вытравились, но не растворились в ванне щелочного травления.
Этот налет удаляется путем окунания профилей в раствор серной или азотной кислоты. Длительность этого окунания может быть от 30 секунд до 5 минут в зависимости от состава налета и алюминиевого сплава.
Хроматация
Хроматация – это процесс химического оксидирования поверхности алюминиевого профиля в хроматном растворе. В результате хроматации образуется тонкий окисдный слой, который называют конверсионным покрытием. Этот оксидный слой обеспечивает высокую коррозионную защиту алюминиевой поверхности и высокую адгезию для порошкового покрытия. Это хроматное покрытие может иметь цвет от белого до золотистого или коричнево-зеленоватого в зависимости от состава хроматного раствора.
В результате хроматации образуется тонкий окисдный слой, который называют конверсионным покрытием. Этот оксидный слой обеспечивает высокую коррозионную защиту алюминиевой поверхности и высокую адгезию для порошкового покрытия. Это хроматное покрытие может иметь цвет от белого до золотистого или коричнево-зеленоватого в зависимости от состава хроматного раствора.
Хроматная обработка поверхности алюминия считается самым надежным способом ее подготовки под порошковую окраску. Однако обычные шестивалентные хроматы представляют собой определенную угрозу для людей окружающей среды и поэтому требуют повышенной техники безопасности и надежной системы очистки стоков. В настоящее время для обработки поверхности алюминиевых профилей все шире применяют различные бесхроматные растворы и растворы на основе трехвалентного, а не шестивалентного хрома. Следует, однако, отметить, что для надежной подготовки поверхности эти технологии требуют строгого контроля качества и высокой культуры производства.
Промывки
Обычно после каждого рабочего этапа применяют промывку (или две), чтобы удалить с поверхности рабочие химикаты и предотвратить их перенос в последующие рабочие растворы.
Для первых этапов подготовки применяют обычную водопроводную воду, но завершающие промывки должны быть очень чистыми, чтобы избежать проблем с адгезией и коррозией. Поэтому для последних промывок применяют деионизированную (деминерализованную) воду. О чистоте воды судят по ее электропроводимости: она должна превышать 30 μS/см (микросименсов на сантиметр).
Длительность промывок обычно составляет несколько минут. Активное полоскание профилей и перемешивание воды сжатым воздухом (барботирование) способствуют более тщательной промывке профилей.
Сушка
Перед нанесением на профили порошка они должны быть полностью сухими. При сушке профилей температура их поверхности не должна быть слишком высокой. Предельной температурой для хроматного покрытия является температура около 65 °C.
Источники:
1. Design Manual – SAPA, 2014.
2. ГОСТ 22233-2001.
3. https://www.yumpu.com/en/document/view/4011919/frame-raico
Порошковая покраска алюминиевого профиля: как производится, преимущества.
Your browser does not support the video tag.Алюминиевый профиль широко используется в самых разных отраслях. Для придания более эстетичного вида и повышения прочности на его поверхность наносятся порошковые краски. В результате образуется защитный слой, который предупреждает коррозию металла.
Особенности покраски профиля
Процедура окраски алюминиевого профиля состоит из нескольких этапов, основные из них:
- Очищение поверхности от всех загрязнений, которые могут ухудшить адгезию. Этап включает в себя удаление пыли, жира, нанесение конверсионного слоя (хроматирование). Это мероприятие позволит повысить степень сцепления краски с основанием вдвое, а то и втрое.
- Нанесение красителя.
 Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.
Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.
 Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.
Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.- Затвердевание красителя. Для этого алюминиевый профиль помещается в печь, где поддерживается температура около 220 °С. В результате полимерный краситель оплавляется, происходит прочное соединение его частиц между собой.
- Сушка металлоизделия. Этап необходим для того, чтобы слой краски набрал нужную прочность. Сохнет краска быстро — не более часа.
Вся процедура нанесения красителя занимает немного времени в сравнении с обычной окраской. Но для ее проведения необходимо специальное оборудование, поэтому самостоятельно осуществить мероприятие не получится. Такую работу выполняют специализированные компании, в числе которых ООО «ПСК «Зелматик».
Преимущества порошковой покраски
Подобный способ окрашивания обладает массой достоинств, среди них:
- Алюминиевый профиль может приобрести любой цвет.
- Покрытие может выдерживать экстремальные температуры.
- Обработанная поверхность не боится ультрафиолета, коррозии, ударов.
