
Цветное анодирование алюминия – Aluminium Guide
Среди различных способов окрашивания анодного покрытия – цветного анодирования – электролитический метод (двухстадийное окрашивание, электролитическое окрашивание) является, безусловно, самым интересным.
Электролитическое окрашивание алюминия
Основные характеристики, по которым этот метод имеет преимущества:
- однородность цвета;
- окрашивания тонких анодных покрытий;
- скорость окрашивания;
- стоимость;
- сопротивление воздействию света;
- коррозионная стойкость.
Электролиты на основе сульфата олова
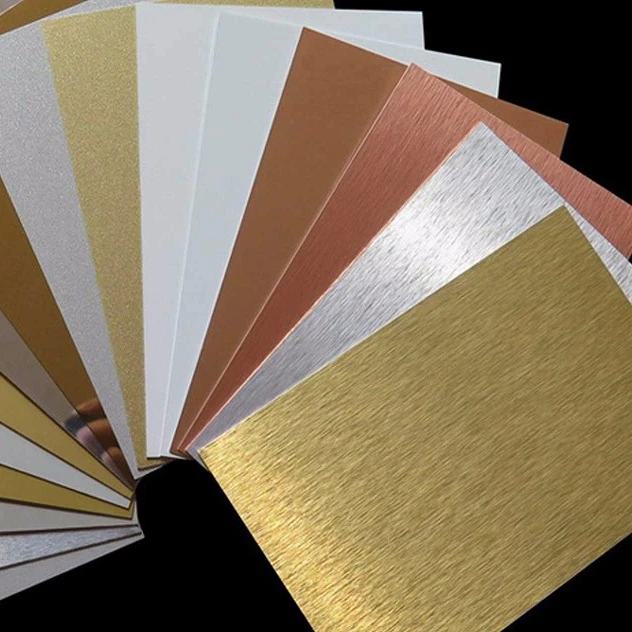
Наиболее широко применяется электролитическое окрашивание в электролитах на основе сульфата олова. Эти электролиты дают все оттенки «бронзы» – от светлой до темной и далее – до черного цвета (рисунок 1). Кроме того, с помощью современных преобразователей тока с ними можно получать, например, такие цвета, как «шампань» и «нержавеющая сталь».
Рисунок 1 – Основные цвета при электроокрашивании анодированного алюминия
в электролите на основе сульфата олова
(названия цветов условны, цвета могут отличаться от фактических цветов на профилях)
Электролитический метод заменил старый и дорогой метод интегрального окрашивания, когда цвет, например, бронзовый, получают с помощью высокого напряжения в электролитах на основе органических кислот одновременно с получением анодного покрытия (одностадийное окрашивание).
В отличие от интегрального окрашивания электролитическое окрашивание дает возможность получения спектра цветов и их оттенков не только в различных электролитах, но также в одном и том же электролите, но с различной формой волн электрического тока/напряжения, причем дешевле и проще.
Влияние анодного слоя на электроокрашивание
Поверхностный слой, который подвергается окрашиванию, состоит из:
- электропроводной алюминиевой основы;
- барьерного оксидного слоя толщиной 50-2000 ангстрем (то есть примерно в 2000 раз тоньше оксидного слоя) и
- пористого оксидного слоя толщиной 10-20 мкм.
Электроокрашивание очень чувствительно к химическому составу окрашиваемого алюминиевого сплава, например, к содержанию таких элементов, как железо и кремний. Химический состав алюминиевого сплава может влиять на пористость анодного оксидного слоя и, тем самым, на тон получаемого цвета.
Однако условия анодирования оказывают еще большее влияние, так как олово осаждается на дно поры и различные размеры этого дна дают при одном и том же количестве осаждаемого олова различную толщину осажденного слоя.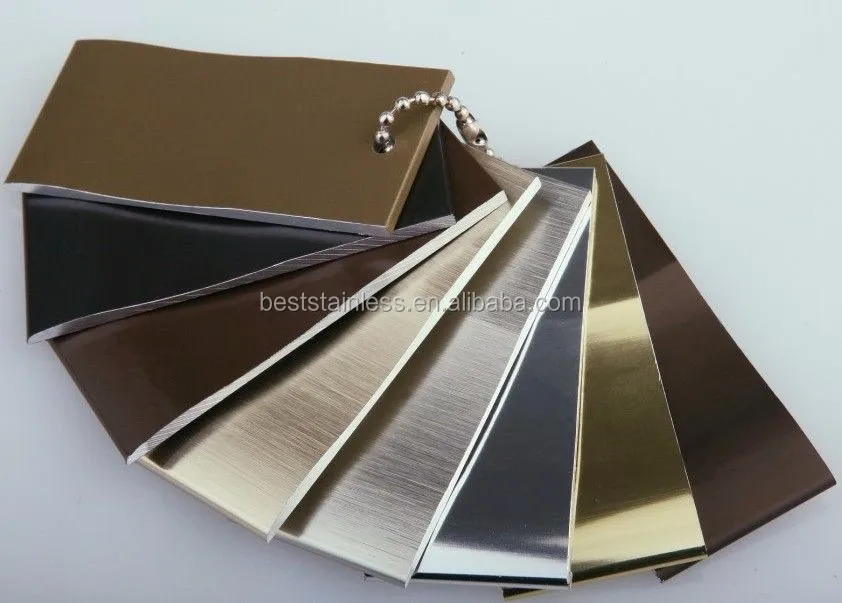
Однородность барьерного слоя играет важную роль в обеспечении формирования однородного по цвету покрытия. Поскольку барьерный слой является электроизолятором, то он служит энергетическим регулятором для реакции электроокрашивания. Поэтому различия в толщине барьерного слоя приводят к различиям в скорости осаждения и, тем самым, к неоднородному окрашиванию.
Факторы электроокаршивания: химические, физические и электрические
Характеристики барьерного слоя и размеры пор анодного покрытия зависят от следующих факторов:
Химические факторы:
- Тип электролита и его концентрация
- Тип добавок и их концентрация
- рН
- Возможные загрязнения
Физические факторы:
- Температура электролита
- Электрическое сопротивление электролита
- Размеры ванны и навески с профилями
- Общая площадь поверхности, которая окрашивается
Электрические факторы:
- Тип прилагаемого тока и форма волны
- Интервал применяемого напряжения
- Тип материала катодов
- Электрическая конструкция катодной системы с точки зрения смещения фазы электрического тока вдоль навески с профилями
- Искажение формы волны тока по сравнению с формой волны напряжения
- Линии магнитной индукции электрических полей
Осаждение олова в анодной поре
Основные закономерности и факты:
- Электроокрашивание является линейным процессом от светлых тонов до черного цвета (рисунок 2).

