
Что такое профнастил, из чего делают профлист: производство и срок службы
❷Полезно знать
❸О профнастиле
❹Что такое профнастил, из чего делают профлист: производство и срок службы
Решение купить профнастил оптимально, если вам нужен недорогой материал для:
- организации кровли;
- возведения ворот и заборов;
- монтажа стен промышленно-хозяйственных зданий.
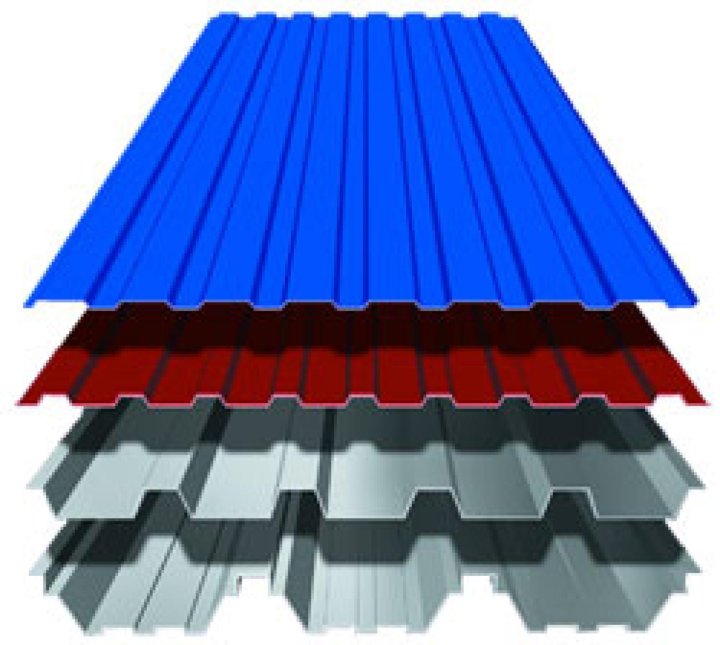
Профлист легкий в монтаже, прочный и внешне привлекательный. На рынке Украины представлено 4 типа:
- Стеновой, который предназначен для обшивки фасадов и имеет высоту рёбер от 6 до 20 мм.
- Заборный профнастил для возведения ограждений временного и постоянного назначения. Может иметь ребристую или волнистую поверхность, высота гребня от 20 до 44 мм.
- Кровельный профилированный лист, который используется в качестве перекрытия стен и крыши, содержит дополнительные канавки стока воды.
 Высота ребра от 44 до 57 мм.
Высота ребра от 44 до 57 мм. - Несущий, который считается самым прочным из всех профнастилов. Используют в качестве создания несъемной основы бетонных монолитов. Высота гребня от 57 мм.
 Высота ребра от 44 до 57 мм.
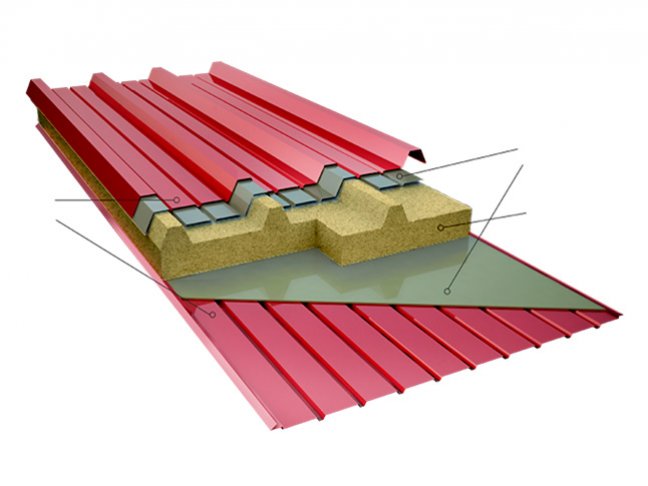
Высота ребра от 44 до 57 мм.Есть еще профлист для внутренней отделки с высотой ребра в 2,5 мм. Но его часто относят к стеновому типу, что по факту использования закономерно. Чаще всего на украинском рынке представлен оцинкованный профнастил с защитным полимерным слоем с одной или обеих сторон. Такой подход не только обеспечивает лучшую презентабельность строительному материалу, но и придает ему большую стойкость к агрессивной внешней среде и мелким механическим повреждениям вроде микроцарапин.
Изготавливают материал из листов холоднокатаной стали, который обычно покрыт слоем защитного полимера и цинка, либо полимера с добавлением алюминия. Для придания большей прочности и жесткости профнастилу, заготовку во время прокатки через станок гнут под нужными углами с конечным приданием нужного рельефа.
