
Анодировка алюминия в Кирове: 82-товара: бесплатная доставка, скидка-8% [перейти]
Партнерская программаПомощь
Киров
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Анодировка алюминия
GTV: Направляющая MITO, 3,0 м, алюминий без анодировки A-TMITO-300-00 Бренд: GTV
ПОДРОБНЕЕЕще цены и похожие товары
Gola Trend Профиль вертикальный боковой, для 16мм ДСП, L=4700мм, отделка алюминий (анодировка) Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Решетка вентиляционная 400х80 мм, черный матовый, алюминий, анодировка (17078)(р) Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Linear Штанга для одежды 10х30 c демпфером, L=2000мм, отделка алюминий (анодировка) Материал:
ПОДРОБНЕЕЕще цены и похожие товары
Решетка вентиляционная 400х80 мм, белый RAL9016, алюминий, анодировка (17124)(р) Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Профиль 1310 для LED подсветки врезной, L=3100 мм, отделка алюминий (анодировка), HW. 005.102.PR.SLR
005.102.PR.SLR
ПОДРОБНЕЕЕще цены и похожие товары
Бокс анодированный алюминиевый Серебро 10*10*1 Цвет: серебристый, Материал: алюминий
ПОДРОБНЕЕЕще цены и похожие товары
Комплект защитных накладок H.720 мм для посудомоечных машин, отделка алюминий (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
Gola Профиль Led Г-образный под пропил с рассеивателем, для 16мм ДСП, L=4100мм, отделка алюминий (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
Профиль 1812 для LED подсветки врезной, L=3100 мм, отделка алюминий (анодировка) Тип: заглушка,
ПОДРОБНЕЕЕще цены и похожие товары
HPP.02.0160.SL-BP Ручка-профиль накладная L.192мм, отделка алюминий шлифованный (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
Ручка-профиль накладная L.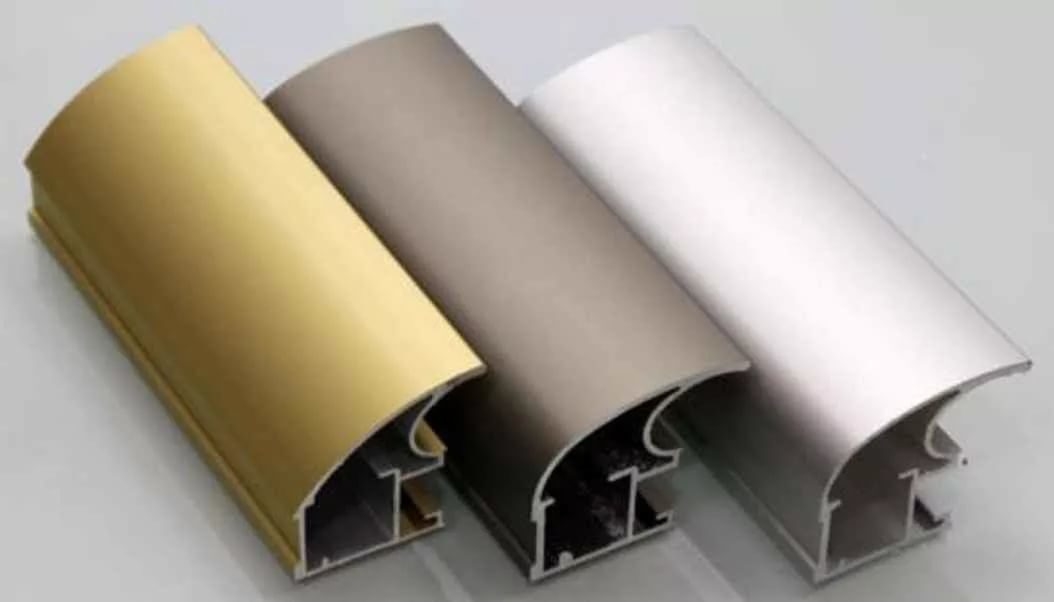 96мм, отделка алюминий шлифованный (анодировка) Материал: алюминий
96мм, отделка алюминий шлифованный (анодировка) Материал: алюминий
ПОДРОБНЕЕЕще цены и похожие товары
51 910
Osculati 44.487.10 – Анодированный алюминиевый профиль 56×14 мм (4 компл. по 6 м.) Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Gola Профиль Led Г-образный под пропил с рассеивателем, для 16мм ДСП, L=4100мм, отделка алюминий (анодировка), R1746L.50S.L41
ПОДРОБНЕЕЕще цены и похожие товары
Комплект защитных накладок H.720 мм для посудомоечных машин, отделка алюминий (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
HW.005.097.PR.SLR Профиль 2817 LED GOLA Г-образный под пропил для 16мм ДСП, L=3000мм, отделка алюминий (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
Профиль 1718 для LED подсветки, под пропил, 16/18мм ДСП, L=3000мм, отделка алюминий (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
HPP. 02.0064.SL-BP Ручка-профиль накладная L.96мм, отделка алюминий шлифованный (анодировка)
02.0064.SL-BP Ручка-профиль накладная L.96мм, отделка алюминий шлифованный (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
Gola Trend Профиль вертикальный промежуточный, для 16мм ДСП, L=4700мм, отделка алюминий (анодировка)
ПОДРОБНЕЕЕще цены и похожие товары
Бокс анодированный алюминиевый Серебро 20*20*1.5 Цвет: серебристый, Материал: алюминий
ПОДРОБНЕЕЕще цены и похожие товары
Gola Trend Профиль горизонтальный с одним закруглением L=4200мм, отделка алюминий (анодировка) Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Ручка накладная L.140мм, отделка алюминий шлифованный (анодировка) Тип: ручка, Материал: алюминий
ПОДРОБНЕЕЕще цены и похожие товары
