
Анодированный алюминий – что это, технология холодного и теплого анодирования
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.

Что такое анодирование
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой h3 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).

- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.

Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.

Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.

Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.

Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия – повышение срока эксплуатации в условиях воздействия различных агрессивных сред.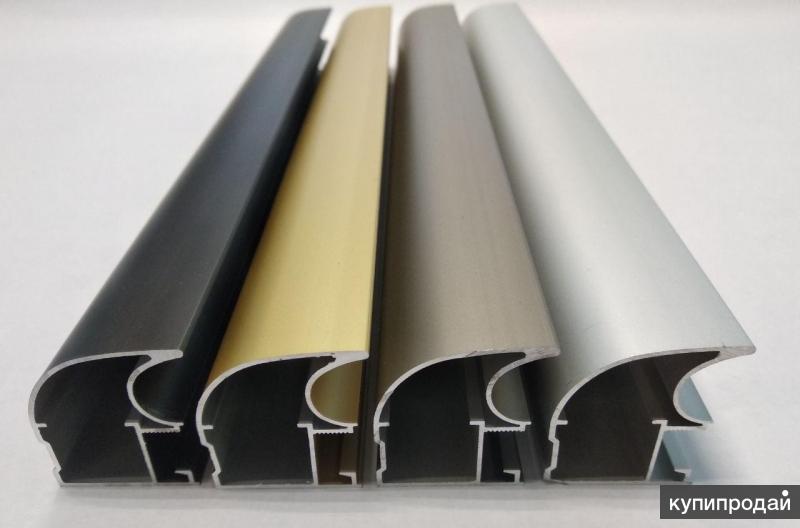
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Оцените статью:
Рейтинг: 0/5 – 0 голосов
Анодированный алюминий
Содержание
- Анодирование – что это
- Зачем анодировать
- Применение анодированного алюминия
- Методики анодирования
- Теплое анодирование
- Холодное анодирование
- Думайте о безопасности
- Заключение
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
 Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид. В этом случае анодное покрытие может достигать до 60 микрон.
В этом случае анодное покрытие может достигать до 60 микрон.Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование
Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию. Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
Думайте о безопасности
Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности. Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
 youtube.com/embed/LjfORdSVjJk”>
youtube.com/embed/LjfORdSVjJk”> - Жидкое стекло и его применение
- Сколько досок в кубе
- ДВП или оргалит
- Штукатурка короед своими руками
Что такое анодированный алюминий? Плюс 5 общих вопросов об этом
Анодирование является одной из наиболее распространенных операций постобработки, выполняемых на алюминиевых деталях. Это электрохимический процесс, который включает в себя погружение алюминиевой детали в ряд резервуаров, превращая алюминиевую поверхность в прочное и устойчивое к коррозии покрытие.
Чтобы определить, является ли анодирование правильным выбором для конкретной детали, разработчики продукта должны сначала понять, как оно влияет на прочность, толщину, цвет и теплопроводность алюминия.
В этой статье представлены ответы на пять часто задаваемых вопросов об анодированном алюминии. Если вы хотите внедрить анодирование в свой обработанный продукт, эта статья для вас!
Содержание
1) Как работает анодирование?
Процесс анодирования включает погружение и обработку чистой алюминиевой детали в химическую ванну с электролитом. Эта химическая ванна обычно делается из серной или хромовой кислоты (электропроводящий раствор).
Эта химическая ванна обычно делается из серной или хромовой кислоты (электропроводящий раствор).
Затем в эту химическую ванну подают постоянный электрический ток, создавая положительный электрический заряд на алюминиевой части и отрицательный заряд на пластинах электролита. В результате электрохимической реакции образуются поры на поверхности детали. Эти поры связываются с отрицательно заряженными ионами O₂ в электролите, образуя ячеистый оксидный слой (оксид алюминия) на компоненте.
