
Анодирование алюминия в Москве, цены на услуги анодирования металла и деталей на заказ
Анодное оксидирование – технология нанесения на поверхность металла оксидной пленки при помощи анодной поляризации. Называется также анодным окислением и анодированием. Применяется для изделий, изготовленных из алюминия.
Анодное оксидирование алюминия делает поверхность металла прочнее и становится для него отличной защитой от коррозии. Но образованная оксидная пленка может использоваться и для вспомогательной цели – как основа для нанесения слоя краски.
Кроме того, анодирование помогает скрыть видимые дефекты на металле (например, царапины) и наделяет изготовленный из алюминия прокат однородной поверхностью с красивым матовым эффектом.
|
Тип обрабатываемого изделия |
Стоимость за 1 кг |
Детали весом до 600 грамм |
74,0 |
|
Мелкие детали до 3кг |
70,0 |
|
Негабаритные м/конструкции и изделия до 6 м, в том числе дорожные ограждения и уличные кронштейны освещения, буры, сваи |
65,0 |
|
Тонкостенные изделия толщина менее 3 мм |
77,0 |
|
Листовой металл |
60,0 |
|
Изделия с сеткой, занимающей более 50% поверхности |
100,0 |
Теплое и холодное анодное оксидирование
В зависимости от температуры, при которой проводится обработка, анодное оксидирование может быть теплым или холодным. Теплое проводится при комнатной температуре – от +15 до +20 градусов. Вначале деталь обезжиривают и закрепляют на специальной подвеске, затем погружают в водный электролит и выдерживают до оттенка, близкого по цвету к молоку. Потом промывают в холодной воде, помещают в горячий анилиновый краситель, а после выдерживают еще 30 минут, чтобы слой как следует закрепился.
Теплое проводится при комнатной температуре – от +15 до +20 градусов. Вначале деталь обезжиривают и закрепляют на специальной подвеске, затем погружают в водный электролит и выдерживают до оттенка, близкого по цвету к молоку. Потом промывают в холодной воде, помещают в горячий анилиновый краситель, а после выдерживают еще 30 минут, чтобы слой как следует закрепился.
Анодное оксидирование алюминия по «холодному» принципу – более трудоемкая, но и более эффективная процедура. В этом случае обработка проходит при температурах от -10 градусов (нижний порог) до +10 (верхний).
Такой способ позволяет добиться особой прочности анодного слоя и большей его толщины. Получается практически универсальное покрытие.
Оно имеет всего один недостаток: непереносимость органических красителей. Но они и не нужны, так как холодное оксидирование может придать алюминию очень красивые оттенки: черный, сероватый и даже оливковый.
После обезжиривания и анодирования детали в ванне ее промывают горячей или холодной водой, а затем закрепляют образованный слой, выдерживая алюминий на пару или вываривая его в дистиллированной воде.
Особенности анодирования алюминия
Анодирование алюминия – основная операция отделки этого легкого и практичного материала. Анодное оксидирование, как еще называется такая технология, состоит в создании на металле тонкой и очень прочной пленки окислов. Эта пленка предохраняет основной металл и играет важную декоративную роль. Она может быть выполнена в разных по качеству и стоимости технологиях.
Полученное анодированием покрытие обладает заранее заданным цветом. Одним из самых популярных является цвет, близкий к естественному тону алюминия, светло-серебристый. Анодирование выполняется после любых операций, связанных с деформацией заготовок. Чаще всего анодируют погонаж – трубу, уголок, полосу, фигурные профили.
Аналогичным образом осуществляется обработка других металлов, связанная с деформациями – все отделочные операции выполняются после такой обработки. К примеру, вальцовка двутавровой балки или швеллера предшествует всем прочим работам с этими прокатными профилями.
В нашей компетенции – анодное оксидирование любого типа
Анодное оксидирование также бывает твердым (в этом случае на поверхность металла воздействует не один электролит, а их комбинация) и цветным, при котором важно не только упрочнение детали, но и изменение ее цвета. В цветном анодировании выделяют такие разновидности, как:
- адсорбционное окрашивание,
- электролитическое анодирование,
- интерференционное окрашивание.
ООО «ТСК Индустрия+» готово предложить вам любой из известных типов анодирования алюминия, причем по очень доступным ценам.