- Краситель – металлическое олово – располагается сразу над барьерным слоем (рисунок 3).
- Олово в анодных порах – это металлическое олово с тетрагональной атомной структурой.
- Слой олова в поре растет перпендикулярно основанию поры.
- Цвет анодного покрытия возникает за счет явления рассеивания света и зависит от толщины и плотности осажденного слоя.
- Для формирования черного цвета необходима толщина осажденного олова в анодной поре около 7-8 мкм.
- Количество металлического олова в порах: от 5 мг/дм2 для светлой бронзы до 25 мг/дм2 для черного цвета.

Рисунок 2 – Кинетика электролитического осаждения олова
Линейность кинетики электроокрашивания алюминия выражается следующей формулой:
D = v · t,
где
- D – количество осажденного олова, которое пропорционально тону цвета для одинакового анодного покрытия;
- v – скорость электроокрашивания;
- t – длительность электроокрашивания
Рисунок 3 – Осаждение олова в порах анодного покрытия
Механизмы осаждения олова в анодной поре
Осаждение олова в анодную пору происходит в результате работы двух механизмов: электролитического и химического.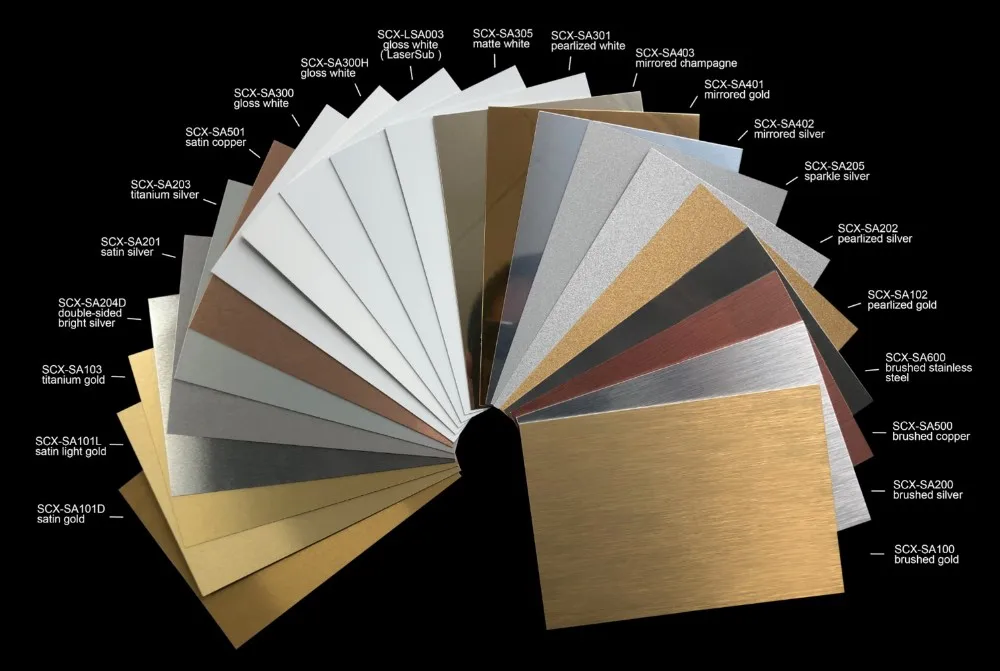
Электролитический механизм осаждения олова на оксиде алюминия записывается в виде:
Sn2+ + 2e → Sn°
Вторым механизмом является реакция олова с атомарным водородом по окислительно-восстановительной реакции
Sn2+ + 2H° → Sn° + 2H+
Участвующий в этой реакции атомарный водород выделяется на катоде в соответствии с реакцией восстановления
H+ + e → H°.
Скорость электроокрашивания
Скорость электроокрашивания (v) является функцией концентрации (С) двухвалентного олова в растворе:
v = KC
Очевидно, что увеличение концентрации (С) двухвалентного олова Sn2+ дает возможность сокращения длительности окрашивания в тот или иной цвет. Вместе с тем из этой формулы вытекает, что увеличения скорости окрашивания можно добиваться также и путем повышения скорости реакции (К) вместо повышения концентрации двухвалентного олова.
Как указано выше, реакция восстановления олова зависит от скорости восстановления ионов Н+. С повышением концентрации ионов водорода (то есть, рН) скорость восстановления олова возрастает. Вместе с тем, повышение кислотности ванны имеет предел: если концентрация серной кислоты превышает 30 г/л, то возможно появление дефекта в виде отслаивания анодного покрытия.
С повышением концентрации ионов водорода (то есть, рН) скорость восстановления олова возрастает. Вместе с тем, повышение кислотности ванны имеет предел: если концентрация серной кислоты превышает 30 г/л, то возможно появление дефекта в виде отслаивания анодного покрытия.
От двухвалентного к четырехвалентному олову
Обычно в электролите на основе сульфата олова присутствуют специальные стабилизирующие добавки для предотвращения самопроизвольного окисления растворенным кислородом двухвалентных ионов олова Sn+2 до четырехвалентных ионов олова Sn+4. Четырехвалентные ионы олова Sn+4 подвергаются необратимому гидролизу, который сопровождается выпадением осадка. В результате происходит самопроизвольная и необратимая потеря содержания полезного двухвалентного олова Sn+2:
SnSO4 + ½ O2 + 3H2O → Sn(OH)4 + H2SO4
Поэтому концентрация стабилизирующих добавок имеет большое значение, так как они замедляют снижение концентрации двухвалентного олова ниже предельной величины, ниже которой скорость осаждения олова в поры анодного слоя значительно замедляется.
Источник: W. D. Barba and F. Vincenzi (Italtecno). Доклад на Aluminum Extrusion Technology Seminar, Chicago, 2004.
