
Т-образные алюминиевые анодированные, ламинированные
- Главная
- ПОРОЖКИ ДЛЯ СТЫКОВКИ НАПОЛЬНЫХ ПОКРЫТИЙ
- Т – образные профили
- Т-образные алюминиевые анодированные, ламинированные
Нет в наличии
АТ 15мм “DO-4” 2,7м Бук золотистый (34) Т-обр. ламинир. алюм.
Перейти в карточку товараПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 14мм “Вега-Н” 2,7м Дуб деревенский Т-обр. полимер. алюм.
полимер. алюм.
В корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 14мм “Вега-Н” 2,7м Дуб золотистый Т-обр. полимер. алюм.
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 14мм “Вега-Н” 2,7м Орех Т-обр. полимер. алюм.
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 14мм “Вега-Н” 2,7м Ясень Т-обр. полимер. алюм.
полимер. алюм.
В корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 10мм “DO-1” 2,7м Бронза глянец Т-об. анод. алюм.
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 10мм “DO-1” 2,7м Золото глянец Т-об. анод. алюм.
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 10мм “DO-1” 2,7м Серебро мат. Т-об. анод. алюм.
Т-об. анод. алюм.
В корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 10мм “DO-1” 2,7м Серебро глянец Т-об. анод. алюм.
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 10мм “DO-1” 2,7м Черный глянец Т-об. анод. алюм.
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 13мм “Tis” 2,7м Полиров.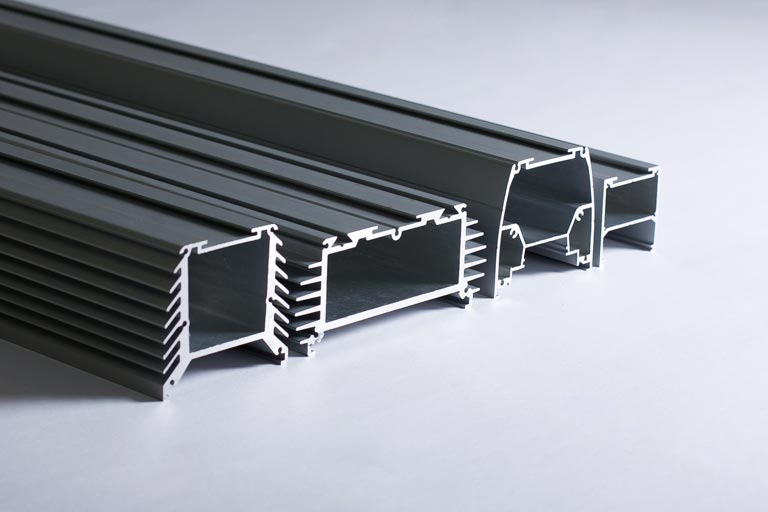 Т-об. алюм.
Т-об. алюм.
В корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараНет в наличии
АТ 13мм “DO-1” 2,7м Бронза глянец Т-об. анод. алюм.
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать
Перейти в карточку товараАнодированный алюминий | Алюмофото
Анодированный алюминий – это алюминий, поверхность которого с помощью электрохимического процесса покрыта плотной оксидной пленкой алюминия – Al2O3. По прочности оксидная пленка анодированного алюминия схожа с корундом – твердым минералом. Для справки, наиболее распространенными разновидностями корунда являются сапфиры и рубин, отличающиеся примесями солей различных металлов.
По прочности оксидная пленка анодированного алюминия схожа с корундом – твердым минералом. Для справки, наиболее распространенными разновидностями корунда являются сапфиры и рубин, отличающиеся примесями солей различных металлов.
Среди важный характерных свойств анодированного алюминия являются: толщина оксидного слоя и равномерность ячеистой структуры поверхности.
Отличительным показателем качества в производстве анодированного алюминия является обеспечением равномерного нарастания оксидной пленкой и ее свойств. Равномерная поверхность оксидной пленки обеспечивает равномерное прокрашивание поверхности алюминиевых изделий. По спецификации и производственной технологии компания Алюмофото анодирует алюминий с глубиной (толщиной) оксидного слоя в 15-20 микрон, а благодаря отсутствию примесей в оксидной пленке, обеспечивается бесцветная прозрачность защитного слоя.
