
«Благородная матовость». Анодированное покрытие шкафного алюминиевого профиля
Несмотря на обилие новинок на прошедшей мебельной выставке в Москве, мы уверились в том, что анодированные цвета — непреходящая классика. Сочетание цены-качества, внешняя красота и функциональные характеристики делают анодированный алюминиевый профиль для изготовления шкафов-купе вечным хитом с большим «запасом прочности».
Популярность анодированных декоров
Почему же анодированный профиль так популярен? Не только же в том дело, что большинство заказчиков мебели, конечных потребителей, лучше знакомы с матовыми цветами.
Анодирование — один из видов защитно–декоративного слоя на поверхности алюминиевого профиля, придающий красивый внешний вид, продлевающий срок службы, повышающий износостойкость.
Анодированный алюминий хорошо отражает свет и блестит (более сильная отражающая способность только у серебра). Однако анодированный слой должен быть равномерным, с высокой микротвердостью.
Наиболее распространены 4 декора анодированного алюминия — матовый хром (серебро), матовое золото, матовая шампань (зеленый оттенок) и матовая бронза (коричневый оттенок).
- Анодирование повышает коррозийную устойчивость алюминия;
- Анодированный профиль обладает увеличенным сроком действия;
- Такой профиль устойчив к возможным термическим перепадам;
- Анодирование снижает степень последующего воздействия кислот и щелочей бытовой химии;
- Алюминиевый профиль после анодирования становится прочнее и устойчивее к механическим воздействиям.
Такие характеристики присущи и самому металлу. Это легкий и «покладистый» в обработке металл, с многофункциональным использованием.
Анодирование — процесс технологически сложный. Профиль из алюминия погружают в электролит (водный раствор серной кислоты h3SO4) и пропускают ток от положительного источника (анода). Поэтому процесс и называется анодированием. В результате реакции выделяющийся кислород взаимодействует с алюминием и вытравливает «плёнку» на его поверхности. Суть процесса — получить защитное оксидное покрытие из кислотных растворов через электролиз.
Алюминиевый профиль помещают в низкотемпературную ванну с раствором серной кислоты плотностью 1200-1300 г/л. Анодирование протекает при силе тока 10-50 мегаампер на каждый см² профиля и напряжении до 50-100 В. В процессе анодирования кислота полностью растворяется.
Декоративное покрытие получается в процессе окрашивания. При анодировании поддерживается температура от −20 до +20 градусов, влияющая на качество и естественность оттенка оксидной пленки. При высокой температуре пленка получается бесцветная и тонкая, благодаря чему ее можно окрасить. С помощью понижения температуры получают толстую и плотную пленку с золотистой окраской.
При высокой температуре пленка получается бесцветная и тонкая, благодаря чему ее можно окрасить. С помощью понижения температуры получают толстую и плотную пленку с золотистой окраской.
Поскольку получаемая пленка пористая, профиль после анодирования дополнительно обрабатывают паром или кипящей водой для гладкости и равномерности.
Этапы анодирования можно перечислить так:
- Приём профиля после прессования;
- Дробеструйная обработка профиля и шлифование;
- Навешивание профиля на линию;
- Травление (очищение) в щелочной ванне;
- Анодирование в серной кислоте при силе тока в 10 мегаампер;
- Кипячение или парообработка;
- Проверка поверхности профиля и снятие с линии;
- Упаковка.
Анодированный алюминиевый профиль для шкафов-купе не ржавеет, покрытие не трескается и не отслаивается даже в холодных и влажных помещениях. Анодированные декоры очень красивы, поэтому профиль не нуждается в дополнительной дорогостоящей обработке. Именно поэтому анодированные хром, золото, бронза и шампань остаются на пике популярности и востребованы заказчиками шкафов-купе и межкомнатных перегородок.
Именно поэтому анодированные хром, золото, бронза и шампань остаются на пике популярности и востребованы заказчиками шкафов-купе и межкомнатных перегородок.
Что такое анодирование алюминия: назначение, технология
В настоящее время алюминий широко используется в различных целях благодаря своим характеристикам. Он очень легко поддается обработке, и при высокой прочности имеет сравнительно небольшой вес. Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Прежде чем разобраться в технологии, нужно разобраться, что такое анодированный алюминий. Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.
Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии.
Холодное анодирование
За счет высокой эффективности данный процесс стал очень популярным для выполнения в домашних условиях. Суть метода заключается в том, что слой со стороны металла увеличивается за счет растворения с внешней стороны. Отличительной чертой данной технологии является необходимость поддержания низкой температуры. Также есть недостаток – это отсутствие возможности использования органических красителей.
В целом процесс состоит из следующих этапов:
- подготовка и закрепление детали;
- анодирование;
- промывка;
- закрепление слоя посредством обработки.
Технология анодирования
На первом этапе необходимо приготовить алюминиевые ванные.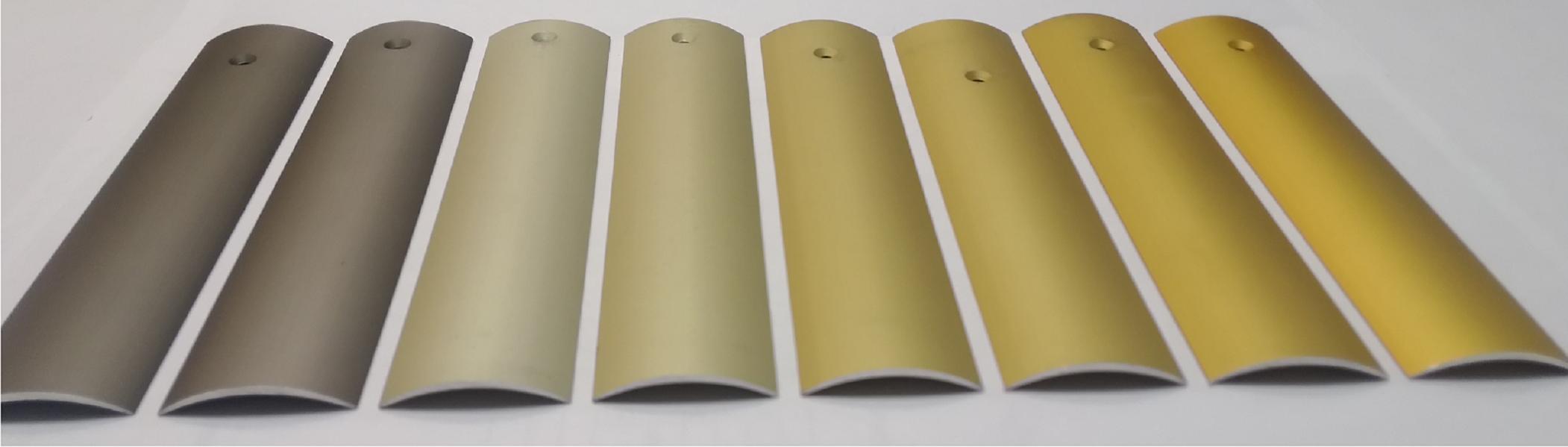
Подготовительный процесс
Прежде чем приступать к анодировке алюминия, необходимо тщательно очистить образец. На нем не должно быть никаких загрязнений. Поверхность обезжиривают и удаляют предыдущий слой металлического оксида, так как его наличие способно помешать равномерному образованию нового покрытия. После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
Химическая обработка
В ванную помещают электролит, в качестве которого могут быть растворы как неорганических кислот, например, серной и хромовой, так и органических – щавелевой и сульфосалициловой.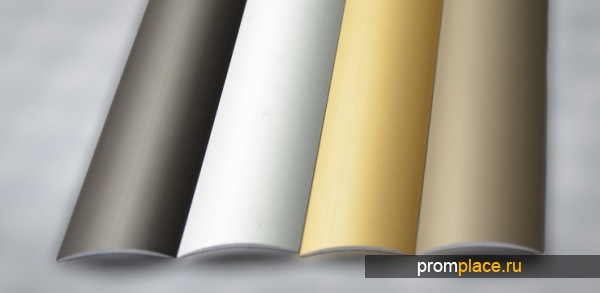
В домашних условиях для обеспечения безопасности в качестве электролитов используют содовые растворы.
От состояния электролита напрямую зависит качество анодирования, из-за чего следует внимательно отнестись к его выбору и подготовке.
Закрепление
После процедуры анодного окисления на образце появляются поры различного диаметра, которые необходимо закрыть, чтобы добиться прочности. Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Но если же изделие после анодировки было покрыто краской, то закреплять не нужно, так как краска закроет образовавшиеся поры.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Анодирование алюминия и его виды
Помимо вышеперечисленных способов анодирования, применяются и другие виды: твердое, микродуговое и цветное.
В процессе твердого анодного окисления используют смесь нескольких электролитов, например, кислот. Данный процесс часто применяется для изготовления микропленок в промышленности, например, в машиностроении, изготовлении приборов и т.д, где высокая прочность изделия является необходимым требованием.
При микродуговом оксидировании происходит не только окисление поверхности металла, но и ряд других электрических процессов, за счет чего покрытия получаются очень качественные и с высокой способностью к адгезии.
Задача цветного анодирования очень проста – изменить цвет детали. Для этого применяют разнообразные методы:
- Метод адсорбции, во время которого деталь погружается в ванную с электролитом.
- Интегральное окрашивание. Во время этого процесса используется смесь электролита и органических солей.
- Интерференционное окрашивание. В этом методе создается специальный светоотражающий слой, что приводит к большему разнообразию цветовой гаммы.
- Электролитическое окрашивание (черное анодирование).
 Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
 Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.Покрытия PTFE для анодированного алюминия
Предприятиям, специализирующимся на анодировании алюминия, нередко заказывают обработку изделий, которая задействует политетрафлороэтилен (PTFE) – в качестве основного покрытия либо как материал для насыщения. Область применения подобных материалов – предметы домашнего обихода (кухонная утварь) и разнообразные шарниры и крепления.
Достаточно ознакомиться со списком основных тем форума на специализированном сайте www.finishing.com, чтобы понять, насколько актуальным этот вопрос является для металлообрабатывающих предприятий. Данная статья представляет собой обзор процессов и технологий, предлагаемых на современном отраслевом рынке, некоторые из которых распространяются под уже известными торговыми марками, такими, как «TUFRAM» (www. magnaplate.com).
magnaplate.com).
Необходимо различать такие понятия, как «покрытие PTFE на анодированном алюминии» и «насыщение пор оксидной пленки политетрафлороэтиленом». Однако насколько оба эти способа обработки связаны со стадией уплотнения? Как показывает исследование, проведенное в этой сфере, не дает четкого ответа на данный вопрос.
НЕПРИЛИПАЮЩИЕ ПОКРЫТИЯ
Анодные пленки на алюминии часто покрывают внешним слоем органических красителей или смол, и, несмотря на свою химическую пассивность, покрытия PTFE не являются исключением в этом отношении. Однако необходимо отметить, что это покрытие обладает особенностями, отличающими его от традиционных термопластических и термоотверждающихся смол. Несмотря на некоторые общие свойства, PTFE уникально по ряду показателей. Широко известным является тот факт, что предварительная обработка, в том числе и модификация топографии поверхности, значительно влияет на эксплуатационные характеристики конечного покрытия. Изучив имеющиеся патенты можно сделать вывод, что перед стадией анодирования, поверхности алюминия необходимо придать шероховатость до уровней:
• Ra = 8 – 30 μм и/или
• Rz = 40-180 μм и/или
• Ry = 50 – 250 μм,
где Ra, Rz, Ry – наименьшая, средняя и высшая высота неровностей поверхности. Эти патенты также предусматривают рекомендуемую толщину оксидной пленки и различные способы модификации микрогеометрии подложки, включая галтовку и др.
Эти патенты также предусматривают рекомендуемую толщину оксидной пленки и различные способы модификации микрогеометрии подложки, включая галтовку и др.
Правообладатели патента U.S. Patent 6,365,276 (2002, «Matsushita Chemical America») предлагают, наоборот, наносить фторсодержащие смолы (а не только PTFE) на блестящую гладкую поверхность алюминия с коэффициентом отражения 67%. В патенте отмечается, что, если анодированная поверхность алюминия представляет собой прекрасную подложку для нанесения лакокрасочного или порошкового покрытия, то уплотненная оксидная пленка такой особенностью не обладает.
Процесс обработки, очень подробно описанный разработчиками, представляет особый интерес для тех, кто работает с металлами слоистой структуры.
НАПОЛНЕНИЕ PTFE: НА ВОДНОЙ ОСНОВЕ, ЖИДКОЕ, ТВЕРДОЕ
Использование твердых полимеров: По общепринятому представлению, наполнение PTFE выполняется путем ввода суспензии на водной основе или распылением аэрозоля. Однако для этих целей подойдет и расплавленный полимер. Это доказывает компания «Martin Marietta Corp.» своей разработкой, запатентованной в 1970г. (U.S. Patent 3,510,411). И хотя в основу изобретения положено исследование алифатических полимеров, отдельно применение PTFE разработчиками не рассматривалось.
Это доказывает компания «Martin Marietta Corp.» своей разработкой, запатентованной в 1970г. (U.S. Patent 3,510,411). И хотя в основу изобретения положено исследование алифатических полимеров, отдельно применение PTFE разработчиками не рассматривалось.
Аналогичный подход (в данном случае относящийся к наполнению хромированного образца с внутренними микротрещинами) лежит в основе использования метода натирания (U.S. Patent 4,094,749, 1978, «Tools for Bending Inc»). Ниже описывается метод обработки с использованием фторсодержащего воска.
Полимерные суспензии:
В отличии от традиционного нанесения покрытий, наполнение (насыщение) вызывает целый ряд вопросов. Анодные оксиды отличаются пористой структурой, однако эти поры крайне небольшого размера, гораздо меньшего, чем размеры частиц суспензий PTFE, предлагаемых на отраслевом рынке. Таким образом, насыщение покрытия частицами PTFE – далеко не однозначный метод.
Его нельзя сравнивать с окрашиванием алюминия, поскольку в последнем случае красящие вещества или атомы металла, несущие цвет, оседают на дно поры. PTFE, наоборот, не обеспечит необходимой износостойкости, если хотя бы часть полимерных молекул не проникнет сквозь поры на поверхность.
PTFE, наоборот, не обеспечит необходимой износостойкости, если хотя бы часть полимерных молекул не проникнет сквозь поры на поверхность.
И, наконец, крайне актуальным остается вопрос из области трибологии, – каким образом макромолекулы PTFE удерживаются на поверхности, не удаляясь под механическим воздействием (аналогично влаге на стекле, ликвидируемой стеклоочистителями). Возможно, при износе матрицы (оксидной пленки) пора насыщается свежим PTFE.
Ряд специалистов сомневается в фактическом существовании такого вида покрытий, как насыщение PTFE. Однако лабораторно подтвержденные результаты исследований должны рассеять эти сомнения.
Йинг Лью провел испытания ряда покрытий с низким коэффициентом трения, включая покрытия, полученные путем наполнения PTFE. В своей работе он приводит снимки металлографических разрезов. На одном из изображений спектрально-микрографический анализ показал наличие в порах частиц PTFE, на другом – частицы не просматривались. Данная работа представляет собой интерес как сравнительный анализ разных видов анодных покрытий на алюминии, как с последующей обработкой, так и без нее. К сожалению, исследование не содержит подробного описания формирования данных покрытий.
К сожалению, исследование не содержит подробного описания формирования данных покрытий.
Возможно, одним из первых изобретений в данной области стал процесс, разработанный С. П. Ковино для компании «General Magnaplate Corp.» (U.S. Patent 3,574,071, 1991г.).