Бокс анодированный алюминиевый Серебро 15*15*1,5 Цвет: серебристый, Материал: алюминий
ПОДРОБНЕЕЕще цены и похожие товары
Решетка вентиляционная 400х60 мм, черный матовый, алюминий, анодировка (17125) Тип: вентиляционная
ПОДРОБНЕЕЕще цены и похожие товары
Ручка-профиль накладная L. 352мм, отделка алюминий шлифованный (анодировка) Материал: алюминий
352мм, отделка алюминий шлифованный (анодировка) Материал: алюминий
ПОДРОБНЕЕЕще цены и похожие товары
Профиль рамочный, L=4000мм, отделка алюминий шлифованный (анодировка), FP.12P.400.SL-BP Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Gola Trend Профиль вертикальный боковой, для 16мм ДСП, L=4700мм, отделка алюминий (анодировка) Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Ручка накладная L.290мм, отделка алюминий шлифованный (анодировка) Тип: ручка, Материал: алюминий
ПОДРОБНЕЕЕще цены и похожие товары
Анодирование в домашних условиях – способы и технология
У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой. Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях.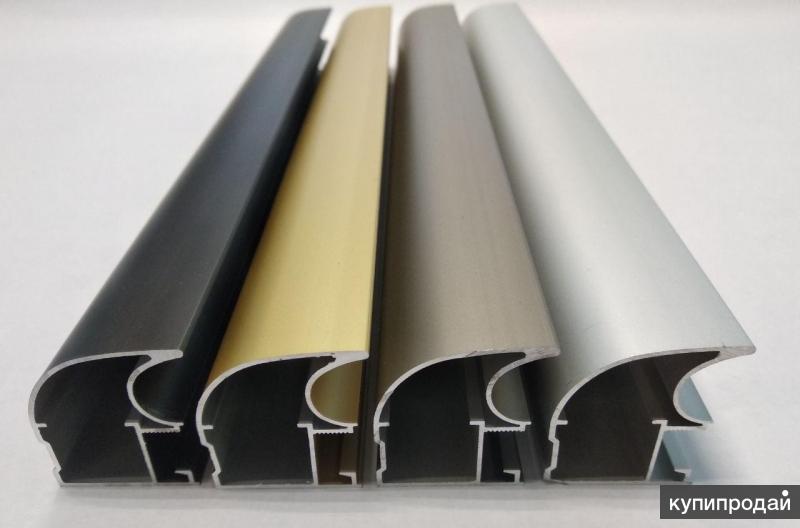 Но что это такое, и зачем это нужно для металла?
Но что это такое, и зачем это нужно для металла?
Содержание:
- Что такое анодированная металлическая поверхность
- Преимущества анодированного металла
- Разные способы
- Теплый метод
- Холодный метод
- Технология анодного оксидирования
- Разновидности электролитов
- Опасные моменты
Что такое анодированная металлическая поверхность
Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
Схема процесса анодирования в домашних условиях- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению.
 Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
 Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.к содержанию ↑
Преимущества анодированного металла
Анодное оксидирование (анодирование) различных металлов, проведенное в домашних условиях, конечно, сильно уступает тому, что проводится с применением промышленного оборудования. Но, все же, оно способно обеспечить изделию ряд преимуществ:
- Повысить устойчивость к коррозии — благодаря тому, что оксидная пленка препятствует проникновению влаги к металлической основе, обеспечивая надежную защиту. Применение такого процесса на быстро ржавеющих предметах обихода или дисках и деталях бытовой техники способно значительно продлить срок их службы.
- Увеличить прочность металла и стали: оксидированное покрытие намного устойчивее к механическим и химическим повреждениям.
- Обработанная таким образом посуда нетоксична, устойчива к длительному нагреву, пища на ней не пригорает.
- Металлические изделия после анодированной обработки приобретают диэлектрические свойства (совсем или почти не проводят ток).
- Возможность провести гальваническое напыление другого металла (хромовое, титановое). Выполненное своими руками, оно способно значительно увеличить прочностно-механические характеристики или повысить декоративные качества (напыление под золото).

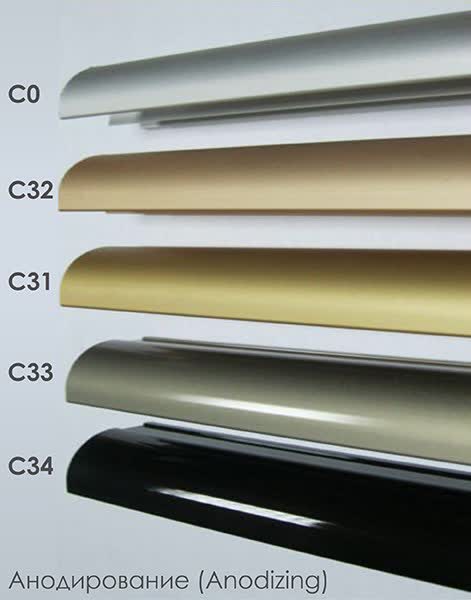
Кроме того, процесс дает возможность декорирования. Можно сделать цветное анодное оксидирование. Такой результат можно получить, изменяя уравнения силы подаваемого тока и плотности электролита (это возможно, когда проводится анодирование титана и других твердых материалов) или с использованием краски (чаще для алюминия и других мягких металлов, но этот процесс применяется и на твердых основах). Окрашенные таким образом предметы имеют более ровный и глубокий цвет.