- Экономичность. Красителя расходуется заметно меньше, чем обычных ЛКМ.

Порошковая покраска алюминиевого профиля не только защищает металлоизделие от негативных внешних влияний, но и улучшает внешний его вид, не нанося при этом вреда окружающей среде.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
- Позвонив по телефону: 8 (495) 763 44 09
- написав на почту: [email protected]
- Через форму: обратной связи
Токарные работыПодробнее
Фрезерные работыПодробнее
Лазерная резкаПодробнее
Сварочные работыПодробнее
Изготовление деталейПодробнее
Порошковая покраскаПодробнее
ГальваникаПодробнее
Гибка металлаПодробнее
Изготовление металлоконструкцийПодробнее
Карта сайта
Спасибо
Наши менеджеры свяжутся с Вами в ближайшее время.
— Keymark Aluminium Extrusions
Преимущества
- Краска может быть составлена таким образом, чтобы соответствовать любой спецификации цвета для вашего проекта.
- Краска доступна в широком ассортименте цветов и типов красок — акриловые, Kynar’s — покрытия 50% и 70% PVDF, полиэфиры, силиконовые полиэфиры.
- Краска действует как превосходная защита от агрессивных элементов, которые могут воздействовать на алюминиевую основу.
- Жидкие покрытия могут быть более гладкими, чем порошковые покрытия, которые демонстрируют эффект «апельсиновой корки».
- Яркий металлический цвет на основе чешуек алюминия лучше подходит для жидкой технологии.
- Двухслойные составы, содержащие 50 % и 70 % Kynar, обеспечивают превосходную коррозионную стойкость.
Недостатки
- Краски обычно неблагоприятны для окружающей среды как для атмосферы, так и для человека из-за содержащихся в них опасных ЛОС (летучих органических соединений). В связи с этим Keymark Corporation использует современную систему снижения выбросов летучих органических соединений в процессе покраски, которая устраняет 96% опасных летучих органических соединений связаны с красками на основе растворителей.
- Цвет и внешний вид покрытия могут отличаться при нанесении на заводе из-за различий в распылительном оборудовании, условиях линии или повседневных технологических изменениях. Настоятельно рекомендуется, чтобы окончательное утверждение цвета производилось с использованием реальных образцов производственной линии или макетов, а не панелей, подготовленных в лаборатории.
- Перламутровая слюда и металлические чешуйки отражают и рассеивают свет случайным образом; поэтому не следует ожидать точной однородности цвета. Также следует ожидать небольшого смещения цвета при просмотре под разными углами и с разных расстояний. Соображения, связанные с оборудованием, влияют на цвет и особенно важны при использовании нескольких аппликаторов.
- Влажная покраска требует больше электроэнергии.
- При нанесении образуется больше отходов из-за чрезмерного распыления.
- Управление ожиданиями в отношении цвета высокоэффективных металлических покрытий
 В связи с этим Keymark Corporation использует современную систему снижения выбросов летучих органических соединений в процессе покраски, которая устраняет 96% опасных летучих органических соединений связаны с красками на основе растворителей.
В связи с этим Keymark Corporation использует современную систему снижения выбросов летучих органических соединений в процессе покраски, которая устраняет 96% опасных летучих органических соединений связаны с красками на основе растворителей.
Характеристики покрытия мокрой краской
Keymark предлагает следующие качественные краски…
AAMA 2605-20 – 70% Kynar 500
ААМА 2604-20 – 50% Кынар 500
AAMA 2603-20 – Обожженные эмали
Paint Information:
COEX_CatalogPPG60
DuranarSpray
DuranarXL
DuranarSunstorm
AcrynarFX
PolycronIII
DuracronSpray
Akzo Nobel Extrusion Coatings Reference Guide
To request color cards on the various types of wet coatings click the ниже ссылка
http://sampleorder.ppgmetalcoatings.com/samples/ppg-duranar-liquid-coatings
Процесс мокрой окраски
Вертикальная экструзионная система окраски, предназначенная для высокопроизводительных сред, обеспечивает максимальную производительность при минимальных требованиях к рабочей силе. Автоматизированная система перемещает алюминиевые профили по вертикали на каждом этапе процессов предварительной обработки, нанесения краски и отверждения.
Автоматизированная система перемещает алюминиевые профили по вертикали на каждом этапе процессов предварительной обработки, нанесения краски и отверждения.