Источник изображения: Висенте Нето, CC BY 4.0, через Wikimedia Commons
Этот слой оксида алюминия более прочен и устойчив к коррозии, чем нижележащая алюминиевая подложка. Однако почти каждая алюминиевая деталь естественным образом образует слой оксида алюминия при воздействии атмосферы. Так что же делает процесс анодирования уникальным, и почему вы должны утруждать себя достижением чего-то, что в значительной степени происходит естественным путем?
2) Зачем анодировать алюминиевые детали?
Когда вы подвергаете обычную алюминиевую деталь воздействию атмосферы, на ее поверхности образуется слой оксида алюминия.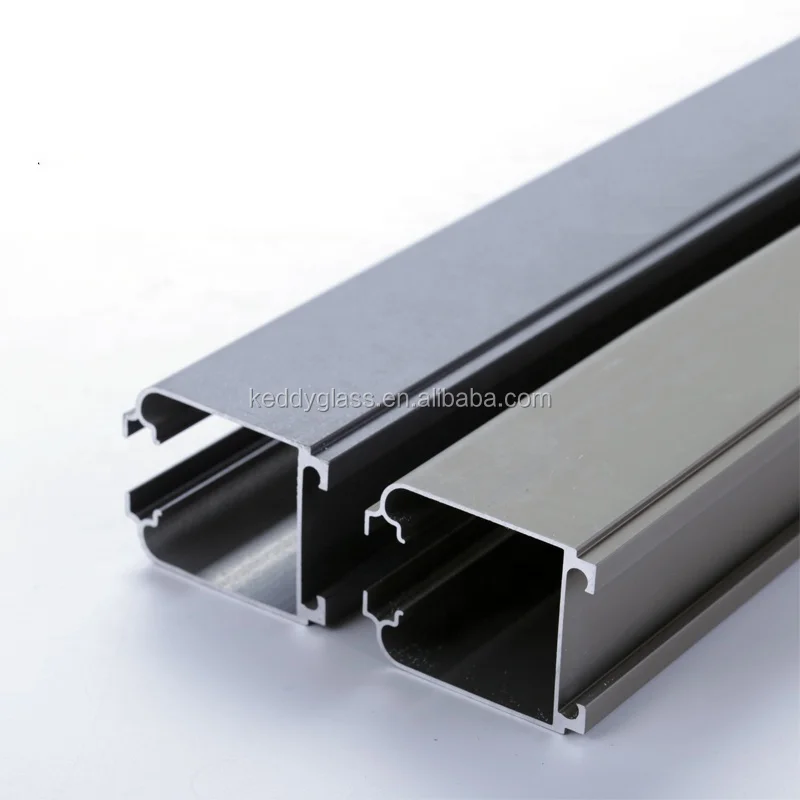 Однако этот слой обычно очень тонкий и легко стирается, особенно если его поцарапать или использовать в местах с загрязненным воздухом.
Однако этот слой обычно очень тонкий и легко стирается, особенно если его поцарапать или использовать в местах с загрязненным воздухом.
Однако, в отличие от обычного алюминия, деталь из анодированного алюминия содержит оксид алюминия глубоко внутри алюминиевой подложки. Например, поры (и клеточный оксидный слой), образующиеся в результате электрохимической реакции, могут достигать 25 микрон. В результате у вас будет алюминиевый компонент, устойчивый к коррозии, устойчивый к царапинам и способный выдержать практически любое химическое воздействие.
3) Делает ли анодирование алюминиевые детали прочнее?
Прибор для измерения твердости материала
Анодирование не делает алюминиевый компонент прочнее или слабее. Вместо этого он увеличивает твердость алюминияㅡ, которая описывает устойчивость алюминиевого компонента к поверхностным вмятинам, царапинам или истиранию. Например, анодированный алюминиевый компонент может быть в три раза прочнее исходного алюминиевого сплава.
Кроме того, детали из анодированного алюминия обычно легче других металлов, таких как медь и нержавеющая сталь. Эта уникальная характеристика делает их идеальными для применения в аэрокосмической отрасли, где требуются легкие металлы.
