
Анодированная сталь светло-жёлтая
Категории …Коллекционные моделиИнструментКраска, химия, материалыМаскиКаталоги, Книги, ЖурналыСборные моделиФототравлениеБоксы и стеллажи Журнальные серииИгрушкиРадиоуправляемые моделиСувенирыConcept CarАвтоспортАэродромная техникаВоенныеКиноМедицинаПожарныеПолицияПочта / mailСпецслужбыСтроительная техникаТакси
Производители
…3D Karton3DF Express3DM78artA-ModelAA ModelsAberAbordageAbrexAbteilung502AcademyACEACMEAD-ModumAdvanced ModelingAFV clubAGMAHC ModelsAIM Fan ModelAiresAirFixAJ ModelAK InteractiveAKhobbyAlanAlangerAlclad IIAlex MiniaturesAlezanALFAlmost RealALRAltayaAmercomAmerican DioramaAmerican Heritage ModelsAMG ModelsAmigo ModelsAMKAMLAMMO MIGAmodelAmourAMPAMTAmusing HobbyAnsonAnswerAoshima (DISM)Apex RacingApplywood workshopARK modelsARM.PNTArmada HobbyArmaHobbyARMOR35ArmoryArmour CollectionARS ModelArt ModelART-modelAscensioASK ModelsASQATCAtlasAudi MuseumAuhagenAurora HobbyAuthentic DecalsAuto PilenAuto WorldAutoArtAutobahn / BauerautocultAutomodelle AMWAutomodelloAutotime / AutograndAvanstyle (Frontiart)Avart ArhiveAVD ModelsAVD дополненияAVD покрышкиAvisAWMAZModelAzurBachmannBalaton ModellBangBare-Metal Foil Co.

 R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TecnomodelTeknoTemp modelsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW-modelW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWood HunterWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер ДровишкинМастер Захаровмастер Колёсовмастер ЛепендинМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМикродизайнМикроМирМиниградМинимирМир МоделейМодел.
R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TecnomodelTeknoTemp modelsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW-modelW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWood HunterWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер ДровишкинМастер Захаровмастер Колёсовмастер ЛепендинМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМикродизайнМикроМирМиниградМинимирМир МоделейМодел.
Марки моделей …AbarthACAcuraADLERAECAGUSTAWESTLANDALFA ROMEOALPHA TAURIALPINE ALVISAMCAMERICAN LaFranceAMPHICARArmstrongAROArrowsARTEGAASCARIASTON MARTINAUBURNAUDIAURUSAUSTINAustro DaimlerAUTO UNION AutobianchiAVIAAWZBACBARKASBarreirosBATMOBILEBEDFORDBEIJINGBenelliBENETTONBENTLEYBERLIETBERNARDBESTURNBIANCHIBIZZARINIBLUEBIRDBMWBobcatBORGWARDBRABHAMBrawner-HawkBRISTOLBRMBUCCIALIBUFFALOBUGATTIBUICKBussingBWTCADILLACCAPAROCASECATERHAMChanganChangheCHAPARRALCHAUSSONCHECKERCHEETAHCHEVROLETCHEVRONCHRYSLERCISITALIACITROENCOBRACOMMERCooperCOPERSUCARCORDCORVETTE CORVIAR MONZACsepelDACIADaewooDAFDAIHATSUDAIMLERDALLARADATSUNDE DION BOUTONDe SotoDE TOMASODELAGEDELAHAYEDeLOREANDENNISDerwaysDESOTODEUTZ DevonDIAMONDDKWDODGEDongfengDONKERVOORTDUBONNETDUCATIDUESENBERGDYNAPACEAGLEEBROEDSELEMWENVISIONFACEL-VEGAFAWFENDTFERRARIFIATFORDFORDSONFOTONFRAMOFREIGHTLINERFSOFWDGINAFGMCGOGGOMOBILGOLIATHGORDONGRAHAMGREAT WALLGreyhoundGUMPERTHAMMHANOMAGHARLEY DAVIDSONHEALEYHENSCHELHindustan HINOHISPANO SUIZAHITACHIHOLDENHONDAHORCHHOTCHKISSHUDSONHUMBERHUMMERHYUNDAIIAMEIFAIKARUSIMPERIALINFINITIINGINNOCENTIINTERNATIONALINVICTAIRISBUSISOISOTTA FraschiniISUZUIVECOJAGUARJAWAJEEPJELCZJENSENKAISERKalmarKAWASAKIKENWORTHKIAKOENIGSEGG KOMATSUKRAMERKRUPPKTMLA SALLELAGONDALAMBORGHINILANCIALAND ROVERLANDINILanzLatilLaurin & KlementLaverdaLDSLEXUSLEYATLEYLANDLEYTONLIAZLIEBHERRLIGIERLINCOLNLISTERLLOYDLOCOMOBILELOLALORENZ & RANKLLORRAINE-DIETRICHLOTECLOTUSLUBLINLYKANMACKMAD MAXMAGIRUSMANMARCHMARMONMARUSSIA-VIRGINMASERATIMASSEY