Процесс, в основу которого положен довольно простой принцип, представляет собой анодирование, сопровождаемое погружением в водную суспензию PTFE. Очевидно, что изобретателю известны микроскопические размеры пор оксидной пленки, поскольку патент рекомендует использовать материалы, размер частиц которых не превышал бы 0,02 μм. Хотелось бы отметить, что хотя автор называет свою технологию «насыщением», явных свидетельств правомочности подобного названия обнаружить не удалось.
«New York Air Brake» был выдан патент № U.S. Patent 5,947,446 на изготовление тормозных колодок железнодорожных локомотивов с применением анодирования, насыщенного частицами PTFE (1990г.).
Компания предлагает обрабатывать поверхность детали с использованием «AnoLubeIII» от «AnoPlate Corp. » или распылением состава, содержащего PTFE. Схожая технология обработки компонентов автодвигателей была запатентована «Sealed Power Tech Ltd» в 1994 году. Как и в предыдущем случае, описанию технологического процесса нанесения покрытия отводится крайне мало информации – авторы ограничиваются замечанием о производителе используемых материалов, компании «DuPont».
» или распылением состава, содержащего PTFE. Схожая технология обработки компонентов автодвигателей была запатентована «Sealed Power Tech Ltd» в 1994 году. Как и в предыдущем случае, описанию технологического процесса нанесения покрытия отводится крайне мало информации – авторы ограничиваются замечанием о производителе используемых материалов, компании «DuPont».
Еще один патент, задействующий данный процесс, был выдан компании «Ford» в 1995 году (№ DE4423543) и касался производства подъема кулачка распредвала, анодированная поверхность которого насыщалась твердыми смазочными веществами.
Стимулирование процесса насыщения:
Существует несколько способов стимуляции процесса насыщения покрытия, среди которых один из наиболее известных – использование вакуума для всасывания насыщающих веществ в поры оксидов.
В 2002 году «Korry Electronics» запатентовала ультразвуковой способ ускорения процесса. Эта технология, демонстрируя широту применения комбинаций анодирования и PTFE, основывается на использовании фторированных смазок для форм. В ванну насыщения помещают ультразвуковой передатчик.
В ванну насыщения помещают ультразвуковой передатчик.
Однако остается непонятным, чем данная технология отличается от предложенной и запатентованной в 1991 году компанией «Sankyo Seiki», в основе которой также лежит идея использования ультразвука. Чтобы упростить процесс наполнения (насыщения) анодного слоя, поры в анодном покрытии следует предварительно расширить. Эта процедура входит в технологический процесс окрашивания анодных оксидов и подробно описывается в специализированной литературе.
Плазменное анодирование:
Как показали недавние исследования, анодный слой, формируемый в плазме, отличается повышенной твердостью и толщиной, что делает его идеальным материалом для наполнения. Наиболее перспективными технологиями плазменного анодирования, разработанными в США, являются процессы, разработанные «KECO Engineered Coatings» и «Keronite Ltd». Обе компании расположены в шт. Индиана, родине американского автоспорта, для которого и создавалась инновационная технология.![]() «Keronite Indianapolis LLC» – один из основных поставщиков промышленной химии для производителей гоночных машин в США.
«Keronite Indianapolis LLC» – один из основных поставщиков промышленной химии для производителей гоночных машин в США.
Над этой проблемой работало еще несколько компаний, одна из них, «SEB SA», запатентовала результат своей работы (№ EP 902105, 1999) как многослойное противопригарное покрытие для кухонных принадлежностей. Основной анодный слой может представлять собой муллит, а химический состав использоваться как грунт для формирования закрепляющего слоя для одного или нескольких PTFE покрытий.
На рис. 1 изображен приводной ременной шкив ткацкого станка. Слева перечислены преимущества, которых можно добиться использованием современных технологий обработки. Традиционно эта деталь изготовляется из стали, однако благодаря процессу плазменного анодирования с насыщением PTFE, в качестве материала можно так же использовать алюминий.
Покрытие «PTFE Keronite coating» обладает большей износостойкостью и, при установке детали в механизмы возвратно-поступательного движения обеспечивает сокращение энергоемкости за счет снижения массы покрытия, что приводит к повышению эффективности процесса и экономии энергии.
С точки зрения трибологии, достоинства этой системы представлены на Рис. 2, который приводит данные по силе сцепления покрытия с основой, выявленные путем испытания методом царапания. Приняв вертикальную ось за шкалу оценки (на ней отмечены значения критической силы), определяем характеристики плазменного анодирования «Keronite» с PTFE-наполнением (крайняя левая), которые, как становится очевидно из рисунка, гораздо превосходят свойства аналогичного наполнения, но с использованием полимеров, не содержащих фтор, ненаполненного покрытия “Keronite” и (крайняя правая) традиционного твердого анодирования легких металлов.
Объединение процессов анодирования и нанесения PTFE:
Чтобы избежать технических сложностей, связанных с выполнением насыщения (наполнения), некоторыми разработчиками предлагается другой подход, согласно которому анодирование производится в соответствии с традиционной технологией с той лишь разницей, что в электролит добавляется суспензия PTFE. Этот метод был запатентован компанией «U.S. Bunker Ramo Corp.» под номером GB 1170541 (1969). Разработчики отмечают, что их технология также может быть использована и с полиэтиленом, хотя смазочные свойства при этом могут ухудшиться.
Этот метод был запатентован компанией «U.S. Bunker Ramo Corp.» под номером GB 1170541 (1969). Разработчики отмечают, что их технология также может быть использована и с полиэтиленом, хотя смазочные свойства при этом могут ухудшиться.
Нанесение покрытия с последующим выщелачиванием:
Еще один, абсолютно новый подход, предлагает нанесение на анодный слой состав из частиц PTFE и ионов низкоплавких металлов, таких, как индий или свинец. После нанесения, верхний слой подвергается селективному кислотному травлению,в результате чего на поверхности остается насыщенное PTFE металлическое покрытие. Подробно этот способ описан в патенте GB 876209 (1961, «Glacier Bearings»), выданном на способ обработки упорного подшипника.
Уплотнение:
Несмотря на то, что процессы «уплотнения» и «наполнения» рассматриваются в данной статье отдельно друг от друга, различие между ними крайне незначительно. Перлштайн в своей таблице приводит коэффициенты истирания для 5 типов уплотнений. PTFE (раствор суспензии «DuPont», концентрация 5 мл/л) соответствует наименьшему из значений, 0,07
PTFE (раствор суспензии «DuPont», концентрация 5 мл/л) соответствует наименьшему из значений, 0,07
Технология, предлагаемая компанией «Henkel» (патент № WO0036190, 2000), представляет собой процесс уплотнения поверхности анодированного алюминия водными растворами фторполимеров и родственных веществ. Продолжительность цикла обработки – от 0.5 до 4 минут на 1 микрон слоя оксидной пленки. В технических материалах, разработанных компанией, содержится масса информации касательно качества осадка, сопротивления твердых материалов и т.д., однако нет данных относительно маслоемкости. Аналогами данного покрытия являются EP 1141448 and DE19858034.
Коммерческие факторы и применяемые стандарты:
В США твердое анодирование, наполненное PTFE, широко рекламируется несколькими предприятиями. Автор не располагает техническими подробностями и приносит извинения компаниям-разработчикам этих покрытий, не упомянутых здесь.
«Luke Engineering» использует «Lukon 24» (www. lukeeng.com), которое, как утверждает поставщик, соответствует спецификациям MIL-A-63576 (включая 3-ий тип наполнения тефлоном) и AMS-2482.
lukeeng.com), которое, как утверждает поставщик, соответствует спецификациям MIL-A-63576 (включая 3-ий тип наполнения тефлоном) и AMS-2482.
Среди наиболее известных марок также следует отметить «Tufram», «Sintef» и «Polyube». Кроме того, производители PTFE предлагают разнообразные составы для насыщения (наполнения) анодных оксидов на алюминии.
Так, например, «DuPont» в своих внутренних справочниках особо отмечает процесс плазменного анодирования алюминия с насыщением PTFE. 3М также выпустила довольно широкий спектр материалов для применения в этой же сфере под общим брендом «Dyneon» (http://cms.3m.com/cms/US/en/). Ряд предприятий используют PTFE материалы от «RO-59 Inc», США (www.members.aol.com/ro59inc/).
Еще один продукт, предлагаемый для применения с этой целью, – «Slickote Anodize» (Slickote PTFE 100), покрытие которым, по словам разработчиков, выдерживает более 1000 часов в камере соляного тумана после анодирования и уплотнения (www.slickkote.com). Могут ли воски использоваться для насыщения, пока остается не ясным. «SVST Inc» (www.svst.com) – один из производителей составов на основе фторсодержащих восков, предназначенных для наполнения холодным и горячим способами.
«SVST Inc» (www.svst.com) – один из производителей составов на основе фторсодержащих восков, предназначенных для наполнения холодным и горячим способами.
Выводы и заключения:
Мнение, принятое металлообрабатывающим сообществом США (в результате дискуссий с предприятиями и цехами, специализирующимися на выполнении данного процесса) состоит в том, что, хотя термин «насыщение» покрытия используется довольно широко, он не является верным.
Согласно общеизвестным положениям, размер пор оксидов слишком мал (менее 30 нм), чтобы вместить в себя частицы PTFЕ. В ответ на это поставщики PTFE утверждают, что их материалы содержат частицы достаточно маленького размера, чтобы проникнуть в поры оксидов.
Одно обстоятельство, вносящее разногласия в данный вопрос, – это наличие снимков металлографического среза, приводимых Йингом Лью. Принимая во внимание неоднозначность данного вопроса, в практической работе следует действовать логическим путем и признать, что незаряженные макромолекулы красящих веществ действительно могут проникнуть глубоко внутрь пор оксидов.
По мнению специалистов «RO-59 Inc.», если частицы PTFE способны достаточно легко проникнуть внутрь поверхности алюминия, они также легко смываются с этой поверхности. Возможно наличие химической реакции между PTFE и алюминием.
Для получения постоянного покрытия необходимо упрочнение химической связи. Используемые упрочняющие добавки не запатентованы, но охраняются коммерческой тайной.
Однако иллюстрации, приведенные на сайте «General Magnaplate» (www.magnaplate.com) не оставляют сомнений, что разработчики считают данный процесс наполнением.
Некоторые итальянские компании наносят PTFE на анодированный алюминий, но только после грунтовки поверхности. Подробности технологии пока не известны.
В своей работе, мало известной широкой аудитории, Шульц и Карре исследуют силу сцепления органических покрытий с алюминием, модифицированных различными способами. Ученые приводят математическую теорию, объясняющую взаимодействие поверхностной энергии и действия адгезии. Данное исследование представляет несомненный интерес, однако оно касается в большей степени физического аспекта силы сцепления, а не химического связывания.
Данное исследование представляет несомненный интерес, однако оно касается в большей степени физического аспекта силы сцепления, а не химического связывания.
Окончательным, хотя и не бесспорным, выводом настоящей работы является то, что, хотя наполнение оксидов в истинном смысле этого слова и встречается, оно в большинстве случаев представляет собой дополнение к основному процессу нанесения покрытия (сила сцепления которого достигается механическими способами сцепления покрытия с заполняемой поверхностью). Силой сцепления подобное покрытие обязано в большей степени химическому связыванию. Насколько это утверждение верно для оксидного слоя, формируемого в результате плазменного анодирования по технологии «Keronite», пока остается не ясным.
Что такое анодированная сталь?
Анодированная сталь – это сталь, на которую нанесено защитное покрытие для ее усиления и замедления воздействия коррозии. Хотя анодированная сталь может выглядеть как многие другие анодированные металлы, в частности алюминий, это не настоящий процесс анодирования, который создает стальное покрытие. Это связано с тем, что анодирование включает окисление поверхностного слоя самого фактического металла, что чаще всего делается с алюминием для получения защитного поверхностного слоя из оксида алюминия. Однако, когда сталь окисляется, в результате получается покрытие из оксида железа Fe 2 O 3 , более известного как ржавчина, которое практически не защищает нижележащий металл и может, на самом деле, увеличить вероятность нижележащий слой металла для коррозии. Следовательно, способ, который используется для создания изделий из анодированной стали, включает нанесение на металл других типов поверхностных слоев анодированного металла на основе оксидов цинка, алюминия или других барьерных соединений.
Это связано с тем, что анодирование включает окисление поверхностного слоя самого фактического металла, что чаще всего делается с алюминием для получения защитного поверхностного слоя из оксида алюминия. Однако, когда сталь окисляется, в результате получается покрытие из оксида железа Fe 2 O 3 , более известного как ржавчина, которое практически не защищает нижележащий металл и может, на самом деле, увеличить вероятность нижележащий слой металла для коррозии. Следовательно, способ, который используется для создания изделий из анодированной стали, включает нанесение на металл других типов поверхностных слоев анодированного металла на основе оксидов цинка, алюминия или других барьерных соединений.
Особенно эффективным способом создания анодированной стали является взаимодействие ее с гидроксидом калия, КОН или гидроксидом натрия, NaOH. При использовании этих химических веществ на поверхности растет слой магнетита, Fe 3 O 4 или дихроичного магнетита, который обеспечивает защиту лежащей в основе стали. В то время как сам магнетит имеет сине-черный цвет, дихроичный магнетит обладает оптическим эффектом, когда цветная радуга отражается от поверхности в зависимости от положения, с которого он просматривается. Часто анодированная стальная кухонная посуда демонстрирует этот эффект радуги или другие анодированные продукты, которые имеют некоторую эстетическую ценность. Хотя магнетит тесно связан с обычной ржавчиной химически, которая иногда состоит из соединений лепидокроцита γFeOOH или гетита αFeOOH, он обладает гораздо более стойкими и защитными свойствами, чем ржавчина.
В то время как сам магнетит имеет сине-черный цвет, дихроичный магнетит обладает оптическим эффектом, когда цветная радуга отражается от поверхности в зависимости от положения, с которого он просматривается. Часто анодированная стальная кухонная посуда демонстрирует этот эффект радуги или другие анодированные продукты, которые имеют некоторую эстетическую ценность. Хотя магнетит тесно связан с обычной ржавчиной химически, которая иногда состоит из соединений лепидокроцита γFeOOH или гетита αFeOOH, он обладает гораздо более стойкими и защитными свойствами, чем ржавчина.
Другой метод, используемый для создания анодированной стали, состоит в покрытии ее оксидами цинка или алюминия. Различные типы кислот используются в электролитической ванне для создания оксидов металлов покрытия, от хромовой кислоты до серной кислоты и борно-серной кислоты. Стальная часть действует как отрицательная анодная часть электрической цепи в электролите, а металл-донор, такой как цинк или алюминий, составляет положительный катод. Когда ток проходит через раствор, он вместе с кислотным основанием удаляет ионы металлов с катода и осаждает их на аноде.
Когда ток проходит через раствор, он вместе с кислотным основанием удаляет ионы металлов с катода и осаждает их на аноде.
Одна из проблем, возникающих при создании анодированной стали, заключается в том, что это благородный металл, который при этом связан с неблагородными металлами, такими как алюминий. Поскольку эти металлы имеют разные потенциалы коррозии, для неблагородного металла характерно образование гальванического слоя между ними, когда они соединены вместе. Гальваническая скорость коррозии зависит от общей площади поверхности, где встречаются два металла, и от того, насколько пассивны или активны их скорости коррозии по сравнению друг с другом.