Анодированный алюминий: Всё что нужно знать
Анодирование – это процесс нанесения декоративного и прочного слоя на основной материал, повышающий его способность противостоять коррозии и другим факторам окружающей среды.
Алюминий – один из наиболее подходящих металлов для анодирования, а полученный результат известен как анодированный алюминий.
Но как происходит анодирование алюминия, и в чем его преимущества перед обычным алюминием?
При анодировании алюминий подвергается электролизу для формирования гладкого и защитного оксидного слоя на поверхности алюминия, который улучшает его антикоррозийные свойства и одновременно улучшает его эстетический вид.
В этой статье представлено подробное руководство по анодированному алюминию с обсуждением его процесса, преимуществ и областей применения.
В конце перечислены другие металлы, подходящие для процесса анодирования, и преимущества анодированного алюминия для применения в лазерной гравировке.
Что такое анодированный алюминий?
Анодирование – это химический процесс, в результате которого на поверхности заготовки образуется защитный слой.
В отличие от большинства процессов обработки металлов, таких как отжиг, отпуск, нормализация, гальванизация и т.д., анодирование не требует нагрева заготовки и, следовательно, не изменяет ее свойств.
Анодирование алюминия обычно выполняется с помощью процесса электролиза, в котором оксиды из электролита осаждаются на алюминиевую заготовку.
Алюминиевая заготовка соединяется с анодом, а такие материалы, как нержавеющая сталь, свинец или графит, соединяются с катодом, и вся система погружается в электролит, например, серную кислоту.
Прохождение высоковольтного электрического тока через эту систему приводит к разложению электролита.
Оксидные ионы из электролита осаждаются на алюминиевой заготовке, образуя анодный слой, который защищает от коррозии и повышает ее эстетическую ценность.
Процесс анодирования алюминия
Процесс анодирования алюминия можно разделить на пять различных этапов: очистка, травление, анодирование, покраска и герметизация.
Как правило, для перемещения крупногабаритных заготовок с одного этапа на другой используется мостовой кран, а мелкие заготовки обрабатываются вручную.
Очистка заготовки
Первым шагом в процессе анодирования является очистка заготовки для удаления жира и масел с алюминиевых структур путем погружения их в ванну с моющим средством на основе кислоты или щелочи.
Этот этап играет важную роль в определении качества анодирования, поскольку любые остатки влаги или ионов, могут привести к появлению крошечных белых пятен на поверхности алюминиевой заготовки.
Помимо пятен, частицы пыли и грязи на поверхности могут привести к неравномерному травлению в процессе анодирования.
Травление заготовок
После очистки заготовки подвергаются травлению в отдельной ванне, состоящей из каустического или кислотного травильного раствора, который удаляет тонкий слой алюминия, создавая однородную поверхность.
Травление удаляет все мельчайшие дефекты, имеющиеся на поверхности, в результате чего получается однородная и гладкая поверхность.
После завершения процесса травления заготовку извлекают из травильного раствора и тщательно промывают в десмутирующем растворе, чтобы удалить все остатки травления.
Анодирование заготовки
Этап анодирования включает в себя погружение конструкций в емкость для анодирования, содержащую электролит.
Через резервуар пропускается электрический ток силой от 30 до 300 А/м2, в результате чего на поверхности алюминия образуется анодный оксидный слой.
Величина тока зависит от концентрации электролита и общей площади алюминиевой структуры.
В ходе этого процесса выделяется большое количество тепла, поэтому необходимо поддерживать электролит в охлажденном состоянии.
После этого этапа заготовка промывается в деионизированной воде для удаления с ее поверхности остатков ионов, что гарантирует отсутствие пятен.
Добавление цвета к анодированной заготовке
Полученный анодный слой является пористым, что делает его идеальным для последующих процессов, таких как окрашивание и покраска.
Это повышает эстетическую ценность заготовки и одновременно обеспечивает дополнительную защиту от неблагоприятных условий окружающей среды.
Герметизация анодированной поверхности заготовки
После завершения всех этапов процесса анодирования заготовка погружается в раствор ацетата никеля для заполнения пор и герметизации оставшихся полостей на поверхности материала.
В результате окончательный анодный слой получается непористым, гладким и однородным.
Преимущества анодирования алюминия
Анодирование алюминия имеет множество преимуществ, которые делают его пригодным для различных промышленных применений.
Увеличение долговечности
Защитный оксидный слой на анодированных алюминиевых конструкциях устойчив к коррозии и обладает высокой прочностью, что улучшает механические свойства и обеспечивает длительный срок службы.
Этот слой водонепроницаем и защищает от экстремальных условий окружающей среды.
Способность выдерживать суровые климатические условия, такие как дождь, жара, влага и т. д., делает анодированный алюминий идеальным для строительной индустрии.
д., делает анодированный алюминий идеальным для строительной индустрии.
Простота обслуживания
Защитный слой повышает долговечность алюминиевой заготовки, сводя к минимуму риск износа и уменьшая необходимость в частом обслуживании.
Анодированные поверхности, устойчивы к царапинам и налету, их можно очищать простым раствором моющего средства и мягкой тканью.
Доступность нескольких цветов
Пористая поверхность анодированного алюминия подходит для нанесения красок и покрытий для улучшения эстетики заготовки.
В результате анодированный алюминий может иметь различные цвета и оттенки.
В отличие от других видов отделки, анодирование алюминия позволяет ему сохранять металлический блеск.
Низкая стоимость
Анодирование алюминия – это низкозатратный процесс с минимальными требованиями к обслуживанию, что снижает общую стоимость процесса.
Этот аспект делает его идеальным для различных применений – от любительских проектов до крупных промышленных изделий.
Безопасность
Процесс анодирования относительно безопасен, однако неправильное обращение с электролитом серной кислоты может быть опасным, поэтому важно соблюдать правила безопасности во время процесса.
Анодный слой, образующийся в результате процесса, не реактивен, не токсичен и термостоек вплоть до температуры плавления алюминия 660,3°C (933,45 K), что делает его безопасным для окружающей среды даже в суровых условиях.
Применение анодированного алюминия
По сравнению с другими металлами, анодированный алюминий легче, дешевле и обладает отличной износостойкостью, что делает его пригодным для архитектурного применения.
Его высокая прочность и легкий вес делают его популярным в транспортных средствах и коммунальном оборудовании.