Также профнастил разделяют по способу применения на следующие группы:
- стальные профилированные изделия без дополнительных защитных покрытий;
- металлические оцинкованные листы;
- профнастил из хромоникелевых сплавов;
- профилированные листы из меди;
- алюминиевые композиции.
Само собой, у каждого вида есть свои особенности:
- Медные профлисты оптимальны для стен и внутренних перегородки.
- Профнастил для крыши лучше всего покупать из алюминия.
- Для заборов целесообразно приобретать из оцинкованной стали.
Выбор по использованию делает каждый сам для себя, полагаясь на опыт и предпочтения в цене, качестве, внешних показателях. Но консультация с профильным специалистом при выборе профнастила в большинстве случаях позволяет точнее определить тим материала и количество необходимых листов.
–>
Как появился профлист. Производство профнастила от «Металл Профиль».
5098 просмотров
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения. Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.
Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами. Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 – 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК.
Современное оборудование позволяет исключить из производства «человеческий фактор».Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
В статье упоминаются категории:
Профилированный лист

 Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.

 Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.

 К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
 Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
 Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
Назад к списку
Как производится картон: производство гофрированного картона
Что такое картон?
А какое тебе дело?
Скорее всего, сегодня вы потрогали картон, даже не подумав об этом. А даже если и нет, то вы точно пользовались продуктом, который на каком-то этапе транспортировался с использованием этого материала.
Но задумывались ли вы когда-нибудь о том, что такое картон? Или как это сделано?
Это руководство призвано дать вам краткий обзор этого универсального материала, а также производственных процессов и преимуществ.
Краткий справочник / Содержание
01: Начальная разработка
02: Целлюлоза? Что это такое и как это делается?
03: Окружающая среда
04: От целлюлозы к бумаге
05: Губки для картона
06: Что такое гофроагрегат?
01: Первоначальная разработка
Происхождение картона
Несмотря на путаницу в отношении его национальности (швед или немец), химик Карл. Ф. Даль разработал процесс варки древесины, который впоследствии был использован в производстве бумаги. Он назвал эту разработку «процессом Крафта», и этот термин сохранился и по сей день.
Так совпало, что по-немецки сила — «крафт». Усовершенствованный метод, получивший свое название за прочный и надежный характер готового продукта, превращает древесную стружку в бумагу, достаточно прочную, чтобы не расщепляться и не рваться.
Эта практика также считается расширением и модификацией содового процесса, но с сульфатом натрия, который является основным химическим веществом, используемым для приготовления щелока вместо гидроксида натрия.
Процесс, используемый в настоящее время на национальном уровне, создан на крафтовых или целлюлозных заводах. Даль произвел первую крафт-фабрику в 1885 году, расположенную в Швеции.
02: Целлюлоза
Что это такое и как это делается?
Прежде чем слишком углубляться в эти детали, если вы хотите лучше понять целлюлозу, первое требование — это также узнать, где изначально начинается производство.
Мельницы
Целлюлозный комбинат представляет собой промышленное предприятие, обычно большого размера, которое перерабатывает древесину, щепу и другие изделия из древесины в целлюлозу с использованием крафт-бумаги или других процессов.
Их не следует путать с бумажной фабрикой. Неинтегрированная бумажная фабрика будет закупать целлюлозу у целлюлозного завода, которая была высушена и транспортирована в виде тюков (товарная целлюлоза). Кипы будут повторно гидратироваться раствором на бумажной фабрике перед тем, как превратиться в картон.
Кипы будут повторно гидратироваться раствором на бумажной фабрике перед тем, как превратиться в картон.
Сырье
Волокна любого растения или дерева можно использовать для изготовления бумаги, однако прочность и качество этих волокон различаются в зависимости от породы дерева.
Деревья лиственных пород, как правило, имеют более короткие волокна, из-за которых получается более непрочная бумага, но при этом получается более гладкая и непрозрачная поверхность, обычно более подходящая для печати.
С другой стороны, хвойные породы деревьев, такие как сосны и ели, имеют более длинные и прочные волокна, которые обеспечивают прочность гофрированной упаковки.
Целлюлоза не только производится из древесины, но также может быть получена экологически чистым способом путем переработки древесной щепы и стружек, оставшихся от отходов лесопиления.
До переработки эти отходы вывозились на свалки или сжигались.
Процессы производства целлюлозы
Целью процесса производства целлюлозы является разделение структуры источника волокна на волокна, готовые для производства товарной целлюлозы.
Для этого волокна подвергаются одному из двух процессов, используемых для получения целлюлозы. Эти два процесса представляют собой механическую варку целлюлозы или химическую варку целлюлозы (также известную как крафт).