Поэтому единственный коммерчески жизнеспособный процесс, когда анодированная сталь производится путем покрытия ее другим элементарным металлом, – это нержавеющая сталь и алюминий. Это происходит потому, что обычная сталь страдает от эффекта гальванической коррозии, который возникает с алюминием при попытке анодирования, и это предотвращает образование прочной связи между металлами. Гальваническая коррозия является еще большей проблемой при соединении алюминия с такими металлами, как медь, бронза и латунь, поэтому эти металлы обычно не анодируются вместе. Другая проблема, которая может помешать процессу анодирования, даже если нержавеющая сталь сопряжена с алюминием, заключается в том, что следы хлоридов загрязняют процесс. Такое загрязнение также приведет к серьезным гальваническим дефектам и сделает ненадежным анодированное покрытие.
Гальваническая коррозия является еще большей проблемой при соединении алюминия с такими металлами, как медь, бронза и латунь, поэтому эти металлы обычно не анодируются вместе. Другая проблема, которая может помешать процессу анодирования, даже если нержавеющая сталь сопряжена с алюминием, заключается в том, что следы хлоридов загрязняют процесс. Такое загрязнение также приведет к серьезным гальваническим дефектам и сделает ненадежным анодированное покрытие.
ДРУГИЕ ЯЗЫКИ
Что такое анодированное покрытие?
Анодированное покрытие – это слой молекул, который прикрепляется к поверхности металла, чтобы продлить срок его службы. Этот металл становится более легким в уходе и, как правило, намного тяжелее, чем металл без анодированного покрытия. Чтобы придать металлу этот слой, необходимо использовать герметик, кислоту и электричество; в противном случае весь процесс не даст правильного покрытия. В зависимости от того, как это сделано, анодированный металл может получиться по-разному. Почти каждый металл – кроме тех, которые отказываются интегрироваться с кислородом или испытывают трудности при этом – могут быть анодированы.
Почти каждый металл – кроме тех, которые отказываются интегрироваться с кислородом или испытывают трудности при этом – могут быть анодированы.
В отличие от многих покрытий и отделочных материалов, анодированное покрытие не является искусственным. Это слой заряженного кислорода или оксида, который образуется на поверхности металла. Этот тонкий слой добавляет некоторые преимущества, такие как твердость и жесткость, чем у металла без покрытия. Металл, который был анодирован, также легче поддерживать благодаря покрытию. Без покрытия некоторые металлы склонны к поломке или растрескиванию, но это покрытие делает металл гладким и простым в использовании.
Для нанесения анодированного покрытия на металл необходимы три вещи: кислота, заполненная кислородом, электричество от катода и герметик, такой как вода или раствор на основе никеля, чтобы сохранить слой постоянным. После погружения в заряженную кислоту металл удаляется и помещается в герметик. Это обычно проще, чем другие способы нанесения покрытия, и, как правило, также дешевле.
Существует четыре классификации анодированного покрытия, основанные на том, насколько оно прочное и что сделано для анодирования металла. И тип IA, и тип IB представляют собой тонкие слои, которые подвергаются воздействию небольшого количества электричества и хороши для изготовления общих деталей. С покрытием типа II используется немного больше электричества, и кислота становится намного сильнее. Последний тип, тип III, является самым твердым покрытием и требует многократного прохождения процесса анодирования с помощью раствора, подобного покрытию типа II.
Большинство металлов способны наносить анодированное покрытие, но не все. Если металл отказывается взаимодействовать или очень трудно интегрируется с кислородом, то металл использовать нельзя. Железо, сталь и любые другие черные или железосодержащие металлы не могут быть анодированы, потому что, хотя железо реагирует с кислородом, оно ржавеет в его присутствии.
ДРУГИЕ ЯЗЫКИ
способы проведения процедуры (+25 фото)
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.

Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат. Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.

Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Покраска алюминия в домашних условиях (2 видео)
Анодированный алюминий (25 фото)
ROSA
Очистка и обслуживание
В чём состоится очистка и обслуживание алюминиевых, осветительных опор? В целом, анодированные поверхности характеризуются высокой устойчивостью на загрязнения, однако содержание декоративной поверхности высоких опор во время эксплуатации, может потребоваться периодическая очистка. Для чего? Некоторые виды загрязнений, в виду своих свойств, остаются на поверхности опоры, тем самым ухудшают декоративные свойства. В случае опор, чаще всего,- это загрязняющие вещества, типичные для высокоиндустриальных областей: вещества, которые возникают в процессе эксплуатации дорог, промышленных заводов и.т.п. Частота очистки и обслуживания зависит в основном от решения пользователя. Подавляющее большинство внешних факторов, не могут отрицательно повлиять на качество и долговечность анодированной поверхности.
В случае опор, чаще всего,- это загрязняющие вещества, типичные для высокоиндустриальных областей: вещества, которые возникают в процессе эксплуатации дорог, промышленных заводов и.т.п. Частота очистки и обслуживания зависит в основном от решения пользователя. Подавляющее большинство внешних факторов, не могут отрицательно повлиять на качество и долговечность анодированной поверхности.
Важно! Для очистки и обслуживания анодированных опор необходимо использовать исключительно нейтральные средства pH (5-9). Кроме того, не следует использовать материалы и предметы, которые могут глубоко поцарапать , и тем самым повредить анодированный слой.
После удаления загрязнений, поверхность необходимо промыть чистой водой до полного удаления остатков чистящих веществ.
Пример очистки и обслуживания анодированных опор при использовании традиционных чистящих средств и обслуживания для алюминиевых, анодированных поверхностей. В случае, чрезвычайно тяжёлых для удаления загрязнений, часто образующихся при кристаллизации солевых соединений, рекомендуется использовать специально предназначенные для этого средства. Эти продукты, как правило, эффективно растворяют все типы загрязнений, не повреждая верхний анодированный слой. Примером такого применения может быть удаление солевого осадка из системы подачи воды с морской водой после процесса опреснения с поверхности анодированной опоры, установленной в Саудовской Аравии. Этот вид воды в своем составе содержит много минеральных соединений. Из-за высоких температур окружающей среды вода быстро испаряется, оставляя твердый осадок на поверхности опоры. На рисунке ниже показана анодированная конструкция опоры до и после очистки с помощью Calnex C.
Эти продукты, как правило, эффективно растворяют все типы загрязнений, не повреждая верхний анодированный слой. Примером такого применения может быть удаление солевого осадка из системы подачи воды с морской водой после процесса опреснения с поверхности анодированной опоры, установленной в Саудовской Аравии. Этот вид воды в своем составе содержит много минеральных соединений. Из-за высоких температур окружающей среды вода быстро испаряется, оставляя твердый осадок на поверхности опоры. На рисунке ниже показана анодированная конструкция опоры до и после очистки с помощью Calnex C.
Анодирование алюминия | Промышленная обработка металлов
Анодирование – это процесс электрохимического преобразования, при котором образуется оксидная пленка, обычно на алюминии, в электролите (химическом растворе). Алюминиевые части являются анодом (отсюда и термин «анодирование»), и ток проходит между ними и катодом, обычно плоскими алюминиевыми стержнями, через упомянутый выше электролит (чаще всего используется серная кислота). Существуют различные типы анодирования, чаще всего называемые анодированием хромовой кислоты типа I, анодированием серной кислоты типа II и твердым анодированием типа III или твердым покрытием из обозначения Mil-A-8625.Другими менее распространенными типами являются фосфорная кислота и анодированный титан. Анодирование представляет собой пористую структуру, которая вырастает из основного алюминия и очень хорошо впитывает окрашенный краситель. Это делается путем вторичной операции с органической или неорганической окраской. Anoplate обрабатывает черный, синий, красный, золотой, а также небольшие партии зеленого и серого с использованием стандартных органических красителей. Мы также проводим электролитическое окрашивание (Anoplate’s AnoBlack EC и EC7), которое дает серо-черный цвет с использованием неорганических солей металлов.Любой цветной анодированный материал необходимо запечатать после обработки, чтобы сохранить цвет.
Существуют различные типы анодирования, чаще всего называемые анодированием хромовой кислоты типа I, анодированием серной кислоты типа II и твердым анодированием типа III или твердым покрытием из обозначения Mil-A-8625.Другими менее распространенными типами являются фосфорная кислота и анодированный титан. Анодирование представляет собой пористую структуру, которая вырастает из основного алюминия и очень хорошо впитывает окрашенный краситель. Это делается путем вторичной операции с органической или неорганической окраской. Anoplate обрабатывает черный, синий, красный, золотой, а также небольшие партии зеленого и серого с использованием стандартных органических красителей. Мы также проводим электролитическое окрашивание (Anoplate’s AnoBlack EC и EC7), которое дает серо-черный цвет с использованием неорганических солей металлов.Любой цветной анодированный материал необходимо запечатать после обработки, чтобы сохранить цвет.
Анодирование хромовой кислотой:
Анодирование хромовой кислотой или анодирование типа I приводит к самому тонкому анодному покрытию из трех основных типов; обычно порядка 0,00002–0,0001 дюйма (от 20 до 100 микродюймов) на поверхность. Хромовый анодированный алюминий, будучи тонким, при должном уплотнении обеспечивает такую же защиту от коррозии, что и более толстый серный анод с твердым покрытием. Хромированный анодированный материал выглядит более серым по цвету и, будучи более тонким, поглощает меньше цвета при окрашивании.Это ограничивает анодирование хромовой кислотой в качестве декоративной отделки, однако его можно окрасить в черный цвет для использования в качестве неотражающего защитного покрытия на корпусах для оптических компонентов. Даже окрашенный в черный цвет хромовый анодированный материал на вид светлее (более серый), чем обычный черный серный анодированный материал. Для того, чтобы хромовое анодирование принимало черный краситель, необходимо повысить температуру хромовой кислоты, поэтому это не делается каждый день и должно быть запланировано соответствующим образом.
Хромовый анодированный алюминий, будучи тонким, при должном уплотнении обеспечивает такую же защиту от коррозии, что и более толстый серный анод с твердым покрытием. Хромированный анодированный материал выглядит более серым по цвету и, будучи более тонким, поглощает меньше цвета при окрашивании.Это ограничивает анодирование хромовой кислотой в качестве декоративной отделки, однако его можно окрасить в черный цвет для использования в качестве неотражающего защитного покрытия на корпусах для оптических компонентов. Даже окрашенный в черный цвет хромовый анодированный материал на вид светлее (более серый), чем обычный черный серный анодированный материал. Для того, чтобы хромовое анодирование принимало черный краситель, необходимо повысить температуру хромовой кислоты, поэтому это не делается каждый день и должно быть запланировано соответствующим образом.
Анодирование хромовой кислоты Характеристики:
- Подходит для деталей с жесткими допусками: не меняет размеров
- Может быть окрашен в черный цвет – другие цвета не практичны
- Подходит для склеивания
- Непроводящий
- Подходит для сварных деталей и сборки
Анодирование хромовой кислоты Области применения:
- Компоненты, подвергнутые прецизионной механической обработке
- Компоненты аэрокосмической отрасли
- Сварные компоненты и узлы
- В качестве основы для краски / грунтовки
Анодирование борной серной кислоты (BSAA0002):
-Анодирование с использованием серной кислоты (BSAA) является альтернативой анодированию с использованием хромовой кислоты (CAA) из-за проблем, связанных с окружающей средой, безопасностью и здоровьем работников, а также с соответствующими затратами, связанными с продолжением использования процессов с шестивалентным хромом, таких как CAA. Основные области применения включают авиационные и аэрокосмические компоненты. Он соответствует стандарту MIL-A-8625, Type Ic и аэрокосмическим спецификациям, включая BAC 5632 компании Boeing. Он используется для защиты от коррозии и адгезии краски. Адгезия краски равна или выше, чем у хромовой кислоты, и этот процесс более энергоэффективен, чем процессы на основе хрома.
Основные области применения включают авиационные и аэрокосмические компоненты. Он соответствует стандарту MIL-A-8625, Type Ic и аэрокосмическим спецификациям, включая BAC 5632 компании Boeing. Он используется для защиты от коррозии и адгезии краски. Адгезия краски равна или выше, чем у хромовой кислоты, и этот процесс более энергоэффективен, чем процессы на основе хрома.Анодирование борно-серной кислотой Характеристики:
- Подходит для деталей с жесткими допусками: не изменяет размеры
- Защита от коррозии
- Подходит для склеивания
- Непроводящий
Анодирование серно-борной кислотой Применения:
- Прецизионно обработанные компоненты
- Аэрокосмические / авиационные компоненты
- Как краска / основная основа
Анодирование серной кислотой:
Сернокислотный процесс является наиболее распространенным методом анодирования.Пленки процесса анодирования серной кислотой имеют толщину от 0,001 до 0,001 дюйма. Общая толщина сформированного покрытия составляет 67 процентов проникновения в основу и 33 процентов роста по сравнению с первоначальным размером детали. Он особенно подходит для применений, где требуются твердость и устойчивость к истиранию. Однако там, где детали подвергаются значительным нагрузкам (например, детали самолетов), возможное присутствие остатков коррозионной кислоты нежелательно. Пористая природа пленок серной кислоты перед герметизацией используется с особым преимуществом при производстве окрашенных поверхностей алюминия и его сплавов.Пористый оксид алюминия хорошо впитывает красители, а последующая герметизация помогает предотвратить потерю цвета при эксплуатации. Хотя окрашенные анодированные пленки достаточно устойчивы к цвету, они имеют тенденцию к обесцвечиванию при длительном воздействии прямых солнечных лучей. Некоторые из цветов: черный, красный, синий, зеленый, городской серый, коричневый койот и золотой. Детали можно обрабатывать химическим или механическим способом перед анодированием для получения матовой (неотражающей) поверхности.
Общая толщина сформированного покрытия составляет 67 процентов проникновения в основу и 33 процентов роста по сравнению с первоначальным размером детали. Он особенно подходит для применений, где требуются твердость и устойчивость к истиранию. Однако там, где детали подвергаются значительным нагрузкам (например, детали самолетов), возможное присутствие остатков коррозионной кислоты нежелательно. Пористая природа пленок серной кислоты перед герметизацией используется с особым преимуществом при производстве окрашенных поверхностей алюминия и его сплавов.Пористый оксид алюминия хорошо впитывает красители, а последующая герметизация помогает предотвратить потерю цвета при эксплуатации. Хотя окрашенные анодированные пленки достаточно устойчивы к цвету, они имеют тенденцию к обесцвечиванию при длительном воздействии прямых солнечных лучей. Некоторые из цветов: черный, красный, синий, зеленый, городской серый, коричневый койот и золотой. Детали можно обрабатывать химическим или механическим способом перед анодированием для получения матовой (неотражающей) поверхности.
Подробнее об анодировании серной кислотой здесь.
Анодирование на основе серной кислоты Преимущества:
- Менее дорогой, чем другие типы анодирования, с точки зрения используемых химикатов, нагрева, энергопотребления и продолжительности времени для получения необходимой толщины.
- Больше сплавов можно обработать.
- Тверже, чем хромовое анодирование.
- Более чистая отделка позволяет окрашивать с большим разнообразием цветов.
- Обработка отходов проще, чем хромовое анодирование, что также помогает снизить затраты.