Привлекательный и долговечный анодный слой делает анодированный алюминий пригодным для изготовления потребительских товаров, таких как тумблеры, брелоки, вывески и т.д.
Отраслевые применения анодированного алюминия:
| Индустрия | Способ применения анодированного алюминия |
| Инфраструктура | Экстерьеры и интерьеры зданий, панели лифтов, вывески магазинов |
| Автомобили | Двери и рамы, колесные колпаки, шильдики |
| Железные дороги | Рамы и опоры |
| Аэрокосмическая промышленность | Рамы |
| Потребительские товары | Телевизоры, часы, сундуки для хранения, кухонная утварь |
| Коммунальная техника | Холодильники, вентиляционные отверстия систем отопления, вентиляции и кондиционирования воздуха, сушильные машины |
Другие материалы, которые могут быть анодированы:
Помимо алюминия, некоторые другие металлы также могут подвергаться процессу анодирования для повышения их долговечности.
Магний
Анодированный магний используется в основном в качестве грунтовки в красках и красителях.
Ниобий
Анодирование ниобия делает его пригодным для использования в ювелирных изделиях и монетах.
Тантал
Тантал, редкоземельный металл, используется в производстве электрических компонентов, таких как конденсаторы, после прохождения процесса анодирования.
Титан
Титан – один из самых прочных металлов на земле.
После анодирования его механические свойства усиливаются, что делает его пригодным для использования в ювелирных изделиях, обручальных кольцах, имплантатах и военной технике.
Цинк
Хотя чистый цинк редко подвергается анодированию, цинковые сплавы анодируются для создания высококоррозионного оксидного слоя, повышающего их долговечность.
Лазерная гравировка анодированного алюминия
Лазерная гравировка анодированного алюминия – это процесс использования высокоэнергетического лазерного луча для испарения краски и обнажения находящейся под ней анодированной поверхности.
В результате на поверхности анодированного алюминия образуется высококонтрастный постоянный след, а выполнение нескольких проходов может еще больше усилить контраст, отбеливая выгравированный рисунок.
Лазерные граверы, можно использовать для гравировки анодированного алюминия, создавая желаемый рисунок на поверхности заготовки.
По сравнению с лазерной гравировкой алюминия, анодированный алюминий легче гравировать, поскольку лазерный луч испаряет неметаллический слой краски, а не металл.
Это устраняет необходимость в мощном волоконном лазере, делая возможным гравировку анодированного алюминия с помощью маломощного диодного лазера или лазера CO2.
Некоторые из распространенных применений лазерной гравировки анодированного алюминия включают нанесение штрих-кодов, табличек, QR-кодов и т.д.
Заключение
Анодирование алюминия повышает его способность противостоять суровым условиям, образуя защитный слой на поверхности алюминия.
Это универсальный материал для различных промышленных и строительных применений, требующих легкого веса и высокой прочности.
Кроме того, анодирование алюминия позволяет легко обрабатывать его лазером, что делает его одним из самых популярных металлов, используемых в лазерной гравировке.
Срок службы заготовок из анодированного алюминия обычно составляет от 10 до 20 лет, в зависимости от толщины и качества анодированной поверхности.
Анодированный слой на алюминии может быть поврежден при контакте с сильными кислотами, щелочами и острыми металлическими инструментами.
Анодированный алюминий является водостойким, что делает его пригодным для использования в морских условиях.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]» и «40 интересных фактов о металлах».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Цвета анодированного алюминия: Окрашивание алюминиевых изделий
В конце производственного процесса следующим этапом является нанесение покрытия на поверхность. Существуют разные методы, но для алюминиевых или других материалов процесс анодирования является заслуживающим доверия методом. Причина не надуманная, так как приводит к производству прочного, но красивого продукта. Анодирование включает в себя процессы, которые необходимо понимать, и двумя важными частями являются знание того, как окрашивать алюминий, и какие цвета анодированного алюминия использовать.
Существуют разные методы, но для алюминиевых или других материалов процесс анодирования является заслуживающим доверия методом. Причина не надуманная, так как приводит к производству прочного, но красивого продукта. Анодирование включает в себя процессы, которые необходимо понимать, и двумя важными частями являются знание того, как окрашивать алюминий, и какие цвета анодированного алюминия использовать.
Цвета анодирования важны, так как они многое говорят о свойствах конечного продукта. В этой статье вы узнаете об анодировании, распространенных цветах анодированного алюминия и о том, как окрашивать алюминиевые изделия с помощью анодирования. Давайте приступим к делу, чтобы вы могли понять, как работает процесс.
Основы процесса анодирования Прежде чем обсуждать различные цвета анодированного алюминия или способы окрашивания алюминия, мы должны поразмыслить над тем, в чем заключается этот процесс. Если у вас нет научного образования или вы уже глубоко укоренились в этом процессе, неудивительно, что вы интересуетесь процессом анодирования алюминия. Поэтому в этом разделе мы обобщим основные сведения о процессе.
Поэтому в этом разделе мы обобщим основные сведения о процессе.
Анодирование алюминия представляет собой электрохимический процесс, при котором поверхности алюминиевых изделий покрывают износостойким оксидным слоем. Таким образом, продукты обладают свойствами, улучшающими качество и эстетику. Например, они прочны, устойчивы к износу и коррозии. У них также есть это прекрасное ощущение, которое удовлетворяет эстетическим требованиям большинства пользователей.
Анодирование представляет собой электрохимическую реакцию в ячейке, в которой алюминиевая часть действует как анод, катод представляет собой инертный материал, а кислый электролит. Ниже представлены электрохимические реакции на электроде:
- Анод: 2Al + 3H 2 O = Al 2 O 3 + 6H+ + 6e-
- Катод: 6H+ + 6e- = 3H 2 9 0019
- Результирующая реакция анодирования: 2Al + 3H 2 O = Al 2 O 3 + 3H 2
Существует три типа процесса анодирования, каждый из которых отличается интенсивность покрытия. Разница связана с электродами, электролитами и энергией, используемой в каждом процессе.
Разница связана с электродами, электролитами и энергией, используемой в каждом процессе.