Промышленный метод дает более высокую прочность покрытия, возможность провести глубокое анодирование с одновременным нанесением катодной электрохимической пенки, дающей дополнительную защиту от коррозии. Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
к содержанию ↑
Разные способы
Провести процесс оксидированной обработки стали в домашних условиях можно двумя способами. Каждый из них имеет свои недостатки и преимущества.
Теплый метод
Наиболее легкий процесс для проведения своими руками. Успешно протекает при комнатной температуре, при использовании органической краски, позволяет создавать удивительно красивые вещи. Для этой цели можно использовать как готовые краски, так и аптечные красители (зеленку, йод, марганец).
Твердое анодирование по такой технологии получить не удастся, оксидная пенка получается непрочная, дает слабую защиту от коррозии, легко повреждается. Но, если сделать окрашивание поверхности после такой методики, то сцепление (адгезия) покрытия с основой будет очень высокой, нитроэмали или другие краски будут держаться прочно, не облезут, обеспечат высокую степень защиты от коррозии.
к содержанию ↑
Холодный метод
Эта методика при проведении в домашних условиях требует внимательного контроля за температурой, допуская ее колебания от –10 до +10°C (оптимальная температура для проведения электрохимической реакции согласно уравнению – 0°C). Именно при таком температурном режиме анодная и катодная обработка поверхности протекает наиболее полно, медленно создавая прочную защитную оксидную пленку. Это позволяет домашнему умельцу своими руками провести твердое анодирование, обеспечив стали максимальную защиту от коррозии.
По этой методике можно сделать гальваническое напыление, нанеся на изделие медь, хром или золото, рассчитав силу тока по специальным уравнениям. После такой обработки повредить деталь или диски из стали очень сложно. Защита от коррозии эффективно действует на протяжении многих лет даже при контакте с морской водой, может использоваться для продления срока службы подводного снаряжения.
Маленьким минусом служит то, что краска на такой поверхности не держится.
 Для придания металлу цвета используется метод напыления (медь, золото) или электрохимическое изменение цвета под воздействием электрического тока (сила тока и плотность электролита высчитываются по специальному уравнению).
Для придания металлу цвета используется метод напыления (медь, золото) или электрохимическое изменение цвета под воздействием электрического тока (сила тока и плотность электролита высчитываются по специальному уравнению).к содержанию ↑
Технология анодного оксидирования
Весь процесс, проводимый своими руками, можно разделить на этапы:
- Поверхности дисков и других деталей из металла хорошо очищаются от загрязнений, моются, шлифуются.
- Проводится обезжиривание Уайт-спиритом или ацетоном.
- Выдерживается необходимое время в щелочном растворе (оно рассчитывается по уравнению, исходя из структуры материала).
- После этого диски или другие металлические изделия погружаются в электролит, где проводится анодная и катодная реакция наращивания оксидной пленки.
- Если проводилось холодное обрабатывание изделия, то после извлечения его из емкости следует тщательно промыть от кислоты, просушить. После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
- При тепловом процессе пленка будет пористая, мягкая, требующая дополнительного закрепления, проводимого путем окунания в чистую кипящую воду или посредством воздействия горячего пара. Потом ее нужно хорошо промыть.
 После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.к содержанию ↑
Разновидности электролитов
В домашних условиях применяют не только промышленные химические кислотные растворы, но и простые средства, которые можно найти на любой кухне:
- Проводя анодирования титана, можно брать натрия хлорид, серную или ортофосфорную кислоты.
- Для алюминия применяют щавелевую, хромовую или серную кислоты.
- Вместо кислот для анодной и катодной обработки дисков или других предметов из стали можно использовать поваренную соль с пищевой содой. Сделать необходимый электролит можно, смешав 9 частей концентрированного содового раствора с одной частью солевого.
Время выдержки дисков, пластин, других металлических предметов в электролитной емкости под током рассчитывается по уравнению, исходя из физико-химических параметров.
к содержанию ↑
Опасные моменты
При использовании кислот в качестве электролита необходимо строго соблюдать правила техники безопасности. Пренебрежение ими может привести к несчастным случаям:
- При попадании на кожу из-за того, что используется разбавленный препарат, возможны небольшие ожоги. Но для глаз такая концентрация опасна, поэтому не следует пренебрегать защитными очками и перчатками.
- Под воздействием тока выделяются кислородные и водородные пары, которые при смешивании образуют гремучий газ. Работая в плохо вентилируемом помещении, можно получить взрыв от любой искры, который может привести к смертельному исходу.
Соблюдая технику безопасности и этапы технологической обработки, можно получать прочные красивые вещи: хромировать автомобильные диски, создавать ювелирные украшения «под золото», добавлять прочности деталям бытовых механизмов в зависимости от применяемых технологий.
Какова цель анодирования?
Благодаря своим желательным качествам такие металлы, как алюминий, магний, титан и т. д., использовались в различных отраслях промышленности, включая автомобильную, аэрокосмическую, электронную и т. д. Однако эти применения требуют использования этих металлов в сложных условиях. операционные среды.
Определенные обстоятельства, при которых эти металлы теряют некоторые из своих качеств, включают высокую влажность, высокие температуры, наличие кислот и солей в рабочей среде и т. д. Это приводит к выходу из строя некоторых металлов в процессе эксплуатации, что увеличивает стоимость техническое обслуживание или замена компонентов.
