Полиуретановая форма для плитки Клинкерная брусчатка F4130A
Преимущества Форма для тротуарной плитки «Клинкерная брусчатка»:
- Благодаря использованию в производстве готовых резиновых форм для производства плитки Вы существенно сократите производственный цикл, что позволит Вам сократить количество работающих форм и отказаться от части производственных площадей. А секрет в том, что бетону требуется примерно в два раза меньше времени на созревание в резиновых формах и Вы можете извлечь отливку из мягкой резиновой формы гораздо раньше, причем без всякой термообработки.
- Готовые формы не требуют разделительной смазки! Вы можете производить распалубку бетонных изделий через день или месяц, этот процесс будет простым и легким, без залипания и брака.
- Формы для декоративного камня – мягкие и эластичные, твердостью 45 единиц по Шор А, выдерживают более 3000 циклов заливки бетоном. Готовые универсальные формы не теряют геометрию и прекрасно удерживают пигменты на поверхности, что позволяет использовать все техники окраски камня.

- Готовые изделия, произведенные на наших формах для плитки, прекрасно сочетаются между собой и имеют плотную состыковку.

Назначение
Форма для тротуарной плитки «Клинкерная брусчатка» прекрасно подходит как для крупного производства, так и для изготовления искусственного камня в домашних условиях. Уникальный запатентованный материал форм спроектирован нашими химиками для тонкой передачи фактуры камня, идеально отражают самые сложные перепады.
Срок службы
Без деформаций, разрывов, без потери геометрии и износа форма выдерживает до 3000 циклов заливки бетона.
Примечание
Формы для заливки изготавливаются методом горячего литья: экструдер расплавляет гранулу и под давлением заливает в матрицу. Особенностью горячего литья является наличие мелких пузырьков на задней поверхности формы. Они не влияют на качество форм и готовых изделий
Компания «ОМА» предлагает выгодно купить по низким ценам Форма для тротуарной плитки «Клинкерная брусчатка». Всегда есть в наличии или под заказ в компании ОМА. Форма для тротуарной плитки «Клинкерная брусчатка» – заказать онлайн на сайте ОМА.
Всегда есть в наличии или под заказ в компании ОМА. Форма для тротуарной плитки «Клинкерная брусчатка» – заказать онлайн на сайте ОМА.
изготовление плитки дома; декоративная плитка своими руками; изготовление плитки в домашних условиях; Формы для изготовления плитки; Формы для декоративной плитки; Форма для облицовочной плитки; эластичные формы для плитки; Готовые формы для декоративной плитки; Готовые формы для облицовочной плитки; Готовые формы; Универсальные формы; Прочные формы для литья; Мягкие формы для литья; Формы для заливки цемента; Формы для литья бетона; Формы для литья гипса; Формы для заливки; формы для литья; Профессиональные готовые формы; Формы для гипса; формы для бетона; Формы для плитки; формы для изготовления плитки дома; формы для фасадной плитки
Критерии выбора и оценка качества пресс-форм
Пресс-формы для клинкерных термопанелей. Как выбрать и на что обращать внимание.
Пресс-форма – это, специальное оборудование для выпуска фасадных термопанелей и панелей для внутренней отделки. С помощью пресс-формы формируются геометрические размеры производимого изделия, его толщина, система стыковки панелей на фасаде, а также закладывается основа крепежной подсистемы для монтажа фасада.
Пресс-форма для клинкерных термопанелей – это, основной и самый важный инструмент для производства термопанелей методом заливки компонентов пенополиуретана. Без данного оборудования выпуск клинкерных термопанелей не представляется возможным.