·
Процесс анодирования типа 1Процесс анодирования типа 1 также известен как «легкий» тип и включает использование хромовой кислоты в качестве электролита и алюминиевой детали в качестве анода. Когда через электролит пропускают ток, положительные частицы выбрасываются из анода, образуя микроскопические канавки на поверхности. Затем микроскопические бороздки окисляются с образованием оксидного слоя. По сравнению с обычными алюминиевыми изделиями без отделки, изделия, изготовленные с помощью этого процесса, обладают лучшей термостойкостью и коррозионной стойкостью.
·
Процесс анодирования типа 2 В процессе анодирования типа 2 вместо хромовой кислоты используется серная кислота. Серная кислота более эффективна, что приводит к лучшему выбросу положительных частиц алюминия, чем это наблюдается у кислот типа 1. Поэтому образовавшаяся микроскопическая канавка оказывается глубже, а оксидный слой толще. Эти два свойства ответственны за лучшее удерживание краски алюминиевыми деталями типа 2.
Эти два свойства ответственны за лучшее удерживание краски алюминиевыми деталями типа 2.
·
Тип 3 Процесс анодированияПроцесс анодирования типа 3 идеально подходит для изготовления тяжелых алюминиевых изделий. В отличие от других типов процесса анодирования, здесь используется более высокое напряжение и сильная кислота (серная кислота).
Цвета для анодированияЦвета для анодирования отличаются от цветов, используемых при других технологиях, таких как порошковое покрытие или краска. С точки зрения достижения однородности цвета существуют трудности из-за множества переменных, связанных с анодированием.
В то время как процесс анодирования открыт для всех цветов радуги, раньше цвета анодированного алюминия сильно зависели от многих факторов, таких как размер, сорт, отделка ленты. Ниже приведены шаги по окрашиванию алюминиевых изделий с помощью процесса анодирования.
Очистка и травление алюминиевой детали Первый этап начинается с очистки алюминиевых изделий в баках для моющего средства и ополаскивателя. После промывки деталь травят, чтобы придать ей полированную и блестящую поверхность. Травление проводится для удаления следовых количеств металлов, которые могут привести к ошибке во время процесса.
После промывки деталь травят, чтобы придать ей полированную и блестящую поверхность. Травление проводится для удаления следовых количеств металлов, которые могут привести к ошибке во время процесса.
После очистки происходит процесс анодирования. Вы можете анодировать, используя любой из трех типов анодирования, рассмотренных выше. Однако есть и другие вещи, на которые стоит обратить внимание.
- Металлический сплав определяет размер и форму пор.
- Температура бака, концентрация раствора и напряжение определяют глубину пор.
Существует четыре способа добавления цвета анодированного алюминия. Ниже приводится объяснение четырех методов.
- Электролитическая окраска . Этот метод включает погружение алюминиевых деталей в раствор, содержащий некоторые соли металлов. Заполняя поры, они образуют покрытие, достаточно прочное, чтобы противостоять УФ-лучам. Однако существует ограничение на количество цветов анодирования, которые вы можете использовать, наиболее распространенными являются бронзовый или черный цвет.
 Однако существует ограничение на количество цветов анодирования, которые вы можете использовать, наиболее распространенными являются бронзовый или черный цвет.
Однако существует ограничение на количество цветов анодирования, которые вы можете использовать, наиболее распространенными являются бронзовый или черный цвет.- Окрашивание погружением . В этом методе деталь помещается в резервуар с красителем. Краситель заполняет поры, и поверхность кипятят в деионизированной воде, чтобы закончить реакцию. Вы можете использовать окрашивание погружением со многими цветовыми вариантами. Однако они не так устойчивы к ультрафиолету.
- Интегральная окраска . Интегральная окраска сочетает в себе анодирование и окраску для окрашивания алюминиевых изделий в бронзовые и черные оттенки. Изделия также становятся более устойчивыми к истиранию.
- Интерференционная окраска . При интерференционной окраске пористая структура увеличивается. Поэтому отложение металлов в порах приводит к появлению светостойких цветов от синего, зеленого и желтого до красного. Эти цвета возникают в результате эффектов оптической интерференции, а не эффектов рассеяния света.
 Эти цвета возникают в результате эффектов оптической интерференции, а не эффектов рассеяния света.
Эти цвета возникают в результате эффектов оптической интерференции, а не эффектов рассеяния света.Герметизация – последний этап анодирования. Здесь молекулы красителя, которые находятся в поре, задерживаются в порах. Герметизация предотвращает поглощение нежелательных молекул в порах.
Герметизация производится в горячей воде при температуре 200ºF (93ºC). Кристаллы гидратированного оксида алюминия, образующиеся в горячей воде, ответственны за герметизацию пор. Соли металлов также могут осаждаться после растворения в горячей воде при температуре 180ºF (86ºC).
Color Matching Анодирование красок, в отличие от красок, не вызывает привыкания. Если вы поймете концепцию света, вы поймете различие, которое оно несет. Обычно цвет, отображаемый любым материалом, отражает то, что поглощается. Следовательно, если белый свет падает на синее ведро, то ведро поглощает другие цвета и отражает синий цвет. Это заставляет нас воспринимать его как синее ведро. Процесс такой же в цвете анодирования.
Если вы поймете концепцию света, вы поймете различие, которое оно несет. Обычно цвет, отображаемый любым материалом, отражает то, что поглощается. Следовательно, если белый свет падает на синее ведро, то ведро поглощает другие цвета и отражает синий цвет. Это заставляет нас воспринимать его как синее ведро. Процесс такой же в цвете анодирования.
Однако есть небольшое дополнение. Вместо того, чтобы отражать свет, анодированная пленка, сформированная на поверхности, передает свет алюминию на базовой поверхности. Затем основной металл отражает его на пленку и наружу. Таким образом, анодированный слой действует как фильтр, а не как отражатель, что важно при согласовании цветов.
Подобрать нужный цвет непросто, особенно если они не принадлежат к одной партии. Чтобы выбрать правильный метод сопоставления, вы должны понимать концепцию сопоставления цветов, описанную выше, и важные факторы, определяющие внешний вид цветов анодирования. Вот на что вам следует обратить внимание:
·
Марка алюминия Это наиболее важный фактор, на который следует обратить внимание при цветном анодировании алюминия. Каждая марка алюминия имеет свой цвет и оттенки, и они влияют на цветовое соответствие.