Предварительная обработка:
- Стадия 1 – Очистка экстразиций с каустикой
- Стадия 2 – полоскание
- Стадия 3 – Применение покрытия хромированного фосфата
- Стадия 4 – полоска
- Стадия 5 – полоска
Применение краски:
Отверждение:
- Этап 1 – Печь для обжига
- Этап 2 – Охлаждение
Powder Paint Information
Additional Information…
Warranties
Request Color Chips
Wet Paint Information
Warranties
Request Color Chips
Anodizing Information
Additional Information…
Warranties
Запросить образцы цветов
Варианты отделки алюминиевого профиля: покраска и анодирование
Несмотря на то, что алюминий имеет естественное защитное покрытие, которое предотвращает коррозию и ржавчину, существует еще больше вариантов, которые можно использовать для защиты алюминиевых изделий. Экструзия и изготовление — это только начало. В Silver City Aluminium у нас есть широкий спектр нестандартных решений для алюминиевых покрытий, которые можно наносить после процесса экструзии. Наша собственная покрасочная линия работает почти без остановок. Окрашивание алюминиевых изделий и экструзия анодированного алюминия — очень эффективные методы защиты важных деталей, продуктов и компонентов. В дополнение к защите, наши отделочные решения также обеспечивают эстетические и текстурные преимущества, которые могут еще больше улучшить готовый продукт.
Экструзия и изготовление — это только начало. В Silver City Aluminium у нас есть широкий спектр нестандартных решений для алюминиевых покрытий, которые можно наносить после процесса экструзии. Наша собственная покрасочная линия работает почти без остановок. Окрашивание алюминиевых изделий и экструзия анодированного алюминия — очень эффективные методы защиты важных деталей, продуктов и компонентов. В дополнение к защите, наши отделочные решения также обеспечивают эстетические и текстурные преимущества, которые могут еще больше улучшить готовый продукт.
Совершенство покраски
Наша цель в Silver City Aluminium — стремиться к совершенству во всех услугах по покраске, которые мы предоставляем нашим клиентам. Мы усердно работали, чтобы добиться равномерного нанесения цвета и максимальной адгезии, разработанной для удовлетворения требований каждой отрасли, в которой мы работаем. Наша покрасочная линия может работать с экструдированным алюминием длиной до двадцати футов. Одна из причин, почему наши услуги по покраске алюминиевых изделий лучше, чем у наших конкурентов, заключается в том, что мы делаем все это сами и используем нашу четырехступенчатую систему предварительной мойки для лучшей адгезии и долговечных результатов.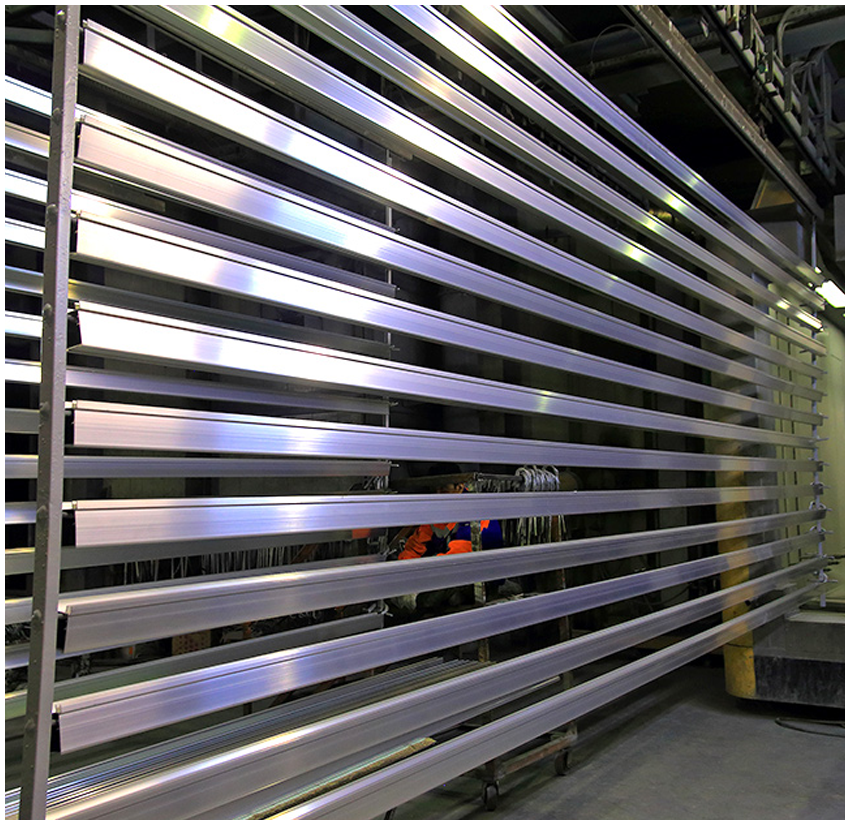 Четыре этапа включают травление, чистую промывку, нейтрализующую промывку, а затем стандартную предварительную промывку всех алюминиевых материалов. Наши клиенты также могут выбрать стандартное или индивидуальное приложение Polycron после процесса предварительной обработки.
