
ручной из профильной трубы, трубогибочный станок, чертежи и размеры для изготовления самодельного устройства, схема роликов, гиб
Содержание:
Устройство самодельного трубогиба
Самодельный трубогиб для профильных труб
Гидравлический трубогиб с электроприводом
Сгибание труб без применения трубогиба
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её. Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Устройство самодельного трубогиба
Простейшая конструкция
Самый простой ручной трубогиб своими руками может сделать каждый. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, сверло для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без всяких чертежей и всего за три шага:
- В узлах сетка соответствующим сверлом просверливаются отверстия под металлические стержни (по возможности их нужно как можно больше углубить).
- По окончании операции в заготовку вбиваются стальные стержни.
В итоге получается самодельный трубогиб для круглой трубы, на котором можно сгибать трубы диаметром до 25 мм. Сам процесс крайне прост: труба устанавливается между штырями и загибается в нужном направлении. Радиус кривизны можно изменять, перемещая трубу по диагонали между стальными стержнями.
Достоинства трубогиба, изготовленного по такой схеме, очевидны: этот инструмент крайне легко изготовить, а детали при необходимости можно быстро заменить. Недостатки приспособления — его громоздкость и необходимость прилагать значительные усилия во время работы.
Альтернативная схема
Другой вариант, как сделать самодельный трубогиб — изготовить составную конструкцию из стальных стержней и домкрата.
Сделать такое приспособление также довольно легко:
- В перпендикулярную поверхность (к примеру, стену) вбивают параллельно друг другу металлические стержни.
- На жёстком постаменте (фундаменте) располагают домкрат так, чтобы проекция оси его штока приходилась посередине между стержнями.
Процесс сгибания трубы осуществляется следующим образом: отрезок необходимой длины размещают между штырями и домкратом, после чего, поднимая шток домкрата, добиваются необходимого искривления трубы.
Такая конструкция сложнее первого варианта, однако есть и очевидное преимущество — наличие пневматического (гидравлического) механизма, позволяющее сгибать изделия довольно большого диаметра.
Изготовление трубогиба с домкратом требует наличия прочной вертикальной опоры и устойчивого расположения подъёмного механизма.

Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Чертежи, размеры трубогиба своими руками такого назначения могут различаться, однако, независимо от предполагаемой детализации, для изготовления трубогиба профильных изделий понадобятся сварочный аппарат, швеллер, ролики и струбцина. Читайте также: “Как сделать трубогиб в домашних условиях – типы трубогибов и способы их изготовления”.
Гиб профильной трубы в таком устройстве осуществляется в процессе прокатки в пространстве с возрастающим давлением. Благодаря этой технологии сгибание происходит постепенно и равномерно, без порчи геометрии профиля.
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка. Читайте также: “Как выполняется прокатка профильной трубы – оборудование, технология”.
Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
- отрезок профильной трубы нужной длины устанавливают на подающие ролики;
- в процессе вращения рукоятки струбцины изделие прижимают к нижним роликам с помощью третьего, зафиксированного на нижнем конце шпильки;
- с помощью цепной передачи, подсоединённой к роликам, профильную трубу перемещают сквозь зону деформации.
 Читайте также: “Виды трубогибов для профильной трубы, схемы изготовления своими руками”.
Читайте также: “Виды трубогибов для профильной трубы, схемы изготовления своими руками”.
 Читайте также: “Виды трубогибов для профильной трубы, схемы изготовления своими руками”.
Читайте также: “Виды трубогибов для профильной трубы, схемы изготовления своими руками”.Гидравлический трубогиб с электроприводом
Совет: Используйте наши строительные калькуляторы онлайн, и вы выполните расчеты строительных материалов или конструкций быстро и точно.
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.
Помимо этого, благодаря наличию гидроузла и электрифицированной подачи на таком станке можно одновременно сгибать несколько труб, сделав в верхнем ролике соответствующие пазы.
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя. На втором конце устанавливают ведущую звёздочку цепной передачи.
- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик — сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.
Сгибание труб без применения трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть трубу круглого сечения и без использования специальных установок.
Для этого из дерева вырезают заготовку, форма которой соответствует планируемому радиусу кривизны готового изделия.
Можно также предварительно разогреть заполненное песком место сгибания трубы или, если работа производится на холоде, залить водой. После разогрева песка или застывания воды трубу также сгибают вокруг шаблона соответствующей кривизны.
Ещё один способ — сделать в трубе на месте будущего внутреннего радиуса пропилы соответствующей ширины, после чего согнуть трубу (края пропилов должны совместиться) и с помощью электросварки восстановить целостность трубы. По такой технологии можно сгибать трубы любого размера и в любом направлении.
самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Сложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валуТрубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станиныДля изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
 Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУИзгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дереваТонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
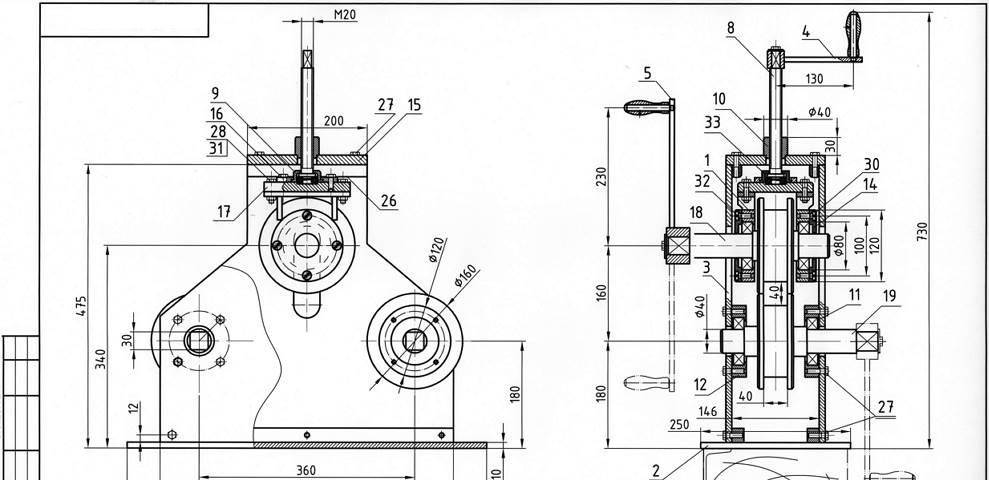
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
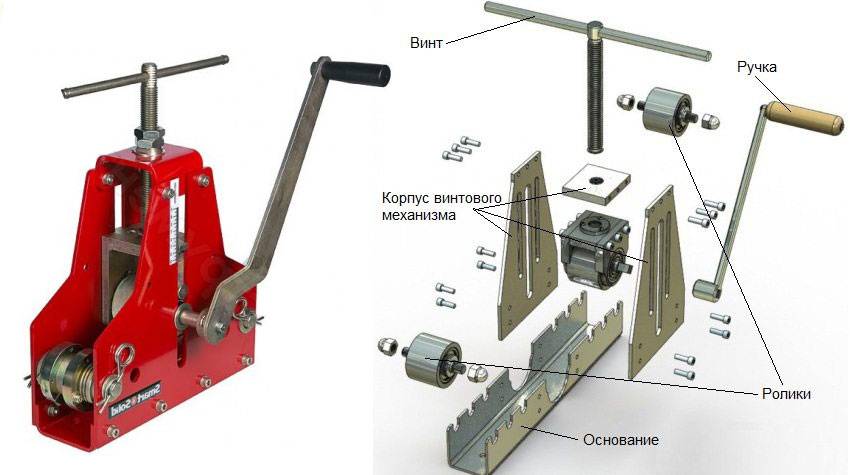
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт. Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.

Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станокЧтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.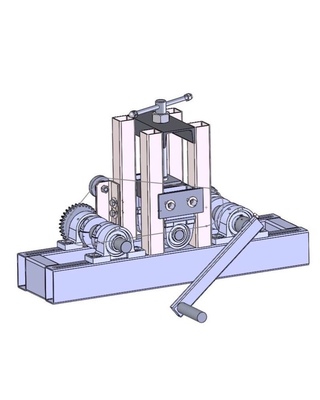
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Этапы сборки
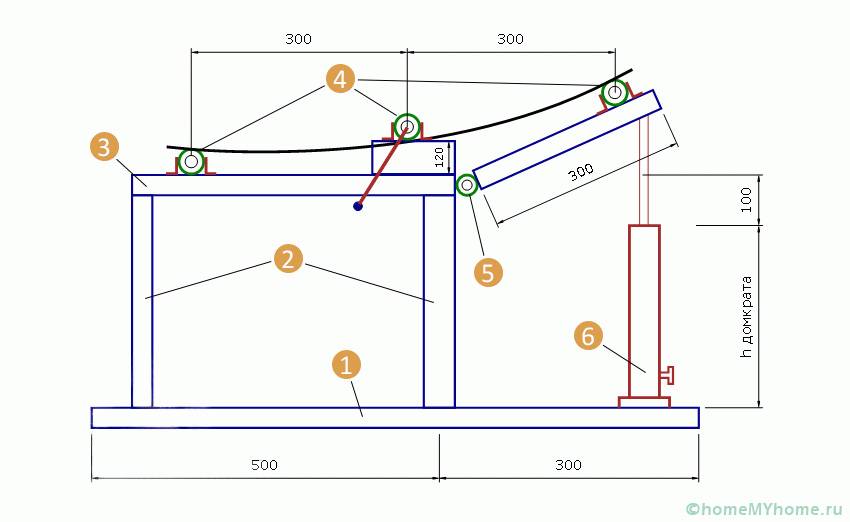
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Трубогиб для профильной трубы своими руками: инструкция по сборке
Профильные трубы используются в качестве материала не меньше, чем круглые трубы. Выполняя монтажные работы с ними, вам также приходится резать, гнуть, точить, варить. Без такого оборудования никак не обойтись.