Химический процесс, как вы, возможно, уже читали, включает приготовление древесной стружки в растворе сульфата для переваривания древесины. И сульфат, и сульфит можно использовать для отделения волокон от лигнина, который представляет собой природное клеящее вещество, связывающее волокна.
Химическая варка целлюлозы разлагает лигнин на небольшие водорастворимые молекулы, которые можно вымыть, не ослабляя волокна. Результатом химического процесса является либо темно-коричневый цвет, либо его можно отбелить во время процедуры, в результате чего получится белая крафт-бумага.
Механическая варка целлюлозы, однако, включает измельчение окоренных бревен о вращающийся камень или дисковые шлифовальные машины для разрушения волокон с образованием целлюлозы.
Камень обрызгивают водой для удаления волокон, однако это приводит к очень незначительному удалению лигнина, что означает снижение качества бумаги, что также указывает на то, что прочность волокон могла быть снижена в результате этого процесса.
Механическая варка целлюлозы, однако, является недорогим решением, обеспечивающим более высокую производительность.
03: Окружающая среда
Принимая во внимание воздействие гофрированного картона на окружающую среду
Принимая во внимание воздействие на окружающую среду, большая часть продукции в настоящее время производится из переработанной бумаги. Бумага измельчается, а затем тот же химический процесс обрабатывается, чтобы снова расщепить бумагу на целлюлозу, ее прочность уменьшается с каждой переработкой.
Эти типы переработанных отходов можно найти в таблице ниже.
| Имя | Описание |
|---|---|
| (С) Чип | Вкладыши на основе отходов обычно имеют низкое качество, поэтому их использование в качестве центральных вкладышей в гофрированном картоне ограничено. |
| Полу-химическая флейта | Частично лиственные и частично переработанные отходы. |
| Среды Flute на основе отходов | 100% переработанные отходы, химически усиленные крахмалом. |
Материал также может быть изготовлен из устойчивых источников, в том числе сертифицированных FSC.
04: Из целлюлозы в бумагу
Производство бумаги/картона
Итак, теперь мы знаем, как работает процесс производства целлюлозы. Следующим этапом является то, как целлюлоза затем превращается в бумагу/картон. Как упоминалось ранее, бумажная фабрика будет передавать целлюлозу для следующей части процесса производства бумаги (если только фабрика не интегрирована).
Бумажные фабрики могут иметь одну бумагоделательную машину или несколько машин, производящих один или несколько сортов бумаги. Процесс изготовления бумаги остается неизменным независимо от типа производимой бумаги или размера машины.
Прежде чем целлюлоза может быть превращена в готовое бумажное изделие, она должна пройти процесс, называемый «взбиванием». По сути, мякоть отжимается и растирается машинными венчиками в большой ванне.
Могут быть добавлены наполнители, такие как мел и глина, которые влияют на непрозрачность конечного продукта. На этом этапе также могут быть добавлены проклейки, такие как крахмал, канифоль и камедь, проклейка повлияет на то, как чернила реагируют с бумагой, выбор проклейки зависит от предполагаемого использования бумаги.
Для того, чтобы затем превратить целлюлозу в бумагу, целлюлоза подается в большую автоматическую машину, часто в Фурдринье. Машина имеет движущуюся ленту с мелкими ячейками, на которой целлюлоза выдавливается через ролики для слива воды, а расположенное под ним всасывающее устройство сливает лишнюю воду.
На следующем этапе почти готовая бумага должна быть сжата между валиками из шерстяного войлока, а затем пропущена через ряд цилиндров с паровым нагревом для удаления оставшейся воды.
Бумага с предполагаемым использованием гофрированного картона теперь наматывается на колесо, и процесс завершен.
Бумага, предназначенная для других целей, может пройти другие стадии до завершения, некоторые из этих стадий включают покрытие, намотку и каландрирование (сглаживание поверхности). Обычно они создаются в автономном режиме для Fourdrinier.
05: канавки
канавки для картона
Готовая бумага для гофрированного картона теперь обычно может использоваться в качестве прокладок для внутренней и внешней прокладок из картона, которые поддерживаются канавками.
Обычно для внешней подкладки картона используется крафт-бумага (химически обработанная). Благодаря тому, что она изготовлена из древесины хвойных пород, бумага более гладкая для печати и обеспечивает некоторую устойчивость к проникновению воды по сравнению с тестовой бумагой.
Тестовая бумага, обычно изготовленная из твердой древесины или переработанной бумаги, имеет короткие волокна, придающие бумаге более абразивный вид. Шероховатая поверхность — вот почему она обычно используется для внутреннего вкладыша, печать на этой поверхности может оказаться сложной.