PCBWay: электрохимическое анодирование алюминиевых изделий
Новости
Подпишитесь на автора
Подписаться
Не хочу
5
Анодирование — это процесс, направленный на создание защитных оксидных слоев на поверхностях изделий.
Алюминий легко окисляется, но образующиеся естественным образом пленки не обеспечивают достаточную защиту металла, не слишком эстетичны и мешают покраске. Электролитическими средами при электрохимическом анодировании могут служить разные растворы, но в промышленности наиболее часто используется раствор серной кислоты. В домашних условиях желательно использовать менее опасные варианты, например смесь растворов соли и соды.
Перед анодированием изделие необходимо обезжирить, а при необходимости подвергнуть дробеструйной обработке. Дробеструйная обработка помогает удалять грязь, ржавчину, окалину, заусенцы и старые покрытия, придает поверхностям матовость и шероховатость, положительно влияющую на схватывание с новыми покрытиями, а также повышает прочность поверхностей за счет холодной деформации.
Результаты анодирования без (слева) и с предварительной дробеструйной обработкой (справа)
Подготовленная деталь погружается в электролит и подвергается воздействию электрического тока. Так как изделие служит анодом, на его поверхности постепенно оседает защитная оксидная пленка. Процесс можно разделить на два основных вида — теплое и холодное анодирование.
Так как изделие служит анодом, на его поверхности постепенно оседает защитная оксидная пленка. Процесс можно разделить на два основных вида — теплое и холодное анодирование.
Теплое анодирование проводится в электролите при комнатной температуре, то есть порядка 15-20°С. Этот метод применяется тогда, когда требуется последующая покраска изделия, так как образующаяся пленка отличается пористостью. Главный недостаток заключается в относительно низкой механической и коррозионной стойкости получаемых покрытий.
Холодное анодирование, как правило, проводится при температурах электролита от -10°С до 10°С и позволяет получать плотные, прочные оксидные пленки барьерного типа, но хуже поддающиеся покраске. Отчасти это компенсируется возможностью образования пленок с разными оттенками, зависящими от состава алюминиевого сплава и электролита.
При теплом анодировании обычно получаются пленки толщиной 5-20 мкм, но холодное анодирование позволяет повышать толщину до 50 мкм и выше в зависимости от напряжения, так как образующаяся пленка — это диэлектрик.
Преимущества электрохимического анодирования:
- повышенная твердость, особенно после холодного анодирования, позволяющего получать плотные и относительно толстые покрытия;
- высокая коррозионная стойкость, обусловленная химической стабильностью оксидной пленки барьерного типа, то есть полученной в результате холодного анодирования;
- высокая адсорбционная способность пленок, получаемых теплым анодированием, так как пористость способствует заполнению пигментами и лакокрасочными материалами;
- повышенная износостойкость, в случаях с холодным анодированием обусловленная твердостью получаемых пленок, а в случае с теплым анодированием — пористостью, способствующей адсорбции смазывающих материалов;
- повышенное электрическое сопротивление, обусловленное электрофизическими свойствами алюминиевых оксидных покрытий;
- повышенная теплостойкость: алюминиевые оксидные пленки могут выдерживать температуры свыше 2000°С, тогда как чистый алюминий плавится при 660°С.


PCBWay предлагает широкий перечень услуг, включая дизайн, прототипирование, сборку и серийное производство печатных плат, поставку электронных модулей, 3D-печать, механическую обработку и другие. Мы стремимся удовлетворить потребности мейкеров и производителей в электронике качеством, скоростью доставки и экономичностью.
Узнать стоимость услуг можно на официальном сайте.
Партнерский материал
А у вас есть интересные новости? Поделитесь с нами своими разработками, и мы расскажем о них всему миру! Ждем ваши идеи по адресу [email protected].
PCBWay анодирование
Подпишитесь на автора
Подписаться
Не хочу
5
Анодирование алюминиевых корпусов, деталей и компонентов
Анодирование
Видео с техническими советами по Protocase
Краткое видео об анодировании
Компания Protocase рада предложить анодирование типа II и типа III.
Анодирование включает в себя кислотную ванну и электричество, которые при совместном использовании представляют собой контролируемое окисление, которое усиливает естественный оксидный слой на алюминии. Именно это контролируемое окисление делает поверхность оксида более толстой и, следовательно, более твердой.