При использовании в этих обстоятельствах были разработаны методы сохранения этих металлов. Одним из методов защиты этих металлов от агрессивных рабочих сред является анодирование. Это помогает сделать эти металлы более устойчивыми, что снижает стоимость замены и обслуживания компонентов.
В этой статье мы обсудим все, что вам нужно знать об анодировании, его целях, преимуществах, типах процесса анодирования и его применении в аэрокосмической промышленности.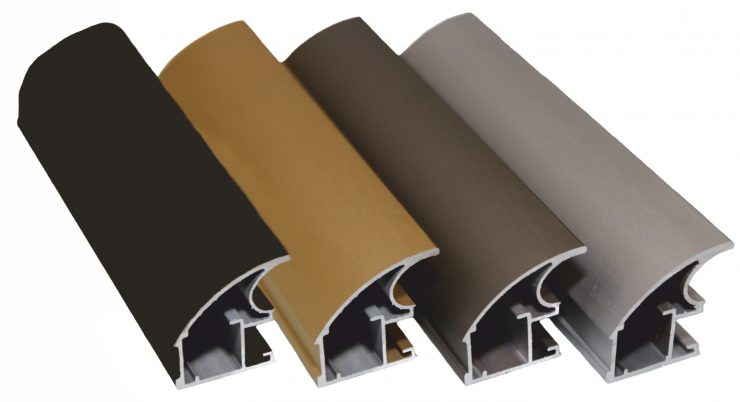
Что такое анодирование?
Анодирование — это электрохимический процесс, при котором металлическая поверхность превращается в декоративное, прочное, коррозионно-стойкое покрытие из анодированного оксида. Хотя другие цветные металлы, такие как магний и титан, также могут быть анодированы, алюминий лучше всего подходит для этого процесса. Структура анодного оксида, полностью состоящая из оксида алюминия, исходит из алюминиевой подложки.
Этот оксид алюминия полностью интегрируется с основной металлической подложкой, а не наносится на поверхность, как краска или покрытие, что делает его устойчивым к сколам и отслаиванию. Кроме того, его хорошо организованная пористая структура позволяет проводить дополнительные процедуры, такие как окрашивание и герметизация. Алюминий анодируют, погружая его в ванну с кислым электролитом, а затем пропуская через него электрический ток.
В резервуаре для анодирования установлен катод; алюминий служит анодом, заставляя ионы кислорода высвобождаться из электролита и соединяться с атомами алюминия на поверхности анодируемого компонента. Следовательно, анодирование — это усиление естественного явления за счет тщательно контролируемого окисления.
Следовательно, анодирование — это усиление естественного явления за счет тщательно контролируемого окисления.
Анодирование — недорогой высококачественный метод отделки. В результате он широко используется в ряде приложений во многих секторах. Его применение настолько разнообразно, что, скорее всего, вы используете анодированный металлический компонент каждый день.
- Аэрокосмическая промышленность.
- Автомобилестроение.
- Архитектура.
- Товары народного потребления.
- Сектора товаров для дома.
Как работает анодирование?
Само название дает четкое объяснение принципа действия анодирования. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем компонент помещают в раствор электролита, который является кислым. Химические элементы в этом растворе, включая фосфат натрия, наполняют ванну положительными и отрицательными ионами.
Химические элементы в этом растворе, включая фосфат натрия, наполняют ванну положительными и отрицательными ионами.
Вы подключаете отрицательный конец цепи или катод к металлическому электроду в ванне после того, как компонент был погружен в воду и закреплен на подвеске, чтобы он не двигался. Алюминиевый компонент вытягивает отрицательные ионы O2 (анионы) из раствора, а отрицательный электрод вытягивает положительные ионы (катионы) из компонента, когда на цепь подается напряжение.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Разобьем процесс на следующие простые шаги:
- Превратите деталь в анод с положительным зарядом
- Превратите металлические пластины в катод с отрицательным зарядом
- Погрузите оба в кислотную ванну
- Подать напряжение
- Вычитание ионов алюминия из детали, создание пор
- Привлечение ионов кислорода к поверхности детали
- В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Процесс анодирования алюминия включает следующие этапы:
Предварительная обработка
Поверхность детали должна быть сначала подвергнута механической и химической обработке. Сначала отполируйте или отпескоструйте поверхность, чтобы придать детали желаемый вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст ей матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы придать детали желаемый вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст ей матовый вид.
Химические вещества, которые вы используете перед анодированием, повлияют на степень глянца вашего продукта. Например, травление придаст вашему изделию красивую сатинированную поверхность. Для глянцевого покрытия выберите блестящее погружение или химическую полировку.
Промывка
Путем ополаскивания изделия в деионизированной воде и других растворителях можно удалить загрязнения из изделия, такие как отходы механической обработки, такие как смазочные материалы и охлаждающая жидкость. Погрузите очищенные детали в раствор гидроксида натрия (NaOH) и азотной кислоты, чтобы удалить покрытие с поверхности металла (HNO3). Если предмет уже подвергался механической обработке, эта процедура не всегда необходима.
Вы можете скрыть эти пятна, чтобы предотвратить образование на них анодированной поверхности.
Травление (химическое измельчение)
Щелочное травление часто включает использование раствора гидроксида натрия. В результате получается светло-серый сатиновый блеск на поверхности металла (за счет диффузного отражения падающего света). Подавляющее большинство рабочих мест используют этот метод предварительной обработки.