4) Улучшает ли анодирование теплопроводность алюминия?
Теплопроводность описывает способность материала передавать или проводить тепло. Эта способность увеличивается с увеличением теплового потока, толщины материала и площади поверхности материала.
Поскольку анодирование образует дополнительный оксидный слой на поверхности алюминиевого компонента, вы согласитесь, что оно увеличивает толщину и площадь поверхности компонента. В результате анодированный алюминий будет иметь лучшую теплопроводность, чем необработанный алюминиевый компонент. Это делает детали из анодированного алюминия идеальными для современных применений радиаторов, используемых в электронике и других тепловых системах.
5) Какие бывают виды анодирования?
Анодирование обычно классифицируется в соответствии со стандартом MIL-A-8625 на три типа:
- Тип I Анодирование
- Анодирование II типа
- Анодирование типа III
В процессе анодирования типа I , также называемом анодированием хромовой кислотой, используется химическая ванна с хромовой кислотой для создания покрытий (или оксидного слоя) на поверхности алюминия. Он образует тонкое покрытие (до 2,5 микрон) и идеально подходит для тех случаев, когда требуется минимальная защита от коррозии и адгезия краски.
Он образует тонкое покрытие (до 2,5 микрон) и идеально подходит для тех случаев, когда требуется минимальная защита от коррозии и адгезия краски.
В процессе анодирования типа II используется химическая ванна с серной кислотой для создания оксидного слоя на алюминиевом компоненте. Этот тип анодирования создает оксидный слой толщиной до 25 микрон, что делает их более устойчивыми к коррозии, чем детали из анодированного алюминия типа I. Кроме того, поскольку они имеют более толстые оксидные слои (и поры), они лучше удерживают красители и цвет, чем анодированные детали «Типа I».
В процессе анодирования типа III , также называемого анодированием с твердым покрытием, образуются оксидные слои толщиной более 25 микрон. Он использует серную кислоту в качестве химической ванны, как и анодирование типа II. Однако электрический ток в этом процессе заставляют течь в течение более длительных периодов времени, чем при анодировании типа II. Это позволяет им создавать более толстые слои и делает их более устойчивыми к коррозии, чем анодированные детали типа I и типа II.
6) Стоимость анодирования алюминия в домашних условиях
Если вы ищете способ защитить свои алюминиевые изделия и сэкономить деньги, анодирование — отличный выбор. Этот процесс намного превосходит покраску и может быть выполнен в вашем собственном доме за небольшую часть стоимости.
Фактическая стоимость, связанная с этим процессом, будет варьироваться в зависимости от того, где вы живете, и детали, которую вы хотите анодировать. Чем крупнее деталь и чем тверже покрытие, тем дороже она будет стоить. Однако все же дешевле и быстрее сделать это дома.
При масштабном анодировании алюминия важно помнить, что оборудование должно быть установлено в хорошо проветриваемом месте. Кроме того, покупка товаров оптом поможет вам сэкономить деньги.
Приобретение серной кислоты может оказаться сложной задачей в зависимости от того, где вы живете, но обычно вы можете найти ее в магазинах огнетушителей или в научных/химических компаниях. Однако для покупки серной кислоты оптом может потребоваться лицензия или разрешение, поэтому сначала обязательно проконсультируйтесь с местными властями.
7) Материалы, необходимые для анодирования алюминия
Большинство материалов, необходимых для анодирования алюминия, являются простыми и их легко найти. Они также относительно недорогие. Если вы хотите делать это регулярно дома, вы можете настроить собственную станцию анодирования.
‘
Вот что вам понадобится:
- Дистиллированная вода
- Резервуары и контейнеры для хранения жидкостей во время процесса
- Серная кислота
- Катод А
- Нейтрализатор кислоты
- Обезжириватель
- Алюминиевая проволока или титановая проволока
- Щелок
- Краситель (любой цвет по вашему желанию)
- Батарейка (или любой другой источник питания)
Также необходимо найти хорошо проветриваемое место для установки станции анодирования; обязательно наденьте очки, перчатки и респиратор.