Алюминий прикрепляют к стойкам, а затем опускают в ванну с кислотой. Затем электрический ток проходит через стеллаж и в алюминиевую часть. Анодированный алюминий можно оставить в своем естественном цвете или покрасить в любой цвет с помощью органических красителей.
Поверхность анодированного алюминия намного тверже, чем необработанный алюминий, и поэтому гораздо более устойчива к царапинам и износу.
Детали из анодированного алюминия
Анодированный Тип II Цвета
Анодированный Тип III Цвета
Резервуар для анодирования
Анодирование: тип II против типа III
Также известный как обычное или стандартное анодирование, тип II представляет собой анодирование серной кислотой (в отличие от анодирования типа I, которое представляет собой анодирование хромовой кислотой).
Анодирование типа II включает два разных класса:
- Класс I означает неокрашенную отделку, также называемую прозрачной или натуральной
- Класс II означает окрашенную отделку, а цвет назван (например, Тип II Класс II Красный)
Анодирование типа III также является сернокислотным анодированием. Ключевое различие между типом II и типом III заключается в том, что для анодирования типа III температура раствора серной кислоты снижается и работает при более высоком напряжении.
Конечным результатом является более плотный, износостойкий оксидный слой, который создает более твердую и гладкую поверхность, чем анодирование типа II. Анодирование типа III идеально подходит для деталей, которые трутся друг о друга.
Что мы предлагаем:
Варианты анодирования типа II:
- Красное анодирование (Mil-A-8625, тип II, класс 2)
- Синий анодированный (Mil-A-8625, тип II, класс 2)
- Sanodure Orange G (Mil-A-8625, тип II, класс 2)
- Желтовато-коричневый анодированный (Mil-A-8625, тип II, класс 2)
- Анодированная бронза (Mil-A-8625, тип II, класс 2)
- Черный анодированный (Mil-A-8625, тип II, класс 2)
- Прозрачное анодирование (Mil-A-8625, тип II, класс 1)
Варианты анодирования типа III:
- Черное твердое анодирование (Mil-A-8625, тип III, класс 2)
- Прозрачное твердое анодированное покрытие (Mil-A-8625, тип III, класс 1)
Графика может быть нанесена на все наши цвета анодирования с помощью цифровой печати и шелкографии.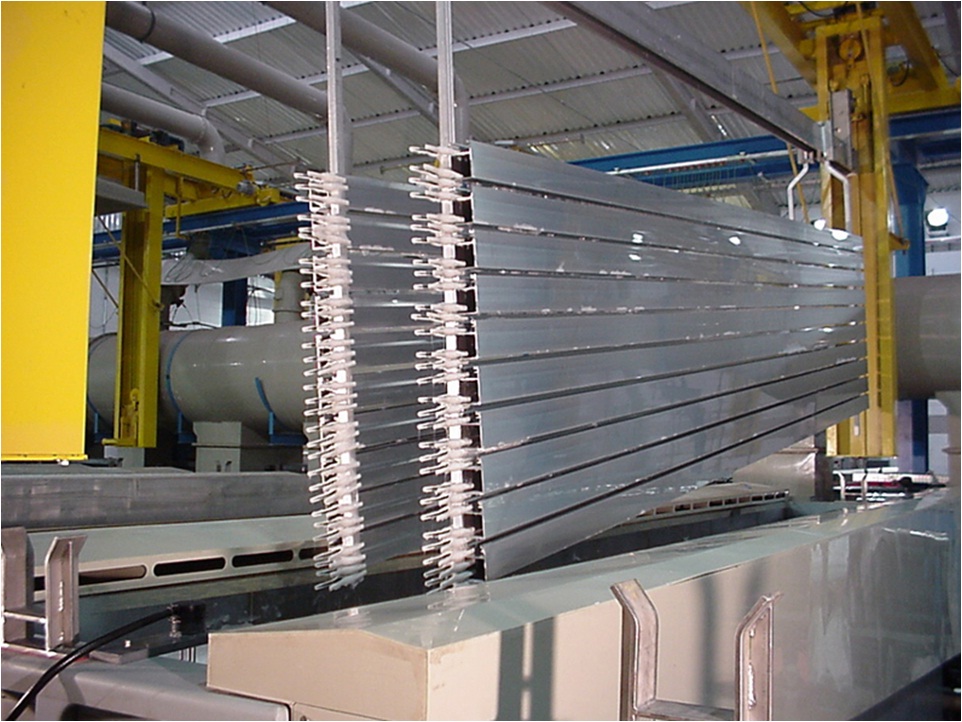 Пожалуйста, свяжитесь с вашим менеджером по работе с клиентами, чтобы обсудить другие варианты анодирования.