Выполняя монтажные работы с ними, вам также приходится резать, гнуть, точить, варить. Без такого оборудования никак не обойтись.
Не всегда есть возможность купить готовые приспособления для слесарных и сантехнических работ, зачастую оборудование приходится делать самому. Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Содержание статьи:
- Как согнуть профильную трубу без специального инструмента?
- Лучшие варианты самодельных трубогибов для профиля
- Конструкция №1 – трубогиб ручной
- Конструкция №2 – Мощное механизированное устройство
- Конструкция №3 – трубогиб гидравлический
- Трубогиб инструкция 9001 0
- Полезные советы для «Пионеров»
- Выводы и полезное видео по теме
Как согнуть профильную трубу без специального инструмента?
Использование специального инструмента, позволяющего легко и просто сгибать трубы, в том числе и профильные, уже можно считать сантехнической традицией. Между тем за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Между тем за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Смотри – может трубогиб вообще не надо строить. Правда, следует сказать, что такой подход не всегда готов полностью удовлетворить потребности в изгибе. Особенно, если вы хотите согнуть профильную трубу сразу в нескольких местах и под разными радиусами.
Качественно и красиво согнуть профильную трубу проще всего с помощью специальных приспособлений – трубогибов. Но в ряде случаев вполне возможно согнуть профильные трубы самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, без использования какого-либо оборудования:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- Применение самодельной оправки;
- обрезка стенки профиля по внутреннему радиусу.
При необходимости гибки профильной трубы в одной, максимум двух точках, удаленных друг от друга, вполне целесообразно применить простые приемы:
- Заполнить внутреннюю область профильной трубы мелким р. песок.
- Плотно закройте концевые части.
- Согните профиль руками по шаблону в нужных местах.
 песок.
песок.Аналогично проводятся работы с трубой, заполненной водой. Но в этом варианте вода должна быть заморожена. Не всегда условия работы позволяют выполнить эту процедуру.
Чтобы согнуть трубу без деформации и по заданному радиусу, достаточно заполнить ее внутреннюю часть обычным речным песком. Этот метод применим для работы с тонкостенными трубами.
Еще один аналогичный метод – использование оправки – стальной пружины чуть меньше внутреннего диаметра самой трубы. Внутрь помещается пружина, после чего выполняется изгиб.
Таким образом, вы можете вручную сгибать тонкостенные трубы. Для профильных изделий с более мощной комплектацией эти способы не подходят.
Профильная толстостенная труба легко гнется методом «нарезки». В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе свариваются стыки секций
Толстостенные мощные профили могут изгибаться в одной или двух точках простым способом технологических подрезов. Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль сгибают до соединения стыков границ сделанных подрезов. Места примыкания границ подрезов завариваются с помощью электросварки.
Фотогалерея
Фото
Наличие в арсенале умелого мастера трубогиба позволит сделать много полезных дел по обустройству дачи, квартиры и загородного дома
Гнутый профиль удачно используется при изготовлении всевозможных садовых скамеек и кресел-качалок
Гнутый металлический профиль легко выдержит вес отдыхающих и послужит перилами
Каркас из гнутой профильной трубы в паре с поликарбонатом позволит построить отличный навес для входной группы
Из гнутого профиля выходят отличные фермы для сборки крыши уютной беседки
Металлический профиль, гнутый аркой, лучший вариант для изготовления садовой мебели. Стоит недорого, выглядит отлично, после окрашивания “равнодушна” к осадкам
С помощью ферм из гнутой профильной трубы можно быстро и без проблем построить на участке навес для машины
Домашние мастера, умеющие гнуть профильные трубы и сварки, сможет сделать настоящий шедевр – качели с балдахином и изысканным декором
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из гнутой трубы
Перила и ножки из гнутого профиля
Навес над входом
Уютная беседка с закругленной крышей
Садовая мебель для дачи
Устройство стоянки для автомобиля
Качели дачные изысканные
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты – трубогибы – дают больше возможностей для гибочных операций. Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Похоже на одну из многих моделей ручных трубогибов. Инструмент значительно облегчает гибку и позволяет производить обработку армированных профильных труб
Можно гнуть изделия разных размеров, но с учетом всевозможных технических характеристик. Разнообразие модельного ряда трубогибов профильных труб позволяет выполнять работы любой сложности.