MATRAMAVERICKMAXIMMAYBACHMAZDAMAZZANTIMCAMcLARENMEGAMELKUSMERCEDES-BENZMERCERMERCURYMESSERSCHMITTMGBMIGMIKRUSMINARDIMINERVAMINIMIRAGEMITSUBISHIMONICAMORETTIMORGANMORRISMOTO GUZZIMULTICARMVMZNASH AMBASSADORNEOPLANNEW HOLLANDNISSANNIVA CHEVROLETNOBLENORMANSUNYSAOLDSMOBILE OLTCITOM LEONCINOOPELOPTIMASORECAOscaPACKARDPAGANIPanhardPANOZPANTHERPEGASOPESCAROLOPETERBILTPEUGEOTPHANOMEN PIERCE ArrowPLYMOUTHPOLONEZPONTIACPORSCHEPRAGAPRIMAPRINCE PUMARAMRAMBLERRED BULLRENAULTRoburROCARROLLS-ROYCEROSENBAUERROSENGARTROVERRUFSAABSACHSENRINGSALEENSALMSONSAMSUNGSANSANDEROSATURNSAUBERSaurerSAVASAVIEM SCAMMELSCANIASCIONScuderiaSEAGRAVESEATSETRASHADOWSHANGHAISHELBYSIMCASIMPLEXSIMSONSINPARSKODASMARTSOMUASoueastSPYKERSSANG YONGSSCSTANLEYSTARSTEYRSTUDEBAKERSTUTZSUBARUSUNBEAMSUZUKISYRENATALBOTTARPANTATATATRATEMPOTeslaTHOMASTolemanTOYOACETOYOPETTOYOTATRABANT TRIUMPHTUCKERTUKTVRTYRRELLUNICVan HoolVANWALLVAUXHALLVECTORVELOREXVENTURIVERITASVESPAVincentVOISINVOLKSWAGENVOLVOWANDERERWARSZAWAWARTBURGWESTERN STARWHITEWIESMANNWILLEMEWILLIAMSWillysYAMAHAYOSHIMURAYUGOZAGATOZASTAVAZUKZUNDAPPZunderZYTEKАМОБЕЛАЗВИСВНИИТЭ-ПТВолжскийГорькийЕрАЗЗАЗЗИLЗИSЗИМЗИУИЖКАЗКамскийКИМКРАЗКубаньКурганскийЛАЗЛенинградЛикинскийЛуаЗМинскийМоАЗМОСКВИЧМТБМТЗНАМИНАТИОДАЗПавловскийПЕТРОВИЧПУЗЫРЁВЪРАФРУССО-БАЛТСаранскийСемАРСМЗСТАРТТАРТУУАЗУралЗИSУральскийЧЕТРАЧМЗАПЯАЗЯТБ
Типы товаров
. ..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки
..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки
Масштаб …1:11:21:31:41:51:61:81:91:101:121:141:161:181:201:211:221:241:251:261:271:281:291:301:321:331:341:351:361:371:381:391:401:421:431:441:451:461:471:481:501:511:521:531:541:551:561:571:601:641:681:691:721:751:761:801:831:871:901:951:961:1001:1031:1081:1101:1121:1201:1211:1251:1261:1301:1421:1441:1451:1481:1501:1601:2001:2201:2251:2501:2851:2881:3001:3501:3901:4001:4261:4501:5001:5301:5351:5501:5701:6001:7001:7201:8001:10001:11001:12001:12501:15001:20001:25001:27001:3000
СброситьНайти
Анодирование разных металлов, преимущества метода, оборудование
Защищать металлические изделия от агрессивного воздействия внешней среды можно по-разному. В том числе покрытием красками на масляной, глифталевой, пентафталевой, полиэфирной и эпоксидной основе – с разной степенью адгезии и разной долговечностью. Но ничто не сравнится с анодированием — таким методом защиты, как создании с помощью электрохимического процесса защитной оксидной плёнки. Анодирование также называют — анодным оксидированием.
В том числе покрытием красками на масляной, глифталевой, пентафталевой, полиэфирной и эпоксидной основе – с разной степенью адгезии и разной долговечностью. Но ничто не сравнится с анодированием — таким методом защиты, как создании с помощью электрохимического процесса защитной оксидной плёнки. Анодирование также называют — анодным оксидированием.
Оксидировать можно практически все металлы и сплавы, кроме чистых железа и меди. Связано это с тем, что эти два металла образуют сразу два оксидных соединения на своей поверхности. Как бы конкурирующих друг с другом, и потому это плохо сказывается и на прочности самой оксидной плёнки, и на её адгезии (то есть связанностью) с поверхностью.
Содержание
- 1 Откуда появился сам термин
- 2 Что дает анодирование
- 3 Устройства, оборудование, реактивы
- 4 Способы анодирования
- 4.1 Тёплый метод
- 4.2 Холодный метод
- 4.3 Твёрдое анодирование
- 5 Преимущества анодированных поверхностей
- 6 Анодирование разных металлов
- 6.
 1 Нержавеющая сталь
1 Нержавеющая сталь - 6.2 Медь
- 6.3 Титан
- 6.4 Серебро
- 6.5 Анодирование алюминия
- 6.
