
Агема — производство сэндвич панелей
Заказать звонок
Быстрое изготовление
1-2 недели
Любые размеры
включая нестандартные
до 13 метров
Любой объем производства
за счет наличия сырья
на складе
Заказать звонок
Оставьте заявку
и получите бесплатно:
Заполните форму
и получите расчет и проект
в течение 1 часа
Заказать звонок
География
поставок
- Приморский край
- Магадан
- Сахалин
- Камчатка
- Амурская область
- Якутия
- Чукотка
- остров Врангеля
Сложившаяся ситуация
В отсутствии производителей в регионах компании ищут возможность не только по изготовлению панелей, но и организацию всей логистики до мест строительства.
На наших плечах
Всю эту работу мы берем на себя, консультируя клиента, как везти, в контейнере или генеральным грузом, что выгоднее и надежнее. Часто, в контейнере остается место, которое можно дозагрузить необходимыми товарами, которые производим не мы.
Мы помогаем это сделать у себя на площадке, экономя время и деньги клиента. Посредническую комиссию за транспортные компании мы не берем.
Сложившаяся ситуация
В отсутствии производителей в регионах компании ищут возможность не только по изготовлению панелей, но и организацию всей логистики до мест строительства. От упаковки, доставки в морской порт, поиска и договоренностей с транспортной компанией, контроля загрузки в судно.
Сложившаяся ситуация
В отсутствии производителей в регионах компании ищут возможность не только по изготовлению панелей, но и организацию всей логистики до мест строительства. От упаковки, доставки
в морской порт, поиска
и договоренностей с транспортной компанией, контроля загрузки в судно.
От упаковки, доставки
в морской порт, поиска
и договоренностей с транспортной компанией, контроля загрузки в судно.
Заказать звонок
Мы поставляли и осуществляли
шеф монтаж на более чем
1200 объектах за 16 лет работы
Жилой дом
Накопился огромный практический опыт работы с самыми крупными и сложными объектами, также работаем с малоэтажным строениями и совсем не большими объектами.
При желание мы можем найти для клиента оригинальную фактуру, мы не боимся не стандратных смелых проектов.
Луговая1
Луговая
Наша компания уже более 15 лет производит и улучшает качество продукции! Ежегодно мы обслуживаем более 150 клиентов
Накопился огромный практический опыт работы с самыми крупными и сложными объектами.
Отлажена скорость, обычно это 1-2 недели от заказа до готового изделия.
ООО «Элко»1
Ледовый комплекс
Наша компания уже более 15 лет производит и улучшает качество продукции! Ежегодно мы обслуживаем более 150 клиентов
Накопился огромный практический опыт работы с самыми крупными и сложными объектами.
Отлажена скорость, обычно это 1-2 недели от заказа до готового изделия.
ООО «Элко»
Ледовый комплекс
Наша компания уже более 15 лет производит и улучшает качество продукции! Ежегодно мы обслуживаем более 150 клиентов
Накопился огромный практический опыт работы с самыми крупными и сложными объектами.
Отлажена скорость, обычно это 1-2 недели от заказа до готового изделия.
Луговая
Луговая
Наша компания уже более 15 лет производит и улучшает качество продукции! Ежегодно мы обслуживаем более 150 клиентов
Накопился огромный практический опыт работы с самыми крупными и сложными объектами.
Отлажена скорость, обычно это 1-2 недели от заказа до готового изделия.
Ледовый комплекс
Ледовый комплекс
Наша компания уже более 15 лет производит и улучшает качество продукции! Ежегодно мы обслуживаем более 150 клиентов
Накопился огромный практический опыт работы с самыми крупными и сложными объектами.
Отлажена скорость, обычно это 1-2 недели от заказа до готового изделия.
Показать еще
Заказать звонок
Продукция
Посмотреть видеоСтеновые
сендвич панели
Кровельные
сендвич панели
По типу наполнения
Минеральная вата
Пенополистерол
По ширине панели от и до
Мы единственная компания на Дальнем востоке, кто производит панели длиной до 13 м. Стандартная ширина позволяющая экономно транспортировать продукцию 1 м.
По типу профилирования
По типу профилирования
По цвету
Любое цветовое решение из каталога RAL
Заказать звонок
О нас
Наша компания уже более 16 лет производит и улучшает качество продукции! Ежегодно мы обслуживаем более 150 клиентов. Накопился огромный практический опыт работы с самыми крупными и сложными объектами. Отлажена скорость, обычно это 1-2 недели от заказа до готового изделия.
Отлажена скорость, обычно это 1-2 недели от заказа до готового изделия.
Мы делаем расчеты клиенту бесплатно, вплоть до монтажных схем и чертежей готового объекта с панелями, 3D визуализации.
Есть доставка
продукции
Бесплатный
шеф монтаж
Консультации
на объекте
Мы делаем расчеты клиенту бесплатно, вплоть до монтажных схем и чертежей готового объекта с панелями, 3D визуализации.
Для проектировщиков
Все решения панелей на объекте в готовых чертежных формах, с выбором возможного решения (не одного).
Таблицы по нагрузкам, теплопроводности и другие расчетные формы, для быстрого проектирования.
Для строителей
Шеф монтаж, консультирование, монтажные схемы.
Так же очень хорошая инструкция по монтажу. Дорабатывалась годами на основе опыта большого количества клиентов, выявлялись ошибки и добавлялись в инструкцию.
Начиная от выгрузки – хранения продукции на складе, заканчивая монтажом.