Анодирование серной кислотой Области применения:
- Оптические компоненты
- Корпуса гидравлических клапанов
- Военное оружие
- Корпуса компьютеров и электроники
- Механическое оборудование
Жесткое анодирование (Hardcoat):
Анодирование твердым покрытием, в то время как обычно сделанный в электролите на основе серной кислоты, он намного толще и плотнее, чем более традиционный серный анод. Hardcoat предназначен для алюминиевых компонентов, подверженных экстремальному износу, где требуется превосходная стойкость к истиранию, или в агрессивных средах, где необходимо более толстое, твердое и долговечное покрытие. Это также может быть полезно там, где требуется усиленная электрическая изоляция. Поскольку в некоторых случаях твердый анодированный слой может составлять до нескольких тысячных долей, это делает этот тип анодирования кандидатом для восстановления изношенных или неправильно обработанных компонентов.
Hardcoat предназначен для алюминиевых компонентов, подверженных экстремальному износу, где требуется превосходная стойкость к истиранию, или в агрессивных средах, где необходимо более толстое, твердое и долговечное покрытие. Это также может быть полезно там, где требуется усиленная электрическая изоляция. Поскольку в некоторых случаях твердый анодированный слой может составлять до нескольких тысячных долей, это делает этот тип анодирования кандидатом для восстановления изношенных или неправильно обработанных компонентов.
Жесткое анодирование Характеристики:
- Повышенная износостойкость
- Непроводящая
- Может восстанавливать изношенные поверхности алюминия
- Улучшать поверхность деталей для скольжения
- Может быть окрашен в черный цвет; другие цвета менее декоративны
- Поверхность тверже инструментальной стали
- Можно шлифовать или шлифовать
Твердое анодирование Применения:
- Клапаны
- Поршни
- Скользящие детали
- Механизмы петли
- Кулачки
- Шестерни
- Шарнирные соединения
- Изоляционные пластины
- Противовзрывные экраны
Анодирование титана:
Анодирование титана означает контролируемое создание оксидной пленки на поверхности титановых деталей. Анодирование титана используется по многим причинам, от идентификации деталей в медицинском оборудовании до контроля коррозии и склеивания в аэрокосмической отрасли. В зависимости от марки титанового сплава он может быть анодирован во многих разных цветах, однако Anoplate предлагает эту отделку только в сине-сером цвете.
Анодирование титана используется по многим причинам, от идентификации деталей в медицинском оборудовании до контроля коррозии и склеивания в аэрокосмической отрасли. В зависимости от марки титанового сплава он может быть анодирован во многих разных цветах, однако Anoplate предлагает эту отделку только в сине-сером цвете.
Anoplate может предложить эту отделку для AMS 2488 Type II и ряд уникальных спецификаций клиентов.
Анодирование титана Характеристики:
- Используется для окраски титана
- Используется для помощи в поиске трещин под напряжением в основном материале
- Повышенная коррозионная стойкость
- Улучшает адгезию сухой пленки смазки или краски
Титан Применение анодирования:
- Детали самолетов
- Медицинские приборы
- Компоненты космических аппаратов
Электролитическое двухэтапное анодирование – AnoBlack EC
Целью анодирования является формирование слоя оксида алюминия, который защитит алюминий под ним Это. Слой оксида алюминия имеет гораздо более высокую устойчивость к коррозии и истиранию, чем алюминий. Этап анодирования происходит в резервуаре, который содержит раствор серной кислоты и воды. После завершения анодирования детали можно погрузить в дополнительный резервуар для окрашивания, чтобы получить глубокий черный тон вместо стандартного прозрачного или серебристого покрытия.
Слой оксида алюминия имеет гораздо более высокую устойчивость к коррозии и истиранию, чем алюминий. Этап анодирования происходит в резервуаре, который содержит раствор серной кислоты и воды. После завершения анодирования детали можно погрузить в дополнительный резервуар для окрашивания, чтобы получить глубокий черный тон вместо стандартного прозрачного или серебристого покрытия.
Области применения:
- Медицинские приборы и инструменты
- Аэрокосмические компоненты (космические аппараты)
- Оптика
Для вопросов или получения дополнительной информации о любой из наших отделок и индивидуальных покрытий или для начала выбора подходящего отделка для вашего проекта Свяжитесь с нами сегодня .
Свяжитесь с нами в Интернете
(315) 471-6143
Все, что вам нужно знать об анодировании алюминия
Когда вам нужны металлические прототипы или детали с превосходными механическими свойствами и специализированным эстетическим дизайном, анодирование алюминия – это лучший вариант. отличный вариант. Процесс анодирования формирует слой оксида на металлической детали, эффективно увеличивая коррозионную стойкость, а также улучшая визуальные качества и предохраняя поверхность от царапин.
отличный вариант. Процесс анодирования формирует слой оксида на металлической детали, эффективно увеличивая коррозионную стойкость, а также улучшая визуальные качества и предохраняя поверхность от царапин.
Анодирование алюминия – чрезвычайно надежный метод последующей обработки.Он не только улучшает свойства и внешний вид детали, но и обеспечивает лучшую адгезию для грунтовок и клеев. В этом методе используются анодные пленки, которые обеспечивают уникальные эстетические эффекты, такие как прозрачные покрытия, отражающие свет, или толстые покрытия, которые могут поглощать матрицы.
Несмотря на то, что анодирование алюминия влияет на механические свойства металлических деталей, оно не ухудшает естественный внешний вид материала. Хотя процесс анодирования также может применяться к другим металлам, таким как титан, цинк и магний, алюминий, безусловно, является наиболее широко используемым из связки.
В рамках обширного предложения 3ERP по отделке поверхностей высшего качества вы можете воспользоваться нашей услугой по анодированию алюминия, чтобы улучшить функциональность и внешний вид ваших металлических деталей и прототипов. Чтобы помочь вам принять правильное решение о постобработке, вот все, что вам нужно знать об анодировании алюминия.
Чтобы помочь вам принять правильное решение о постобработке, вот все, что вам нужно знать об анодировании алюминия.
Как работает процесс анодирования алюминия
Чтобы должным образом анодировать алюминиевые детали, поверхность необходимо сначала очистить и ополоснуть перед помещением в ванну с электролитическим раствором, в основном серным или серным. хромовая кислота.Это обеспечивает электропроводящее покрытие, которое содержит ряд положительных и отрицательных ионов.
Так как же на самом деле работает этот процесс? Итак, как только процесс анодирования начался, положительный электрический заряд проходит через алюминий, а отрицательный заряд – на пластины в электролите. В основном, электрический ток заставляет положительные ионы притягиваться к отрицательно заряженным пластинам, в то время как отрицательные ионы притягиваются к алюминиевой части, которая является положительным анодом.
Отсюда электрохимическая реакция заставляет поры открываться на поверхности алюминия, чтобы положительные ионы могли выйти. Эти поры, образующие однородный геометрический узор, проникают в основание детали. Комбинация поверхности алюминия и отрицательно заряженных ионов создает барьерный слой, который известен в процессе анодирования алюминия как поверхностный слой, который делает детали устойчивыми к коррозии.
Эти поры, образующие однородный геометрический узор, проникают в основание детали. Комбинация поверхности алюминия и отрицательно заряженных ионов создает барьерный слой, который известен в процессе анодирования алюминия как поверхностный слой, который делает детали устойчивыми к коррозии.
В настоящее время существует четыре различных варианта процесса анодирования алюминия, каждый из которых имеет явные преимущества перед другим other
Анодированный тип I: Это самый основной тип, использующий хромовую кислоту для производства тонких и пластичных анодированный слой на алюминиевой детали.
Анодированный тип II: Вместо хромовой кислоты в типе II используется серная кислота для получения более толстого анодированного слоя на детали, что делает ее более подходящей для окрашивания.
Анодированный тип III: Подобно типу II, в этом методе также используется серная кислота, но образуется более толстый анодированный слой, который также подходит для окрашивания. Это также широко известно как «твердое анодирование».
Это также широко известно как «твердое анодирование».
Химическая пленка / алодин: Этот метод включает покрытие детали алодином для получения результатов, сравнимых с анодированием.
Хотя хромовая кислота широко использовалась производителями при разработке процесса анодирования алюминия в начале 1900-х годов, большинство деталей в настоящее время анодируется серной кислотой (тип II и тип III).
Анодирование алюминиевых деталей также предоставляет множество возможностей для добавления цвета. Процесс окрашивания заключается в впрыскивании пигмента в пустые поры детали. Как только цветной пигмент достигает поверхности, он запечатывается, чтобы сохранить выбранный цвет.Это создает визуальный эффект, который не исчезает и не стирается, сохраняя внешний вид ваших деталей в превосходной форме.
Преимущества анодирования алюминиевых деталей
Вы можете этого не осознавать, но вы, вероятно, взаимодействуете с продуктами и деталями, которые анодируются ежедневно. Процесс анодирования алюминия обычно используется для широкого спектра применений, при производстве деталей, которые вы регулярно найдете в самолетах, потребительских товарах, спортивном оборудовании и электронике, и это лишь некоторые из них.
Процесс анодирования алюминия обычно используется для широкого спектра применений, при производстве деталей, которые вы регулярно найдете в самолетах, потребительских товарах, спортивном оборудовании и электронике, и это лишь некоторые из них.
Существует ряд преимуществ, которые вы можете использовать при анодировании алюминиевых деталей как визуально, так и механически. Во-первых, детали из анодированного алюминия исключительно прочные и твердые. Его способность повышать стойкость к истиранию и коррозии делает этот процесс идеальным для деталей, которые будут размещаться в суровых условиях. Он также обеспечивает отличную теплоизоляцию металлических деталей.
Процесс анодирования алюминия продлевает срок службы металлических деталей по сравнению с необработанными.Покрытие намного тоньше, чем краски и порошки, но при этом обеспечивает более твердую поверхность.
Еще одним преимуществом анодирования алюминиевых деталей является то, что она обеспечивает экологически чистую отделку, что делает ее легко перерабатываемой. И, пожалуй, самое главное, техника постобработки доступна по сравнению с покраской и порошковой окраской.
И, пожалуй, самое главное, техника постобработки доступна по сравнению с покраской и порошковой окраской.
Следует ли анодировать алюминиевые детали?
Теперь, когда вы знаете больше об анодировании алюминия, вы можете решить, подходит ли этот процесс для ваших деталей.Если вам нужны функциональные алюминиевые детали, которые будут подвергаться коррозии или износу, например детали самолетов или потребительские товары, этот метод последующей обработки удовлетворит ваши потребности. Анодирование алюминия также выглядит привлекательно, особенно потому, что вы можете добавить цвет вашим деталям, сохранив при этом металлический блеск.
Если вы хотите узнать больше о том, как этот метод может помочь улучшить ваши прототипы и детали, свяжитесь с группой экспертов 3ERP, чтобы узнать, как анодирование алюминия может улучшить ваши собственные производственные планы.
Что такое анодированный алюминий и можно ли покрывать анодированный алюминий
Что такое анодированный алюминий и можно ли на него покрытие? Мы исследуем состав анодированного алюминия и взаимодействие поверхности с кремниевыми покрытиями. Мы также разгадываем загадку покрытия!
Мы также разгадываем загадку покрытия!
Анодирование – это процесс электрохимического окисления поверхности алюминия для получения стабильной пленки оксида алюминия (Al 2 O 3 ), которая намного толще, чем пленка естественного оксида (несколько нанометров), образованная естественным образом на поверхности алюминия в окружающая атмосфера.Возможно нанесение силиконового покрытия на анодированный алюминий.
Из этого сообщения в блоге вы узнаете:
|
Фон
CVD-покрытие SilcoTek может применяться к большинству алюминиевых сплавов (кроме серии 5000).Покрытие анодированным алюминием также показало отличные результаты. Однако было несколько случаев, когда детали из анодированного алюминия выглядели визуально «без покрытия» (без характерных цветов), и было невозможно измерить какой-либо ИК-сигнал или толщину покрытия, что указывало на минимальное измеримое осаждение на поверхности деталей. Это было настоящей загадкой для нашей команды. Как деталь с покрытием может выглядеть без покрытия?
Однако было несколько случаев, когда детали из анодированного алюминия выглядели визуально «без покрытия» (без характерных цветов), и было невозможно измерить какой-либо ИК-сигнал или толщину покрытия, что указывало на минимальное измеримое осаждение на поверхности деталей. Это было настоящей загадкой для нашей команды. Как деталь с покрытием может выглядеть без покрытия?
В этом сообщении блога будет обсуждаться влияние анодирования и твердого анодирования на поверхность алюминия, а также то, как они могут повлиять на успех процесса нанесения покрытия SilcoTek.
Может ли SilcoTek покрыть мою деталь? Обратитесь к нашему Руководству по совместимости материалов, чтобы получить полный список материалов, которые мы можем покрывать и не можем покрывать.
Поверхность для анодирования алюминия
Известно, что поверхность анодированного алюминия имеет две различные морфологии: непористые оксидные пленки барьерного типа и оксидные пленки пористого типа, в зависимости, главным образом, от природы анодирующего электролита. Упрощенное практическое правило состоит в том, что электролиты, в которых образованная оксидная пленка полностью нерастворима, образуют непористые пленки барьерного типа, тогда как электролиты, в которых образованная оксидная пленка является малорастворимой, образуют пленки пористого типа.
Упрощенное практическое правило состоит в том, что электролиты, в которых образованная оксидная пленка полностью нерастворима, образуют непористые пленки барьерного типа, тогда как электролиты, в которых образованная оксидная пленка является малорастворимой, образуют пленки пористого типа.
Примеры непористых материалов включают раствор нейтральной борной кислоты, водные растворы бората или винного камня аммония (pH 5-7), тетраборат аммония в этиленгликоле и несколько органических электролитов, включая лимонную, яблочную и гликолевую кислоты. Эти электролиты образуют непористые барьерные пленки.
Примеры пористых оксидных пленок многочисленны и используются в основном в коммерческих услугах и включают серную, фосфорную, хромовую и щавелевую кислоты практически в любой концентрации. 1 Эти электролиты образуют пористые (и намного более толстые) оксидные пленки, и большинство анодированных деталей, которые мы получаем, попадают в эту категорию.Поэтому следующее обсуждение будет сосредоточено на этом типе анодирования.
Рисунок 1: основная структура анодированного оксида алюминия 3
Основная структура пористой анодированной оксидной пленки состоит из двух слоев – тонкого и плотного непористого барьерного слоя, непосредственно контактирующего с металлическим алюминием, и очень пористого внешнего слоя со столбчатой структурой. Толщина барьерного слоя составляет менее 0,5-2% от общей толщины оксидной пленки. 2 Схематическое изображение слоев показано на рисунке 1 выше. 3
Процесс анодирования
Анодирование алюминия включает динамическую конкуренцию между ростом оксида и одновременным растворением в кислотном электролите. Процесс является самоограничивающимся, потому что образовавшийся оксид не является проводящим и препятствует прохождению тока, когда он достигает определенной толщины, в этот момент оксид не может перерасти скорость своего собственного растворения, и оксид достигнет равновесной толщины. Для выращивания значительно более толстых пленок из анодированного оксида в начале 1960-х годов была изобретена технология, названная «твердым анодированием». Этот метод отличается более низкими температурами и более высокими плотностями тока, что позволяет обеспечить высокую скорость роста оксидов (50-10 мкм / час) при одновременном снижении растворения оксидов в кислоте. 4 В результате получается более толстая оксидная пленка, которая механически тверже и более устойчива к истиранию.
Этот метод отличается более низкими температурами и более высокими плотностями тока, что позволяет обеспечить высокую скорость роста оксидов (50-10 мкм / час) при одновременном снижении растворения оксидов в кислоте. 4 В результате получается более толстая оксидная пленка, которая механически тверже и более устойчива к истиранию.