- 7 Заключение
 1 Нержавеющая сталь
1 Нержавеющая стальОткуда появился сам термин
При электрохимическом создание оксидной плёнки на поверхности металлов деталь/изделие опускают в ванну с электролитом. Чаще всего это раствор кислоты. Электролиты электропроводны (что ясно из самого названия). Когда через раствор пропускают постоянный ток (это важно, чтобы ток постоянно шёл в одном направлении!), на катоде выделяется водород, а на аноде – кислород, с помощью которого образуется оксидный, то есть окисленный целенаправленно, слой с заранее заданными свойствами, зависящими от силы тока и концентрации раствора кислоты. А так как эта деталь в системе «катод-электролит-деталь» является анодом, то и создание защитной плёнки назвали «анодированием». Или «оксидированием».
Варьируя силу тока и использование специальных добавок-присадок, можно добиться практически любой окраски анодированного покрытия.
Что дает анодирование
Чем-то анодирование похоже на гальванические процессы, возникающие во время хромирования или оцинковки стали. Но есть существенная разница: исключено использование посторонних веществ, пусть даже похожих по свойствам и химическому составу. Оксидирование ведётся на основе самого металла, подвергаемого электрохимическому воздействию.
При анодировании процесс поддаётся регуляции, оксидному слою придаются заранее заданные свойства, а результатом служит прочность оксидируемого участка.
Лучше всего защитный слой в результате анодирования образуется на таких металлах, как алюминий, титан, сталь, тантал. Главное же требование к технологии, чтобы металл имел только один оксид с высокими адгезивными свойствами.
Но для обеспечения адгезии нужна пористая структура, которая обеспечит соприкосновение рабочей смеси с чистым металлом поверхности, что значительно ускоряет процесс оксидирования.
Получается, что при электрохимическом процессе могут образовываться два типа оксидных защитных покрытий, отличающиеся как назначением, так и строением.
- Первый тип – пористая поверхность оксидной плёнки. Получается при воздействии на металл кислых электролитов. Структурированная порами поверхность служит отличной основой для того, чтобы на неё легли лакокрасочные материалы, которые своей структурой, образующейся в процессе полимеризации основы, закрепляется во фракталах пор. То есть анодированная поверхность способствует повышенной адгезии.
- Барьерная. Относится ко второму типу. Это самостоятельное защитное покрытие, которое защищает металл от контактов с внешней агрессивной средой.
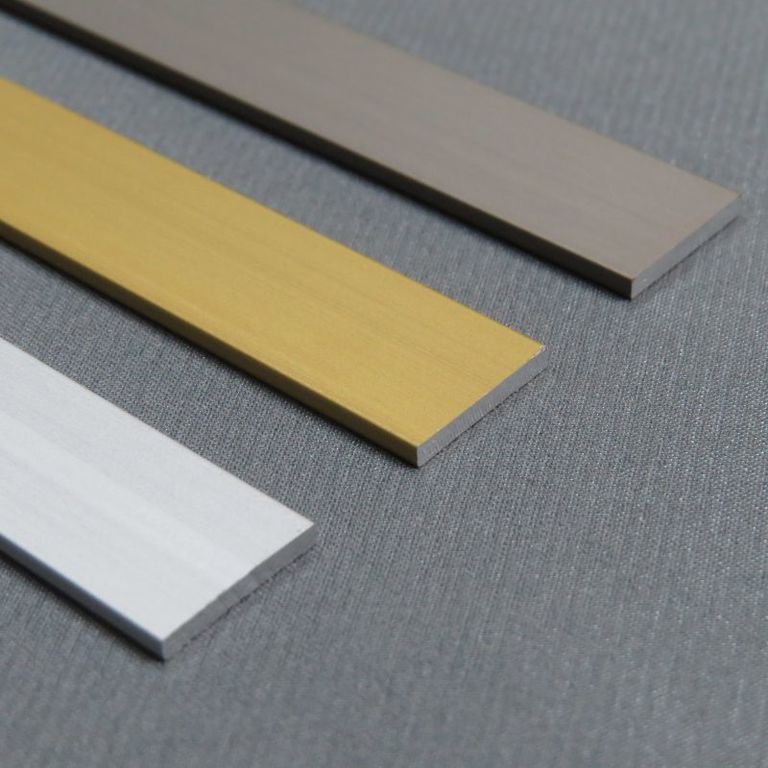
Впрочем, созданием защитных слоёв процесс анодирования не ограничивается. Применяя разные материалы и меняя уровень напряжения, можно получить разные оттенки анодированной плёнки. Чем активно пользуются дизайнеры при оформлении интерьеров, когда облицовочным материалом служит алюминий.
Устройства, оборудование, реактивы
В промышленных масштабах анодирование делается в растворах серной кислоты разной концентрации. Они обеспечивают как большую скорость процесса, так и заданную глубину оксидной плёнки. Применение автоматики позволило полностью автоматизировать этот достаточно вредный для здоровья процесс.