В дополнение к предметам, которые мы перечислили, вы также захотите купить несколько дополнительных вещей, которые, по нашему мнению и опыту, облегчат вам работу. К ним относятся:
К ним относятся:
- Шарики для пинг-понга (вы можете положить их в бак, чтобы предотвратить накопление кислотного тумана)
- Мешалка
- Недорогой чайник для красителя
- Кухонный термометр для проверки температуры
8) Анодирование алюминия – основные шаги
После того, как вы собрали все, что мы перечислили выше, все, что вам нужно сделать, это выполнить следующие шаги.
1 – Используйте стальную мочалку или даже слегка абразивную губку для мытья посуды, чтобы очистить поверхность алюминия, который вы собираетесь анодировать. Это поможет удалить любые следы механической обработки с металла.
2 – Следующий шаг – надеть все защитное снаряжение, т. е. перчатки, защитные очки и т. д.
3 – Очистите деталь с помощью обезжиривателя, а затем промойте ее дистиллированной водой.
4 – Приготовьте раствор щелочи, обычно от 10 до 20%. Добавьте около четырех столовых ложек щелочи на галлон воды. Смешайте этот раствор с чистой дистиллированной водой и поместите в него детали. Наденьте резиновые перчатки и подождите несколько минут, пока раствор впитается в алюминий. Вы должны увидеть появление пузырьков, указывающих на то, что поверхность алюминия чистится. Это не должно занимать более 5 минут.
Наденьте резиновые перчатки и подождите несколько минут, пока раствор впитается в алюминий. Вы должны увидеть появление пузырьков, указывающих на то, что поверхность алюминия чистится. Это не должно занимать более 5 минут.
5 – Извлеките деталь из ванны со щелочью и промойте ее дистиллированной водой. Убедитесь, что деталь чистая. Если вы видите, что вода стекает с поверхности, смойте ее еще несколько раз.
6 – Затем вы хотите установить деталь, прикрепив ее к алюминиевой или титановой проволоке. У него должно быть прочное соединение, и имейте в виду, что там, где провод соприкасался с деталью, останется неанодированная метка. Так что выбирайте место с умом.
7– Следующим шагом является создание ванны путем заливки серной кислоты в дистиллированную воду. Вы делаете это, смешивая 1 часть кислоты с тремя частями дистиллированной воды. Однако, независимо от температуры окружающей среды, важно следить за тем, чтобы в ванне была температура 70 градусов по Фаренгейту. Если она превысит эту температуру или опустится ниже 65F, это разрушит процесс, и результаты будут неутешительными.
Если она превысит эту температуру или опустится ниже 65F, это разрушит процесс, и результаты будут неутешительными.
8 — Затем вы добавите катод в резервуар, но убедитесь, что он не касается детали, которую вы хотите анодировать. Детали, которые вы хотите анодировать, должны быть подвешены в баке так, чтобы они ни с чем не соприкасались. Затем вы добавляете небольшой нагреватель и термометр. Поверхность ванны также можно покрыть шариками для пинг-понга.
9 – Не начинать процесс, пока температура в ванне не достигнет 70 градусов.
10 – Затем подключите источник питания и подключите его к положительной клемме аккумулятора или источника питания. Затем минус подключается к катоду. Здесь вам нужно быть осторожным, потому что ванна начнет выделять опасные пары.