На рисунке 2 ниже показано сравнение изображений, полученных с помощью сканирующего электронного микроскопа, между поверхностями из анодированного оксида алюминия, сформированными мягким (то есть обычным) анодированием (МА) и жестким анодированием (НА). 4 Жесткое анодирование позволяет создавать более крупные и глубокие поры (глубина пор составляет 110 мкм для HA против 3,8 мкм для MA).
Рисунок 2: Сравнение SEM поверхностей анодного оксида алюминия, образованных МА и НА 4
Влияние на процесс нанесения покрытия SilcoTek
Исходя из вышеизложенного, ожидается, что анодированный алюминий будет иметь пористую поверхность.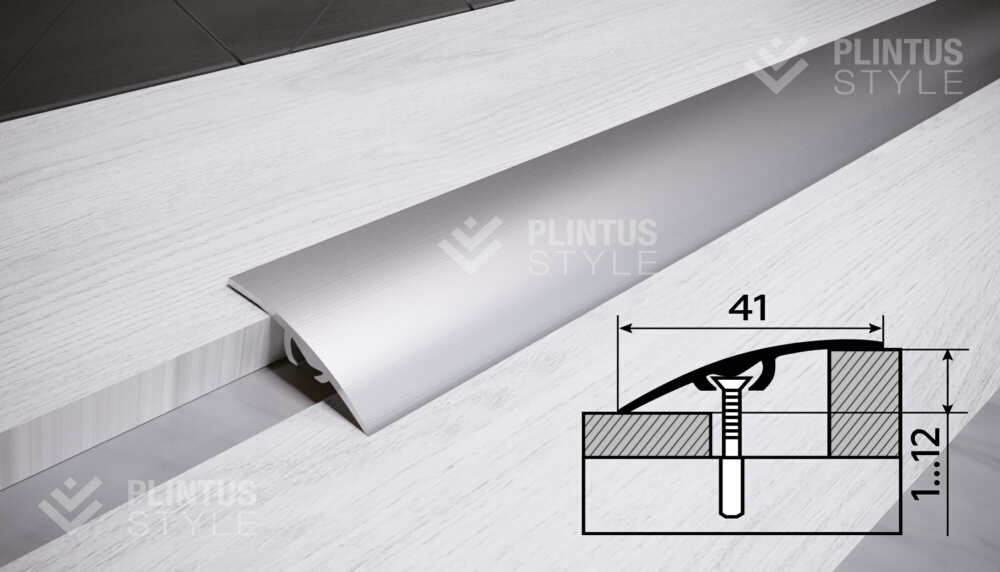 Поэтому последним этапом процесса анодирования обычно является запечатывание (окрашивание – это необязательный шаг для придания цвета готовой детали, он выполняется после анодирования и перед запечатыванием).Именно этот процесс герметизации может повлиять на процесс нанесения покрытия.
Поэтому последним этапом процесса анодирования обычно является запечатывание (окрашивание – это необязательный шаг для придания цвета готовой детали, он выполняется после анодирования и перед запечатыванием).Именно этот процесс герметизации может повлиять на процесс нанесения покрытия.
Исторически герметизация выполнялась преимущественно путем погружения в горячую деионизированную / дистиллированную воду или пар. В результате такой обработки образуется кристаллическая гидратная фаза (бемит), которая заполняет поры, как показано на рисунке 3. 5 Высокие энергозатраты на поддержание горячей ванны для запечатывания и высокие требования к качеству воды в процессе гидротермального запечатывания привели к совместным разработкам альтернативные способы среднетемпературной и холодной сварки.В этих процессах используются органические добавки и соли металлов в качестве герметиков для пропитки пор. Обычно используются уплотнения из тефлона, ацетата никеля, ацетата кобальта и горячего бихромата натрия или калия 6,7
Процессы герметизации, приводящие к образованию больших открытых пор на анодированной поверхности, значительно увеличивают площадь поверхности детали. Большая площадь поверхности займет больше кремниевого покрытия, что приведет к очень тонкому покрытию, когда планировалось покрытие стандартной толщины.
Большая площадь поверхности займет больше кремниевого покрытия, что приведет к очень тонкому покрытию, когда планировалось покрытие стандартной толщины.
Рис. 3. Поперечное сечение окрашенной и запечатанной анодной пленки на сканирующем электронном микроскопе 5
Ответ на тайну покрытия
Так почему же некоторые детали с покрытием кажутся не покрытыми? Поверхностный анализ решил загадку.Все сводится к герметизации поверхности в процессе анодирования.
Все детали из анодированного алюминия должны быть должным образом герметизированы, чтобы минимизировать поры, чтобы они были совместимы с процессом нанесения покрытия SilcoTek. В противном случае поры не только становятся ловушками для чистящих растворов, используемых на этапе подготовки поверхности (этап, который мы используем для очистки деталей перед нанесением покрытия), но также способствуют образованию гораздо больших площадей поверхности, которые могут потреблять все технологические газы в нашем процессе CVD. , и детали выглядят непокрытыми.
, и детали выглядят непокрытыми.
У вас есть вопрос о совместимости материалов или о том, как улучшить коррозионную стойкость, химическую инертность и характеристики материала ваших продуктов? Получите бесплатную консультацию с нашей командой технической поддержки.
Возможность загрязнения анодированных поверхностей
Влияние плохо герметичного анодирования на наш процесс или любой процесс с высокой степенью чистоты может быть распространено на другие части в том же реакционном сосуде или технологической системе, что приведет к тонкому покрытию и / или плохой косметике (из-за дегазации примесей, застрявших в порах) .Жесткое анодирование из-за более крупных и глубоких пор, которые оно создает, представляет более высокий риск загрязнения технологического процесса, если не герметично закрыто должным образом.
Кроме того, любые красители или герметики, используемые после анодирования, должны выдерживать высокие температуры до 450 ° C, если детали будут обрабатываться с помощью SilcoTek (например, следует избегать использования тефлоновых герметиков). Наш процесс термического CVD приводит к повышению температуры деталей в вакуумной камере, поэтому любое разложение / выделение газа во время процесса может привести к загрязнению всего реакционного сосуда.
Наш процесс термического CVD приводит к повышению температуры деталей в вакуумной камере, поэтому любое разложение / выделение газа во время процесса может привести к загрязнению всего реакционного сосуда.
Если вы используете анодированные детали в процессах, чувствительных к загрязнению, детали следует проверить, чтобы убедиться, что они не загрязняют ваш процесс. Вы также можете спросить: «Есть ли побочные продукты от покрытий SilcoTek?» Узнайте больше об этом вопросе в нашем следующем блоге.
Мы рекомендуем нашим клиентам обращаться к нам, если у них есть какие-либо вопросы относительно совместимости их частей. У вас есть вопрос о том, как улучшить производительность ваших продуктов и процессов? Свяжитесь с нашей командой технической поддержки или подпишитесь на нас в LinkedIn.
Ссылки :
- Diggle, J. W .; Дауни, Т. К. и Гулдинг, К. В. «Анодные оксидные пленки на алюминии» Chem. Ред. 1969 , 69 , 365.
- Lv, Y. «Прогресс исследований в области формирования механизма анодирования оксида алюминия» 1 st IOP Conf. Серия: Науки о Земле и окружающей среде 2017 , 100 , 012022
- http://125.206.173.248/global/alumin/anodized-aluminium.HTML
- Lee, W .; Ji, R .; Госеле, У. и Нильш, К. «Быстрое изготовление упорядоченных пористых мембран из оксида алюминия с большой протяженностью путем жесткого анодирования» Nature Materials 2006 , 5 , 741.
- https://www.slideshare.net/AACOA/aluminium-anodizing
- https://en.wikipedia.org/wiki/Anodizing#Cleaning

Преимущества: твердые анодированные алюминиевые покрытия
Жесткий анодированный алюминий сохраняет основные преимущества алюминия, обеспечивая при этом значительно улучшенную износостойкость, термостойкость и коррозионную стойкость.
Количество применений твердого анодирования продолжает расти на рынках бытовой техники, авиакосмической промышленности, пищевой промышленности, военного и противопожарного оборудования. Также существуют применения из твердого анодированного алюминия для цилиндров, гидравлических шестерен, поршней и других механических устройств, испытывающих значительную износостойкость.
Также существуют применения из твердого анодированного алюминия для цилиндров, гидравлических шестерен, поршней и других механических устройств, испытывающих значительную износостойкость.
Процесс: твердые анодированные алюминиевые покрытия
В твердом анодированном алюминиевом покрытии используется специальный электролитический процесс, при котором образуется плотный твердый слой оксида алюминия как на поверхности алюминия, так и внутри нее.Покрытие имеет толщину по нормальным стандартам анодирования, обычно от 1 до 3 мил или более, если желательно. Твердое анодирование проникает в основной металл в соотношении, равном наросту на поверхности.
Прочие свойства твердого анодирования включают:
- Цвет Изменяется от бесцветного до светло-коричневого на чистом алюминии при увеличении толщины покрытия от 1 до 5 мил. Сплавы различаются по цвету от желто-коричневого до черного как смоль в зависимости от состава сплава и толщины покрытия.
- Качество поверхности Шероховатость поверхности увеличивается с увеличением толщины покрытия; типичное увеличение составляет от 10 до 20 микродюймов для деформируемых сплавов и от 50 до 100 микродюймов для отливок. Детали можно использовать в исходном виде или отшлифовать, притереть или отшлифовать, если требуется чистовая отделка.

Преимущества твердого анодирования
К преимуществам твердого анодирования относятся:
- Допуски Покрытие повторяет контур детали с равномерным налетом, обеспечивая очень точный контроль допусков.Отверстия диаметром 1/4 или больше покажут покрытие. Он также очень эффективен для деталей необычной формы благодаря превосходной метательной способности, полученной в процессе жесткого анодирования.
- Износостойкость Твердые анодированные покрытия более чем в 10 раз более износостойкие, чем обычный анодированный алюминий. Износ твердого анодированного алюминия вдвое меньше, чем у стали, закаленной цианидом, после 50 000 циклов стандартного тестера на истирание Tabor.
- Твердость Испытания на микротвердость твердого анодированного алюминия обычно имеют значения от 500 до 530 VPN.Микротвердость практически не зависит от толщины покрытия до 1,5 мил.
- Термостойкость Детали с твердым анодированным покрытием могут выдерживать кратковременное воздействие температур до 2000 градусов по Цельсию из-за инертной природы покрытия.
- Тепловые свойства Покрытия из твердого анодирования обладают очень низкой теплопроводностью и расширением, но отличной теплоотдачей. При более высокой толщине излучательная способность сравнима с черным телом с точки зрения рассеивания тепла, что дает небольшое преимущество перед окраской в черный цвет.
- Коррозионная стойкость Твердые анодированные покрытия обычно проходят 1000-часовое испытание в 5% солевом тумане (ASTM B-117).
- Электрические свойства Покрытия из твердого анодирования являются отличными электрическими изоляторами, демонстрируя электрическое сопротивление того же порядка величины, что и стекло и фарфор.
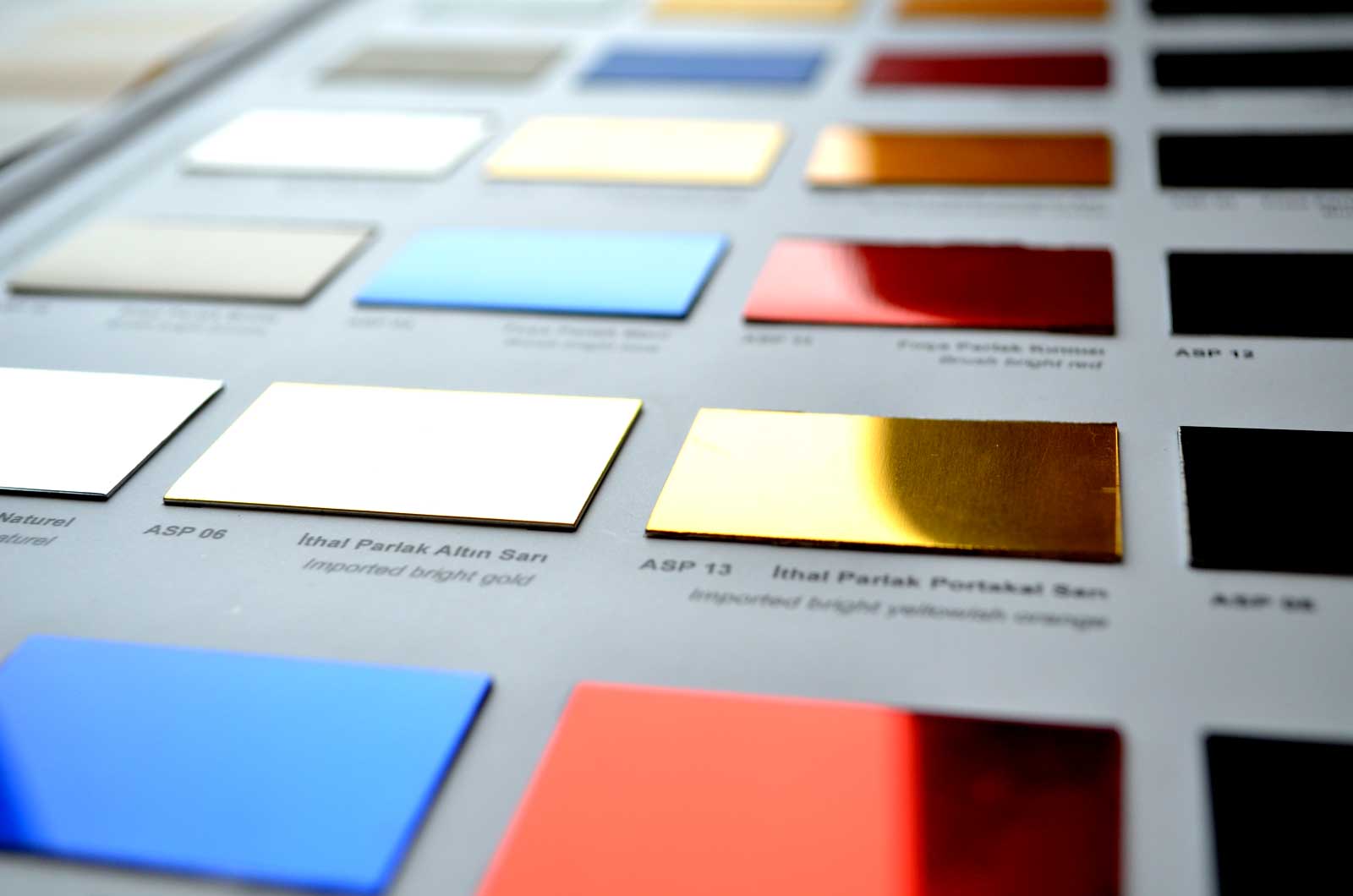

Белая книга: твердое анодирование
Чтобы получить бесплатный информационный документ с более подробной информацией о преимуществах твердого анодированного алюминиевого покрытия, свяжитесь с нами.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ ОБ АНОДИРОВАНИИ ЧТО ТАКОЕ АНОДИРОВАНИЕ? Анодирование – это процесс чистовой обработки алюминиевых сплавов, при котором используется электролитическое окисление поверхности алюминия для получения защитного оксидного покрытия. Анодное покрытие состоит из гидратированного оксида алюминия и считается устойчивым к коррозии и истиранию.Покрытия имеют толщину от 0,1 до 1,0 мил и практически прозрачны, хотя могут быть окрашены. В отличие от большинства других видов отделки, анодирование сохраняет естественный блеск, текстуру и красоту самого металла. Цель анодирования – сформировать слой оксида алюминия, который защитит алюминий под ним.Слой оксида алюминия имеет гораздо более высокую устойчивость к коррозии и истиранию, чем алюминий. Существует несколько типов анодирования, при которых образуется пористый оксидный слой, который можно окрашивать органическими красителями или металлическими пигментами, придавая алюминию декоративный и защитный вид. Короче говоря, основными целями анодирования являются коррозионная стойкость, стойкость к истиранию / износу и косметика. Когда дело доходит до покрытий, анодирование – это безопасная и экологически чистая технология, столь же чистый процесс, какой доступен сегодня. Это определяется конечным использованием детали и необходимыми физическими характеристиками и характеристиками, такими как цвет, твердость, использование в помещении или на открытом воздухе, устойчивость к высоким уровням УФ-излучения и выцветанию, а также устойчивость к коррозии. Большинство алюминиевых сплавов образуют оксид алюминия в резервуаре для анодирования, поэтому ответ на этот вопрос зависит от процесса анодирования и желаемого результата. Медь, содержащая серию 2000, как правило, наиболее сложно анодировать, а серии 5000 или 6000 – самые легкие. МОЖНО ЛИ АНОДИРОВАТЬ ДЕТАЛИ ИЗ ЛАТУНИ ИЛИ СТАЛИ? №Анодируемая деталь должна быть только алюминиевой. Все остальное будет уничтожено в процессе. Отливки сложно анодировать, потому что они часто бывают пористыми. Для анодирования отливок предпочтительным является сплав 518. C443 также хорош, но он не устойчив к коррозии. Эти сплавы также предпочтительны для окраски, поскольку предварительная обработка краской повреждает плохое литье, подобно химическим веществам для анодирования. Детали можно сваривать перед анодированием. Настоятельно рекомендуется использовать сварной пруток 5356, хотя некоторое обесцвечивание все равно будет. 4043 – наихудший выбор, потому что при анодировании он станет грязно-черным. Шлифование сварного шва перед анодированием приведет к снижению механической целостности и не решит проблему изменения внешнего вида. Подготовки: Пошаговая инструкция: подготовка к анодированию алюминиевых деталей Каждое анодное покрытие обладает уникальными свойствами, поэтому выбор наилучшего варианта для ваших конкретных нужд является вашим первым решением. После того, как покрытие выбрано, вам необходимо выполнить ряд шагов, прежде чем начнется фактический процесс анодирования.Вот шаги, которые необходимо предпринять, чтобы помочь вам настроить правильный процесс анодирования и получить готовый продукт высокого качества, который вам нужен:
Для защиты участков, которые вы не хотите анодировать, можно использовать различные маскирующие средства. Да. Анодирование – это процесс электрохимического преобразования поверхности алюминиевой детали в оксид алюминия.Оксид алюминия занимает примерно в два раза больше объема, чем необработанный алюминий. Следовательно, анодирование приведет к увеличению размеров деталей. Этот фактор следует учитывать при проектировании деталей, которые будут анодироваться. Типичное стандартное прозрачное и цветное анодирование создает пленку оксида алюминия толщиной от 0,0002 до 0,0008 дюймов (от 0,005 до 0,020 мм) на каждой поверхности. Электрический контакт должен быть обеспечен каждой анодированной частью. Чем больше требуется электрического тока, тем больше должен быть электрический контакт. Таким образом, размер контакта зависит от процесса анодирования и размера анодируемой детали. Практическое правило заключается в том, что если вы почувствуете царапину, потерев ее ногтем по поверхности, вы сможете увидеть царапину после анодирования. Перед анодированием необходимо устранить любые дефекты на металле (вмятины или глубокие царапины). Обработка и упаковка детали занимает всего несколько часов. Большинству анодизаторов требуется от нескольких дней до нескольких недель на планирование, обработку и выставление счетов по проектам.Срок изготовления более четырех недель для анодирования – редкость. Очистить анодированный алюминий с помощью правильной техники очень просто. Поскольку анодирование – это очень сложно, вы можете использовать абразивную технику очистки с мягким мылом. МОЖНО ЛИ АНОДИРОВАТЬСЯ ПОЛОСАМИ? Хотя зачистка является обычной практикой, и многие детали можно повторно анодировать, могут возникнуть проблемы, связанные с удалением анодного оксида с детали, например, потери в основном материале. Hardcoat означает очень толстое и твердое анодное покрытие.Этот вид анодирования выполняется в ванне, аналогичной стандартному серному процессу, но с понижением температуры примерно до 32 ° F, чтобы замедлить скорость растворения. Поскольку анодирование – это такой универсальный процесс, существуют тысячи различных применений.Некоторые из них включают:
|
 Анодированное покрытие твердое, прочное, никогда не отслаивается и в нормальных условиях никогда не изнашивается.
Анодированное покрытие твердое, прочное, никогда не отслаивается и в нормальных условиях никогда не изнашивается. Анодирование – это ускорение естественного процесса окисления. Он не производит вредных или опасных побочных продуктов и не наносит вреда здоровью человека или окружающей среде. Другие преимущества включают:
Анодирование – это ускорение естественного процесса окисления. Он не производит вредных или опасных побочных продуктов и не наносит вреда здоровью человека или окружающей среде. Другие преимущества включают: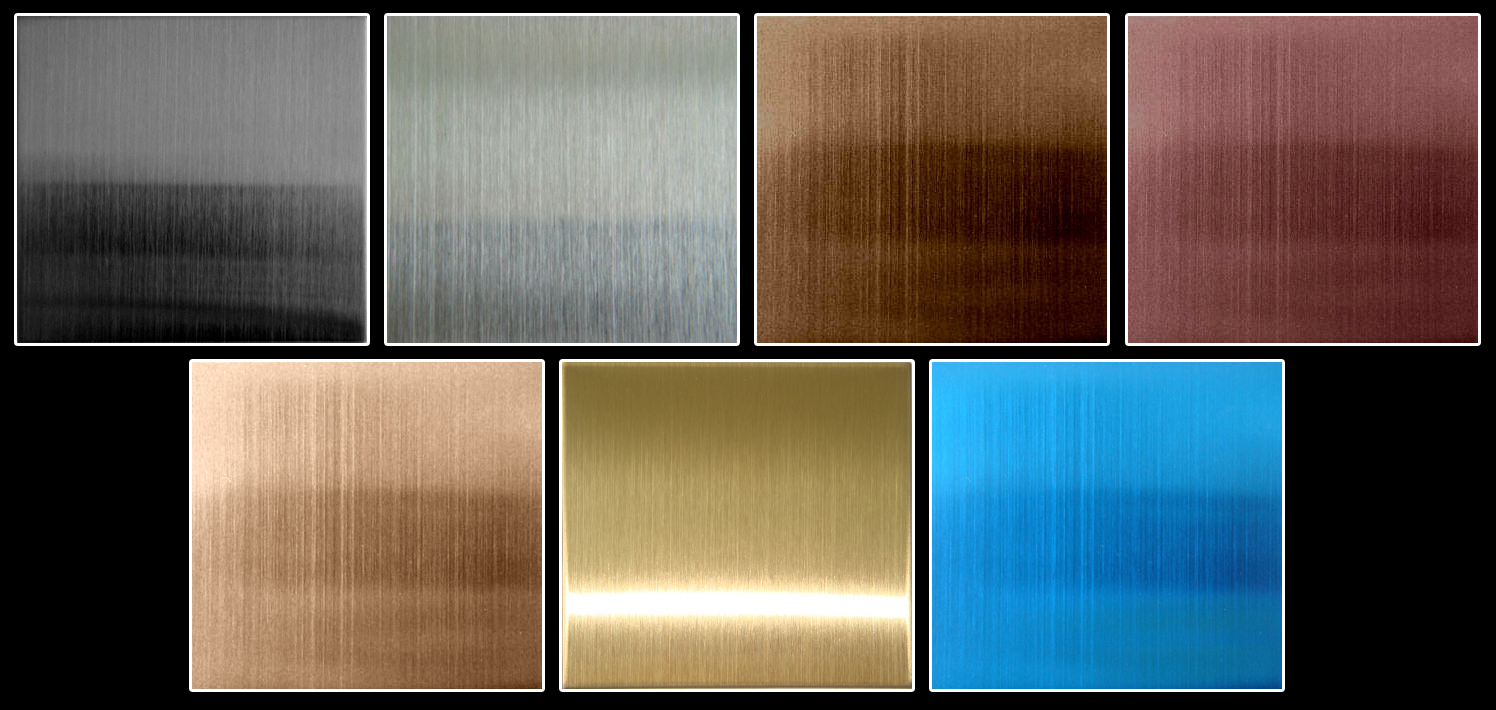
 Сваривать после анодирования не рекомендуется, поскольку для большинства сварочных процессов требуется электрическая проводимость, а анодное покрытие необходимо отшлифовать в том месте, где будет наложен сварной шов.Это также приводит к неприглядному беспорядку в зоне сварки.
Сваривать после анодирования не рекомендуется, поскольку для большинства сварочных процессов требуется электрическая проводимость, а анодное покрытие необходимо отшлифовать в том месте, где будет наложен сварной шов.Это также приводит к неприглядному беспорядку в зоне сварки. Если цветной, предоставьте образец желаемого цвета.
Если цветной, предоставьте образец желаемого цвета. Изменения могут привести к различиям в цвете после анодирования. Наши консультанты могут посоветовать вам подходящий сплав для вашего конкретного применения.
Изменения могут привести к различиям в цвете после анодирования. Наши консультанты могут посоветовать вам подходящий сплав для вашего конкретного применения. Ваш поставщик сварочных работ может порекомендовать подходящую проволоку.
Ваш поставщик сварочных работ может порекомендовать подходящую проволоку. Однако предварительная обработка «травлением» минимизирует и даже удалит большой поверхностный «шум», такой как небольшие зазубрины, царапины и линии штампа.
Однако предварительная обработка «травлением» минимизирует и даже удалит большой поверхностный «шум», такой как небольшие зазубрины, царапины и линии штампа. Жесткое анодирование обычно находится в диапазоне от 0,0005 до 0,003 дюйма (от 0,013 до 0,076 мм), наиболее распространенным из которых является 0,002 дюйма (0.051 мм). Таким образом, процесс твердого анодирования детали до толщины пленки 0,002 дюйма будет увеличиваться на 0,001 дюйма на каждой поверхности или 0,002 дюйма в общем размере.
Жесткое анодирование обычно находится в диапазоне от 0,0005 до 0,003 дюйма (от 0,013 до 0,076 мм), наиболее распространенным из которых является 0,002 дюйма (0.051 мм). Таким образом, процесс твердого анодирования детали до толщины пленки 0,002 дюйма будет увеличиваться на 0,001 дюйма на каждой поверхности или 0,002 дюйма в общем размере. Финишеру всегда полезно разобраться в приложении. Также полезно, чтобы финишер и клиент договорились о расстоянии просмотра.Если деталь должна просматриваться с расстояния 10 футов, например окно или кровельный компонент, то осмотр может быть относительно нечувствительным к царапинам. Однако, если деталь будет просматриваться с расстояния 24 дюйма или ближе, то даже царапина, которую вы не чувствуете, может быть неприемлемой.
Финишеру всегда полезно разобраться в приложении. Также полезно, чтобы финишер и клиент договорились о расстоянии просмотра.Если деталь должна просматриваться с расстояния 10 футов, например окно или кровельный компонент, то осмотр может быть относительно нечувствительным к царапинам. Однако, если деталь будет просматриваться с расстояния 24 дюйма или ближе, то даже царапина, которую вы не чувствуете, может быть неприемлемой. Не используйте агрессивные кислотные или щелочные чистящие средства, поскольку они могут испортить покрытие. Осторожно используйте растворители, так как они могут испачкать поверхность. Лучше сначала опробовать тестовую зону.Один из рекомендуемых методов – использовать абразивную чистящую губку с мягким средством для мытья посуды. Всегда сначала пробуйте тестировать небольшой участок, чтобы предотвратить широко распространенную проблему.
Не используйте агрессивные кислотные или щелочные чистящие средства, поскольку они могут испортить покрытие. Осторожно используйте растворители, так как они могут испачкать поверхность. Лучше сначала опробовать тестовую зону.Один из рекомендуемых методов – использовать абразивную чистящую губку с мягким средством для мытья посуды. Всегда сначала пробуйте тестировать небольшой участок, чтобы предотвратить широко распространенную проблему. Применяется более высокое напряжение, чтобы покрытие продолжало формироваться после того, как изоляционные свойства покрытия начинают замедлять образование покрытия.
Применяется более высокое напряжение, чтобы покрытие продолжало формироваться после того, как изоляционные свойства покрытия начинают замедлять образование покрытия.Анодировать, покрасить, покрасить алюминий порошковой краской? Помощь по спецификации. SAF – Southern Aluminium Finishing Co, Inc.
Как выбрать между анодированием, окраской и порошковым покрытием
Выбор подходящего покрытия для вашего алюминия
Анодирование | Органические покрытия | Рекомендации | Выводы
Цель этой статьи – помочь вам решить, какой тип покрытия использовать – анодирование, краску или порошковое покрытие при выборе архитектурного алюминия, будь то металлическая кровля, витрина или навесная стена. Применение и желаемый внешний вид определяют выбранную отделку. Вы также можете перейти непосредственно к Как указать анодированные и окрашенные покрытия для получения более подробной информации о технических характеристиках.
Что такое анодирование?
Анодирование – это простой электрохимический процесс, разработанный 100 лет назад, при котором образуется защитное покрытие из оксида алюминия на поверхности алюминия. Срок службы отделки пропорционален толщине нанесенного анодного покрытия.
Оксид алюминия – твердое, прочное, атмосферостойкое вещество, которое защищает основной металл. Покрытие может быть окрашено путем окрашивания или может иметь бронзовые тона из-за явления дифракции, создаваемого покрытием. Покрытие вырастает из основного металла алюминия с помощью этого электрохимического процесса. Покрытие является неотъемлемой частью металла и не отслаивается и не отслаивается. Структура покрытия представляет собой множество небольших гексагональных пор, которые заполнены «герметиком», который гидролизует эти поры, чтобы заполнить их инертным оксидом алюминия.
Преимущества анодирования
Нажмите, чтобы заказать бесплатный плакат SAF по алюминиевым профилям и стенам из листового металла, откройте учетную запись SAF Online. В поле для комментариев введите: «Отправить мой плакат SAF»
- Как правило, анодирование обходится дешевле, чем окраска, за исключением изделий, окрашенных в рулонах.
- Анодирование сложнее, чем PVDF или FEVE. Анодирование лучше всего подходит для алюминия в зонах с интенсивным движением, где покрытие подвергается физическому воздействию и абразивным чистящим средствам.
- Анодирование не отслаивается. Покрытие фактически является частью металла.
- Анодирование придает алюминию более глубокий и богатый металлический вид, чем это возможно с органическими покрытиями. Это связано с тем, что анодированное покрытие является полупрозрачным, и под ним можно увидеть основной металл. Эта полупрозрачность способствует возникновению проблем с изменением цвета, но анодизаторы гораздо лучше справляются с регулированием количества изменения цвета, чем в прошлом. Компьютеризированное согласование цвета с количественными, объективными данными о цвете теперь является обычным явлением на большинстве предприятий по анодированию.
- На анодирование не влияет солнечный свет. Все органические покрытия в конечном итоге разрушатся из-за воздействия ультрафиолетового света.
 Компьютеризированное согласование цвета с количественными, объективными данными о цвете теперь является обычным явлением на большинстве предприятий по анодированию.