Скорость травления объекта зависит от нескольких факторов, в том числе от температуры, количества присутствующего раствора гидроксида натрия и количества ионов алюминия, выделившихся в раствор. Когда ионы алюминия присутствуют в высоких концентрациях, раствор теряет свою эффективность. Могут быть дополнительные ионы, некоторые из которых могут быть компонентами сплава, мешающие процессу и оставляющие дефекты на поверхности изделия.
Проблема ионного загрязнения решается за счет использования травильных растворов, предотвращающих воздействие высвобождающихся ионов Al3+ и других металлов. Компоненты этих растворов являются секретом для компаний, которые их производят, однако они часто содержат секвестрирующие агенты, содержащие комплексные ионы металлов. Хотя эти растворы не имеют неограниченных возможностей для этого, партия травления поддерживается в рабочем состоянии, потому что протравленная работа «переносит» раствор и время от времени заменяется новым раствором для травления.
Хотя эти растворы не имеют неограниченных возможностей для этого, партия травления поддерживается в рабочем состоянии, потому что протравленная работа «переносит» раствор и время от времени заменяется новым раствором для травления.
Раствор для травления также содержит пенообразователи, которые снижают количество сильного дыма и тумана, образующихся при интенсивных реакциях. Важно помнить, что на этом этапе определяется внешний вид конечного продукта. Независимо от того, насколько хорошо изделие анодировано или окрашено, на неправильно протравленной работе будут видны царапины или дефекты.
Кислотное удаление шлама
В результате травления на алюминии образуется «грязевое» покрытие. Грязь от серого до черного цвета представляет собой нерастворимый остаток сплава, остающийся после вытравливания алюминия. Раствор азотной кислоты чаще всего используется для удаления этой копоти, оставляя подготовленную поверхность готовой к анодированию.
Анодирование
Поместите компонент(ы) в ванну для анодирования, пока электрическая цепь все еще питает его. Состав раствора, температура, плотность тока, напряжение и время — это лишь несколько примеров параметров, которые могут изменяться в зависимости от желаемых атрибутов, упомянутых выше.
Состав раствора, температура, плотность тока, напряжение и время — это лишь несколько примеров параметров, которые могут изменяться в зависимости от желаемых атрибутов, упомянутых выше.
Цвет
Вы можете управлять цветом компонента во время анодирования. Длины волн видимого спектра нанометрового размера могут отражать свет различными способами, в зависимости от толщины оксидного покрытия. Различные параметры используются для получения различных оттенков.
Чтобы придать детали бронзовый или черный блеск, погрузите ее в раствор солей металлов. Они взаимодействуют с поверхностью, заполняя поры химическим соединением бронзового или черного цвета. Электролитическая окраска – это название, данное ему.
Окрашивание погружением, при котором поры заполняются раствором красителя, можно использовать, если вы хотите получить другой цвет. Поместите ваш компонент после погружения его в краситель в теплой деионизированной воде, чтобы остановить любые дополнительные реакции. Окрашивание погружением является наименее устойчивым из описанных здесь методов окрашивания, поскольку со временем цвет может ухудшиться под воздействием УФ-излучения.
Окрашивание погружением является наименее устойчивым из описанных здесь методов окрашивания, поскольку со временем цвет может ухудшиться под воздействием УФ-излучения.
Герметизация
После анодирования поверхность компонента необходимо загерметизировать, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Если поры не закрыты, анодированные предметы могут быть липкими на ощупь. Кроме того, открытые поры могут забиваться грязью, токсинами и пятнами.
Существует три общих процесса герметизации пор:
Горячее запечатывание DI
Этот метод включает погружение компонента в почти доведенную до кипения деионизированную воду. Когда компонент соединяется с водой, образуется вещество, называемое бемитом, или гидратированный оксид алюминия. Бемит заполняет поры и занимает больше места, чем оксид алюминия.
Процесс стандартизации прост. Тем не менее, он потребляет много энергии и может вызвать растекание красителя и утечку цвета на окрашенных изделиях.
Среднетемпературная герметизация
Этот метод, в котором используются соли металлов в растворе, такие как соли никеля, магния или кобальта, для взаимодействия с поверхностью и заполнения пор, требует меньше энергии, чем термическая герметизация.
Этот метод уменьшает образование уплотняющей сажи или поверхностных минеральных отложений и предпочтителен для цветных компонентов. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная или комнатная герметизация
Холодная герметизация часто использует составы фторида никеля, которые взаимодействуют с пористым слоем оксида алюминия с образованием герметизирующего фторалюминатного слоя, который затем осаждается на поверхности.
В ходе этого процесса поверхность травится для улучшения характеристик и сцепления. Кроме того, он соответствует нескольким автомобильным и военным стандартам. Однако это может быть медленным, и может потребоваться горячая водяная баня, чтобы ускорить процесс отверждения, что затрудняет управление.
Какие материалы можно анодировать?
Следующие материалы могут быть анодированы:
Алюминий
Наиболее распространенными материалами для анодирования являются алюминий и алюминиевые сплавы. Благодаря высокому соотношению прочности к весу и относительной доступности алюминий широко используется в промышленности. Общие характеристики алюминия улучшаются, а срок его службы увеличивается за счет анодирования. Существует множество различных процедур анодирования алюминия.
Магний
Магний обычно анодируют для использования в качестве грунтовки для краски, и для этого применения подходят тонкие покрытия (всего 5 мкм). Коррозионная стойкость магниевых материалов может быть улучшена за счет более толстого анодного покрытия (25 мкм и более). Для достижения наилучших результатов эти покрытия необходимо герметизировать силикат натрия, воск или масло.