Шероховатая поверхность — вот почему она обычно используется для внутреннего вкладыша, печать на этой поверхности может оказаться сложной.
Итак, теперь у нас есть и внутренний, и внешний вкладыш, следующим дополнением к гофрированному картону является гофрокартон. Используемая канавка зависит от типа поддержки, которая требуется от гофрированного картона.
Ниже приведена таблица типов флейт, изготовленных из картона.
F Канавка
Очень тонкая канавка, используемая для гофрокартона.
E-канавка
Тонкая канавка, также используемая для гофрокартона (менее жесткая, чем F-канавка).
B Канавка
Чаще всего используется, ее прочность, прочность на сжатие и компактность делают ее хорошим выбором.
C Канавка
Больше, чем B, и имеет большую прочность на сжатие, но ее легче раздавить.
Двойная стенка
Комбинация двух размеров канавок. Часто B & C. Идеально подходит для прочности на сжатие.
Тройная стенка
Опять же, для изготовления этих коробок из гофрированного картона с тремя стенками обычно используется комбинация различных канавок. Они в большей степени используются для перевозки тяжелых грузов.
Они в большей степени используются для перевозки тяжелых грузов.
Как производятся эти флейты?
Мы подробно описали шаги, предпринятые для создания бумаги, готовой для производства картона, и если вы читали с самого начала, вы поняли, что стандартный гофрокартон состоит из трех частей; внешний вкладыш, внутренний вкладыш и флейта. Но прежде чем мы сможем обсудить завершение платы, производитель должен сделать еще один шаг.
Создание флейт.
Машины, называемые гофроагрегатом, выполняют обе функции: A. создают каннелюры и B. склеивают компоненты для создания готового продукта.
06: Корругаторы
Что такое корругатор?
Проще говоря, набор машин в ряд, предназначенный для склеивания трех (стандартный картон), пяти или семи листов бумаги, формирующих одно-, двух- или трехслойные гофрокартоны. Гофроагрегат представляет собой непрерывную систему, которая производит оптом.
Система работает следующим образом. Во-первых, рулоны бумаги будут подаваться в гофроагрегат, где в этот момент бумага обрабатывается теплом и паром перед подачей в машину для одинарной облицовки.
Односторонняя машина представляет собой часть машины для гофрирования, которая превращает бумагу в гофру, создавая ряд арок. Эти арки создаются большими вращающимися цилиндрами с гофрированным профилем, которые создают канавки в гофрированной бумаге. Существуют различные профили для каждого из ранее перечисленных типов флейт.
Далее, как часть предыдущего этапа, крахмал наносят на кончики каннелюр с одной стороны, после чего к канавке прикрепляют внутренний вкладыш – это называется одиночным полотном.
Вторая часть производства — это часть машины, называемая двойной подложкой. По сути, двойная подложка приклеивает одно полотно к внешней подкладке, следуя процессу, аналогичному шагу выше. Во время курса продукт нагревается, чтобы обеспечить прочность соединений, гелеобразование клея и удаление влаги.
Резюме
Все, что вам нужно знать о картоне и упаковке…
Для получения дополнительной информации о гофрированном картоне и продуктах, которые могут быть изготовлены из него, посетите разделы руководства или продукты на этом веб-сайте.
В качестве альтернативы, если у вас все еще есть какие-либо вопросы, пожалуйста, не стесняйтесь обращаться к нам, используя приведенную ниже информацию.
Дополнительная информация…
Об авторе
Джей Даггар
Менеджер по продажам | GWP PackagingДжей присоединился к GWP Packaging в середине 2008 года, прежде чем стать менеджером по продажам в 2011 году, что означает, что он проработал в GWP более 10 лет. [Читать полную биографию…]
Рекомендуемые продукты
Посмотреть упаковку в этом руководстве…
Свяжитесь с нами…
Мы здесь, чтобы помочь!
Для получения полной информации о том, как GWP будет обрабатывать ваши данные, ознакомьтесь с нашей Политикой конфиденциальности. Ваша информация не будет передана третьим лицам.
Дополнительные руководства
Все руководства и советы
Видеоконсультация
У вас есть проект упаковки, но нет возможности встретиться лицом к лицу? Закажите бесплатную видеоконсультацию сегодня!
Бесплатная загрузка в формате PDF
17 способов сократить расходы на упаковку в долгосрочной перспективе
Получите бесплатное руководство по 17 тактикам, которые помогут сократить текущие расходы на упаковку.