Компьютеризированное согласование цвета с количественными, объективными данными о цвете теперь является обычным явлением на большинстве предприятий по анодированию.Хорошее и плохое анодирование
Анодирование с неправильной герметизацией имеет низкую химическую стойкость. Совершенно новое анодирование с тонкой толщиной покрытия по внешнему виду почти идентично анодированному покрытию Aluminium Association Class I (очень толстое !!), но тонкие (подкласс II) анодированные покрытия не подходят для использования на наружных навесных стенах или металлической кровле.
См. Наш контрольный список для 8-точечного анодирования
Преимущество более толстого анодного покрытия – его долговечность и долговечность. Ахиллесова пята анодирования – это химическая стойкость. В конце концов, поверхность анодного покрытия может подвергнуться действию кислотных загрязнителей в городских условиях. Анодированные поверхности, как и другие элементы здания, во время строительства должны быть защищены от воздействия кислоты. Ожидаемый срок службы анодированного покрытия определяется его толщиной и окружающей средой здания.
Анодированные поверхности, как и другие элементы здания, во время строительства должны быть защищены от воздействия кислоты. Ожидаемый срок службы анодированного покрытия определяется его толщиной и окружающей средой здания.
По прошествии многих лет на анодированных поверхностях могут накапливаться грязь и пятна, похожие на мелование краски. Этот «мел» можно удалить с помощью мягкого моющего средства в сочетании с абразивной техникой очистки. Небольшое количество анодного покрытия можно удалить, оставив после себя обновленное анодированное покрытие, которое может прослужить еще двадцать лет. Вот почему анодизаторы говорят, что их продукт «возобновляемый». После того, как органическое покрытие разрушилось, единственные возможности – повторно покрыть поверхность другой краской или заменить металл.Когда кажется, что анодированное покрытие разрушилось, очистка часто приводит к обновлению внешнего вида.
Анодирование и окружающая среда
Анодирование, похоже, совместимо с сегодняшними экологическими проблемами. Хотя необходимо провести дополнительные исследования, чтобы определить общее воздействие различных видов алюминиевой отделки на окружающую среду, с точки зрения отделочника, соблюдение экологических норм проще, чем с другими процессами отделки металлов.Анодизаторы расположены во всех крупных городских районах, и анодирование может помочь продуктам получить квалификацию LEED (лидерство в области энергетического и экологического дизайна) на основе региональных материалов.
Хотя необходимо провести дополнительные исследования, чтобы определить общее воздействие различных видов алюминиевой отделки на окружающую среду, с точки зрения отделочника, соблюдение экологических норм проще, чем с другими процессами отделки металлов.Анодизаторы расположены во всех крупных городских районах, и анодирование может помочь продуктам получить квалификацию LEED (лидерство в области энергетического и экологического дизайна) на основе региональных материалов.
Химикаты от анодирования могут использоваться на городских очистных сооружениях. Сульфат алюминия из сточных вод заводов по анодированию фактически улучшает эффективность осаждения твердых частиц на некоторых очистных сооружениях. Побочные продукты анодирования часто бывают полезными, например, когда тригидрат алюминия часто используется в качестве антипирена.Анодирование не выделяет растворителей, выделяющих озон (ЛОС), и в процессе не участвуют тяжелые металлы.
к началу
Органические покрытия
Краски и порошковые покрытия
Эффективность органического покрытия (краски или порошка) зависит от предварительной обработки, смолы и пигментации. В случае алюминия предварительная обработка имеет первостепенное значение. Вот почему органические покрытия для алюминия следует наносить в заводских условиях. Смолы часто являются слабым звеном в системе органических покрытий.Некоторые смолы, такие как PVDF, обладают исключительной атмосферостойкостью, а эпоксидные покрытия предназначены только для внутреннего использования. Для архитектурного использования доступно множество смол, таких как акрил, уретаны, полиуретаны, полиэфиры, кремниевые полиэфиры, полиэфирные TGIC, PVDF и т. Д. Лишь некоторые из этих систем покрытий прослужат более пяти лет в наружных архитектурных применениях. Американская ассоциация архитектурных производителей (AAMA) имеет несколько превосходных технических характеристик для алюминиевых покрытий, а AAMA 2605-17a является наиболее строгой спецификацией для алюминия с напылением, используемого в архитектуре.См. Обзорную таблицу «Спецификации AAMA для окраски архитектурного алюминия» здесь.
В случае алюминия предварительная обработка имеет первостепенное значение. Вот почему органические покрытия для алюминия следует наносить в заводских условиях. Смолы часто являются слабым звеном в системе органических покрытий.Некоторые смолы, такие как PVDF, обладают исключительной атмосферостойкостью, а эпоксидные покрытия предназначены только для внутреннего использования. Для архитектурного использования доступно множество смол, таких как акрил, уретаны, полиуретаны, полиэфиры, кремниевые полиэфиры, полиэфирные TGIC, PVDF и т. Д. Лишь некоторые из этих систем покрытий прослужат более пяти лет в наружных архитектурных применениях. Американская ассоциация архитектурных производителей (AAMA) имеет несколько превосходных технических характеристик для алюминиевых покрытий, а AAMA 2605-17a является наиболее строгой спецификацией для алюминия с напылением, используемого в архитектуре.См. Обзорную таблицу «Спецификации AAMA для окраски архитектурного алюминия» здесь.
Важным аспектом AAMA 2605-17a является требование фактического десятилетнего воздействия в Южной Флориде. Это хорошая идея при оценке различных покрытий, требующих результатов воздействия Флориды. Покрытия PVDF соответствуют требованиям стандарта AAMA 2605-13 в самом широком разнообразии цветов. Помните, что AAMA 2605 предназначен только для покрытий распылением. Правильная спецификация для рулонных покрытий – AAMA 620. Поскольку процессы рулонных покрытий, как правило, более жестко контролируются, доступны более долгосрочные гарантии.
Это хорошая идея при оценке различных покрытий, требующих результатов воздействия Флориды. Покрытия PVDF соответствуют требованиям стандарта AAMA 2605-13 в самом широком разнообразии цветов. Помните, что AAMA 2605 предназначен только для покрытий распылением. Правильная спецификация для рулонных покрытий – AAMA 620. Поскольку процессы рулонных покрытий, как правило, более жестко контролируются, доступны более долгосрочные гарантии.
PVDF обычно состоят из 70% PVDF и 30% других смол, обычно преобладает акрил. Хотя доступны покрытия с 50% PVDF, они не соответствуют стандарту AAMA 2605 по такому количеству цветов. Химическая стойкость и устойчивость к УФ-излучению – сильные стороны покрытий из ПВДФ. PVDF стал доминировать на рынке навесных стен и металлических кровель из-за его устойчивости к атмосферным воздействиям и из-за широкого разнообразия доступных цветов.
PVDF производится двумя фирмами: Arkema Inc и Solvay Specialty Polymers.Solvay продвигает PVDF под торговой маркой Hylar 5000®, а Arkema Inc использует торговую марку Kynar 500®. Сегодня Solvay Specialty Polymers и Arkema поставляют смолу PVDF четырем компаниям, имеющим право смешивать это специальное покрытие: PPG Industries, Valspar, Sherwin Williams и Akzo Nobel. В США импортируются также смолы PVDF, которые не относятся к Kynar или Hylar. Вот почему в этой статье мы по возможности называем эти смолы PVDF.
Сегодня Solvay Specialty Polymers и Arkema поставляют смолу PVDF четырем компаниям, имеющим право смешивать это специальное покрытие: PPG Industries, Valspar, Sherwin Williams и Akzo Nobel. В США импортируются также смолы PVDF, которые не относятся к Kynar или Hylar. Вот почему в этой статье мы по возможности называем эти смолы PVDF.
Преимущества покрытий PVDF
- PVDF относительно химически инертен и прослужит дольше анодирования в агрессивных средах.Мойщики окон могут быть менее разборчивы в отношении типов химикатов, которые они используют для очистки здания. Однако при использовании чрезвычайно агрессивных очистителей даже ПВДФ обнаружит признаки повреждения. Покрытия
- PVDF предлагают практически неограниченный выбор цветов и просты в производстве небольшими партиями.
- Лист, окрашенный в рулонах, при изготовлении не треснет так сильно, как анодированный лист.
- Цветовая консистенция обычно лучше, чем при анодировании. Однако удивительно, как многие наши клиенты не ожидают незначительных отклонений, которые наблюдаются в цвете окрашенных продуктов. Покрытия с металлическими чешуйками металла особенно склонны к изменению цвета. Чтобы улучшить однородность цвета, весь металл в проекте должен быть окрашен одним аппликатором за одну установку.
 Покрытия с металлическими чешуйками металла особенно склонны к изменению цвета. Чтобы улучшить однородность цвета, весь металл в проекте должен быть окрашен одним аппликатором за одну установку.
Покрытия с металлическими чешуйками металла особенно склонны к изменению цвета. Чтобы улучшить однородность цвета, весь металл в проекте должен быть окрашен одним аппликатором за одну установку. Порошковые покрытия
Жидкая краска состоит из пигмента, смолы и растворителя. Порошковая краска – это просто пигмент, заключенный в порошкообразную смолу, и поэтому ее называют просто «краской без растворителя». Порошковые покрытия и жидкие покрытия из одной и той же смолы и пигмента будут иметь практически одинаковые рабочие характеристики.Для данной смолы решение об использовании порошкового или жидкого покрытия в основном зависит от техники нанесения.
Настоящее преимущество порошка – снижение загрязнения воздуха по сравнению с жидкими покрытиями. Когда порошки отверждаются в печи, они не выделяют летучих органических соединений. Недостатком порошка является обычно требуемый большой размер партии. Производители порошков знают об этой проблеме, и некоторые из них хранят краски на складе, которые распределяют небольшими партиями. Несколько компаний производят порошки для наружных работ с использованием полиэфирной смолы TGIC.Полиэфирные порошки TGIC в настоящее время доступны в большем количестве стандартных цветов, чем любой другой порошок. Несколько компаний продают порошки из полиэстера TGIC сотен цветов. Полиэстер TGIC борется с сохранением блеска по сравнению с порошками PVDF, но широко используется в Европе.
Несколько компаний производят порошки для наружных работ с использованием полиэфирной смолы TGIC.Полиэфирные порошки TGIC в настоящее время доступны в большем количестве стандартных цветов, чем любой другой порошок. Несколько компаний продают порошки из полиэстера TGIC сотен цветов. Полиэстер TGIC борется с сохранением блеска по сравнению с порошками PVDF, но широко используется в Европе.
Некоторые смолы легче производить в виде жидких покрытий, а некоторые – в виде порошковых покрытий. Определенная смола обычно производится либо в виде порошковых покрытий, либо покрытий на основе растворителей, но не в обоих вариантах. Примерами этого являются эпоксидная смола, которая представляет собой преимущественно порошковое покрытие, и PVDF, который исторически производился в виде жидкого покрытия.Многие очевидные преимущества порошков перед жидкими покрытиями, такие как твердость и блеск, на самом деле являются характеристиками смолы.
Порошковые покрытия от большинства производителей доступны только большими партиями, а нестандартные цвета могут быть очень дорогими. Это связано с тем, что каждую партию порошка необходимо измельчать по заказу с использованием дорогостоящего шлифовального оборудования. Краски на основе растворителей продолжат занимать свою нишу на рынке благодаря легкости смешивания небольших партий. Возможность «смешивать и сочетать» дает художникам и их клиентам непревзойденную гибкость и простоту использования.
Это связано с тем, что каждую партию порошка необходимо измельчать по заказу с использованием дорогостоящего шлифовального оборудования. Краски на основе растворителей продолжат занимать свою нишу на рынке благодаря легкости смешивания небольших партий. Возможность «смешивать и сочетать» дает художникам и их клиентам непревзойденную гибкость и простоту использования.
За последние пятнадцать лет PPG, Akzo и другие представили порошковые покрытия на основе фторуглерода AAMA 2605. Большинство из них основаны на смолах FEVE, которые превосходят полиэфирные покрытия. PPG представила порошок PVDF Duranar, который обеспечивает не только характеристики AAMA 2605. Кроме того, он практически идентичен по внешнему виду жидким покрытиям из ПВДФ. Мы ожидаем увеличения использования порошковых покрытий AAMA 2605.
SAF также применяет порошки на основе эпоксидной смолы для внутренних работ, таких как мебель.Одно предупреждение о порошках: они склонны к апельсиновой корке, и покрытие может казаться текстурированным.
Щелкните, чтобы ознакомиться с нашим собственным Руководством по окраске алюминия SAF .
Экологические аспекты при выборе покрытия
Смолы теоретически могут быть изготовлены как на основе растворителя, так и в виде порошковых покрытий. Некоторые смолы легче производить и / или применять с использованием составов на основе растворителей, но растворители вызывают загрязнение воздуха.Сила регулирования серьезно сказывается на строительной отрасли, особенно на покрытиях на основе растворителей. Покрытия на основе растворителей для долговременного применения в наружных архитектурных сооружениях в основном основаны на растворителях, где обычно от 70 до 80% каждого галлона краски испаряется в процессе отверждения краски. В состав дыма входят углеводороды, которые Агентство по охране окружающей среды называет ЛОС (летучие органические соединения) и являются предшественниками образования озона, подобно автомобильным выхлопам. Озон является основным компонентом смога и может вызывать раздражение глаз, легких и горла.Такие правила, как Закон о сохранении и восстановлении ресурсов (RCRA) и Закон о чистом воздухе, уменьшат образование озона, хотя местные планы действий сильно различаются. Если Южная Калифорния является индикатором будущих экологических норм для остальной части страны, то вскоре в США может стать незаконным распыление многих покрытий на основе растворителей, включая ПВДФ, без дорогостоящего экологического оборудования. Это увеличивает стоимость покрытий на основе растворителей.
Озон является основным компонентом смога и может вызывать раздражение глаз, легких и горла.Такие правила, как Закон о сохранении и восстановлении ресурсов (RCRA) и Закон о чистом воздухе, уменьшат образование озона, хотя местные планы действий сильно различаются. Если Южная Калифорния является индикатором будущих экологических норм для остальной части страны, то вскоре в США может стать незаконным распыление многих покрытий на основе растворителей, включая ПВДФ, без дорогостоящего экологического оборудования. Это увеличивает стоимость покрытий на основе растворителей.
Производители органических покрытий могут быть вынуждены выбирать между рекомендацией своим специалистам по нанесению установить дорогостоящее оборудование для борьбы с загрязнением или разработкой технологии порошкового покрытия.Порошковые покрытия не загрязняют воздух и становятся полноценной конкуренцией анодированным покрытиям и покрытиям на основе растворителей.
Чтобы иметь право на самую длительную гарантию на покрытие распылением, основные поставщики PVDF-покрытий по-прежнему требуют предварительной обработки на основе хрома. Предварительная обработка хромом необходима для долговременной адгезии при наружном использовании, но для этого необходимо, чтобы аппликаторы имели обширное оборудование для контроля загрязнения воды. Хотя эта технология хорошо известна и дает отличные результаты адгезии, отстой, образующийся в результате этого процесса, является опасным отходом, и его трудно и дорого утилизировать.
Предварительная обработка хромом необходима для долговременной адгезии при наружном использовании, но для этого необходимо, чтобы аппликаторы имели обширное оборудование для контроля загрязнения воды. Хотя эта технология хорошо известна и дает отличные результаты адгезии, отстой, образующийся в результате этого процесса, является опасным отходом, и его трудно и дорого утилизировать.