Каждая марка алюминия имеет свой цвет и оттенки, и они влияют на цветовое соответствие.
·
Тип покрытияОтделка (часть пленки) играет огромную роль в отражающих свойствах алюминиевого изделия. Поэтому для лучшего с точки зрения цветового соответствия предпочтительнее использовать образец с такой же отделкой.
·
Количество красителей, создающих цвет и слоистостьТип используемых красителей также играет огромную роль в вариации дремлющего цвета. Цветовая вариация увеличивается, когда для соответствия цвету требуется больше красителей, цветовая вариация увеличивается. Кроме того, большое значение имеет наслоение, так как каждый слой может отличаться по цвету. Под углом может показаться, что цвета совпадают. Однако другой угол отражения может показать иное. Это состояние называется «переворотом цвета» и играет огромную роль в согласовании цветов.
Как удалить цвет с анодированной детали, если он не совпадает? Удаление цвета сильно зависит от природы используемого красителя и состояния анодированных изделий. Вы можете удалить краску только с герметичных анодированных изделий, используя раствор для удаления хрома/фосфора (если вы хотите, чтобы алюминий оставался неповрежденным). Однако, если вас не смущает небольшая деградация алюминиевой детали, вы можете использовать щелочное травление.
Вы можете удалить краску только с герметичных анодированных изделий, используя раствор для удаления хрома/фосфора (если вы хотите, чтобы алюминий оставался неповрежденным). Однако, если вас не смущает небольшая деградация алюминиевой детали, вы можете использовать щелочное травление.
Для незапечатанных анодированных изделий можно использовать 10-15% азотную кислоту для удаления красителей. Однако это работает только для большинства красителей, а не для всех.
Заключение Анодирование представляет собой электролитический процесс, имеющий большое значение для обработки поверхности, используемый для улучшения процесса обработки поверхности с точки зрения эстетики, оптической относительности и т. д. В этой статье рассказывается о процессе анодирования и о том, как окрашивать алюминиевые детали. Также говорилось о факторах, которые играют огромную роль в подборе цвета. Без сомнения, процесс анодирования может показаться сложным. Однако, чтобы получить лучшее с точки зрения качества и низкой стоимости, вы можете довериться нам в RapidDirect.
Можно ли изменить цвет анодированного алюминия?
Да. Однако это требует некоторых шагов, так как вы не можете анодировать перекрашенный анодированный алюминий и снова красить его. Вы можете проверить статью о том, что нужно сделать, чтобы изменить цвет анодированного алюминия
Изнашивается ли анодированный алюминий?
Да, несмотря на то, что они кажутся постоянными, анодированный алюминий изнашивается. Время, необходимое для их износа, зависит от типа используемого процесса анодирования. Вы также можете удалить его, используя кислотную промывку.
Цвета анодированного алюминия: какие цвета доступны?
Анодирование алюминия образует цельный слой на алюминиевой поверхности, который защищает ее от коррозии и придает приятную текстуру.
Вы можете еще больше улучшить внешний вид анодированного алюминия, добавив цвета в его поверхностный слой.
Цвета анодированного алюминия включают красный, синий, черный, зеленый, золотой, серебряный, фиолетовый, оранжевый, розовый и т. д. В процессе анодирования эти цвета постоянно наносятся на поверхность алюминиевой детали и покрываются защитным слоем. , улучшая их долговечность, стабильность, стойкость к истиранию и качество поверхности.
В этой статье обсуждается цветное анодирование алюминия, рассматриваются различные варианты цвета, методы окрашивания и факторы, определяющие выбор цвета.
Что в этой статье?
- Возможны варианты цвета анодирования алюминия
- Цветное анодирование алюминия
- Подбор цвета на анодированном алюминии
- Методы придания цвета анодированному алюминию
- Цветное анодирование алюминия – Процесс
- Факторы, которые следует учитывать при выборе цвета для анодирования алюминия
- Заключительные мысли
- Часто задаваемые вопросы
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Варианты цвета для анодированного алюминия
Детали из анодированного алюминияВ какие цвета можно анодировать алюминий?
В процессе анодирования на алюминиевую поверхность можно нанести широкий спектр цветов. Красный, зеленый, золотой, бронзовый, синий, черный и т. д. являются распространенными цветами анодированного алюминия.
Основной причиной наличия такого широкого выбора цветов является сам основной металл (алюминий).
Сплавы алюминия, полученные в результате производственных процессов, таких как экструзия заготовок, листов или рулонов, имеют различные оттенки цвета.
Интенсивность цвета зависит от толщины анодированного слоя, концентрации красителя, времени погружения и мощности источника питания. Однако все эти факторы также влияют на стоимость анодирования, и важно регулировать эти факторы для оптимизации затрат.
При анодировании деталей серной кислотой в качестве электролита получаются коричневый и черный цвета, за которыми следуют оттенки синего, красного, бронзового и золотого.
Помимо этих цветов, существует прозрачное анодирование, также известное как серебряное анодирование.
Похож на прозрачное порошковое покрытие и образует прозрачную однородную пленку, которая обеспечивает превосходную отделку, повышая долговечность и стабильность анодированного продукта.
Цвета анодированного покрытия варьируются от светлого до темного в зависимости от типа сплава, концентрации кислоты в электролите, толщины покрытия и протекающего напряжения
Около 80% анодированных промышленных изделий имеют черный, коричневый и серебристый (прозрачный) цвета.
Помимо алюминия, цветное анодирование может также выполняться на таких металлах, как титан, сталь и т.д. 0279
 Из-за этого он похож на обычный алюминий с серебристой отделкой.
Из-за этого он похож на обычный алюминий с серебристой отделкой.Поскольку они прозрачны, прозрачное анодированное алюминиевое покрытие трудно обнаружить.
Чтобы узнать, является ли алюминиевая деталь прозрачным анодированием, измерьте электрическое сопротивление на анодированной поверхности с помощью вольтметра.
Если прибор показывает высокое сопротивление, значит, материал анодирован. Известно, что анодированные детали обладают хорошей устойчивостью к электричеству.
Благодаря этому свойству прозрачное анодирование находит применение в электрических шкафах.
Кроме того, анодированный алюминий также может быть многоцветным. Возможные методы нанесения таких покрытий все еще находятся в стадии изучения и еще не стали общепринятыми.