Они обеспечивают как большую скорость процесса, так и заданную глубину оксидной плёнки. Применение автоматики позволило полностью автоматизировать этот достаточно вредный для здоровья процесс.
Оборудование для анодирования бывает трех типов:
- Базовое, или основное. Тут всё просто: ванна с электролитом из инертного, не вступающего в реакцию, материала, притом обладающего свойствами теплоизолятора для предотвращения перегрева электролита. И катод, материал которого находится в прямой зависимости от того материала, который нужно анодировать.
- Обслуживающее оборудование. К нему относятся агрегаты, обеспечивающие работоспособность установки для оксидирования. Это узлы подачи напряжения, предохранительные и приводные механизмы.
- Вспомогательное. Это оборудование для работ по обработке и подготовке изделий к анодированию. В него входят и средства доставки деталей к ваннам. И средства упаковки и перемещения к местам, где готовые изделия складируются.
Самыми трудными, экологически опасными операциями при обработке металлов анодированием являются процессы загрузки и выгрузки деталей в ванны. Поэтому на качество работы приводных механизмов для этого всегда обращается особое внимание.
Поэтому на качество работы приводных механизмов для этого всегда обращается особое внимание.
Исторически сложилось так, что все производственные процессы связаны с потреблением переменного тока – который совершенно не годится для процессов анодирования. Для того, чтобы ток был постоянным (то есть текущий в проводниках только в одном направлении, применяют выпрямители с достаточным запасом мощности. Оптимальная мощность для промышленных выпрямителей, связанных с процессами оксидирования – 2,5 киловатта. А для обеспечения получения анодированной плёнки разных цветов и оттенков для таких выпрямителей монтируют бесступенчатую систему подачи мощности.
Способы анодирования
Образование на металлах оксидной плёнки зависит от выбранной технологии со всеми её факторами вроде типа электролита, мощности подаваемого тока, поверхности детали-анода. Универсальность раз и навсегда отработанных методов позволяет проделывать процесс анодирования даже в домашних условиях – нужно только владеть технологиями, от которых будет зависеть цвет получаемой оксидной плёнки. Минимизировать вред для здоровья от испарений кислот вряд ли получится, вряд ли в условиях домашней мастерской можно обеспечить герметичность ванны, эффективную систему вытяжки и фильтрации воздуха..
Минимизировать вред для здоровья от испарений кислот вряд ли получится, вряд ли в условиях домашней мастерской можно обеспечить герметичность ванны, эффективную систему вытяжки и фильтрации воздуха..
Среди разных видов анодирования популярен процесс нанесения цветной оксидной плёнки. Популярность его связывается не только с декоративностью получаемого покрытия, но и с разной степенью его прочности, которая зависит от цвета.
Теперь о методах, вынесенных в заголовок материала, а именно:
- Тёплый метод
- Холодный метод
- Твёрдое анодирование.
Тёплый метод
В большинстве случаев используется как промежуточный, ибо получаемые на его основе оксидные плёнки не стойки к воздействиям.
Холодный метод
При холодном методе скорость образования анодированной плёнки выше скорости растворения металла на катоде, что обеспечивает высокую прочность получаемого защитного слоя. Но обязательно требование поддержания температуры раствора электролита на уровне не выше 5⁰С, что и дало название методу. Так как температура раствора в ванне в её середине всегда выше, чем у бортов, необходимо обеспечить циркуляцию раствора.
Так как температура раствора в ванне в её середине всегда выше, чем у бортов, необходимо обеспечить циркуляцию раствора.
Твёрдое анодирование
Самая лучшая для высокого качества покрытия на стали. Такой способ анодирования применяют в аэрокосмической промышленности, где часто требуются запредельные нагрузки на узлы и агрегаты. Особенность метода — применение сложных по составу электролитов, а рецептура таких составов защищена патентами с международной регистрацией.
Преимущества анодированных поверхностей
- Выдающиеся антикоррозийные свойства. Оксидная плёнка надёжно защищает от обычной влаги и от большинства агрессивных сред.
- Прочность оксидной плёнки. Оксиды по своим прочностным физическим характеристикам в большинстве случаев прочнее металла, на котором они образованы.
- Непроводимость тока. Парадоксальным образом образованная на металле и из металла оксидная плёнка практически является диэлектриком – что находит своё применение в создании электролитических (оксидных) конденсаторов.
- Экологический аспект: при производстве посуды нанесённая на неё оксидная плёнка не даёт ионам металла переходить в пищу, не даёт ей подгорать, стенки и дно посуды приобретают устойчивость к большим перепадам температуры.
- Широкое использование анодированных поверхностей металла в дизайне. Применение в растворах электролита некоторых солей позволяет получать глубокие и насыщенные оттенки.

Анодирование разных металлов
Нержавеющая сталь
Самый трудный для анодирования объект из-за своей химической инертности. Чтобы получить на ней оксидированную поверхность, нержавейку предварительно подвергают процедуре никелирования. Хотя сейчас ведется активная разработка специальных диффузионных паст, на которых оксид будет образовываться без никелевой «подушки».