Классификация пресс-формКлассифицировать пресс-формы можно по следующим характеристикам:
1. Материал, из которого выполнена пресс-форма и точность ее изготовленияПресс-формы могут изготавливаться из различных материалов, и в целом они имеют одинаковый функционал – выпуск термопанелей. Изделия, выпускаемые на разных пресс-формах, внешне хоть и идентичны, но не всегда это сходство говорит о высоком качестве клинкерных термопанелей.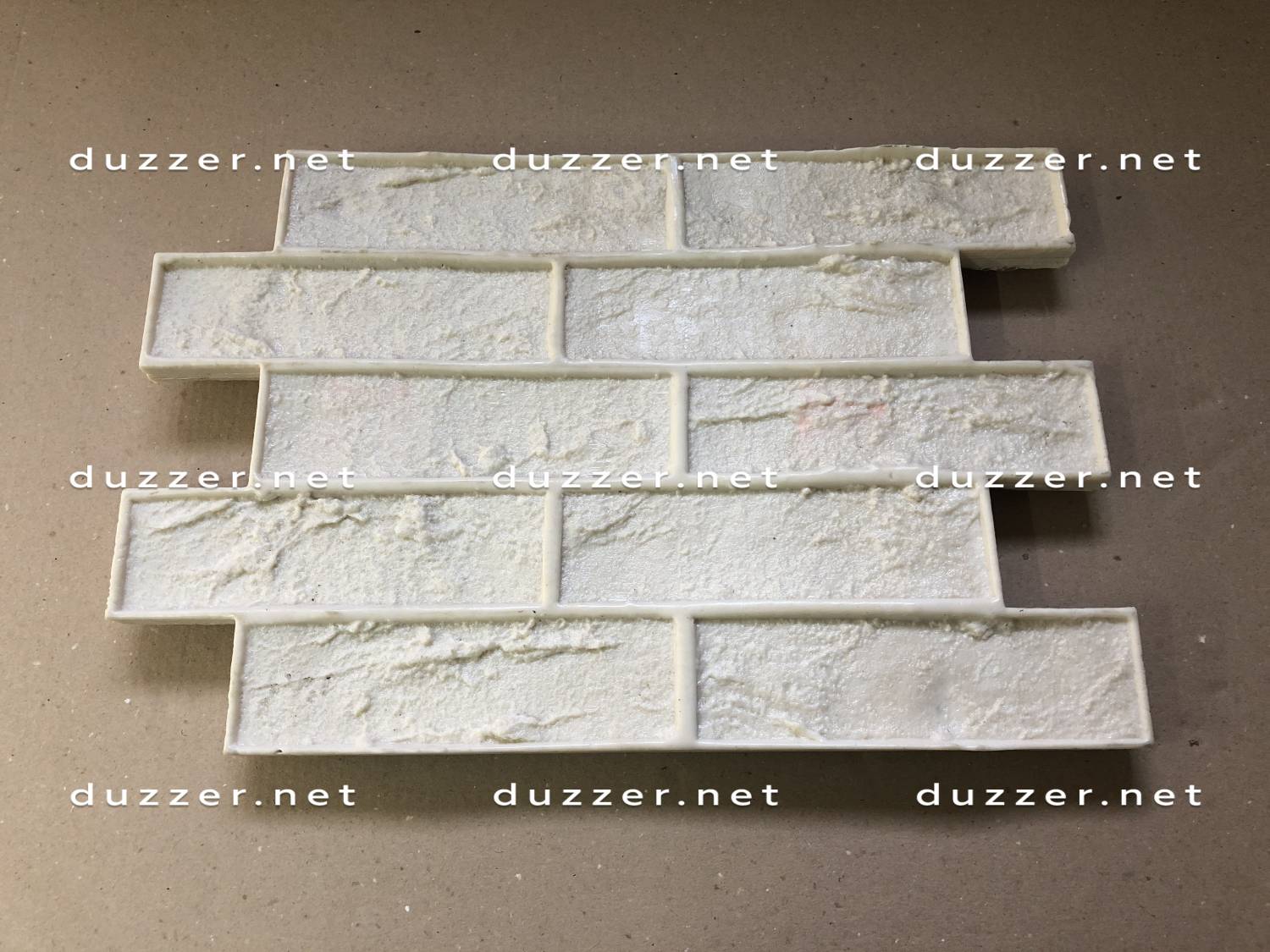 Сами же формы могут вызывать существенные проблемы и ограничения в технологии производственного процесса.
Сами же формы могут вызывать существенные проблемы и ограничения в технологии производственного процесса.