Получаемая оксидная пленка придает стойкость анодированного алюминия к коррозии (в том числе, к морской воде) и устойчивость к износу.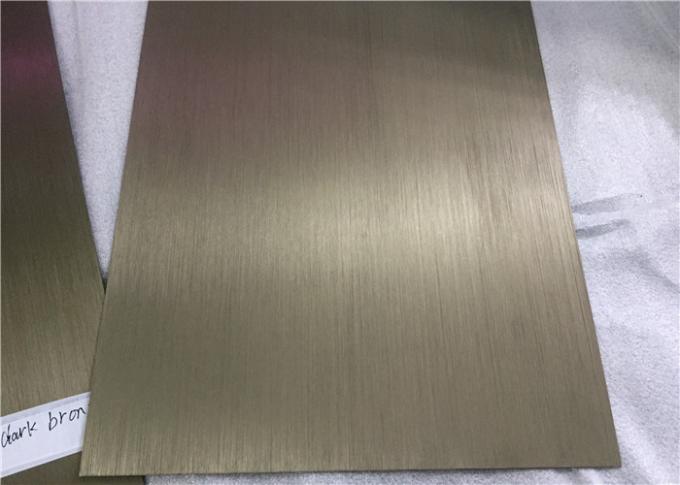
Существует множество сфер применения анодированного алюминия, к примеру:
- в промышленном производстве используется анодированный алюминий для изготовления шильдов по ГОСТ.
- анодированный металл часто используется в дизайне и при изготовлении различной полиграфической продукции (фото на металле,наградные дипломы, металлические визитки и т.д.) с использованием различных возможностей цветопередачи;
- применение в эстетическо-декоративных целях (шильды и таблички на кубки или на картины).
В зависимости от фактуры поверхности металла, различаю: матовый и глянцевый анодированный алюминий. Основным отличием является то, что матовая поверхность не имеет блеска и отражения, в отличии от глянцевой поверхности алюминия.
Использование анодированного алюминия на сегодняшний день остается приоритетным в производстве при соблюдении спецификации ГОСТ.
Компания Алюмофото является одним из ведущих производителей анодированного алюминия в Санкт-Петербурге и по всей России.
Для ваших потребностей компания готова изготовить анодированный алюминий сплавов марок АМц и АМг с фактурами поверхности как матовой, так и глянцевой. Для заказа доступны следующие конфигурации алюминия:
- анодированная фольга, толщиной алюминия 0,1мм;
- анодированный алюминий средней толщины металла 0,2; 0,5; 0,8 мм;
- анодированный алюминий толщиной 1,0; 1,5; 2,0; 2,5; 3,0; 4,0мм;
- матовый анодированный алюминий;
- глянцевый анодированный алюминий.
По умолчанию, анодный слой имеет бесцветную поверхность, что позволяет использовать его в качестве материала для нанесения изображений или текста на металл по технологиям Алюмофото, Металлографика, Металл принт и другие. Анодированный алюминий для печати используется в качестве основного материала для производства шильдов, знаков безопасности, панелей измерительных приборов и т.д. Возможно полностью прокрашивание под различный цвет в качестве фона. Компания Алюмофото не только предоставляет возможность купить цветной анодированный алюминий по отличной цене, но и купить анодированный металл с полной или частичной прокраской поверхности. Так же компания предлагает купить черный анодированный алюминий с полной прокрашенной черной матовой или глянцевой поверхностью.
Анодированный алюминий для печати используется в качестве основного материала для производства шильдов, знаков безопасности, панелей измерительных приборов и т.д. Возможно полностью прокрашивание под различный цвет в качестве фона. Компания Алюмофото не только предоставляет возможность купить цветной анодированный алюминий по отличной цене, но и купить анодированный металл с полной или частичной прокраской поверхности. Так же компания предлагает купить черный анодированный алюминий с полной прокрашенной черной матовой или глянцевой поверхностью.