Конструкция №1 – трубогиб ручной
В целом конструкция инструмента достаточно проста, а значит доступна для исполнения неподготовленному человеку. Они самостоятельно изготавливают не только малогабаритные мобильные конструкции ручного действия, но и стационарные системы, оснащенные электроприводом.
Для частного использования более актуальны ручные модели. К тому же изготовление ручных устройств несколько дешевле.
Небольшое количество комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие приспособления самостоятельно. Большинство деталей можно взять от любого старого оборудования
Большинство деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного приспособления, пригодного для изготовления трубогиба, собирается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- ручка подачи.
Инструмент работает по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполнены из металла, включая опорные и упорные ролики. При этом часть комплектующих (те же ролики) можно сделать из других материалов. Например, есть самодельные конструкции с роликами из дерева.
Материал рабочих органов является показателем, определяющим, с какими трубами (по толщине стенки и твердости металла) может работать трубогиб.
Конструкция №2 – Мощное механизированное устройство
Ряд самодельных конструкций не ограничивается только ручным инструментом. Ремесленники создают изделия, достойные сравнения с промышленным оборудованием. Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
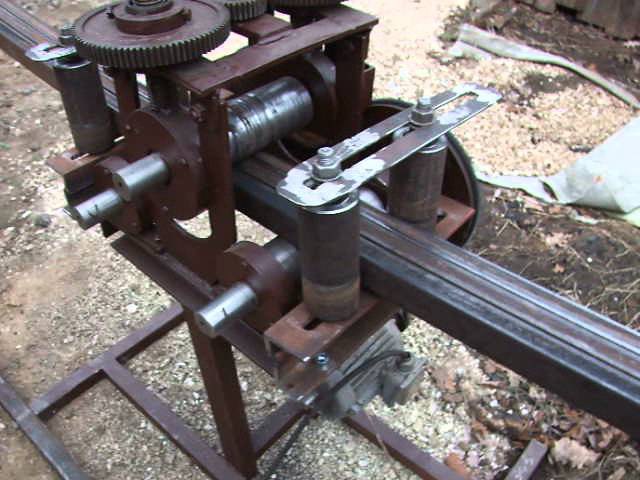
Мощный механизированный трубогиб своими руками. В качестве комплектующих брались детали от технических машин различного назначения. Машина работает от электричества
Трубогибы усиленные профильных труб оснащены электроприводом. На таких «станках» без труда гнутся профили разного сечения, имеющие толщину стенок в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- рама сваренная из швеллеров;
- два металлических прокатных ролика;
- шестерня трехступенчатая;
- металлическая цепь;
- редуктор и электродвигатель с механизмом ременной передачи.
Ролики качения установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, соединенные металлической цепью.
Цепной привод получает основной крутящий момент от редуктора, который, в свою очередь, приводится во вращение валом двигателя. Валы электродвигателя и редуктора через шкивы объединены ремнем.
Валы электродвигателя и редуктора через шкивы объединены ремнем.
Процесс гибки толстостенной профильной трубы на промышленном станке. В качестве привода используется электродвигатель. Радиус изгиба регулируется вручную винтом
Редуктор в схеме машины играет значительную роль – высокий крутящий момент вала двигателя сводится к малому крутящему моменту, передаваемому на шестерни опорных роликов. Поэтому нет необходимости устанавливать на устройство двигатель с малыми оборотами. Здесь подойдет электродвигатель со стандартной конфигурацией 960-1500 об/мин.
Все детали конструкции смонтированы на металлическом каркасе из швеллерных обрезков. Крепление деталей к раме осуществляется простым способом – болтами или сваркой. Для установки такой машины всегда найдется место на дачном участке, во дворе частного дома, в гараже для личного транспорта.
Конструкция №3 – гидравлический трубогиб
Электроприводная установка – это действительно мощная машина. Но еще более мощной является конструкция, оснащенная автомобильным домкратом.
Схема отличается непревзойденной простотой. Но в то же время характеристики устройства впечатляют. С помощью этого станка гнутся профильные трубы, которые не всегда удается согнуть даже электрическому трубогибу.