11 – Вам нужно установить силу тока в зависимости от площади поверхности, которую вы хотите анодировать. Если вам нужна твердая поверхность, установите значение 0,03 ампер на квадратный дюйм; если вы хотите что-то более мягкое, что будет впитывать краску, установите его на 0,02 ампера.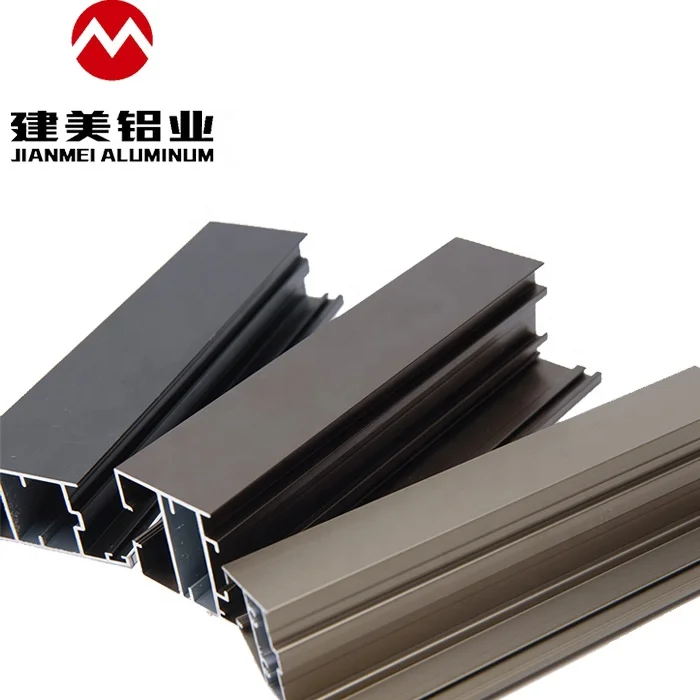
12 – Первоначально мы рекомендуем начинать с 16 вольт. В этом вам могут помочь некоторые онлайн-калькуляторы, но дома 16 вольт вполне достаточно. Однако здесь важно следить за температурой в резервуаре по ходу процесса. В процессе часто повышается температура, поэтому оставлять его в покое нельзя.
13 — Как только процесс анодирования начнется, вы можете начать нагревать красители. Большинство цветов хорошо работают при температуре 140 ° F, но некоторые цвета можно охладить. Все марки красок немного отличаются друг от друга и заслуживают некоторых экспериментов.
14 – Затем вы подготавливаете резервуар для дистиллированной воды, а другой – для нейтрализатора кислоты.
15 – После завершения отключите питание, извлеките детали из бака, а затем опустите их в дистиллированную воду на 15 секунд. Затем промойте в баке нейтрализатора в течение примерно 5 минут. Вы захотите сделать второй раунд полоскания в нейтрализаторе в течение 5 минут. Затем снова с дистиллированной водой, прежде чем погрузить детали в краску. Части мгновенно впитают цвет, но вам придется оставить их примерно на 15 минут, в зависимости от желаемой интенсивности.
Части мгновенно впитают цвет, но вам придется оставить их примерно на 15 минут, в зависимости от желаемой интенсивности.
16 — После того, как процесс окрашивания завершен, нужно прокипятить детали в течение 15 минут. Это поможет затвердеть краску, обеспечивая прочное уплотнение.
Алюминиевое анодированное покрытие: Gensun может помочь
Теперь, когда вы хоть что-то знаете об анодированном покрытии, вы согласитесь, что анодированные алюминиевые детали имеют ряд преимуществ по сравнению с обычными алюминиевыми деталями. Однако процесс анодирования не так прост, как кажется: он требует специальных технологий и опыта.
Gensun Precision Machining — ведущий поставщик высококачественных производственных услуг в Азии. Мы не только точно изготавливаем продукцию с использованием наших самых современных технологий обработки с ЧПУ, но также предоставляем широкий спектр услуг по отделке поверхностей, включая анодирование алюминия.
Узнайте больше о наших услугах по отделке поверхностей .
Примечание. Эта статья была первоначально опубликована в апреле 2021 г. и обновлена в мае 2022 г.