Пожалуйста, свяжитесь с вашим менеджером по работе с клиентами, чтобы обсудить другие варианты анодирования.
Обратите внимание: анодирование недоступно для наших алюминиевых профилей 6063 или экструдированных корпусов.
Ограничения по размеру:
Наши стандартные методы позволяют обрабатывать детали из алюминия со следующими максимальными размерами в зависимости от требуемого типа анодирования:
| Тип анодирования | Максимальные размеры |
|---|---|
| Тип II, Класс 1 Прозрачный Тип II, Класс 2 Черный | 32″ x 44″ x 116″ (812,8 мм x 1117,16 мм x 2946,4 мм) |
| Тип II, класс 2 Красный Тип II, класс 2 Синий Тип II, класс 2 Оранжевый | 20″ x 20″ x 32″ (508 мм x 508 мм x 812,8 мм) |
| Тип II Класс 2 Желто-коричневый Тип II Класс 2 Бронза | 16″ x 16″ x 24″ (406,4 мм x 406,4 мм x 609,6 мм) |
| Тип III Класс 1 Прозрачный Тип III Класс 2 Черный | 32″ x 44″ x 116″ (812,8 мм x 1117,6 мм x 2946,4 мм) |
Для негабаритных деталей, пожалуйста, свяжитесь с вашим менеджером по работе с клиентами Protocase, чтобы обсудить ваш заказ.
Анодирование сварных деталей
Важно отметить, что между вашей алюминиевой деталью и местом, где она была приварена, будет разница в цвете.
Это связано с тем, что при сварке алюминиевых деталей они подвергаются термическому процессу, который изменяет микроструктуру металла. Это изменение микроструктуры алюминия влияет на цвет анодированного слоя.
Участки сварки детали, а также периферия не будут иметь однородный цвет по сравнению с другими участками детали.
Цветовые вариации и дефекты
Наши поставщики анодирования не могут гарантировать однородность цвета, особенно для крупных деталей или деталей в больших количествах.
Для постоянства цвета анодирования мы рекомендуем мелкие детали в небольших объемах. На некоторых деталях могут быть следы от стеллажей.
Свяжитесь с менеджером по работе с клиентами Protocase, чтобы узнать больше.
Зачем анодировать?
Выбор анодированного покрытия для вашего корпуса, детали или компонента имеет много преимуществ:
Долговечность: Поскольку анодирование создает чрезвычайно твердую поверхность, готовое изделие будет иметь очень долгий срок службы и будет гораздо более устойчивым к царапинам и износу по сравнению с необработанным алюминием.
Эстетика: Цвет (класс II) анодированный алюминий сохраняет свою яркость, несмотря на длительное воздействие УФ-лучей, не скалывается и не отслаивается.
Сопротивление: Анодированный алюминий устойчив к коррозии, теплу и электричеству.
Защита окружающей среды: Анодирование дает нетоксичное покрытие без вредных побочных продуктов.
Время выполнения заказа:
Анодирование выполняется за пределами площадки у стороннего поставщика. Это означает, что для этой услуги требуется дополнительное время и минимальная плата за партию.
Услуги анодирования | Анодированные детали
Служба анодирования Xometry
Получить цитаты за два часа и анодированные детали, отготовленные в течение 2 дней
ITAR Зарегистрировано
ISO 9001
ISO 13485
AS9100D Сертифицированный
Anodizing Овер. увеличить толщину естественного оксидного слоя на поверхности металлических деталей.