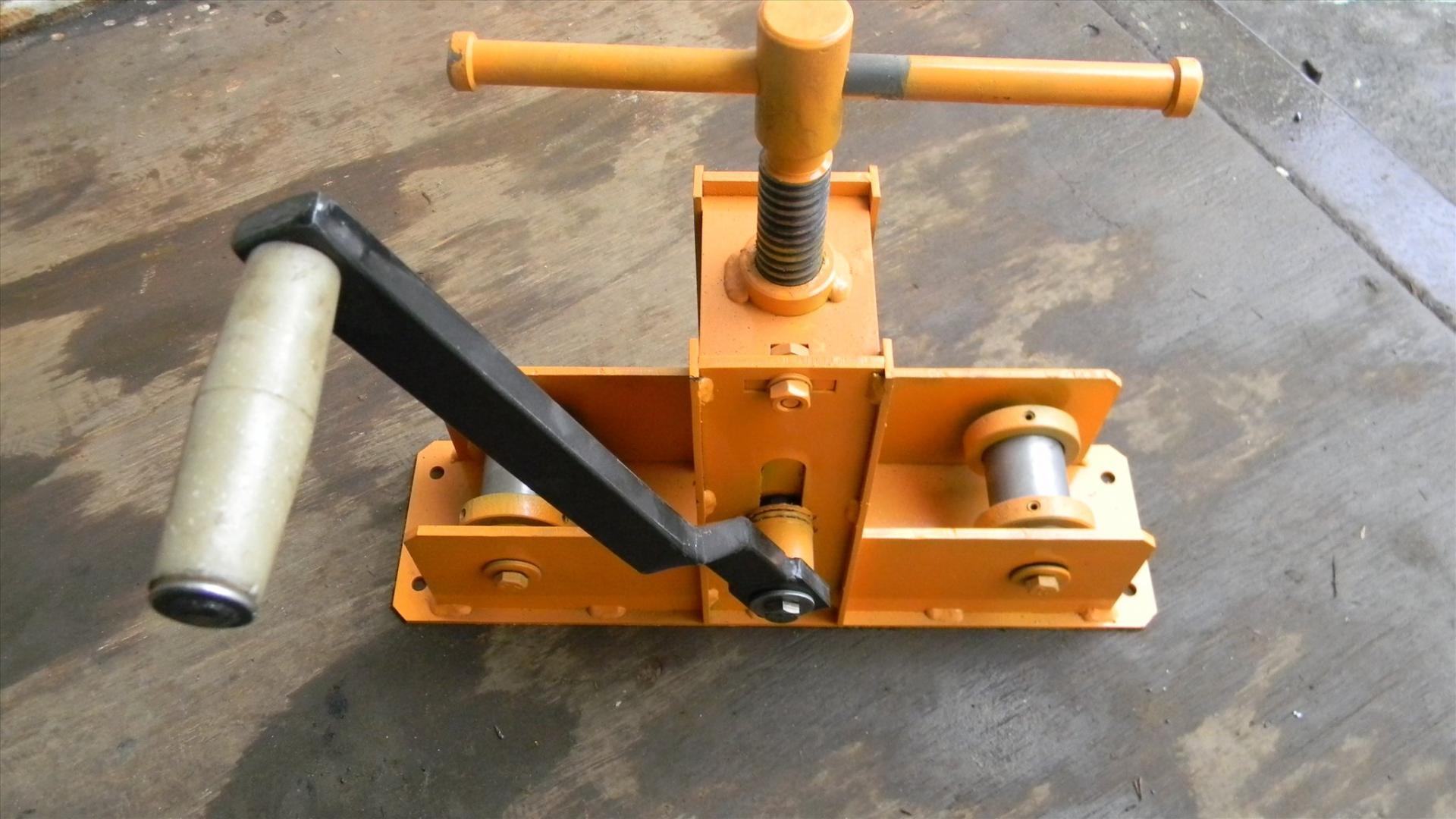
Удачный пример гидравлического трубогиба для обработки профильной трубы. Здесь в качестве силовой гидравлики используется обычный автомобильный домкрат
Пошаговый инструктаж по сборке гидроконструкции самодельного трубогиба для профильных труб начинается с подбора деталей.
Слесарю потребуется:
- три секции широкого швеллера;
- три секции узкого канала;
- замок-петля;
- три ролика на подшипниковых узлах;
- рукоятка подачи с закрепительной втулкой;
- автомобильный домкрат.
На швеллерах все детали скреплены болтами. Два верхних канала соединены друг с другом через петлевой замок. При этом один из швеллеров жестко закреплен на основании, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, выходящая с одной стороны подшипникового узла, соединена с рукояткой подачи через металлическую втулку. Соединение фиксируется шпилькой.