Медь
Оксидированию поддаётся плохо, а там, где это требуется, применяют дорогие соли в качестве присадок к электролитам или используют не экологичные фосфатные или оксалатные растворы. На практике этот процесс применяют крайне редко.
На практике этот процесс применяют крайне редко.
Титан
Металлические изделия из титана проходят обязательную процедуру оксидирования, из-за того, что нанесение оксидной плёнки на 15-28% увеличивает износостойкость верхнего слоя изделий из титана. А также дополнительно придаёт изделиям декоративность, кардинально меняя цвет. Титан очень нетребователен к составу кислот для электролитических реакций – подойдёт практически любая.
Серебро
Для создания оксидной плёнки на серебре, применяют серную печень – сплав порошкообразной серы с поташом при сильном нагревании без присутствия воды. Впрочем, такой метод нанесения оксидных плёнок применяют и для бронзы, где получаемая плёнка называется искусственной патиной. На серебре обработка таким реактивом способна дать синий и фиолетовый цвета. Но без изменения свойств серебра как металла.
Анодирование алюминия
Оксидирование этого металл даёт самые широкие возможности с широчайшей сферой применения. Есть много способов образования на поверхности этого металла оксидов, более половины из них связаны с получением цветных ярко окрашенных, поверхностей.
Заключение
Анодное оксидирование — универсальный метод защиты многих металлов, а также технологией, позволяющей приготовить металлы к прочной окраске, когда оксидные плёнки бывают пористыми. Анодирование также придает поверхностям дополнительные декоративные свойства. А доступность многих материалов и оборудования позволяет, при обеспечении минимальных мер безопасности, делать анодирование металлов в кустарных условиях.
Что такое анодирование? – Тампа Стил энд Поставка
Тампа Стил
Металл
Анодирование – это простой электрохимический процесс, разработанный более 75 лет назад, при котором на поверхности алюминия образуется защитное покрытие из оксида алюминия.
Срок службы покрытия пропорционален толщине нанесенного анодного покрытия. Оксид алюминия представляет собой твердое, прочное, стойкое к атмосферным воздействиям вещество, которое защищает основной металл. Покрытие может быть окрашено путем окрашивания или может проявлять бронзовые тона благодаря явлениям дифракции, создаваемым покрытием. Покрытие вырастает из основного металла алюминия с помощью этого электрохимического процесса. Покрытие является неотъемлемой частью металла и не может отслаиваться или отслаиваться. Структура покрытия представляет собой множество мелких шестиугольных пор, которые заполнены «уплотнителем», гидролизующим эти поры для заполнения их инертным оксидом алюминия.
Оксид алюминия представляет собой твердое, прочное, стойкое к атмосферным воздействиям вещество, которое защищает основной металл. Покрытие может быть окрашено путем окрашивания или может проявлять бронзовые тона благодаря явлениям дифракции, создаваемым покрытием. Покрытие вырастает из основного металла алюминия с помощью этого электрохимического процесса. Покрытие является неотъемлемой частью металла и не может отслаиваться или отслаиваться. Структура покрытия представляет собой множество мелких шестиугольных пор, которые заполнены «уплотнителем», гидролизующим эти поры для заполнения их инертным оксидом алюминия.
Этот процесс был использован в одном из самых высоких зданий в мире и самом высоком здании в Америке — 110-этажном Уиллис-Тауэр, облицованном анодированным алюминием (когда-то известном как Сирс-Тауэр) в Чикаго, штат Иллинойс.
Алюминиевые сплавы анодированы для повышения коррозионной стойкости и обеспечения возможности окрашивания (окрашивания), улучшения смазки или улучшения адгезии. Однако анодирование не увеличивает прочность алюминиевого изделия. Анодный слой является непроводящим.
Однако анодирование не увеличивает прочность алюминиевого изделия. Анодный слой является непроводящим.
6 Преимущества анодирования металла
Уникальное анодированное покрытие — единственное в металлургической промышленности, которое удовлетворяет каждому из факторов, которые необходимо учитывать при выборе высокоэффективного алюминиевого покрытия:
1. Долговечность. Большинство анодированных продуктов имеют чрезвычайно долгий срок службы и предлагают значительные экономические преимущества за счет экономии на обслуживании и эксплуатации. Анодирование представляет собой прореагировавшее покрытие, которое интегрируется с алюминием для полного склеивания и непревзойденной адгезии. Анодирование сложнее, чем PVDF. Анодирование лучше всего подходит для алюминия в местах с интенсивным движением, где покрытие подвергается физическому насилию и абразивным чистящим средствам.
2. Стабильность цвета. Внешние анодированные покрытия обеспечивают хорошую устойчивость к ультрафиолетовым лучам, не скалываются и не отслаиваются, легко повторяются. Анодирование не может отслаиваться. Покрытие фактически является частью металла. На анодирование не влияет солнечный свет. Все органические покрытия в конечном итоге выходят из строя из-за воздействия ультрафиолетового света.
Анодирование не может отслаиваться. Покрытие фактически является частью металла. На анодирование не влияет солнечный свет. Все органические покрытия в конечном итоге выходят из строя из-за воздействия ультрафиолетового света.