Многоцветные анодированные алюминиевые детали (Источник: Reddit)Ниже приведены имеющиеся в продаже коды/методы анодирования нестандартных цветов в зависимости от толщины анодированных деталей.
| Категория цветного анодирования | Толщина слоя |
|---|---|
| Защитно-декоративный | 0,0004″ | 90 274
| Архитектурный класс II | 0,0004″ – 0,0007″ |
| Архитектурный класс I | 0,0007″ или выше |
Защитные и декоративные (толщиной менее 0,4 мила)
- A21 – Прозрачный
- A22 – Интегральный цвет
- A23 – Пропитанный краситель (впитывающий краситель)
Архитектурный класс II (толщина 0,4–0,7 мила)
- A31 — прозрачный
- A32 – Интегральный цвет
- A33 – пропитанный цвет
- A34 — электролитически осажденный краситель (2 этапа)
Архитектурный класс I (0,7 мил и более толстое анодное покрытие)
- A41 – прозрачный
- A42 – Интегральный цвет
- A43 – пропитанный цвет
- A44 – Электролитический краситель (2 этапа)
Как правило, стандартные цвета, такие как коричневый, золотой и черный, выбираются вместо цветов, изготавливаемых на заказ, из-за затрат, связанных с сохранением определенных оттенков при серийном производстве.
Чем больше объем анодированной партии, тем ниже стоимость процесса окраски.
Цветной анодированный алюминий
Цветной анодированный алюминийПод воздействием атмосферных воздействий на алюминии образуется тонкая оксидная пленка, которая предотвращает его разрушение из-за коррозии.
Цветное анодирование алюминия представляет собой процесс искусственного создания оксидного слоя на поверхности алюминия и добавления цвета для улучшения его функциональных и эстетических свойств.
Этот оксидный слой обладает отличной коррозионной стойкостью и предотвращает царапание основного металла.
В отличие от других покрытий, цветное анодирование не скалывается и не тускнеет со временем.
Это связано с тем, что при таких технологиях, как покраска и гальванопокрытие, слой наносится на поверхность материала.
Окраска/гальваническое покрытие по сравнению с анодированием алюминия Цветное анодирование, напротив, включает просачивание красителя или анодирующей краски внутрь пористого оксидного слоя на поверхности алюминия.
В результате анодирования создается цельный слой поверх основного металла, который не отслаивается под действием силы.
Так как краска является частью анодированного металла, она устойчива к истиранию и выцветанию, что позволяет избежать частого повторного покрытия или обслуживания.
Подбор цвета на анодированном алюминии – факторы, которые следует учитывать
При выполнении окраски серийно анодированных деталей возможны небольшие изменения в цветовой схеме.
Во избежание каких-либо различий в цвете при анодировании особое внимание уделяется следующим факторам.
Краситель
Использование красителя одинакового качества и концентрации обеспечивает однородность цвета различных деталей.
Электролит
Цветное анодирование различается по качеству и толщине покрытия в зависимости от типа электролита и выбранного входного тока.
Вы можете уменьшить несоответствие цветов между деталями в большей степени, выбрав одинаковые входные параметры процесса.
Продолжительность процесса
Окрашивание или цветное анодирование деталей в течение той же продолжительности играет важную роль в сохранении оттенка цвета.
Чем дольше продолжительность процесса, тем более однородной будет толщина покрытия, демонстрирующая правильный цветовой оттенок.
Поэтому важно точно регулировать продолжительность, чтобы каждый раз получать одинаковые результаты.
Герметизирующий раствор
Использование одного и того же герметизирующего раствора во всей партии анодированного материала гарантирует сохранение цветного анодированного слоя. В противном случае цвета будут отличаться.
Методы придания цвета анодированному алюминию
Сияние анодированным изделиям можно придать, добавляя к ним цвета.
Соли металлов или химические соединения осаждаются в порах анодного слоя для придания различных цветов.
Однако добавление цвета возможно только после анодирования алюминиевой заготовки.
Как правило, существует три типа технологии добавления цвета к анодированному алюминию.
Окрашивание погружением
В этом методе анодированную деталь погружают в ванну с горячим красителем примерно на 15 минут, после чего деталь кипятят в течение 30 минут в деионизированной воде.
Нагрев красителя увеличивает оттенок анодированной детали. Однако не рекомендуется нагревать краску выше 50 ℃.
Техника окрашивания методом погружения в основном используется в домашних условиях.
Электролитическое окрашивание
В методе электролитического окрашивания детали из анодированного алюминия погружаются в окрашенные электролитические ванны с солями металлов, такими как олово, никель и кобальт.
В отличие от гальванического покрытия, при электролитическом окрашивании используется источник питания переменного тока, а не постоянного тока. Это приводит к однородному покрытию с очень малой вероятностью дефектов.
Различные тона цвета получаются в зависимости от продолжительности прохождения электрического тока через заготовку.
Чем больше продолжительность, тем больше частиц металла оседает в порах анодированной поверхности.
Как правило, детали из анодированного алюминия черного и бронзового цвета изготавливаются методом электролитического окрашивания.
Интегральное окрашивание
Интегральное окрашивание представляет собой комбинацию методов окрашивания погружением и электролитического окрашивания.
Это одноэтапный процесс, позволяющий получить относительно более толстое покрытие.
Интегральный метод окраски также известен как «дюраноидный процесс», так как он повышает стойкость анодированного изделия к истиранию.
Цветное анодирование алюминия. Процесс
Процесс электролитического анодирования является наиболее часто используемым методом. Он подразделяется на три типа в зависимости от используемого электролита и напряжения.
| Тип | Характеристики |
|---|---|
| Тип I | Известен как легкий тип Использует хромовую кислоту в качестве электролита 9027 9 |
| Тип II | Наиболее часто используемый метод Использует серную кислоту как электролит |
| Тип III | Известный как тип с твердым покрытием. Этот метод применяется для тяжелых алюминиевых проектов. Использует высоковольтный источник питания и серную кислоту в качестве электролита. |
Шаг 1: Очистка заготовки
Первый этап процесса включает тщательную очистку поверхности алюминиевой заготовки, чтобы избавиться от всех масел и жировых отложений с поверхности.