В настоящее время на рынке оборудования для производства термопанелей можно встретить пресс-формы из следующих материалов:
1.1. Полимерные пресс-формы
В своей основе они имеют стальной каркас, а непосредственно рабочая поверхность – изготовлена из полимерного слоя. Материалом для создания этой поверхности служит специальная эпоксидная смола.
Основным преимуществом таких пресс-форм, о котором заявляют их производители, является минимальная адгезия полимерного слоя и утеплителя в процессе формирования изделия (проще говоря ППУ плохо прилипает к форме). Но не стоит забывать о том, что в производственном процессе применяются разделительные смазки, и данный плюс полимерных пресс-форм не имеет никакого практического смысла.
К явным недостаткам данного инструмента можно отнести следующее:
- Для создания плотного межплиточного слоя термопанели в производстве используется кварцевый песок. Он работает как абразив, и очень быстро нарушает полимерный слой формы, а в итоге – разрушает его. Это приводит к изменению геометрических форм производимых термопанелей, а также быстрому выходу пресс-формы из производственного процесса. Качественно восстановить полимерный слой достаточно сложная и долгая процедура.
- Способ изготовления полимерных пресс-форм (слепок по мастер-модели и ручная подгонка) не позволяет добиться минимальных погрешностей в геометрии матрицы и формы в целом, что в итоге отражается на производимых изделиях. Допуски отклонений размеров могут доходить до 2-3 мм. Возможно, это не критичное значение для одной термопанели, но если монтируется фасад высотой 20 метров, то такое отклонение в размере панели приведет к завалу фасада по нескольким плоскостям до 15 см. Этот показатель очень критичен для любого вида фасадных работ.
- Полимерные пресс-формы не выдерживают нужного температурного режима, который необходим для формирования качественного ППУ. Полимерный слой становится мягким и может полностью разрушиться.
- Петлевые и замковые соединения на формах не всегда рассчитаны на работу с ППУ плотностью более 50 кг/м3. При значительных нагрузках они начинают деформироваться, что приводит к значительной потере качества выпускаемых термопанелей.
 Он работает как абразив, и очень быстро нарушает полимерный слой формы, а в итоге – разрушает его. Это приводит к изменению геометрических форм производимых термопанелей, а также быстрому выходу пресс-формы из производственного процесса. Качественно восстановить полимерный слой достаточно сложная и долгая процедура.
Он работает как абразив, и очень быстро нарушает полимерный слой формы, а в итоге – разрушает его. Это приводит к изменению геометрических форм производимых термопанелей, а также быстрому выходу пресс-формы из производственного процесса. Качественно восстановить полимерный слой достаточно сложная и долгая процедура. Полимерный слой становится мягким и может полностью разрушиться.
Полимерный слой становится мягким и может полностью разрушиться.Учитывая явные минусы, полимерные пресс-формы не подходят в качестве надежного оборудования для изготовления клинкерных термопанелей.
Данные формы будут очень качественным и практичным инструментом при работе с эластичным ППУ (например изготовление подушек). Они подойдут и для производства декоративных изделий из пенополиуретана (фасадный декор, мебельная лепнина), так как полимерному слою достаточно просто придать необходимую для этих изделий рельеф и структуру.
1.2. Алюминиевые пресс-формы
Алюминиевые пресс-формы обычно имеют стальной силовой каркас, а матрица, формирующая изделие (клинкерную термопанель) выполнена из алюминия. Качество данного вида пресс-форм напрямую зависит от уровня квалификации производителя этого инструмента. При необходимости и возможностях производителя можно соблюсти требуемые точности геометрических размеров пресс-форм, и как следствие, выпускаемых с их помощью термопанелей.
Качество данного вида пресс-форм напрямую зависит от уровня квалификации производителя этого инструмента. При необходимости и возможностях производителя можно соблюсти требуемые точности геометрических размеров пресс-форм, и как следствие, выпускаемых с их помощью термопанелей.