Цены на анодированный алюминий Вы можете уточнить по контактным телефонам или оставить заявку на электронную почту [email protected]
В компании Алюмофото Вы можете купить анодированный металл оптом и в розницу.
Как анодировать алюминий | The Federal Group USA
Анодирование алюминиевых деталей может быть эффективным способом улучшения механических свойств деталей или улучшения их внешнего вида. Многие люди не знают, как анодировать алюминий, хотя этот процесс довольно прост. Читайте дальше, чтобы узнать больше об анодировании алюминия в домашних условиях или на производстве.
Многие люди не знают, как анодировать алюминий, хотя этот процесс довольно прост. Читайте дальше, чтобы узнать больше об анодировании алюминия в домашних условиях или на производстве.
Почему вам может понадобиться анодировать алюминий
Есть несколько веских причин рассмотреть возможность анодирования алюминиевых деталей. При анодировании алюминия создается слой оксида, который образует слой на поверхности алюминия. Этот слой настолько тонкий, что он даже существенно не влияет на размеры прецизионных деталей. Поскольку оксидный слой тверже алюминия, он защищает металл под ним, делая его устойчивым к царапинам и повышая коррозионную стойкость.
Оксидный слой также более шероховатый, чем поверхность алюминия, что позволяет окрашивать или окрашивать анодированный алюминий. На самом деле, вы можете добавить любой цвет к анодированным алюминиевым деталям. Окрашивание осуществляется либо с помощью красителей в процессе анодирования, либо путем последующей окраски.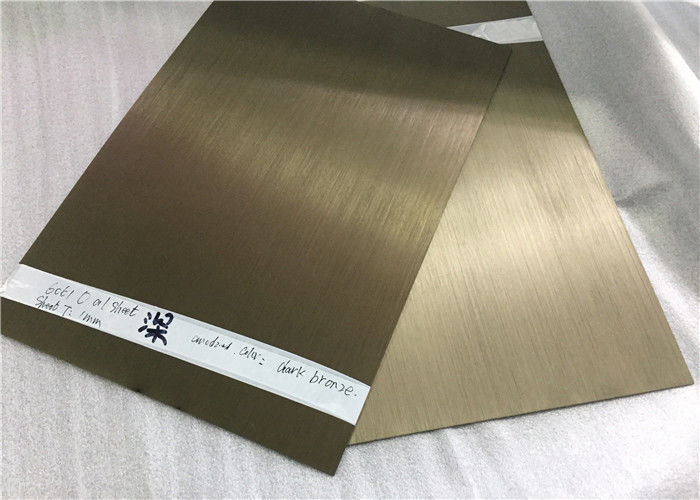 Окрашивание предпочтительнее, так как оно создает постоянную окраску, что означает, что он не выцветает и его нельзя поцарапать.
Окрашивание предпочтительнее, так как оно создает постоянную окраску, что означает, что он не выцветает и его нельзя поцарапать.
Преимущества анодирования алюминиевых деталей
Анодирование алюминиевых деталей обеспечивает множество преимуществ, как с точки зрения эстетики, так и с точки зрения механики самих деталей.
С визуальной точки зрения эффекты весьма впечатляющие, а отделка неизменна. Он износостойкий, поэтому никогда не поцарапается и не потускнеет, и его никогда не потребуется подкрашивать. Кроме того, это экологично.
С механической стороны процесс анодирования делает поверхность деталей чрезвычайно прочной. Оксид чрезвычайно твердый и обеспечивает превосходную защиту от истирания и коррозии. Теплоизоляционные свойства также на высоте.
В целом, этот процесс улучшает внешний вид деталей и делает их более долговечными. Кроме того, этот процесс очень доступен, даже если вы любитель и человек, который будет делать это дома самостоятельно.
Материалы, необходимые для анодирования алюминия
Материалы, которые вам понадобятся для анодирования, довольно простые и не слишком дорогие. Если вы думаете, что будете делать это регулярно, имеет смысл установить домашнюю станцию анодирования.