01793 754 444
Пн – Пт 08.00 – 17.00
[email protected]
Напишите эксперту по упаковке
Может ли ваша упаковка из гофрокартона быть лучше? Или есть новое требование? Будем рады помочь…
Как производится гофрокартон – Школа упаковки
Все используют гофроящики. Вам было бы трудно существовать в современном обществе и не иметь с ним какого-либо контакта. Но задумывались ли вы когда-нибудь о том, как они сделаны? Для изготовления коробок из гофрокартона вам понадобятся три основных материала: бумага, пар и клей. Процесс начинается с бумаги.
Бумага используется для изготовления двух основных компонентов гофрированного картона:
Вагонка — используется в качестве внешней облицовки
Рифленая бумага среднего размера, которая прикрепляется к облицовочному картону для производства комбинированного картона в непрерывном полотне
Существует множество вариантов выбора типов и толщин бумаги для гофрированного картона. Убедитесь, что вы определили цели для своей упаковки и тесно сотрудничаете с заводом по производству коробок и/или поставщиком бумаги, чтобы определить характеристики бумаги, необходимые для достижения этих целей.
Убедитесь, что вы определили цели для своей упаковки и тесно сотрудничаете с заводом по производству коробок и/или поставщиком бумаги, чтобы определить характеристики бумаги, необходимые для достижения этих целей.
После того, как вы получите бумагу, заводу по производству ящиков понадобятся еще два вида сырья для изготовления конструкционного материала, используемого для изготовления различных видов гофроупаковки: пар и клей. Пар жизненно важен для процесса изготовления коробок из гофрированного картона.
От изготовления клея, который кондиционирует слои бумаги, до нагрева сосудов под давлением, которые прикрепляют гофрированную среду к вкладышам, производство пара является бесценным процессом. Несмотря на то, что сконденсированный пар перерабатывается, стоимость котельного топлива является важным фактором при производстве упаковки. Помимо стоимости, еще одним важным фактором, который следует учитывать, является проблема безопасности в среде с высоким давлением пара.
У вас есть бумага и пар, теперь вам нужен клей — вкладыш должен быть прикреплен к рифленому материалу. Это достигается за счет использования крахмального клея. Как правило, этот клей представляет собой пищевой кукурузный крахмал на водной основе в сочетании с другими добавками. Клей наносится на кончики канавок — вершины рифленой структуры — гофрированного материала, а затем вкладыш соприкасается с кончиками, скрепляя все материалы вместе.
Поскольку мы узнали об ингредиентах, необходимых для изготовления гофрированного картона, давайте посмотрим на оборудование, которое их объединяет, — гофромашину. Эта машина выполняет ряд операций по соединению облицовочного картона и наполнителя в жесткую структуру. Современные гофроагрегаты могут производить комбинированный картон со скоростью 1000 футов в минуту.
Основная схема процесса выглядит следующим образом:
Рулоны бумаги устанавливаются на размоточных стендах и втягиваются в машину на «мокром конце» гофроагрегата.
Среда обрабатывается теплом и паром, что делает ее более эластичной, поэтому на валках для гофрирования ее можно формировать в виде гофрированного рисунка.
Валки для гофрирования (зубчатые цилиндры) придают среде волнистую структуру.
Клей наносится на кончики канавок, и первый вкладыш (который также может быть обработан паром и теплом) прижимается к клею на рифленой среде.
Тепло, давление и пар заставляют клей образовывать гель, который создает связь между двумя бумагами. Это называется односторонней паутиной.
Когда доски выходят из секции нагревательной плиты, они обычно раскатываются или разрезаются на листы удобного размера, а затем надрезаются для фальцовки.
- Платы
разрезаются по ширине и обрезаются, создавая плоские листы, соответствующие требованиям заказчика к коробке.
Листы извлекаются из гофроагрегата и укладываются в стопку, чтобы дать время для высыхания волокон и отверждения клея.
В процессе производства к бумаге добавляется влага с применением крахмального клея и паровой обработки, а также она удаляется в процессе нагревания и отверждения. Чтобы избежать коробления, эти изменения влажности должны тщательно контролироваться и балансироваться.
Воск или другие химические вещества могут быть добавлены к одной или нескольким бумагам для придания картону уникальных улучшенных свойств.
В некоторых случаях, особенно при упаковке свежих продуктов, гофрокартон подвергается воздействию чрезмерного количества влаги из холодильных и морозильных камер, а также воды из-за клеточного дыхания продуктов.

Имея так много доступных вариантов, важно уделить достаточно времени заранее, чтобы определить лучший гофрокартон для вашего применения. Поговорите со своей командой дизайнеров, а также с командой дистрибьюторов, чтобы узнать, какие возможности гофрокартона принесут вам наибольшую пользу.