 Он улучшает коррозионную стойкость и износостойкость, а также обеспечивает лучшую адгезию к грунтовке и клею, чем голый или необработанный металл. Анодирование изменяет микроскопическую текстуру поверхности металла за счет изменения кристаллической структуры металла. Толстые анодированные покрытия обычно пористые, поэтому для достижения коррозионной стойкости часто необходимы процессы герметизации. Анодные пленки обычно намного прочнее и легче прилипают, чем краска и металлическое покрытие, но иногда они более хрупкие. Это делает их менее склонными к растрескиванию и отслаиванию в результате старения и износа, но более восприимчивыми к растрескиванию в результате термического стресса. Анодные пленки также можно использовать для косметических эффектов, либо с толстыми пористыми покрытиями, которые могут поглощать красители любого количества цветов, либо с тонкими прозрачными покрытиями, которые добавляют интерференционные эффекты к отраженному свету. Анодные пленки чаще всего применяются для защиты алюминиевых сплавов.
Он улучшает коррозионную стойкость и износостойкость, а также обеспечивает лучшую адгезию к грунтовке и клею, чем голый или необработанный металл. Анодирование изменяет микроскопическую текстуру поверхности металла за счет изменения кристаллической структуры металла. Толстые анодированные покрытия обычно пористые, поэтому для достижения коррозионной стойкости часто необходимы процессы герметизации. Анодные пленки обычно намного прочнее и легче прилипают, чем краска и металлическое покрытие, но иногда они более хрупкие. Это делает их менее склонными к растрескиванию и отслаиванию в результате старения и износа, но более восприимчивыми к растрескиванию в результате термического стресса. Анодные пленки также можно использовать для косметических эффектов, либо с толстыми пористыми покрытиями, которые могут поглощать красители любого количества цветов, либо с тонкими прозрачными покрытиями, которые добавляют интерференционные эффекты к отраженному свету. Анодные пленки чаще всего применяются для защиты алюминиевых сплавов. Однако существуют также процессы, которые позволяют наносить эти пленки и на другие распространенные материалы. Типы анодирования, доступные из xometry : анодизация типа II, твердый слой типа III, тип III W/ PTFE
Однако существуют также процессы, которые позволяют наносить эти пленки и на другие распространенные материалы. Типы анодирования, доступные из xometry : анодизация типа II, твердый слой типа III, тип III W/ PTFE- Преимущества анодирования:
- Улучшенные эстетики
- Связывание
- 7.Ship
- Связывание
- 676 9003 9003 9003 9003 9003 9003 9003 9003 9003 9003 9003 9003 9003 9003 9003 9003176 9003 9.S.
- .
- Тепловыделение
Сеть поставщиков отделочных материалов мирового класса всегда у вас под рукой
Конкурентоспособные цены
Получите доступ к обширной сети анодаторов мирового класса, которая поможет вам найти нужных поставщиков по конкурентоспособным ценам.
Fast Quoting
Отправьте предложение (или несколько) отделочникам по вашему выбору, указав конкретные требования вашего проекта.
Упрощенная коммуникация
Совместная работа с финишером путем обмена файлами, цитатами, добавлением позиций и т. д. в одном месте.
д. в одном месте.
Доступны другие отделочные услуги
Анодирование
- Анодирование типа II
- Тип III Твердое покрытие
- Тип III с ПТФЭ
Металлическое покрытие
- Copper Plating
- Electroless Nickel
- Electrolytic Nickel
- Nickel Plating
- Nickel Sulfamate
- Nickel Watts
- Tin
- Zinc
Precious Metal Plating
Adhesives and Coatings
- Black Oxide
- Сухие смазочные материалы
- Порошковое покрытие
- Влажная краска
Преобразование и предварительная обработка
- Chem Film
- Chromate Conversion Coating
- Heat Treat
- Passivation
- Pickle and Oil
Surface Treatments
- Bead Blasting
- Electropolishing
- Etching
Part Marking
- Ink Stamping
- Лазерная маркировка
- Шелкография
Термическая обработка
- Отжиг
- Науглероживание
- Криогенная обработка
- Flame Hardening
- Hydrogen Embrittlement Relief
- Induction Hardening
- Nitriding
- Stress Relieving
Certifications
- AS 9100D
- ISO 13485
- ISO 9001:2015
- ITAR
- NADCAP
- RoHS
Отделочные услуги в Xometry
Найдите свой финишер
Найдите проверенных финишеров, используя наши надежные инструменты поиска с более чем 50 различными критериями, включая местоположение, возможности финишной обработки и сертификаты.