Что такое анодирование алюминия? – Medical Design and Outsourcing
[Изображение из Florida Anodize System & Technologies]
Нил Пател, вице-президент, Florida Anodize System & Technologies (FAST)
Анодирование алюминия — это процесс электрохимической пассивации, посредством которого поверхностный слой алюминия подложка превращается в слой оксида алюминия. Хотя на алюминии можно обнаружить естественный оксидный слой, этот слой часто бывает неровным, тонким и обеспечивает плохую защиту. Контролируемое приложение электрического заряда в кислой электролитической ванне приводит к очень регулярному и однородному слою, который имеет повышенную прочность, а также стойкость к износу и коррозии. Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазочные материалы.
Существует множество процессов и стандартов, применимых к анодированию алюминия, наиболее распространенные из которых берут свое начало в оборонной, аэрокосмической и автомобильной промышленности. В США наиболее часто цитируемой спецификацией анодирования является спецификация Министерства обороны США MIL-A-8625, которая определяет три типа анодирования алюминия: тип I — анодирование хромовой кислотой, тип II — анодирование серной кислотой и тип III — твердое анодирование серной кислотой, с Чаще всего используются тип II и тип III.
Как наносят анодированные покрытия?
Процессы анодирования включают погружение алюминиевого компонента в кислотную электролитическую ванну с последующим пропусканием электрического заряда через среду. Катод расположен снаружи бака, а алюминий служит анодом (отсюда и термин анодирование). Когда ток проходит через ванну, ионы кислорода высвобождаются из кислого электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрируется в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрируется в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
На что обратить внимание при выборе анодированного покрытия?
Люди часто неправильно понимают терминологию анодирования, особенно в отношении фразы «твердое покрытие». Хотя на первый взгляд слово «твердый» может указывать на некоторую форму прочности или износостойкости, в данном случае «твердое покрытие» более точно относится к толщине анодного слоя. В спецификации MIL-A-8625, из которой произошел этот термин, даже не упоминаются какие-либо характеристики твердости для анодов типа II или типа III. На самом деле твердость оксида алюминия обоих типов была бы эквивалентной, хотя разница в толщине твердого покрытия существенно меняет внешний вид поверхности подложки.
Это, в свою очередь, приводит к тому, что анодное покрытие является идеальным для медицинских устройств. Как указывалось ранее, наиболее распространенные спецификации анодирования в США исходят от аэрокосмической и оборонной промышленности.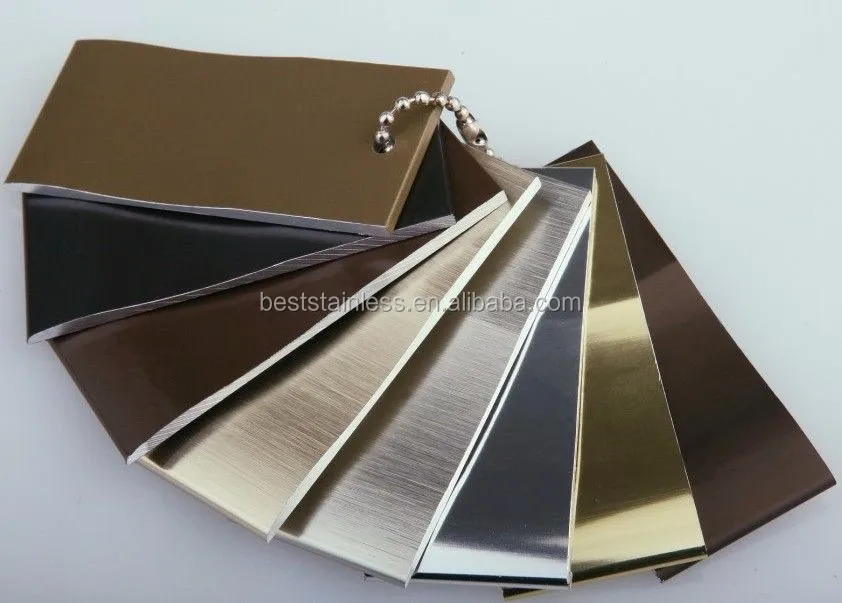 Потребности этих отраслей сильно отличаются от потребностей медицинских и хирургических устройств. Например, механические аспекты аэрокосмической, оборонной и автомобильной промышленности требуют стойкости к истиранию, поэтому было бы уместно анодирование с твердым покрытием. Однако для медицинской и хирургической промышленности стойкость к истиранию не так важна, как химическая устойчивость, которая необходима для систем стерилизации.