К явным недостаткам алюминиевых пресс-форм относятся:
- Средний уровень износа песком, как абразивным материалом;
- Несмотря на положительное свойство алюминия, как теплопроводность, пресс-формы способны быстро набирать необходимую для производственного процесса температуру, но также быстро могут ее терять. В результате существенно ухудшается качество сформированного в ней ППУ и термопанели, как изделия;
- Высокая стоимость качественно изготовленной пресс-формы.
Алюминиевая пресс-форма может использоваться в качестве инструмента для производства клинкерных термопанелей, но не всегда позволит произвести качественное изделие.
1.3. Стальные пресс-формы
Стальная пресс-форма имеет усиленный каркас, который придает ей достаточную жесткость конструкции и не позволяет деформироваться при работе с высокой плотностью ППУ. Технология обработки металлов позволяет изготовить матрицу с минимальными геометрическими погрешностями, которые не должны превышать 0,2 мм по всей длине изделия (клинкерной термопанели). Качество изготовленных пресс-форм напрямую зависит от навыков и опыта производителя данного инструмента. У данного вида пресс-форм можно выявить только один явный недостаток – это, более долгий, по сравнению с алюминиевыми пресс-формами, процесс доведения формы до температуры, требуемой для технологического процесса. Но данный минус очень просто исключается при грамотной организации производственного цикла.
Технология обработки металлов позволяет изготовить матрицу с минимальными геометрическими погрешностями, которые не должны превышать 0,2 мм по всей длине изделия (клинкерной термопанели). Качество изготовленных пресс-форм напрямую зависит от навыков и опыта производителя данного инструмента. У данного вида пресс-форм можно выявить только один явный недостаток – это, более долгий, по сравнению с алюминиевыми пресс-формами, процесс доведения формы до температуры, требуемой для технологического процесса. Но данный минус очень просто исключается при грамотной организации производственного цикла.
Стальные пресс формы лишены всех недостатков полимерных и алюминиевых форм.
К преимуществам можно отнести:
- Не повреждается песком, как абразивным материалом, и не требует восстановления геометрии матрицы;
- Не боится перепадов температур и высоких температурных режимов;
- Имеет большой запас прочности и сверхдолгий срок эксплуатации, если не будет подвержена внешним физическим повреждениям.

Для укладки клинкерной плитки и формирования межплиточного шва используются специальные матрицы. Самыми распространенными форматами клинкерной плитки, которые применяются в термопанелях являются:
- Формат 240х71 мм. В этом размере клинкерная плитка выпускается немецким, китайскими, российскими и др. производителями. Его можно назвать самым распространенным и универсальным размером клинкера. Стоит обратить внимание на то, что только в этом формате клинкера существуют цельные (не склеенные) угловые элементы плитки. Их размер 240х71х115 мм;
- Формат 245х65 мм. С таким размером выпускают клинкерную плитку польские производители. По своей структуре и материалу, из которого она изготовлена, данная плитка не является клинкером (это фасадный керамогранит, имитирующий кирпич различных фактур и цветовых решений), но служит очень качественным и не дорогим его заменителем;
- Формат 300х150 мм. В этом размере существует и клинкерная плитка и керамогранит. Является универсальным форматом плитки, которую принято называть цокольной;
- Форматы, например 365х52 мм, 240х52 мм, 210х50 мм и другие – менее распространены на рынке.
 В этом размере существует и клинкерная плитка и керамогранит. Является универсальным форматом плитки, которую принято называть цокольной;
В этом размере существует и клинкерная плитка и керамогранит. Является универсальным форматом плитки, которую принято называть цокольной;При выборе пресс-форм для изготовления клинкерных термопанелей нужно обязательно выбрать наиболее подходящий формат раскладки матрицы пресс-формы.
3. По толщине утеплителя пенополиуретана (ППУ)Пенополиуретан это утеплитель, который формируется в процессе заливки теромпанели. В зависимости от климатических особенностей региона, где будут применяться теромопанели и пожеланий покупателя, они могут изготавливаться с толщиной утеплителя от 20 до 100 мм (изготавливать более толстые панели с применением ППУ в качестве утеплителя не является целесообразным).