Для анодирования магнием применимы следующие спецификации: AMS 2466, AMS 2478, AMS 2479и ASTM B893.
Титан
Имплантаты челюсти, бедра и колена часто изготавливаются из анодированного титана. Кроме того, анодированный титан популярен для изготовления предметов искусства, бижутерии, украшений для пирсинга и обручальных колец, поскольку технология анодирования позволяет получать различные оттенки без использования красителей. Толщина оксидного слоя от 30 нанометров до нескольких микрометров влияет на цвет. Напряжение анодирования, в свою очередь, определяет толщину.
AMS 2487 и 2488 являются применимыми стандартами для анодированного титана.
Ниобий
Химические вещества и процедуры, аналогичные анодированию титана, могут использоваться для ниобия. Изменяя толщину покрытия, которая также зависит от напряжения анодирования, можно получить различные цвета. Украшения для костюмов и тела, памятные монеты и другие очень привлекательные предметы часто изготавливаются из анодированного ниобия.
Тантал
необходимо анодировать с использованием метода, аналогичного методу для титана и ниобия. Регулируя толщину пленки, можно создавать различные привлекательные цвета. В зависимости от используемого химического раствора и температуры процесса напряжение, необходимое для анодирования тантала, обычно составляет от 18 до 23 Ангстрем на вольт. Наиболее популярным типом тантала, используемого для изготовления конденсаторов, является анодированный тантал.
Регулируя толщину пленки, можно создавать различные привлекательные цвета. В зависимости от используемого химического раствора и температуры процесса напряжение, необходимое для анодирования тантала, обычно составляет от 18 до 23 Ангстрем на вольт. Наиболее популярным типом тантала, используемого для изготовления конденсаторов, является анодированный тантал.
Цинк
Процесс анодирования цинка может быть сложным. При использовании с напряжением до 200 В постоянного тока смесь фосфата аммония, хромата и фторида может создавать анодированные покрытия толщиной до 80 мкм на цинковых сплавах, повышая их твердость и коррозионную стойкость.
Компоненты из оцинкованной стали могут быть анодированы с использованием химических ванн, содержащих силикат натрия, гидроксид натрия, буру, нитрат натрия и сульфат никеля при более низких напряжениях (20-30 В постоянного тока).
MIL-A-81801 — одна из применимых спецификаций для анодированного цинка.
Преимущества анодирования алюминия Преимущества анодирования алюминия: Для полного склеивания и непревзойденной адгезии анодирование представляет собой реактивную отделку, которая сливается с основным металлом.
Сохранение цвета
Большинство анодированных изделий имеют необычайно долгий срок службы и обеспечивают значительные финансовые выгоды благодаря экономии затрат на техническое обслуживание и эксплуатацию. Для полного склеивания и непревзойденной адгезии анодирование представляет собой реактивную отделку, которая сливается с основным металлом.
Простое техническое обслуживание
Почти нет царапин или износа в результате изготовления, обращения, установки, обычной очистки поверхности от грязи или эксплуатации. Анодированную поверхность обычно можно очистить водой с мягким мылом или промыть, чтобы вернуть ей первоначальный вид. Для более твердых отложений можно использовать мягкие абразивные чистящие средства.
Эстетика
Анодирование уменьшает или полностью устраняет несоответствия цвета, обеспечивая при этом широкий спектр вариантов блеска и цвета. Кроме того, анодирование, в отличие от других видов отделки, позволяет алюминию сохранять свой металлический вид.
Стоимость
Более высокая долгосрочная ценность достигается за счет более низкой первоначальной стоимости отделки в сочетании с меньшими затратами на техническое обслуживание.
Безопасность и здоровье
Анодирование – безвредный метод, который не оказывает негативного влияния на здоровье. Анодированные покрытия нетоксичны, химически стабильны, не разрушаются и могут выдерживать нагрев до температуры плавления алюминия (1221 градус по Фаренгейту)
Процесс анодирования неопасн и не имеет токсичных или опасных побочных продуктов, поскольку он усиливает естественно существующую оксидную реакцию.
Недостатки анодирования алюминия
- Для этой технологии подходят только определенные марки алюминия, Нержавеющая сталь
- , устойчивая к строительному раствору, соли, хлору и морской среде, не может использоваться с этим изделием.
- Этот процесс вытягивается из основного металла, что позволяет изменять цвет.
- В низкосортных металлах нельзя добиться совпадения между партиями, что затрудняет воссоздание согласованности между партиями, чем в высококачественных металлах, где возможно совпадение на 95%.
- Самый дорогой вариант для небольших количеств (требуется сплав более высокого качества в дополнение к и без того высоким затратам на установку).
Тип процессов анодирования и использования:
Тип I Тип I Тип I9003
типа I9003
типа I9003
типа I заключается в защите важных суставов и структур. Учитывая толщину покрытия, которая обычно составляет от 0,08 до 0,2 мил, коррозионная стойкость очень хорошая. Сформированная оксидная пленка мягче и менее пористая, чем пленка, полученная с использованием других методов, и она производится без значительных потерь материала от усталости. Пленка легко разрушается, имеет светло-серый непрозрачный цвет. Когда эту пленку запечатывают дихроматным герметиком, она приобретает зеленоватый оттенок.Техника управляется напряжением, начиная с плавного увеличения до 40 вольт, в зависимости от предлагаемого типа. Тип I и тип IB — это две разновидности, указанные в военной спецификации MIL-PRF-8625F. В то время как тип IB работает при напряжении от 20 до 22 вольт, тип I создает типичные покрытия при напряжении около 40 вольт.