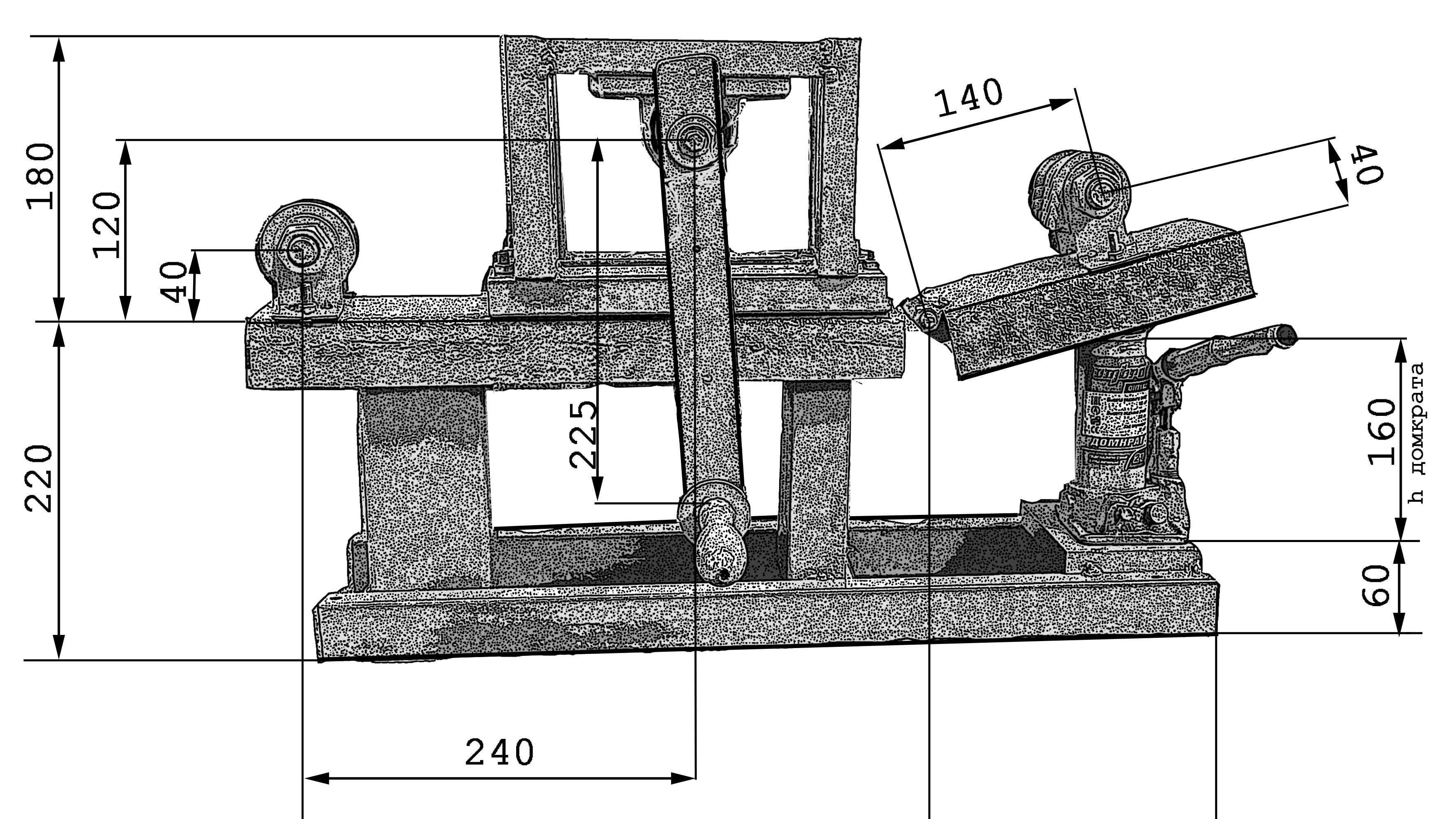
Схема приспособления для гибки профильных труб с использованием автомобильного домкрата. 1,2,3 – металлический швеллер; 4 – упорный и опорный катки; 5 – соединительная петля; 6 – автомобильный домкрат
Принцип работы конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса изгиба.
Если в предыдущих установках для регулировки использовался шпиндель, который перемещает опорный ролик по вертикальной оси, то здесь шпиндель приводится в действие «плавающим» каналом, который перемещается домкратной тягой. Такая система требует даже меньше ресурсов для сборки, чем конструкция с электроприводом.
Следующая фотоподборка ознакомит вас с процессом сборки простого листогиба с домкратом:
Фотогалерея
Фото
Перед сборкой листогибочного станка необходимо подготовить участок швеллера, который будет служить как его основа. Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Для установки боковых валков привариваем две пары стоек из профильной трубы. Пара нужна на случай изгиба с разными радиусами. Сами валки изготавливаем из стального круга диаметром 40 мм, оснащаем их подшипниками
Для возможности изменения положения бокового валка по высоте с помощью домкрата вырезаем одну из частей станины болгаркой и привариваем петлю через разрез
Проверяем насколько свободно движется подвижная часть станины. Смотрим, не смещено ли его положение относительно оси. При необходимости исправьте или переделайте
Для установки центрального валка привариваем две высокие стойки. Валок изготовлен из стального круга, подшипники поставляем как и боковые валки
Центральный валок размещаем с учетом того, что с лицевой стороны к нему будет прикреплена рукоятка рычага, необходимая для совершения вращательных движений
С «нерабочей» стороны закрепляем упором центральный валок, чтобы при вращении он не смещался по поперечной оси, т. е. чтобы он не вылетал из стойки
е. чтобы он не вылетал из стойки
К центральному ролику с рабочей стороны привариваем металлическую ручку, которая будет приводить установку в движение
Шаг 1: Подготовка основания для сборки трубогиба
Шаг 2: Установка боковых роликов
Шаг 3 : устройство подвижной части станины
Этап 4: Проверка перемещения подвижной части основания
Этап 5: Приварка подставки для основного валка
Этап 6: Установка центрального валка на стойки
Шаг 7: Фиксация центрального ролика
Этап 8: Присоединение ручки для вращения рулона
Самодельный трубогиб используется при выполнении различных работ в дачном хозяйстве. Чаще всего его используют для изготовления арок, из которых собирается теплица.