Четыре этапа включают травление, чистую промывку, нейтрализующую промывку, а затем стандартную предварительную промывку всех алюминиевых материалов. Наши клиенты также могут выбрать стандартное или индивидуальное приложение Polycron после процесса предварительной обработки.
Индивидуальные решения для покрытия алюминия помогают достичь определенного результата, будь то соответствие определенному цветовому требованию или усиление защиты продукта. Мы используем вертикальную электростатическую леску Polycron, разработанную для обеспечения очень гладкого и чистого результата. Превышая отраслевой стандарт, мы наносим нашу краску толщиной примерно 2 мл во влажном состоянии. Мы постоянно контролируем проходящие части, которые также проверяются вручную нашими сотрудниками, чтобы гарантировать качественные результаты и постоянный цвет от потолка до пола. После нанесения краски алюминиевые материалы отверждаются в наших специальных печах. Наша команда высококвалифицированных технических специалистов проверяет каждую деталь после отверждения, чтобы обеспечить контроль качества. Затем каждое изделие доставляется в наш отдел отгрузки, где они еще раз проверяются перед упаковкой для доставки. Silver City Aluminium усердно работает над обеспечением согласованности и контроля качества каждого выполняемого нами заказа.
Затем каждое изделие доставляется в наш отдел отгрузки, где они еще раз проверяются перед упаковкой для доставки. Silver City Aluminium усердно работает над обеспечением согласованности и контроля качества каждого выполняемого нами заказа.
Анодированный алюминиевый профиль
Помимо покраски алюминиевых изделий, мы также предлагаем другие индивидуальные решения для покрытия алюминия. Анодированный алюминиевый профиль является популярным вариантом вторичной отделки для наших клиентов. Это не только обеспечит дополнительное защитное покрытие после экструзии и изготовления, но также может обеспечить эстетическую отделку конечного продукта. Порошковое покрытие и анодирование доступны для наших клиентов в различных текстурах, цветах и отделках, в зависимости от их потребностей. Как короткие, так и длинные детали могут быть анодированы малым или большим тиражом после завершения производственного процесса. Клиенты могут выбрать черное или прозрачное анодирование, а также несколько цветовых вариантов, в зависимости от их потребностей.
Порошковое покрытие также является популярным вариантом. Silver City Aluminium работает с несколькими различными установками для нанесения порошкового покрытия и анодирования, чтобы предоставить нашим клиентам индивидуальные решения для покрытия алюминия, которые отвечают их уникальным потребностям и спецификациям. В зависимости от выбранных вариантов это может увеличить время выполнения заказа. Мы обязательно рассмотрим все варианты для каждого заказа, чтобы обеспечить удовлетворенность клиентов. Фактическое время выполнения дополнительной отделки будет в значительной степени зависеть от детали, а также от вариантов порошкового покрытия и анодирующих средств, используемых в процессе. Наши технические специалисты могут подробно объяснить процесс и доступные варианты, чтобы наши клиенты поняли, что можно сделать.
Какое решение лучше?
Когда приходит время решать, какое специальное решение для алюминиевого покрытия лучше всего подходит для вашего проекта, полезно иметь представление о сильных и слабых сторонах каждого метода.
Другим примером может быть анодирование, которое часто является предпочтительным выбором, поскольку оно не скалывается, не отслаивается и не отслаивается, как краска и другие органические покрытия. Тем не менее, краска и порошковое покрытие обычно имеют больше вариантов в отношении цвета, что может быть важно для компаний, которые работают над достижением определенного оттенка или фирменного оттенка. В конце концов, это зависит от требований каждого клиента к каждой конкретной детали, компоненту или продукту.