Когда используется?
Анодирование хромовой кислотой — это процесс нанесения покрытия на металл, используемый, когда требуется тонкое покрытие и высокий уровень коррозионной стойкости. Алюминиевый компонент погружается в ванну с хромовой кислотой во время процедуры химической конверсии для получения покрытия типа I.
Плюсы
- Защита от коррозии
- Непроводящая / электрическая изоляция
- Повышенная диэлектрическая прочность
- Меньшее поглощение пигментации
- Подходит для деталей с жесткими допусками
- Допускает более высокую степень изгиба
Тип II
Наиболее часто используемым методом анодирования является анодирование типа 2, часто известное как сернокислотное анодирование. Защитное покрытие из оксида алюминия создается путем изменения поверхности материала алюминиевой подложки.
Лучше всего подходит для ситуаций, когда необходимы твердость и стойкость к истиранию.
Кроме того, сернокислотное анодирование можно использовать в качестве основы для систем окраски или для усиления поверхностной коррозии и защиты в сложных условиях эксплуатации. В частности, при изготовлении цветной отделки поверхности алюминия и связанных с ним сплавов используется пористый характер покрытий серной кислотой перед герметизацией.
Когда используется?
Серное анодирование широко используется во всех отраслях промышленности для общего и коммерческого анодирования алюминия.
Военный стандарт MIL-A-8625 чаще всего используется в качестве основы для покрытия типа II. Это обозначение является глобальным отраслевым стандартом для коммерческого использования в аэрокосмической, автомобильной и медицинской отраслях, а также в военных и оборонных целях.
Плюсы
- Защита от коррозии
- Стойкость к истиранию
- Повышенная твердость
- Улучшенная тепловая или электрическая изоляция
- Повышенная смазывающая способность
- Гораздо более тонкое покрытие по сравнению с красками или порошковыми покрытиями
- Нарастание размеров часто можно игнорировать для обработанных деталей
Тип III
Анодирование алюминия типа III, также известное как анодирование с твердым покрытием или твердое анодирование, используется для улучшения термических и диалектических свойств обработанных алюминиевых изделий, а также их износостойкости и коррозионной стойкости. Кроме того, при анодировании типа III улучшается способность удерживать смазочные материалы и покрытия из ПТФЭ (например, Sanford HardlubeTM).
Толщина природного оксидного слоя на алюминиевых поверхностях увеличивается за счет анодирования твердого покрытия. При анодировании типа III толщина слоев природного оксида, обычно составляющая от 2 до 3 нанометров, может быть увеличена до 50 мкм* (0,002 дюйма) или даже выше. Правильно нанесенные твердые анодные покрытия создают очень равномерный равномерный слой по всей поверхности обрабатываемого объекта.
Военный стандарт Mil-A-8625 Тип III категории дал начало аббревиатуре Тип III анодирование. * мкм = микрометр (длина нанометра в 1000 раз больше).
Когда используется?
Используется всякий раз, когда приложение требует сверхтвердой поверхности. Процесс аналогичен серному анодированию, но слой оксида алюминия производится при гораздо более высоком напряжении и более низких температурах.
Pros
- Поверхность с высокой стойкостью к истиранию (60 – 70 Rockwell C)
- Толщина варьируется от 0,0005 до 0,003 дюйма (половина толщины и половинного проникновения)
- Носится лучше
- Коррозионная стойкость
Химическая пленка / алодин
Для достижения результатов, аналогичных анодированию, этот процесс включает покрытие компонента алодином.
Когда в начале 1900-х годов был разработан метод анодирования алюминия, производители часто использовали хромовую кислоту, но сегодня большинство деталей анодируют серной кислотой (тип II и тип III).
Существует множество вариантов добавления цвета при анодировании алюминиевых компонентов. Чтобы окрасить участок, в его открытые поры вводят пигмент. Чтобы сохранить желаемый оттенок, цветной пигмент запечатывается, когда он достигает поверхности. Это сохраняет внешний вид ваших деталей, создавая визуальный эффект, который не изнашивается и не стирается.
Когда используется?
Chem film или Alodine — это химическое конверсионное покрытие, которое в основном используется для защиты алюминия от коррозии. Он в основном используется для пассивации алюминия, так как защищает этот металл и служит основой для лакокрасочных покрытий. Он не затрагивает алюминий, поэтому его легче покрасить, ничего не меняя.
Услуги по анодированию алюминия
Valence предлагает все виды анодирования, включая, помимо прочего:
Анодирование типа I
- Анодирование бором – Анодирование борно-серной кислотой (BSAA) является альтернативой анодированию хромовой кислотой (CAA), которое создает тонкопленочное анодное покрытие и обеспечивает защиту от коррозии и механическая связь.
- Винно-серное анодирование – Винно-серное анодирование (TSA) является альтернативой хромовокислотному анодированию (CAA), образующему тонкопленочное анодное покрытие, обеспечивающему защиту от коррозии и механическую связь. Это экологически безопасное решение, которое обычно указывается в программах Airbus, таких как A350.
- Хромовое анодирование – Анодирование хромовой кислотой (CAA) создает тончайший анод, обеспечивая такую же коррозионную стойкость, как и другие типы анодирования, такие как борное или серное.
Тип II
- Анодирование серной кислотой – Анодирование серной кислотой (SAA) используется, когда требуется твердость и стойкость к истиранию, и создает поверхность, более твердую, чем традиционное хромовое анодирование.