Потребности этих отраслей сильно отличаются от потребностей медицинских и хирургических устройств. Например, механические аспекты аэрокосмической, оборонной и автомобильной промышленности требуют стойкости к истиранию, поэтому было бы уместно анодирование с твердым покрытием. Однако для медицинской и хирургической промышленности стойкость к истиранию не так важна, как химическая устойчивость, которая необходима для систем стерилизации.
Таким образом, в первую очередь необходимо, чтобы медицинское анодированное покрытие было достаточно прочным, чтобы выдерживать не менее 50 циклов (а лучше больше) этиленоксида, перекиси водорода или высокощелочного очистителя. Для этого потребуется, чтобы краситель не выщелачивался, не выцветал, не шелушился и не образовывал пузырей после повторной стерилизации.
Кроме того, помимо соображений толщины или химической стойкости, хорошее медицинское анодирование также должно иметь гладкую и ровную поверхность без локального изменения цвета, а цвета не должны казаться тусклыми или нечеткими (если только это не желаемый внешний вид).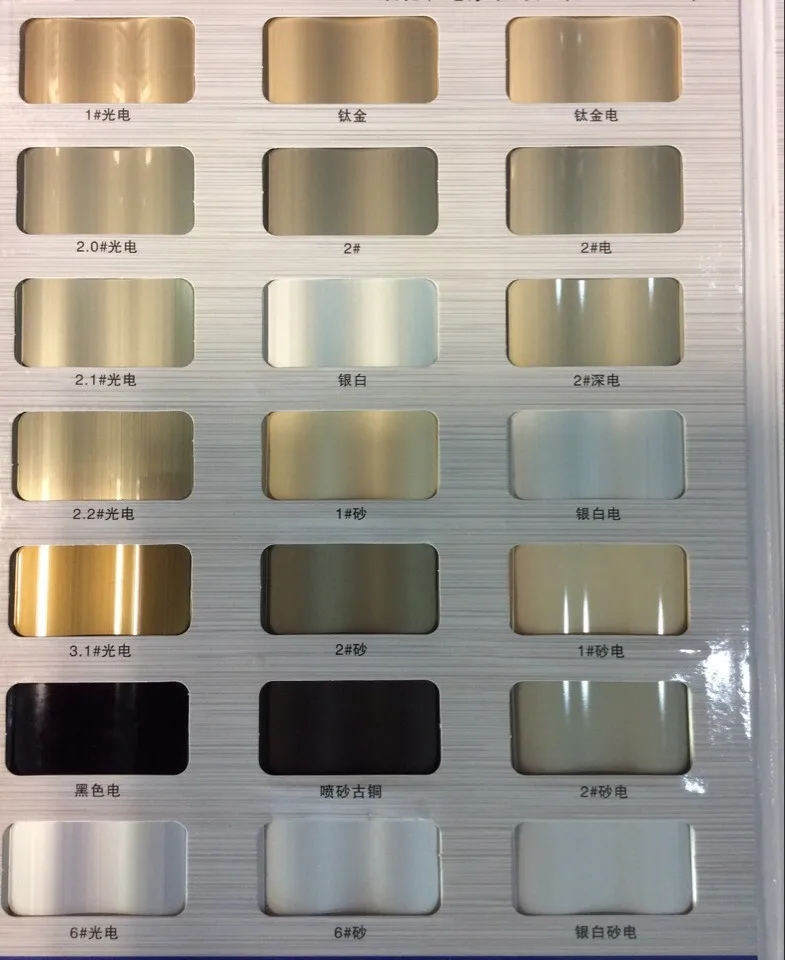 Скорее, для легкой идентификации и с учетом человеческого фактора в медицинских условиях анодные покрытия должны иметь яркое, легко идентифицируемое и блестящее покрытие.