3. Простота обслуживания. Шрамы и износ в результате изготовления, обращения, установки, частой очистки поверхности от грязи и эксплуатации практически отсутствуют. Ополаскивание или очистка мягким мылом и водой обычно восстанавливают анодированную поверхность до ее первоначального вида. Для более сложных отложений можно использовать мягкие абразивные очистители.
4. Эстетика. Анодирование предлагает большое количество вариантов блеска и цвета, а также сводит к минимуму или устраняет цветовые вариации. В отличие от других видов отделки, анодирование позволяет алюминию сохранять свой металлический вид. Анодирование придает алюминию более глубокий и насыщенный металлический вид, чем это возможно при использовании органических покрытий. Это связано с тем, что анодированное покрытие полупрозрачно, и под ним виден основной металл. Эта полупрозрачность способствует проблемам с изменением цвета, но анодирующие устройства гораздо лучше справляются с контролем степени изменения цвета, чем в прошлом. Компьютеризированное сопоставление цветов с количественными объективными данными о цвете в настоящее время является обычным явлением на большинстве предприятий по анодированию.
Это связано с тем, что анодированное покрытие полупрозрачно, и под ним виден основной металл. Эта полупрозрачность способствует проблемам с изменением цвета, но анодирующие устройства гораздо лучше справляются с контролем степени изменения цвета, чем в прошлом. Компьютеризированное сопоставление цветов с количественными объективными данными о цвете в настоящее время является обычным явлением на большинстве предприятий по анодированию.
5. Стоимость. Более низкие первоначальные затраты на отделку в сочетании с более низкими затратами на техническое обслуживание обеспечивают большую долгосрочную ценность. В целом анодирование дешевле покраски, за исключением изделий, окрашенных в рулонах.
6. Здоровье и безопасность. Анодирование – безопасный процесс, не наносящий вреда здоровью человека. Анодированное покрытие химически стабильно, не разлагается, нетоксично и термостойко до температуры плавления алюминия (1221 градус по Фаренгейту)
Поскольку процесс анодирования является усилением естественного оксидного процесса, он безопасен и не производит вредных или опасных побочных продуктов.
Независимо от того, решите ли вы, что вам нужно анодировать металл, покрыть его порошковой краской или просто покрасить металл, выбирайте с умом, учитывая долговечность, учитывайте факторы окружающей среды, требования к дизайну и, прежде всего, выполняйте свою домашнюю работу. Все процессы не созданы равными, и чем больше вы будете осведомлены о каждом процессе, целях и использовании, которым он служит, тем счастливее вы будете с конечным продуктом.
Свяжитесь с Tampa Steel & Supply
Для получения дополнительной информации об анодировании и других процессах, таких как порошковое покрытие или просто использование продукта, наносимого краской, свяжитесь с Tampa Steel & Supply.
Запросите предложение онлайн
или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Могу ли я анодировать нержавеющую сталь? Почему вам может не хотеться делать это из металла
Анодирование может быть действительно отличным способом получения интересного цвета на металле, а иногда может использоваться как способ сделать металл более прочным.
Можно ли анодировать нержавеющую сталь? Нержавеющая сталь не может быть анодирована в прямом смысле этого слова, если не используется горячий раствор щелочи. Однако есть несколько альтернативных способов добиться результатов, аналогичных анодированию, как, например, в случае с титаном и алюминием.
Если вы просто хотите, чтобы ваша нержавеющая сталь приобрела другой цвет, то вы, вероятно, думаете о термической окраске. Некоторые люди называют это «тепловым анодированием», что является совершенно неправильным термином и не имеет ничего общего с анодированием.
Итак, анодирование, вероятно, не то, что вам нужно, но есть несколько других вещей, которые могут соответствовать тому, что вы ищете. Объясню, почему так, пару альтернативных вариантов, и как можно воинственно «анодировать» все-таки.
Содержание
Что такое анодирование?
Анодирование – это процесс, при котором на металле образуется оксидный слой. Это электролитический процесс, что означает, что он использует постоянный ток для создания химической реакции.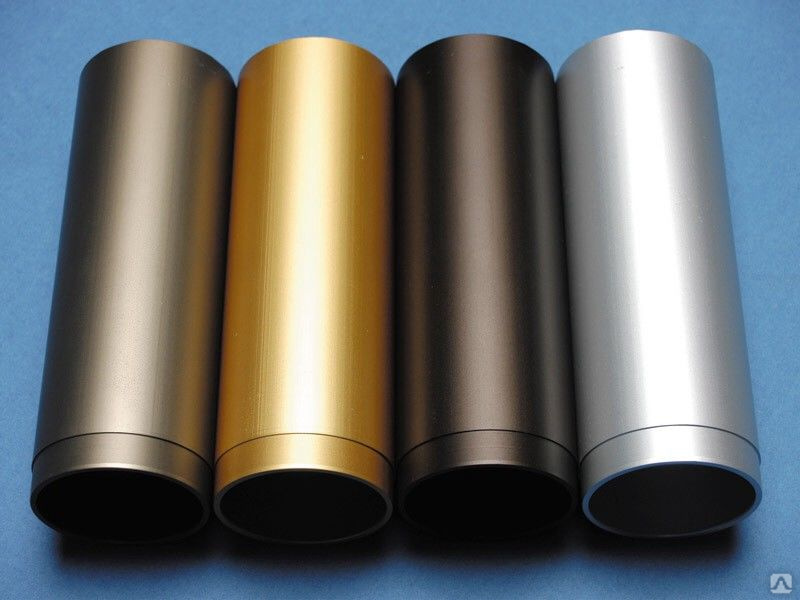 В данном случае это окисление.