Тип III
- Твердое анодирование – Твердое анодирование производится в ванне с серной кислотой, но в результате получается гораздо более толстое поверхностное анодное покрытие, чем при традиционном сернокислотном анодировании.
Анодирование фосфорной кислотой
- Анодирование фосфорной кислотой – Анодирование фосфорной кислотой (PAA) чаще всего используется для склеивания, обеспечивая превосходную пористую поверхность для склеивания с композитами.
Пожалуйста, свяжитесь с нами по любым вопросам о нашем процессе анодирования или запросите предложение сегодня.
Заключение
Основной целью анодирования является улучшение следующих свойств анодированного металла, к которым относятся: износостойкость, коррозионная стойкость, смазывающая способность поверхности, рассеивание тепла, диэлектрические (непроводящие) свойства , адгезия и эстетика. Эти свойства очень важны для предприятий, которые используют эти металлы (алюминий и его сплавы) в обслуживании, помогая им сэкономить сотни тысяч долларов на обслуживании и затратах на замену компонентов.
Если вашему бизнесу нужны функциональные алюминиевые детали, подверженные коррозии или износу, например детали самолетов или потребительские товары, свяжитесь с нами, и мы будем более чем рады помочь.
Анодирование – SAF.com
Часто задаваемые вопросы по анодированию
- Что такое анодирование?
- Что такое анодирование алюминия?
- Что такое твердое анодирование?
- Является ли анодирование экологически безопасным?
- Как выбрать между покраской и анодированием?
- Может ли анодирование скрыть царапины?
- Могу ли я ожидать однородного цвета от анодирования?
- Должен ли я запрашивать образцы анодированного цветового диапазона?
- Какие алюминиевые сплавы рекомендуются для анодирования?
- Какой литейный алюминиевый сплав рекомендуется для анодирования?
- Чем отличается покраска от анодирования?
- Сколько времени занимает анодирование алюминия?
- Что такое яркое падение?
- Чем полезен анодированный алюминий?
- Что такое щелочное травление?
- Является ли анодное покрытие хорошим электроизолятором?
- Как покрасить алюминий?
- Можно ли сваривать анодированный алюминий?
- Как насчет меток стоек анодирования?
- Как очистить анодированный алюминий?
- Что такое заказное анодирование?
- Какие коды заказов на анодирование SAF?
Обслуживание в США из Атланты, Джорджия, Реддинга, Калифорния, Индианаплолиса, Индиана, и Темпла, Техас, с линиями анодирования в Атланте и Реддинге.

Прозрачная, светлая бронза, средняя бронза, темная бронза, скульптурная бронза, черный, золотой
Являясь производителем анодирования алюминия с 1946 года, мы заслужили репутацию надежного поставщика анодирования и сопутствующих товаров и услуг по всей стране. Кроме того, как давний член Совета по анодированию алюминия, мы по-прежнему привержены ответственному анодированию для улучшения отрасли и приложений клиентов.
Как мы можем обещать отгрузить анодированные алюминиевые профили и листы SAF со склада на следующий день? Являясь национальным дистрибьютором алюминиевых профилей и листов, а также запатентованной SAF Enterprise ERP System, мы можем предложить услуги на следующий день в наличии на складе алюминиевых профилей и менее 10 партий алюминиевых листов.
SAF — это специальное устройство для анодирования алюминия, обеспечивающее быстрое обслуживание в любых условиях. Положитесь на наших экспертов по алюминиевым покрытиям, чтобы помочь вам с вашими спецификациями анодированного покрытия для алюминиевых деталей мебели. Или выберите из обширного ассортимента SAF алюминиевые экструзионные формы или размеры алюминиевых листов в наличии, которые мы можем анодировать и отправить на следующий день после заказа! Анодированный алюминиевый лист SAF отвечает большинству архитектурных, строительных и других требований.
Или выберите из обширного ассортимента SAF алюминиевые экструзионные формы или размеры алюминиевых листов в наличии, которые мы можем анодировать и отправить на следующий день после заказа! Анодированный алюминиевый лист SAF отвечает большинству архитектурных, строительных и других требований.
Выберите механическую, химическую (очищенную, протравленную), защитную/декоративную, архитектурную класс I, II анодную отделку.
Большинство заказов на анодированные листы партиями доставляются в течение 1–5 дней. У нас также есть большой запас предварительно обработанных алюминиевых листов как с анодированным, так и с окрашенным покрытием. Поговорите со специалистом по анодированию SAF на наших заводах в Джорджии, Индиане или Калифорнии.
Платное анодирование SAF. Большие танки. Опыт. Превосходный сервис.Toll Finishing — мы анодируем ваш алюминий в соответствии с вашими требованиями
- Clear, Bronze и Black в оттенках и отделках
- С 1946 года обслуживает все отрасли промышленности: архитектурную, аэрокосмическую, морскую, военную, электронную, автомобильную.
- Котировки за 24 часа
- Срочные услуги
- Стеллаж по индивидуальному заказу
- Травление по индивидуальному заказу
- Полностью экологичный процесс – без красителей, растворителей и тяжелых металлов.

Алюминиевые профили, алюминиевые листы, сборные тормозные профили, алюминиевые рельсы, мелкие детали, решетки, жалюзи, рамы или алюминиевая катушка. Наши резервуары для анодирования и подготовки большой емкости справятся с вашим следующим проектом.
См. также: Подготовка металлов к финишной обработке
Анодирование – это…
… электрохимический процесс финишной обработки, который загущает и придает жесткость естественному защитному оксиду. Нажмите здесь, чтобы получить ответы на распространенные вопросы об отделке алюминия.