Скорее, для легкой идентификации и с учетом человеческого фактора в медицинских условиях анодные покрытия должны иметь яркое, легко идентифицируемое и блестящее покрытие.
Наконец, поскольку оценка человеческого фактора при проектировании медицинских устройств становится все более строгой, медицинское анодирование должно быть доступно во множестве цветов, чтобы помочь операторам легко различать типы устройств или поверхности управления. Несмотря на то, что доступна черная или прозрачная отделка, палитра невымываемых, устойчивых к стерилизации цветов позволяет производителям медицинского оборудования эффективно использовать цвет в качестве модальности человеческого фактора.
Таким образом, анодирование медицинского назначения должно быть:
- ровная и однородная отделка,
- доступен во множестве не вымываемых цветов,
- быть эстетичным,
- устойчив к агрессивным химическим средам стерилизационных систем
На что обращать внимание при выборе поставщика услуг по анодированию
Поставщики услуг по анодированию есть практически в каждом уголке США.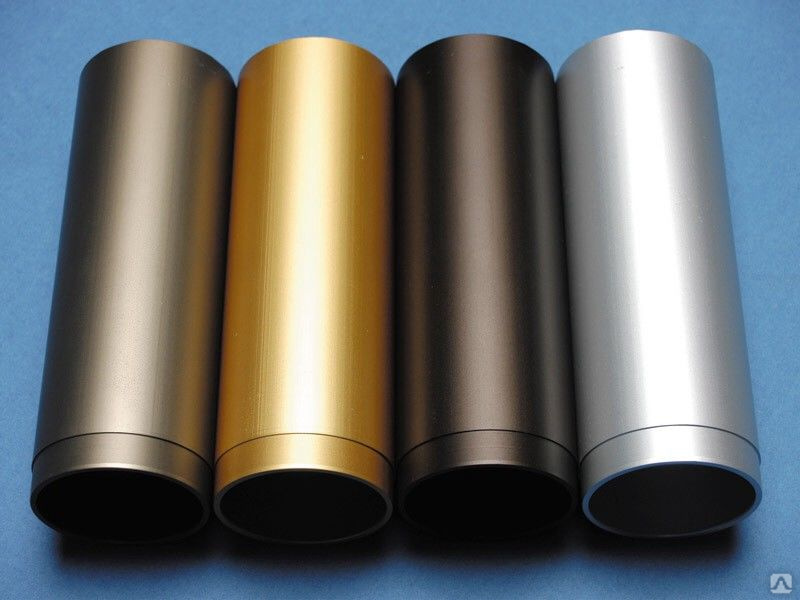 Тем не менее, в отрасли медицинского оборудования стоимость некачественной продукции исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика услуг по анодированию.
Тем не менее, в отрасли медицинского оборудования стоимость некачественной продукции исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика услуг по анодированию.
При выборе поставщика необходимо учитывать несколько важных моментов:
- Опыт работы в медицинской отрасли — большая часть анодирования выполняется для аэрокосмической и оборонной промышленности, поэтому выбор компании, занимающейся анодированием, не только с опытом, но и со специализацией в области медицинских устройств, может кардинально изменить ситуацию. повлиять на конечное качество анодного покрытия. Приемлемые масла для обработки, производственные стандарты и т. д. зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях, может привести к загрязнению ванны и получению несоответствующего материала.
- Соответствие требованиям медицинской промышленности — когда качество всех компонентов имеет решающее значение, важно, чтобы поставщик понимал нормативные требования сектора медицинского оборудования и имел проверенную отраслевую систему управления качеством, такую как ISO 13485.