Стоит отметить тот факт, если для изготовления панелей меньшей толщины, путем применения вставок из листовых материалов, использовать пресс-формы, предназначенные для выпуска термопанелей толщиной 100мм, то существенно пострадает геометрия конечного изделия (клинкерной термопанели). Поэтому, для каждой толщины утеплителя должна быть подходящая пресс-форма.
Поэтому, для каждой толщины утеплителя должна быть подходящая пресс-форма.
50-60 мм – это, толщина утеплителя (ППУ), будет самой оптимальной и востребованной у покупателя термопанелей.
4. По способу формирования стыковки клинкерных термопанелейПо возможности и способу стыковки можно выделить следующие аспекты, на которые необходимо обратить внимание:
- Стыковка шип-паз. При данном способе панели между собой соединяются не плотно, и явными недостатками такой стыковки являются: вероятность появления «мостиков холода» и проникновения влаги в фасад. Также при ведении монтажа термопанелей сложно придерживаться горизонтальной линии. Данный вид стыковки панелей является не качественным и не эффективным.
- Стыковка внахлест клинкерной плиткой, или просто вклеивание недостающей плитки на фасаде после стыковки панелей. Это самый неэффективный и примитивный способ, не требующий от производителя приобретения хоть какого-то профессионального оборудования. При использовании данного способа стыковки часть плиток приклеена только наполовину. И ко всем недостаткам присущим шип-паз, добавляется еще и большая вероятность искривления (завал) межплиточного шва.
 При использовании данного способа стыковки часть плиток приклеена только наполовину. И ко всем недостаткам присущим шип-паз, добавляется еще и большая вероятность искривления (завал) межплиточного шва.
При использовании данного способа стыковки часть плиток приклеена только наполовину. И ко всем недостаткам присущим шип-паз, добавляется еще и большая вероятность искривления (завал) межплиточного шва.- Стыковка шип-паз с нахлестом утеплителя. Данный вид стыковки панелей исключает наличие «мостиков холода» (в данном случае это зависит только от качества монтажа). Этот способ позволяет без особых навыков и усилий быстро и качественно осуществлять монтажные работы. А при точной геометрии пресс-форм позволяет избежать зазоры между панелями в месте их соединения, что исключает проникновение влаги.
.
Качественная пресс-форма должна обязательно создавать возможность стыковки шип-паз с нахлестом утеплителя.
ВыводПри выборе пресс-форм для выпуска клинкерных термопанелей стоит обратить внимание на следующие аспекты:
- Материал, из которого пресс-форма произведена. Для выпуска термопанелей оптимально подойдет качественно изготовленная стальная форма.
- Изначально опередить приоритетный размер клинкерной плитки или ее заменителя. Желательно в линейке производимых термопанелей иметь как минимум два варианта размерности клинкера.
- Произвести анализ и расчет необходимой толщины утеплителя.
- Определить какой способ стыковки панелей будет необходим. Во всех качественно изготовленных пресс-формах предусматривается стыковка шип-паз с нахлестом утеплителя.
 Для выпуска термопанелей оптимально подойдет качественно изготовленная стальная форма.
Для выпуска термопанелей оптимально подойдет качественно изготовленная стальная форма.Форма для бетонной плитки – Etsy Турция
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
 (
1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
(
1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)Викторианские формы для плитки размером 5 x 5 дюймов (12) Изготовьте сотни цементно-гипсовых напольных и настенных плиток – ФОРМЫ ДЛЯ КИРПИЧНОГО И ПЛИТОЧНОГО ШПОНА
ТЕПЕРЬ ПОЛУЧИТЕ БЕСПЛАТНУЮ ДОСТАВКУ В КОНТИНЕНТАЛЬНУЮ СТРАНУ США И СКИДКУ НА ДОСТАВКУ В ДРУГИЕ ЧАСТИ МИРА!
ВЫ МОЖЕТЕ СДЕЛАТЬ СОТНИ ПОДОБНЫХ ПЛИТОК. ..
..
ПРИМЕРНО ПО 0,10 ДОЛЛАРА ЗА КАЖДЫЙ!