В свете этих новых разработок разработчики могут задаться вопросом, как лучше всего выбрать долговечное окрашенное покрытие. Мы советуем проконсультироваться с вашим отделочником, указать AAMA 2605 и положиться на опыт производителей покрытий, таких как PPG, Akzo или Valspar, которые смешивают эти покрытия для архитектурного рынка.
к началу
Рекомендации по покрытию навесных стен и металлических крыш
Покрытия PVDF доминируют на рынках навесных стен и металлических кровель, потому что постоянство цвета и выбор цвета более важны, чем стойкость к истиранию. С PVDF специалист может выбрать любой цвет, который он хочет, и он, вероятно, будет легко доступен, поскольку большинство аппликаторов имеют возможность смешивать свои собственные покрытия.
С PVDF специалист может выбрать любой цвет, который он хочет, и он, вероятно, будет легко доступен, поскольку большинство аппликаторов имеют возможность смешивать свои собственные покрытия.
В большинстве случаев покрытия PVDF демонстрируют отличную однородность цвета. Это не означает, что цвет идеально подходит для краски. Подрядчики должны проявлять осторожность при одновременном нанесении покрытия на металл в одном и том же месте, когда это возможно, чтобы уменьшить вероятность изменения цвета, вызванного разными партиями краски или условиями нанесения.Часто наблюдается сильное изменение цвета с трех- и четырехслойным металлическим PVDF-покрытием. Возражения архитектора против металлических красок напоминают их возражения против анодирования. Для получения дополнительной информации о вариантах цвета перейдите по этой ссылке.
Следует проявлять осторожность при нанесении лакокрасочных покрытий, поскольку невозможно добиться идеального соответствия между отделкой, нанесенной на заводе, и отделкой, нанесенной в полевых условиях. Краски для ретуши представляют собой проблему как для окрашенных, так и для анодированных покрытий. Краску для ретуши никогда не следует распылять, ее следует слегка касаться кистью.Краска для ретуши выцветает и выгорает с другой скоростью, чем основное покрытие.
Краски для ретуши представляют собой проблему как для окрашенных, так и для анодированных покрытий. Краску для ретуши никогда не следует распылять, ее следует слегка касаться кистью.Краска для ретуши выцветает и выгорает с другой скоростью, чем основное покрытие.
Если требуется яркий, полупрозрачный внешний вид здания, анодирование является хорошей отделкой навесных стен. Архитекторам следует требовать панели цветовой гаммы от анодатора. Установщик должен знать о вариабельности, ожидаемой от анодированных панелей. Установщик может отсортировать некоторые панели по высоте для достижения желаемого эффекта. Сортировка также может потребоваться для металлических окрашенных покрытий. Если панель выходит за рамки утвержденного диапазона цветов, финишер не должен ее отправлять.Важно отметить, что установщик также несет ответственность за недопущение установки металла, выходящего за пределы допустимого диапазона. При указании анодирования для монументального использования обязательно укажите SAFINISH (класс I по ассоциации алюминия). Перейдите по этой ссылке, чтобы ознакомиться с обозначениями алюминиевой ассоциации.
Перейдите по этой ссылке, чтобы ознакомиться с обозначениями алюминиевой ассоциации.
Причина для определения анодирования SAFINISH (класс I) заключается в том, чтобы сделать анодное покрытие как можно более долговечным. Толщина покрытия является наиболее важным показателем долговечности анодированных покрытий. Толщина покрытия для архитектурного использования может быть указана как класс 1 (0.7 мил) или класс 2 (0,4 мил) в соответствии с DAF 45 алюминиевой ассоциации, но часто нет спецификации. Затем устанавливается «самая дешевая вещь», и через несколько лет отделка покрывается ямками, пятнами и эрозией.
Дешевые анодированные листы часто продаются с толщиной покрытия 0,10 мил. Покрытие такой толщины можно также назвать 200, A21, A22 или A24. Хотя такая толщина покрытия подходит для многих областей применения, разработчики должны знать, что целостность этой отделки не прослужит дольше нескольких лет при наружных архитектурных работах.Ожидаемый срок службы в прибрежной среде намного меньше. Толщина покрытия имеет еще более важное значение для долговечности цветных покрытий. Цвета тускнеют быстрее с более тонкими покрытиями, поскольку они содержат меньше красителя.
Толщина покрытия имеет еще более важное значение для долговечности цветных покрытий. Цвета тускнеют быстрее с более тонкими покрытиями, поскольку они содержат меньше красителя.
Часто бывает огромное давление, чтобы продать самый «дешевый» продукт. Если в спецификации указано просто «Прозрачное анодирование», вероятным результатом будет покрытие толщиной 0,2 мил. С другой стороны, если указана толщина 0,8 мил, покрытие прослужит как минимум в четыре раза дольше.Проще говоря, срок службы анодного покрытия пропорционален его толщине, а покрытие класса I вдвое толще покрытия класса II. Это означает, что в большинстве случаев покрытия класса I прослужат вдвое дольше, чем покрытия класса II на внешней стороне здания.
Как упоминалось ранее, анодирование можно возобновить чисткой. Анодирование часто можно восстановить, когда оно выглядит так, как будто оно вышло из строя, но когда окрашенное покрытие выходит из строя, мало что можно сделать, кроме перекраски всего здания.Перекраска здания обычно намного дороже, чем стоимость оригинальной заводской отделки, а контроль качества на стройплощадке неэффективен. Как анодированные, так и окрашенные покрытия требуют регулярного ухода, что не принимает во внимание большинство владельцев зданий.
Как анодированные, так и окрашенные покрытия требуют регулярного ухода, что не принимает во внимание большинство владельцев зданий.
Витрины
Части витрины, которые больше всего подвержены истиранию от уличного движения, должны быть анодированы. Превосходная стойкость к истиранию означает, что анодирование переживет краску на дверной перекладине, отбойной планке или перекладине.С другой стороны, окраска алюминиевых материалов для обрамления дверей добавляет приятный акцент витрине. Иногда можно увидеть алюминиевые двери, установленные в отделке мельницы для окраски на стройплощадке. Это всегда ошибка. Даже если используется покрытие PVDF, наносимое в полевых условиях, хотя полученная отделка может прослужить дольше, чем обычная краска, ее стойкость к истиранию все равно будет недостаточной по сравнению с нанесенным на заводе PVDF или анодированием.
Анодирование, вероятно, всегда будет иметь место на рынке витрин.Его стойкость к истиранию и экономическая эффективность для витрин вряд ли могут сравниться с каким-либо органическим покрытием. Выберите покрытия SAFINISH для наиболее прочного и долговечного покрытия.
Выберите покрытия SAFINISH для наиболее прочного и долговечного покрытия.
к началу
Выводы
Выбор алюминиевого покрытия зависит от области применения, а не только от личных предпочтений. Анодирование лучше всего подходит для витрин и в любом другом месте, где требуется богатый металлический вид. Анодированные и полиэфирные покрытия лучше всего подходят для витрин и поручней.Покрытия PVDF лучше всего подходят для металлических элементов кровли и навесных стен. Анодированные покрытия, покрытия из ПВДФ и полиэстера могут быть использованы на навесных стенах, кровле и витринах с удовлетворительными результатами.
Существует множество вариантов отделки алюминия, поэтому это такой популярный строительный материал. Вопрос о том, какую отделку применить, не всегда является легким решением из-за всех доступных вариантов. Я постарался быть объективным, чтобы помочь разработчику решить, какой тип системы покрытия использовать для покрытия архитектурного алюминия, будь то металлическая кровля, витрина или навесная стена. Вывод, который, как я надеюсь, сделает читатель из этой статьи, заключается в том, чтобы сообщить о ваших потребностях своему отделочному станку или его поставщикам. Поскольку экологические нормы лежат в основе многих новых разработок, вскоре появится еще больше вариантов для и без того огромного количества вариантов отделки, доступных для алюминия.
Вывод, который, как я надеюсь, сделает читатель из этой статьи, заключается в том, чтобы сообщить о ваших потребностях своему отделочному станку или его поставщикам. Поскольку экологические нормы лежат в основе многих новых разработок, вскоре появится еще больше вариантов для и без того огромного количества вариантов отделки, доступных для алюминия.
Kynar 500® – зарегистрированная торговая марка, принадлежащая ARKEMA INC.
Hylar 5000® является зарегистрированным товарным знаком Solvay Specialty Polymers Inc.
– Пенн МакКлатчи
http: // www.glassmagazine.net/articles.php?id=806
к началу
Анодирование алюминия | Анодированный алюминий
Анодирование алюминия для металлических деталей
Анодирование алюминия – это контролируемый электрохимический процесс, который увеличивает толщину оксидных слоев, которые естественным образом существуют на алюминиевых поверхностях, улучшая коррозионную стойкость. Эти типы оксидных слоев обеспечивают изоляционные свойства и могут быть окрашены в широкий диапазон цветов. Анодированные покрытия также обеспечивают лучшую адгезию для грунтовок и клеев для краски и служат отличным субстратом для декоративной отделки.
Эти типы оксидных слоев обеспечивают изоляционные свойства и могут быть окрашены в широкий диапазон цветов. Анодированные покрытия также обеспечивают лучшую адгезию для грунтовок и клеев для краски и служат отличным субстратом для декоративной отделки.
Самый распространенный метод анодирования алюминия, известный как тип II, позволяет получить покрытие толщиной до 1 мил, которое не вступает в реакцию, устойчиво к коррозии и легко очищается. Анодированные покрытия также обеспечивают лучшую адгезию для грунтовок и клеев для краски и используются во многих эстетических целях.
Arrow Cryogenics предлагает стандартное анодирование алюминия ( MIL-A-8625 Type II) на нашем современном предприятии в Блейне, Миннесота. Мы также обеспечиваем твердое анодирование покрытия ( MIL-A-8625 Type III). Наши анодированные покрытия могут быть адаптированы в соответствии со спецификациями по весу покрытия, коррозионной стойкости, адгезии краски и устойчивости к истиранию. Кроме того, у нас есть собственные строгие правила в отношении внешнего вида, качества изготовления, проверки, тестирования и многого другого.
Кроме того, у нас есть собственные строгие правила в отношении внешнего вида, качества изготовления, проверки, тестирования и многого другого.
Свяжитесь с нами, чтобы узнать больше о наших вариантах анодирования алюминия.
Основы процесса анодирования алюминия
Процесс анодирования алюминия осуществляется путем пропускания электричества постоянного тока через раствор электролита, в который погружена алюминиевая заготовка. Электрический ток вызывает выделение кислорода на поверхности алюминия, создавая нарост оксида алюминия. Получающаяся анодная пленка значительно плотнее, чем при естественном окислении, и однородна по всей поверхности заготовки. Короче говоря, анодирование алюминия обычно выполняется в кислотном растворе.
Короче говоря, анодирование алюминия создает оксидное покрытие, которое защищает и улучшает внешний вид конечного продукта. Анодирование типа II лучше всего подходит для алюминия, но его также можно использовать для цветных металлов, таких как титан или магний.![]()
В чем разница между анодированием типа II и типа III?
Arrow Cryogenics предлагает два различных варианта анодирования алюминия: стандартное анодирование типа II и анодирование алюминия с твердым покрытием типа III. Оба обеспечивают защитный барьер и используются в соответствии с военной спецификацией MIL-A-8625, но есть несколько отличий, которые следует учитывать перед выбором процесса:
- Тип II Стандартный анодированный алюминий имеет покрытие толщиной до 1 мил и герметизировано для герметизации красителя и закрытия пор после процесса анодирования для повышения коррозионной стойкости.Это наиболее распространенная форма анодирования алюминия, доступная в окрашенном и неокрашенном вариантах.
- Тип III Анодированный алюминий с твердым покрытием – более толстое и долговечное покрытие толщиной до 2 мил. Он также доступен в неокрашенном и окрашенном вариантах. Для лучшей износостойкости и когда требуется адгезия к неокрашенному компоненту, он обычно не герметизируется.

Герметизация обычно требуется после выполнения процесса анодирования твердым покрытием, поскольку детали липкие из-за процесса.Герметизация деталей после процесса анодирования твердым покрытием закрывает поры, удаляет липкие остатки и предотвращает прилипание нежелательного материала к деталям. Герметизация также требуется для окрашенных деталей, чтобы запечатать цвет в поры алюминия и уменьшить выцветание.
Как анодирование алюминия влияет на размеры?
При анодировании алюминиевых деталей малых размеров важно понимать, что покрытие влияет на конечные размеры. В общем, 50% анодированного покрытия проникает через поверхность материала, а 50% покрытия накапливается на поверхности.Изменение окончательных размеров определяется толщиной покрытия. Используя самые современные средства управления, Arrow Cryogenics может контролировать толщину наших покрытий с исключительной точностью. Мы тесно сотрудничаем с нашими клиентами, чтобы обеспечить соблюдение всех допусков.
Преимущества стандартного анодирования алюминия
Алюминиевый адонизатор типа II используется для широкого спектра применений, от компьютеров до аэрокосмической промышленности, и имеет ряд преимуществ, в том числе:
- Коррозионная стойкость
- Диэлектрические свойства
- Эстетика
- Лучшее склеивание
- Незагрязняющий (медицинские инструменты и т. Д.))
Анодирование также используется для улучшения внешнего вида готовых алюминиевых деталей. Используя специальные химические вещества во время предварительной обработки анодированного алюминия, мы можем добиться матового покрытия, которое помогает:
- Линии смешивания и экструзии
- Царапины на крышке при производстве
- Уменьшить блики
Анодированный окрашенный и неокрашенный алюминий Цвета
После анодирования детали можно либо оставить неокрашенными (класс 1), либо покрасить в набор цветов (класс 2). Неокрашенный алюминий приобретет сероватый оттенок, подобный тому, что изображен ниже.
Неокрашенный алюминий приобретет сероватый оттенок, подобный тому, что изображен ниже.
Arrow Cryogenics также может достигать множества цветов путем окрашивания алюминия после его анодирования. После того, как алюминий окрашен, цвет навсегда закрепляется на нем, создавая декоративную отделку. Ниже приведены некоторые из доступных цветов для нанесения на анодированный алюминий.
Примечание. Цвета показаны только для общего ознакомления и могут зависеть от настроек цвета на мониторе компьютера.Другие цвета могут быть доступны по запросу.
Анодирование алюминияArrow Cryogenics соответствует требованиям спецификации MIL-A-8625 для традиционного процесса анодирования алюминия, класс 1 (неокрашенный) и класс 2 (окрашенный) с использованием серной кислоты.
Сертификат NADCAP
Arrow Cryogenics сертифицирована Nadcap для химической обработки и соответствует системе качества AC7004 Aerospace для авиационной, космической и оборонной промышленности. В рамках аккредитации Nadcap наши процессы прошли аудит на основе строгих отраслевых рекомендаций и регулярно проверяются на предмет соответствия.
В рамках аккредитации Nadcap наши процессы прошли аудит на основе строгих отраслевых рекомендаций и регулярно проверяются на предмет соответствия.Свяжитесь с нами, чтобы узнать больше о нашей сертификации Nadcap или обсудить услуги отделки для вашего аэрокосмического применения.
Contact Arrow Cryogenics для анодирования алюминия типа II
Arrow Cryogenics имеет сертификаты ISO: 9000: 2015 и NADCAP для наших услуг по анодированию алюминия в широком спектре цветов и покрытий.
Сообщите нам, что вы хотите узнать больше об анодировании алюминия.Если вы готовы начать проект, предоставьте нам некоторую информацию о своем приложении, чтобы получить расценки.
.