В данном случае это окисление.
Заготовка становится анодом, то есть электродом, через который электричество поступает в цепь. Отсюда и термин «анодирование» — вы превращаете этот металлический предмет в анод, тем самым анодируя его. Вроде как, когда вы разрушаете что-то, вы разрушаете это.
Результатом является то, что любая окислительная среда становится в миллион (грубая оценка с моей стороны) сильнее, если правильно добавить этот электрический ток. По сути, вы заставляете металл окисляться очень быстро.
Хорошо, это было довольно скучно. Но важно понять грубую идею, если вы хотите понять, почему вы, вероятно, не хотите делать настоящее анодирование нержавеющей стали.
Как анодирование меняет цвет металла?
Два направления, в зависимости от материала:
Для алюминия делает поверхность пористой. Сам по себе анодированный алюминий становится более тускло-серым. Но у этой тусклой, пористой поверхности есть преимущество.
Обычно алюминий очень гладкий, и к нему почти невозможно прилипнуть какое-либо покрытие. Однако когда вы даете ему пористую анодированную поверхность, все меняется. Эти поры позволяют красителям очень легко «просачиваться» на поверхность и окрашивать верхний слой алюминия. Это также позволяет получить практически любой цвет, какой только можно вообразить.
Однако когда вы даете ему пористую анодированную поверхность, все меняется. Эти поры позволяют красителям очень легко «просачиваться» на поверхность и окрашивать верхний слой алюминия. Это также позволяет получить практически любой цвет, какой только можно вообразить.
Таким образом, анодирование само по себе не дает вам этих ярких, ярких цветов, но делает их возможными благодаря дополнительным процессам.
Если вы хотите узнать больше об анодировании алюминия, ознакомьтесь с этой статьей о том, как анодировать алюминий в домашних условиях.
Другой альтернативой окрашиванию является порошковое покрытие или покраска. Поскольку поверхность теперь пористая, покрытия действительно могут вгрызаться в поверхность алюминия.
Титановые цвета совершенно по другой причине. Вам не нужны никакие красители, краски или что-то еще. Это связано с тем, что оксидный слой на титане, будучи однородным, может вызывать дифракцию.
Дифракция мешает световым волнам. Оксидный слой титана (а также ниобия и тантала, но они менее распространены) создает поверхность, которая разделяет все световые волны, кроме одного размера, которые будут соответствовать определенному цвету. Расстояние между высокими точками на этой текстурированной поверхности будет определять, какой это цвет. Вы сравнительно более ограничены в цветах для титана.
Расстояние между высокими точками на этой текстурированной поверхности будет определять, какой это цвет. Вы сравнительно более ограничены в цветах для титана.
Я не хочу слишком отклоняться от науки, но дело в том, что анодирование титана дает ему оксидный слой, который смешивается со световыми волнами, заставляя его менять цвет без необходимости добавлять какое-либо покрытие или краску на поверхность. металл. Различные напряжения дадут разные состояния поверхности, что приведет к разным цветам. Фух.
Почему анодирование нержавеющей стали не работает
Технически анодировать можно все что угодно. Вы можете бросить раздражающую воющую кошку вашего соседа в ведро с водой и подключить ее. Если кошка находится на принимающей стороне электронов, у вас есть анодированная кошка.
На самом деле, вы можете анодировать нержавеющую сталь, но это определенно не стоит вашего времени. Алюминий и титан, да. Нержавейка, нет.
Очевидно, некоторые ребята смогли анодировать нержавеющую сталь с помощью горячего раствора каустика. Это то, что люди делают в лаборатории. Обычно они носят массивные защитные очки и защитные костюмы, и это, как правило, не очень практично для большинства реальных ситуаций. Держите его подальше от своего гаража.
Это то, что люди делают в лаборатории. Обычно они носят массивные защитные очки и защитные костюмы, и это, как правило, не очень практично для большинства реальных ситуаций. Держите его подальше от своего гаража.
Несмотря на это, не так много общедоступной информации о процессе или о том, насколько хорошо он работает.
Большинство профессиональных компаний, специализирующихся на обработке нержавеющей стали, не называют процесс окрашивания «анодированием». Они просто называют это «окрашиванием нержавеющей стали», а их процессы, по большей части, чрезвычайно запатентованы.
Так что же происходит, когда вы пытаетесь анодировать нержавеющую сталь?
Поскольку нержавеющая сталь не подвергается коррозии, она просто растворяется. Это не значит, что вы мгновенно получите ведро ила. Но эта внешняя поверхность просто постепенно съедается. Вы не получите этот оксидный слой.