Вот что вам понадобится:
- Серная кислота
- Дистиллированная вода
- Несколько баков (емкостей) для жидкостей
- Катод А
- Алюминиевая проволока (подойдет и титановая)
- Обезжириватель
- Щелок
- Нейтрализатор кислоты
- Источник питания
- Краситель (если вам нужна цветная деталь)
Вам также потребуется хорошо проветриваемое помещение для установки станции анодирования, а также средства индивидуальной защиты (защитные очки, перчатки, респиратор и т. д.).
В дополнение к перечисленным выше необходимым материалам вы также можете приобрести дополнительные элементы, облегчающие вашу работу. К ним относятся:
К ним относятся:
- Мешалка для кислотной ванны
- Салфетки Scotch-Brite для очистки деталей перед анодированием
- Шарики для пинг-понга (помещены в резервуар для предотвращения кислотного тумана)
- Дешевый чайник для нагревания красителя
- Обогреватель аквариума для регулирования температуры в аквариуме
- Кухонный термометр для проверки температуры
Как анодировать алюминий в домашних условиях
Ниже приведены основные пошаговые инструкции, которым должен следовать домашний любитель самостоятельно анодировать алюминиевые детали. Пожалуйста, имейте в виду, что для освоения процесса требуется время, и ваши материалы могут потребовать некоторых настроек.
- С помощью губки Scotch-Brite очистите поверхность и удалите следы механической обработки.
- Наденьте защитное снаряжение, включая перчатки.

- Используйте обезжириватель, чтобы хорошо очистить деталь, затем промойте дистиллированной водой.
- Протравите деталь, погрузив ее в щелочную ванну на 3-5 минут. Используйте примерно 4 столовые ложки щелочи на 1 галлон воды.
- Выньте из ванны со щелочью и промойте дистиллированной водой.
- Проверьте чистоту, поливая изделие водой. Если чистая, вода должна стекать. Если на поверхности капли воды, значит, деталь недостаточно чистая для анодирования.
- Установите деталь на стойку, прикрепив ее к алюминиевой (или титановой) проволоке. Убедитесь, что соединение хорошее, и не забывайте, что там, где провод соприкасается с деталью, будет неанодированная метка.
- Создайте ванну, добавив серную кислоту в дистиллированную воду в контейнере для анодирования в соотношении 1 часть кислоты на 3 части воды. Обратите внимание, что анодирование наиболее успешно, когда температура ванны составляет 70 градусов по Фаренгейту. Все, что выше 75 F или ниже 65 F, не даст хороших результатов.
- Теперь все идет в бак. Добавьте катод, убедившись, что он не касается деталей. Добавьте мешалку. Подвесьте детали в резервуаре, убедившись, что они ничего не касаются. Добавьте обогреватель и термометр. Добавьте шарики для пинг-понга, чтобы покрыть поверхность.
- Прежде чем продолжить, убедитесь, что температура составляет 70 градусов.
- Настройте источник питания и подключите положительную клемму к проводу, прикрепленному к деталям. Отрицательная сторона присоединена к катоду. Теперь все может стать обидчивым.
- Сила тока устанавливается исходя из общей площади анодируемой поверхности. Для хорошей твердой поверхности используйте 0,03 ампера на квадратный дюйм, а для более мягкой поверхности, которая лучше впитывает краску, используйте 0,02 ампера на квадратный дюйм.
- Пуск при 16 вольт. Вы можете найти всевозможные онлайн-калькуляторы, но домашняя установка, начинающаяся с 16 вольт, должна подойти вам довольно близко. Во время процесса следите за температурой бака. Температура может повышаться во время процесса.
- Пока идет процесс анодирования, нагрейте красители. Для большинства цветов лучше всего подходит температура 140°F, но некоторые лучше работают при более низких температурах. Вам придется поэкспериментировать с брендами и цветами.
- Подготовьте один бак с дистиллированной водой и другой с нейтрализатором кислоты.
- Отключите питание и извлеките детали из ванны для анодирования. Сначала погрузите в дистиллированную воду на 10-15 секунд, затем промойте в баке нейтрализатора кислоты на 5 минут. Промойте второй раз в дистиллированной воде и погрузите детали в краску. Они должны сразу начать принимать цвет, но обязательно оставьте детали в краске на 10-15 минут, в зависимости от того, насколько глубоким вы хотите получить цвет.