МЫ НАУЧИМ ВАС…
И ВЫ МОЖЕТЕ НАЧАТЬ НА СЛЕДУЮЩЕЙ НЕДЕЛЕ!
Процесс “КАК СДЕЛАТЬ” настолько прост… практически каждый может это сделать!
Это как делать торт! Но духовка не нужна!
Мы рекомендуем использовать пакеты с премиксом SAND MIX при изготовлении плитки или камня толщиной менее 2 дюймов.
ВОТ КАК …
1. Смажьте формы… легкое растительное масло подойдет, если у вас нет смазки для форм.
2. Смешайте мешок с заранее приготовленной бетонной смесью… возьмите лопату, воду и что-нибудь, чтобы смешать ее.
3. Добавьте бетонный цвет, который не является обязательным… если только вы не хотите просто серый.
4. Разлейте смесь по формам… немного встряхните, чтобы бетон уплотнился и вышли пузырьки воздуха.
5. Дайте заполненным формам постоять день или около того, не тревожась… Можно и ночь.
6. Аккуратно переверните формы на следующий день… и вытащите из формы то, что вы создали!
Это, очевидно, упрощенная версия процесса, но это так просто. К каждой покупке прилагаются БЕСПЛАТНЫЕ инструкции и поддержка по электронной почте.
К каждой покупке прилагаются БЕСПЛАТНЫЕ инструкции и поддержка по электронной почте.
ХОТИТЕ СВОБОДУ И НЕЗАВИСИМОСТЬ ДЛЯ СОБСТВЕННОГО БИЗНЕСА… ИЛИ ПРОСТО ХОТИТЕ ПРОИЗВОДИТЬ ПЛИТКУ И КАМЕНЬ ДЛЯ СОБСТВЕННОГО ИСПОЛЬЗОВАНИЯ… ДИЗАЙН (#1110), ФОРМЫ ДЛЯ ПЛИТКИ ДЛЯ БЕТОННОЙ ПЛИТКИ ДЛЯ ИЗГОТОВЛЕНИЯ НАПОЛЬНОЙ И НАСТЕННОЙ ПЛИТКИ В РУЧНОЙ РАБОТЕ. ВЫ МОЖЕТЕ ЗАКАЗАТЬ СКОЛЬКО КОЛИЧЕСТВО ПО ЭТОЙ СПЕЦИАЛЬНОЙ ЦЕНЕ! ТЫ МОЖЕШЬ ЛЕГКО ПОТРАТАТЬ ЭТУ СИЛУ ВСЕГО ONE ПЛИТКА РУЧНОЙ РАБОТЫ! С НАШИМИ ФОРМАМИ ВЫ МОЖЕТЕ ИЗГОТОВИТЬ СКОЛЬКО ХОТИТЕ МЕНЕЕ 0,10 ДОЛЛАРА ЗА КАЖДЫЙ! И ВЫ МОЖЕТЕ ОТДЕЛИТЬ ИХ В ЛЮБОМ ЦВЕТЕ И ТЕХНИКЕ, КОТОРЫЕ ВАМ НРАВИТСЯ. СМОТРИТЕ НЕКОТОРЫЕ ФОТОИЛЛЮСТРАЦИИ ДЛЯ ИДЕИ.
БЕСПЛАТНАЯ ДОСТАВКА В КОНТИНЕНТАЛЬНУЮ СТРАНУ США И СКИДКА НА ДОСТАВКУ ПО ВСЕМУ МИРУ!
МЫ ТАКЖЕ ПРЕДЛАГАЕМ ФОРМЫ ДЛЯ ПЛИТКИ ЭТОГО СТИЛЯ И ФОРМЫ В ВИКТОРИАНСКИХ ФОРМАХ РАЗМЕРАМИ 12 X 12 ДЮЙМОВ И 11 X 5 ДЮЙМОВ.
Большая часть плитки, изображенной на наших фотографиях, была недавно изготовлена покупателями наших форм того или иного стиля, у которых не было опыта изготовления бетонной плитки! Наши формы можно использовать сотни раз, если за ними правильно ухаживать.