Во всяком случае, поверхность нержавеющей стали просто протравится.
Другие возможные варианты
Итак, теперь, когда ваши мечты об анодированной нержавеющей стали полностью разрушены, давайте рассмотрим несколько вариантов, которые могут помочь вам получить желаемые результаты.
«Анодирование пламенем» или термическое окрашивание
Это имеет несколько разных названий – окрашивание темперированием, термическое окрашивание, термическое анодирование, окрашивание пламенем… ну вы поняли.
Процесс имеет плюсы и минусы. Общая идея заключается в том, что при определенных температурах поверхность металла будет менять текстуру и преломлять световые волны. Это приводит к тому же результату, что и анодирование титана, но , а не процесс анодирования. Электричество не используется.
Преимущество этого в том, что это очень просто. Просто возьмите горелку и нагрейте ее до нужного цвета. Теперь, в зависимости от марки нержавеющей стали, температуры будут по-разному соответствовать получаемым вами цветам. Тем не менее, цветовые градиенты одинаковы, вам просто может понадобиться немного теплее или немного холоднее, чтобы получить их.
Вот небольшая таблица температур, необходимых для окрашивания нержавеющей стали 304 (один из самых распространенных типов):
| Pale Yellow | 550 F |
| Straw Yellow | 640 F |
| Dark Yellow | 700 F |
| Brown | 735 F |
| Purple Brown | 790 F |
| Dark Purple | 840 F |
| Blue | 1000 F |
| rack Blue | |
| Drem Blue | . или нержавеющей стали 316, эти температуры будут немного отличаться, но прогрессия цвета будет такой же. или нержавеющей стали 316, эти температуры будут немного отличаться, но прогрессия цвета будет такой же.Окрашивание нержавеющей стали последовательно в контролируемой печи или в печи для термообработки, но, безусловно, это можно сделать и вручную. Просто требуется немного больше навыков и практики, особенно когда речь идет о сохранении равномерного тепла. Совет для профессионалов: Если вы окрашиваете с помощью горелки или другого ручного метода, сначала нагрейте центр металла и дайте теплу выйти наружу. Минусы? Краска легко царапается и стирается. Как если бы вы мягко поскребли ключами от машины по цветной поверхности, и они тут же сошли бы. Поэтому, если вы хотите, чтобы это продолжалось немного дольше, вы можете рассмотреть возможность использования какого-либо прозрачного покрытия. Если вы хотите пойти по этому пути, я бы порекомендовал вам взять немного этого прозрачного покрытия. Твердое покрытие (керамика и т.д.) Это мой предпочтительный способ окрашивания нержавеющей стали. Cerakote великолепен, потому что он безумно сложен и может серьезно выдержать некоторые злоупотребления. Кроме того, его легко наносить (обычно вам понадобится аэрограф), и он совсем не дорогой. Вот ссылка, чтобы вы могли убедиться в этом сами. Есть несколько альтернативных брендов, но они ненамного дешевле, а этот оригинальный. Можно также придерживаться того, что работает. А если серьезно, если вы хотите покрасить нержавеющую сталь, это лучший способ сделать это. ОкраскаЭто «экономный» способ окрашивания нержавеющей стали. Несмотря на то, что есть некоторые дорогие краски, подавляющее большинство из них неудобны в бюджете и обладают соответствующими характеристиками. Честно говоря, у меня не было потрясающего опыта с простой краской, но иногда это действительно не имеет значения. Ладно, возможно, я немного перестарался с этим вариантом. Есть некоторые приложения, которые полностью требуют банки Rustoleum. А если серьезно, за немного больше денег Cerakote будет работать намного лучше. Черный оксидОбычно этот процесс применяется к обычной стали, чтобы сделать ее более коррозионностойкой, но вы также можете сделать это с нержавеющей сталью. Это определенно возможно, если вы просто хотите сделать нержавеющую сталь черной. Вы можете купить наборы в Интернете, но обычно их немного сложнее найти. Подавляющее большинство наборов будет , а не работают на нержавеющей стали. Если вы найдете что-то похожее на то, что оно может работать, поговорите со службой поддержки клиентов, чтобы убедиться, что оно подходит для вашего приложения. |
 Есть много вариантов и отличных продуктов, но (на мой взгляд) наиболее проверенное решение — это Cerakote. Это то, что люди обычно используют для отделки своего огнестрельного оружия и другого связанного с ним снаряжения.
Есть много вариантов и отличных продуктов, но (на мой взгляд) наиболее проверенное решение — это Cerakote. Это то, что люди обычно используют для отделки своего огнестрельного оружия и другого связанного с ним снаряжения. Если вы просто хотите распылить его и не заботитесь о том, может ли он выдержать насилие (например, настенное искусство), просто возьмите баллончик с краской Rustoleum и отправляйтесь на нем в город.
Если вы просто хотите распылить его и не заботитесь о том, может ли он выдержать насилие (например, настенное искусство), просто возьмите баллончик с краской Rustoleum и отправляйтесь на нем в город.