Владелец самодельного трубогиба легко изготовит все конструктивные части теплицы за один день:
Фотогалерея
Фото
С помощью описанного выше трубогиба можно согнуть профиль от 10 до 40 мм. Выбрав подходящий материал, загибаем арки, количество которых должно быть кратно 80-85 см
Переднюю арку собираем таким образом, чтобы предусмотреть место для установки двери и вентиляционного устройства. Сварка деталей
Сварка деталей
Прикрепляем поликарбонат к передним аркам перед монтажом, разрезая по факту на стройплощадке. Перед креплением прозрачного кожуха сверлим отверстия под шурупы в арках
После сборки каркаса и торцевых арок с обшивкой и обычных арок прикрепляем поликарбонат к гнутому профилю
Этап 1: Гибка труб для изготовления арок
Этап 2: Сборка передней и задней арки
Этап 3: Крепление поликарбоната к торцевым аркам
Этап 4: Крепление поликарбоната к установленным аркам
Инструкция по трубогибу
Технология не требует специальных навыков. Но в зависимости от типа используемого гибочного станка процедура складывания может сопровождаться определенными нюансами.
Для понимания разберем пример работы с ручным трубогибом, оснащенным винтом регулировки радиуса изгиба:
- Профильная труба нарезается до нужного размера.
- Ролик упорный трубогиба устанавливается в исходное положение.
- Профиль размещается в пространстве между роликами (упор сверху трубы, поддерживающий низ трубы).
- Регулировочным винтом упорный ролик с некоторым усилием прижимается к трубе.
- С помощью рукоятки подачи профильная труба перемещается вперед и назад с коротким ходом.

Короткий ход трубы и зажим с регулировочным винтом выполняют до получения необходимого радиуса изгиба.
Начинающему слесарю перед началом работы с трубогибом желательно пройти специальный инструктаж. Прибор прост в использовании, но все же требует понимания процесса.
Аналогичный инструктаж применим и для трубогибов профильных труб, конструкция которых выполнена на базе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными накопителями.
Полезные советы для «первопроходцев»
Тем, кто впервые столкнулся с гибкими профилями, рекомендуется рассмотреть некоторые особенности технологии обработки данного вида труб. Например, опытные мастера никогда не жертвуют качеством гибки ради экономии времени.
Разумнее сделать несколько слабых нажатий регулировочным винтом и несколько проходов по роликам, чем делать все сразу. Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Изготовлен шаблон для необходимого радиуса изгиба трубы. Аналогичные выкройки изготавливаются для профильных труб.
Рекомендуется работать с роликами в конфигурации, соответствующей профилю трубы. Так, если есть соответствие между величиной ширины ролика и величиной поперечного сечения профиля, изгиб будет точным и аккуратным. Кроме того, мастеру не придется периодически корректировать движение трубы от центра опорного ролика к его крайней границе.
Перед началом операции гибки профильной трубы желательно изготовить шаблон под заданный радиус изгиба. Если шаблон по каким-либо причинам сделать не удается, можно ограничиться расчетом расстояния, полученного между двумя контрольными точками после сгиба трубы. Зная расчетные показатели, заготовку можно согнуть трубогибом без периодических контрольных замеров, сократив тем самым время работы.
Выводы и полезное видео по теме
Из видео вы можете узнать, как выглядит самодельный трубогиб на кровати.
Работать с трубами профильной формы приходится довольно часто в условиях проводки дома или загородного дома. Поэтому наличие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, этот инструмент несложно изготовить самостоятельно. А сделав такой дизайн, его легко освоить и периодически применять.
Пожалуйста, пишите комментарии в блоке ниже. Расскажите о том, как вы согнули профильную трубу своими руками. Делитесь интересными технологическими тонкостями, задавайте вопросы, размещайте фото по теме статьи.