Улучшает осаждение оксидных ионов и помогает создать однородный оксидный слой на поверхности заготовки.
Кроме того, содержание влаги на поверхности может привести к появлению белых пятен на анодированном слое, что снижает качество заготовки.
Шаг 2. Травление заготовки
После очистки поверхности заготовки ее погружают в травильный раствор для удаления естественных оксидов, образовавшихся на поверхности.
Этот процесс удаляет тонкий слой заготовки, создавая однородный слой без примесей или дефектов.
После процесса травления деталь снова промывают, чтобы удалить остатки травильного раствора.
Этап 3: Анодирование заготовки
После получения гладкой поверхности без примесей заготовку погружают в электролитический раствор серной кислоты.
При приготовлении электролитического раствора добавьте одну часть серной кислоты к трем частям воды, а не наоборот, поскольку добавление воды к серной кислоте создает экзотермическую реакцию с образованием вредных газов.
Алюминиевая заготовка соединена с анодом для облегчения осаждения ионов оксида.
После подключения анода электричество пропускается через раствор электролита, образуя оксидный слой на алюминиевой детали.
Появление пузырьков воздуха возле анода свидетельствует о том, что процесс идет нормально (образование оксидного слоя).
Если пузырьков воздуха не наблюдается, отключите питание и проверьте правильность соединений.
Обычно первый слой оксида алюминия тонкий и однородный и известен как барьерный слой.
После образования оксидного слоя увеличивают силу тока для создания пор на поверхности анодированного слоя, что облегчает приклеивание окрашенного слоя.
Поддержание тока в течение длительного времени (~ 45 минут) изменяет цвет анодированного слоя на коричневый, а затем на желтый.
После завершения процесса анодирования заготовку тщательно промывают, чтобы удалить остатки электролита.
Шаг 4: Добавление цвета
После завершения процесса анодирования вы можете использовать подходящий метод, чтобы добавить цвет к вашей заготовке.
Наиболее подходящим методом для проектов «сделай сам» является окрашивание погружением, в то время как электролитическое окрашивание подходит для коммерческих целей.
Однако, если вы хотите сохранить естественный цвет, вы можете пропустить фазу окрашивания и выполнить последующие процессы полоскания и герметизации.
Этап 5: Герметизация
Герметизация является наиболее важным этапом в процессе анодирования. Повышает коррозионную стойкость анодного слоя.
Повышает коррозионную стойкость анодного слоя.
Погружение в поток деионизированной воды позволяет оксиду алюминия гидратироваться, тем самым увеличивая объем и завершая закрытие пор.
Чем лучше крышка, тем цельнее покрытие и тем лучше свойства материала.
Факторы, которые следует учитывать при выборе цвета для анодирования алюминия
Тип применения
Черный анодированный алюминий с лазерной гравировкойВ зависимости от применения анодированных деталей выбираются различные цвета.
Анодированная посуда имеет черное покрытие для лучшего поглощения тепла и увеличения срока службы.
Электронные гаджеты должны привлекать внимание с эстетической точки зрения. Поэтому они бывают самых разных цветов и отделки.
Кровля из анодированного алюминия требует хороших отражающих свойств и устойчивости к атмосферным воздействиям. Следовательно, для таких применений используются светлые цвета с хорошей отражательной способностью.
Знаки безопасности должны иметь цвета с большей длиной волны. Таким образом, они используют красный, желтый и зеленый цвета.
Таким образом, они используют красный, желтый и зеленый цвета.
Толщина покрытия
Толщина цветного покрытия на анодированной поверхности влияет на внешний вид детали.
Например, электроокраска может иметь толщину порядка 10 нм, что повлияет на светоотражающие свойства.
Кроме того, с помощью этого метода возможны различные оттенки, т. е. черный, коричневый, серый, синий и т. д.
При использовании красителей толщина увеличивается до 50 мкм. Кроме того, использование солей металлов, таких как соли кобальта и меди, придает синие и красные оттенки.
Назначение анодирования
Ювелирное анодирование золотомАнодирование, выполняемое исключительно для повышения эстетичности изделия, может иметь различные цвета, независимо от толщины покрытия.
Для декоративного анодирования рекомендуемая толщина слоя составляет от 5 мкм до 25 мкм.
Толстый оксидный слой необходим для защиты основного металла от коррозионных и абразивных агентов.
Например, твердое анодирование является правильным выбором для морского применения, поскольку оно постоянно подвергается воздействию многих коррозионно-активных веществ.
В таких случаях толщина оксидного слоя должна составлять от 25 мкм до 50 мкм.
Стоимость процесса
Стоимость окраски зависит от типа выбранного цвета и количества заготовок.
Для получения уникального цвета требуются специальные красители, которые удорожают процесс.
Серийное производство предпочтительнее для снижения стоимости окрашивания анодированного продукта, когда важна однородность цвета.
Заключительные мысли
Для деталей из анодированного алюминия доступен огромный спектр цветов. Но, учитывая область применения детали и контролируя стоимость, лучше всего выбирать стандартные цвета, такие как черный, коричневый и прозрачный.
Толщина слоя краски также играет важную роль в определении типа оттенков, доступных для заготовки.
Кроме того, на цветовой результат анодированного алюминия влияет тип используемой техники окраски.
Поэтому важно выбрать правильный процесс для вашего применения и поддерживать соответствующую толщину оксидного слоя.
По сравнению с другими защитными процессами, такими как окраска и порошковое покрытие, процесс анодирования отличается долговечностью и надежностью.
Часто задаваемые вопросы
Можно ли удалить цвет с анодированной детали?
Да, вы можете удалить или изменить цвет анодированной детали. Вы можете использовать шлифовальный круг, чтобы соскоблить тонкие слои покрытия, или использовать химический растворитель, если покрытие относительно толстое.
Почему на готовом анодированном изделии появляются небольшие белые пятна?
Появление белых пятен на готовом анодированном изделии свидетельствует о наличии загрязнения, препятствовавшего заполнению пор красителем. Поэтому процесс полоскания и очистки следует выполнять с особой осторожностью, чтобы покрытие было равномерным.
Можно ли наносить маркировку или гравировку на детали с цветным анодированием?
Да, маркировку или гравировку можно наносить на детали с цветным анодированием.