- После окончания окрашивания детали необходимо прокипятить в течение 15 минут. Кипячение затвердевает и запечатывает краску.
 Все, что выше 75 F или ниже 65 F, не даст хороших результатов.
Все, что выше 75 F или ниже 65 F, не даст хороших результатов. Во время процесса следите за температурой бака. Температура может повышаться во время процесса.
Во время процесса следите за температурой бака. Температура может повышаться во время процесса. Кипячение затвердевает и запечатывает краску.
Кипячение затвердевает и запечатывает краску.Анодирование в домашних условиях доступно для неспециалистов, но многие другие процессы изготовления металлов, такие как ковка, штамповка и экструзия, требуют участия профессионального производителя. Если вам нужны нестандартные металлические изделия и процессы, свяжитесь с The Federal Group USA сегодня.
Что такое анодирование и как оно работает?
Что такое анодирование? Анодирование является ключом к финишной обработке деталей из алюминия и других металлов. Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Что такое анодирование?
Анодирование является ключевым этапом производства
алюминиевые детали с ЧПУ
. Электрохимический процесс, включающий покрытие металлической детали оксидным поверхностным слоем, анодирование придает детали дополнительную прочность и более привлекательный внешний вид. В то время как анодирование наиболее распространено с алюминий , другие подложки могут быть анодированы, включая магний и
титан.
Анодирование обеспечивает устойчивость детали к коррозии и износу при длительном использовании, а также сохранение внешнего вида при любых условиях. Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Наиболее распространенными типами анодирования являются тип I (анодирование хромовой кислотой), тип II (анодирование серной кислотой) и тип III, также известный как твердое покрытие. Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
В этой статье мы объясним, как работает общий процесс анодирования, общие производственные параметры, а также основные преимущества и недостатки для нескольких приложений. Если вы готовы запустить свои детали в производство, перейдите сюда, чтобы узнать больше о наших услуги по отделке поверхностей .
Как работает анодирование?
Самый простой способ понять, как работает анодирование, можно узнать из названия. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
После того, как деталь погружена в воду и закреплена на подвеске, чтобы она не двигалась, вы прикладываете отрицательный конец цепи или катод к металлическому электроду в ванне. Когда вы пропускаете напряжение через цепь, отрицательный электрод притягивает положительные ионы (катионы) из детали, а алюминиевая часть притягивает отрицательные ионы O2 (анионы) из раствора.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.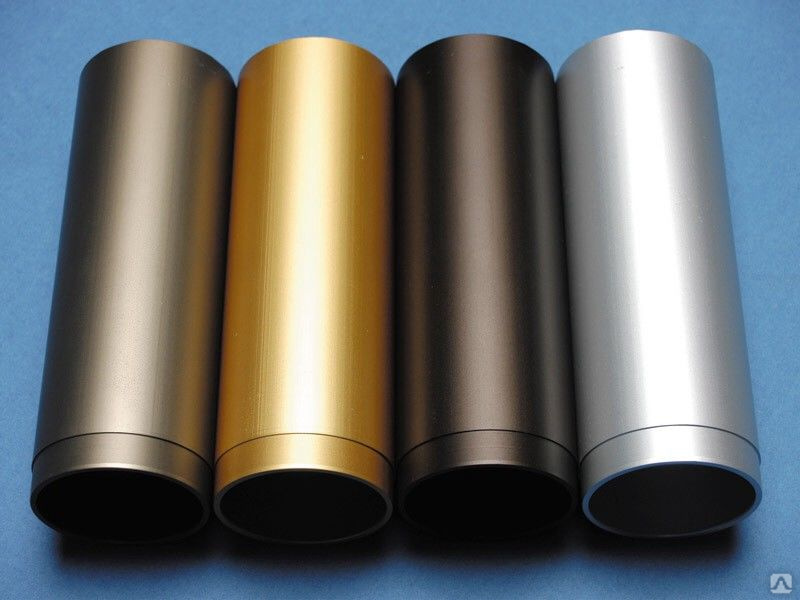
Разобьем процесс на несколько простых шагов:
Превратить деталь в анод с положительным зарядом
Превратите металлические пластины в катод с отрицательным зарядом
Погрузите оба в кислотную ванну
Подать напряжение
Вычесть ионы алюминия из детали, создав поры
Привлечение ионов кислорода к поверхности детали
В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Как анодировать алюминий?