Огонь себя от обыденности
Название магазина: Fix Auto Coast Group Расположение: 8 в Калифорнии Владелец: Ричард Фиш Количество сотрудников: 14 (в среднем) Размер магазина: 36 500 квадратных футов (в среднем) Количество подъемников: 3 (в среднем) Ежемесячное количество автомобилей: 73 (в среднем) Средний заказ на ремонт: 2770 долларов (в среднем) Годовой доход: 3,5 миллиона долларов (в среднем)
Когда владелец магазина пытается носить слишком много шляп , , его или ее бизнес и сотрудники могут пострадать. Чтобы не только работать, но и развивать успешную компанию, владельцам необходимо смотреть на картину в целом, а не только на цех.
Чтобы не только работать, но и развивать успешную компанию, владельцам необходимо смотреть на картину в целом, а не только на цех.
Имея восемь магазинов и чуть менее 100 сотрудников, Ричард Фиш ведет напряженную работу на Западном побережье. Фиш является основателем и генеральным директором Fix Auto Coast Group, офисы которой расположены в Оушенсайде, Сан-Клементе, Лонг-Бич, Сигнал-Хилл, Карлсбад-Виллидж, Кирни-Меса и, совсем недавно, в Лейк-Форест, Калифорния.
Фиш говорит, что ему пришлось научиться делегировать полномочия, чтобы брать больше локаций и получать еще большую прибыль.
Хотя оно того стоило, он говорит: «Это непросто».
Предыстория
Фиш говорит, что владельцам мастерских по ремонту после столкновений бывает трудно оторваться от своих повседневных задач, чтобы работать над общей картиной.
«Люди, которые владеют бизнесом по ремонту после столкновений, выросли в нем, — говорит он, — их зона комфорта — работа в бизнесе».
Но для того, чтобы ваш магазин и его сотрудники процветали, говорит он, как владелец, вы должны научиться «увольнять себя из обыденности».
Проблема
В первые годы своей карьеры в качестве основателя магазина и генерального директора группы Фиш говорит, что увязал в повседневных задачах, таких как контроль качества, начисление заработной платы, написание стандартных операционных процедур и общение со страховыми компаниями.
«Когда вы находитесь в недрах своего бизнеса, вы пьете из пожарного гидранта», — говорит Фиш о том, насколько это может быть подавляющим.
Сосредоточение внимания на ежедневных разрозненных предметах не только вызывает стресс у владельцев, говорит он, но и может тормозить рост их бизнеса. И он не хотел владеть только одной кузовной мастерской — он хотел создать организацию.
Не было ни одного волшебного момента, когда все сложилось бы для Фиша. Он говорит, что с каждым годом, проведенным в магазине, и с каждым новым местом, которое он занимал, он научился лучше вести свой бизнес.
«Это была эволюция, — говорит он. Вот как он туда попал.
Решение
«С каждого из моих менеджеров ложится ответственность, — говорит Фиш, чья работа заключается в наблюдении, обучении, консультировании и измерении эффективности этих менеджеров.
Чтобы избавиться от повседневных задач, вам нужны правильные люди, которые возьмут на себя управление. В каждом из своих калифорнийских салонов, по его словам, он просит своих самых надежных специалистов по кузовному ремонту принять участие в собеседовании с новыми сотрудниками.
Когда дело доходит до найма оценщиков, все решают начальники цехов, потому что, проще говоря, он говорит, что они знают больше, чем он.
Что касается найма менеджеров по производству, Фиш говорит, что предпочитает продвигаться изнутри, привлекая техников. Хотя это может быть крутой кривой обучения, он говорит: «Мне нужен кто-то, кто знает, как выглядит правильный ремонт».
По словам Фиша, ключевым моментом в изучении того, кого нанимать, был некоторый самоанализ. Он говорит, что ему пришлось признать свои недостатки.
Он говорит, что ему пришлось признать свои недостатки.
«Мои пробелы в знаниях должны быть заполнены кем-то другим в компании», — говорит он, шутя, что может «подделать оценку, как никому не нужно».
По словам Фиша, один из самых трудных выборов, который ему пришлось сделать, – это делегировать задачи, которые помогли ему стать лидером, которым он хотел быть.
«Расчет заработной платы мог сделать кто угодно», — говорит он, но когда он это сделал, это позволило ему узнать имена всех и связаться со своими сотрудниками, даже похвалив их в день выплаты жалованья по поводу размера их зарплаты.
Но, уйдя из бизнеса, чтобы работать над бизнесом, он говорит, что его магазины процветают, как и все участники.
Другие советы от Фиша
Еще несколько советов от Ричарда Фиша, основателя и генерального директора восьми представительств Fix Auto.
Фиш говорит, что в течение последних 10 лет он каждый месяц публиковал KPI на стенах в комнате отдыха своего магазина, чтобы помочь своим сотрудникам достичь целей.