Вот подробное введение в анодирование и почему это идеальный процесс отделки (и необходимый для
изготовленные на заказ алюминиевые детали ). Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Каковы параметры и свойства анодирования?
Вот параметры, которые следует учитывать при анодировании:
Когда вы настраиваете эти параметры, свойства материала, измененные анодированием, включают:
С точки зрения толщины, анодированные детали образуют более глубокие поры и более толстый слой оксида алюминия, чем больше времени они проводят в кислом растворе. Анодированные покрытия имеют толщину от 8 до 16 мкм или до 35-50 мкм для твердого покрытия.
Для получения дополнительной информации о выборе правильного процесса анодирования с концентраторами ознакомьтесь с нашим Страница Surface Finish Service или посетите наш Справочный центр .
В чем разница между анодированием и гальванопокрытием?
Если вы знакомы с гальванопокрытием, вы можете заметить, что анодирование во многом похоже. Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве.
ЧПУ алюминиевые детали.
Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве.
ЧПУ алюминиевые детали.
Подобно анодированию, гальваническое покрытие заключается в помещении детали в ванну с электролитом и приложении к ней заряда. Ключевое отличие заключается в том, что при гальванике деталь заряжается отрицательно, становясь катодом, а не анодом.
Анод наносится на кусок желаемого материала для покрытия, например, на золото. Как и при анодировании, эта схема позволяет положительно заряженным ионам течь к катоду (детали). Эти ионы покрывают деталь тонким равномерным слоем.
Как происходит анодирование на практике?
Анодирование проводится по той же схеме, что и многие другие процессы отделки. На практике это означает, что вы должны следовать этому процессу:
Подготовка поверхности
Анодировать
Очистите детали
Добавить цвет
Запечатывает поры
Подготовка поверхности
Перед анодированием детали необходимо подготовить ее поверхность механическими и химическими средствами. Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Химикаты, которые вы используете перед анодированием, будут влиять на глянец вашей детали. Травление, например, придаст вашей детали гладкую атласную поверхность. Для глянцевого покрытия вам понадобится яркое погружение или химическая полировка.
Затем промойте деталь деионизированной водой и другими растворителями, чтобы удалить загрязнения, в том числе остатки после механической обработки, такие как масла и охлаждающая жидкость. Поместите промытые детали в химическую ванну с гидроксидом натрия (NaOH) и азотной кислотой (HNO3), чтобы очистить верхний слой металла. Если вы уже обрабатывали деталь механически, этот шаг не всегда необходим.
Вы также можете замаскировать области детали, чтобы предотвратить образование на них поверхности анодирования.
Анодирование
Затем поместите деталь или детали в ванну для анодирования, подключенную к электрической цепи. Параметры могут варьироваться в зависимости от желаемых свойств, описанных выше, включая состав раствора, температуру, плотность тока, напряжение и время.
Очистка деталей
После анодирования необходимо очистить деталь деионизированной водой и растворителями. Не забудьте после этого высушить деталь. Это удалит излишки раствора и подготовит деталь к хроматической отделке.
Добавить цвет
Вы можете контролировать цвет детали во время анодирования. Длины волн видимого спектра света, измеряемые в нанометрах, могут отражать по-разному в зависимости от толщины оксидного покрытия. Различные параметры позволяют получить различные цвета.
Чтобы придать изделию бронзовый или черный цвет, погрузите его в раствор солей металлов. Они вступают в реакцию с поверхностью, заполняя поры химическим соединением черного или бронзового цвета. Этот процесс называется электролитическим окрашиванием.
Этот процесс называется электролитическим окрашиванием.
Если вы хотите другой цвет, вы можете использовать краску погружением, которая заполняет поры раствором красителя. Окунув деталь в краситель, поместите ее в нагретую деионизированную воду, чтобы остановить дальнейшие реакции. Окрашивание погружением является наименее долговечным из описанных здесь вариантов окрашивания, поскольку со временем цвет может ухудшиться под воздействием ультрафиолетового излучения.
Заделка пор
После анодирования необходимо запечатать микроскопические поры на поверхности детали, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Без герметизации пор анодированные детали могут казаться липкими на ощупь. Кроме того, открытые поры могут собирать грязь, загрязнения и пятна.
Существует три распространенных процесса герметизации пор:
Горячая ДИ-герметизация:
При использовании этого метода деталь погружается в деионизированную воду, нагретую почти до кипения. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Этот процесс прост и легко стандартизируется. Однако это требует больших затрат энергии и может вызвать вымывание краски и вымывание цвета на окрашенных деталях.
Среднетемпературная герметизация
Менее энергоемкий, чем горячая герметизация, в этом методе используются растворенные соли металлов, такие как соли никеля, магния или кобальта, которые реагируют с поверхностью и заполняют поры.
Этот метод лучше подходит для окрашенных деталей и уменьшает образование уплотняющей сажи или минеральных отложений на поверхности. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная герметизация или герметизация при комнатной температуре
Холодная герметизация обычно включает составы на основе фторида никеля, предназначенные для взаимодействия с пористым слоем оксида алюминия и осаждения в виде герметизирующего слоя фторалюмината на поверхности.
Этот процесс травит поверхность для лучшей адгезии и производительности. Он также соответствует некоторым военным и автомобильным спецификациям. Однако это может быть медленным, и может потребоваться горячая водяная баня для ускорения отверждения, что затрудняет контроль.
Что дает анодирование и зачем его делать?
Анодирование чрезвычайно выгодно, если вы хотите получить высококачественный и долговечный алюминиевые детали. Поскольку оксидный слой полностью интегрирован с поверхностью материала, со временем он не будет скалываться, отслаиваться или трескаться. Чего нельзя сказать о краске или порошковой окраске. Анодированные покрытия имеют очень долгий срок службы благодаря превосходному сцеплению и адгезии покрытия.
Анодирование также упрочняет поверхность детали до твердости по шкале Роквелла 70°C, что гарантирует, что деталь может выдерживать интенсивное использование. Поскольку анодированные детали очень долговечны, их не часто нужно смазывать, кондиционировать или перекрашивать. Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Когда вы используете анодирование для придания деталям определенного цвета, эти красители и красители не ложатся ненадежно на плоскую поверхность. Красители просачиваются в полые поры, образовавшиеся в результате реакции анодирования. Это означает, что деталь не теряет свой цвет при истирании, износе, воздействии УФ-излучения и других источниках повреждений. В зависимости от типа анодирования, которое вы используете, также существует широкий выбор цветовой отделки.
Помимо этих преимуществ, сам процесс экономически эффективен, как и стоимость обслуживания детали в течение ее жизненного цикла. Мало того, анодирование относительно безопасно и производит меньше вредных или экологически вредных побочных продуктов, чем другие процессы отделки.
Что нужно знать перед анодированием деталей?
Несмотря на то, что анодирование является неотъемлемой частью производства высококачественных алюминиевых деталей, следует помнить о нескольких вещах, прежде чем приступать к процессу. Конечно, не все материалы можно анодировать. Скорее всего, вы когда-либо будете анодировать только алюминий, хотя титан, цинк, тантал и ниобий также могут нуждаться в быстром раунде анодирования.
Чтобы анодировать деталь, ее необходимо полностью погрузить в раствор. Обычно для этого требуется закрепить деталь на подвесах, а это означает, что ваша деталь будет иметь конструктивные особенности, не вступающие в контакт с анодируемым раствором. В результате деталь никогда не может быть полностью анодирована на 100% ее поверхности.
Еще один фактор, о котором следует помнить, это то, что геометрические размеры и допуски вашей детали могут измениться при анодировании. Анодирование создает слой на детали, поэтому помните об этом, когда вы находитесь в процессе проектирования.