наше мнение
Нам неинтересна краткосрочная выгода, мы ценим каждого своего партнера и долгосрочные отношения. Всегда стараемся дать самые низкие цены и готовы проконсультировать вас по любому вопросу, помочь с выбором конструктивного решения.
Для проектировщиков Для строителей
ПРОИЗВОДСТВО ОНЛАЙН
Заказать звонок
Строительство дома из сэндвич панелей своими руками: Пошаговая инструкция +Видео
Сегодня, когда ритм нашей жизни неуклонно растёт, когда времени становится всё меньше, оно – наше время – обретает всё большую ценность. Результат нам нужен немедленно, сию же минуту; и этот принцип работает даже в строительной отрасли: мы ценим быстроту исполнения, дешевизну и наименьшие затраты при эксплуатации. Потому, желая обзавестись частным домом, его всё чаще возводят из сендвич-панелей. Они хороши тем, что эти дома можно построить в самые короткие сроки, причём в любое время года. Кроме того, среди их плюсов: их очень просто и быстро прогреть, а тепло в домах из сендвич-панелей удерживается очень долго, что позволяет существенно снизить затраты на отопление. В этих домах очень высокий уровень шумоизоляции, но, разумеется, их главный плюс в том, что это очень дешёвые дома.
Они хороши тем, что эти дома можно построить в самые короткие сроки, причём в любое время года. Кроме того, среди их плюсов: их очень просто и быстро прогреть, а тепло в домах из сендвич-панелей удерживается очень долго, что позволяет существенно снизить затраты на отопление. В этих домах очень высокий уровень шумоизоляции, но, разумеется, их главный плюс в том, что это очень дешёвые дома.
[contents]
Содержание:
В этой статье мы попробуем разобраться, что такое дома из сендвич-панелей, есть ли смысл возводить подобный дом своими руками и как это, собственно, делается.
И так, в последнее время можно заметить, что отовсюду на нас льётся нескончаемый поток рекламы подобных домов. Куда ни кинься, везде трубят о многочисленных преимуществах панельного строительства, дескать надёжнее постройки вам не найти – всё рухнет, а панельный дом останется и т.д.
Словом, нет в этом мире ничего лучше домов из сендвич-панелей. Но это ещё не самое абсурдное, куда интереснее видеть объявления вроде: «Построим дом из сендвич-панелей. ЭКО-жильё быстро, качественно, дёшево». На самом деле, такие дома вовсе не являются экологически чистыми и для здоровья безвредными.
Но это ещё не самое абсурдное, куда интереснее видеть объявления вроде: «Построим дом из сендвич-панелей. ЭКО-жильё быстро, качественно, дёшево». На самом деле, такие дома вовсе не являются экологически чистыми и для здоровья безвредными.
Единственно почему такой дом, с некоторой натяжкой, ещё можно было бы назвать экологичным, так это потому, что благодаря сендвич-панелям можно экономить на отоплении, т.е. экономить природные ресурсы. Всё!
Теперь постараемся разобраться в основных плюсах и минусах домов из сендвич-панелей.
Купить сэндвич панели в Петровиче =>.
Начнём с преимуществ:
- Скорость строительства. Действительно, коробку для такого дома можно возвести за неделю-две.
- Возможность строительства в любое время года.
- У таких домов стены получаются очень тонкими, что значительно увеличивает полезную площадь здания.
- Дома из сендвич-панелей быстро прогреваются и долго удерживают тепло.
 Всё благодаря тому, что большая часть панели приходится на утеплитель.
Всё благодаря тому, что большая часть панели приходится на утеплитель. - Очень важно – такие дома не подвержены усадке и деформации. Внутреннюю отделку можно начинать тотчас после возведения. А после, сразу въезжаем и живем.
- Отличная звукоизоляция.
- Панели очень просто устанавливать вертикально – плоскость получается ровная.
- Экономия на отоплении.
- Благодаря лёгкости конструкции, нет надобности в усиленном фундаменте.
- Дом из сендвич-панелей прочен, способен выдержать даже ураган.
- Панели легки в транспортировке и устанавливаются, как конструктор.
- Дешевизна. Такие дома обходятся дешевле всех остальных.
 Всё благодаря тому, что большая часть панели приходится на утеплитель.
Всё благодаря тому, что большая часть панели приходится на утеплитель.Обратимся к недостаткам:
- Сендвич-панели служат меньше, чем то же дерево, соответственно и дом из такого материала прослужит меньше. Обычно такие дома стоят от 25 до 30 лет.
- Относительная прочность такого дома. Да, он способен выдержать ураган, а вот мужика с топором сендвич-панели задержат весьма ненадолго.
- Сендвич-панели обшиваются ориентированно-стружечными плитами, которые содержат много смол и других неэкологичных добавок. Внутреннюю начинку, тобиш утеплитель делают из полностью синтетических продуктов, таких как пенополистирол.
- Такие дома выходят на 100% герметичными и, чтобы обеспечить поступление и постоянное обновление воздуха в доме (чтобы просто не задохнуться), приходится проводить дополнительную приточно-вытяжную вентиляцию на принудительном принципе работы. Что практически уничтожает всю заявленную дешевизну плиточного строительства.
- Кто бы и что ни говорил, а SIP панели (сендвич-панели) прекрасно горят. Но это было бы только половиной беды, если бы пенополистирол при горении не переходил в жидкое агрегатное состояние и не лился бы вниз «огненным дождём». Кроме того, при горении материалы, из которых состоят SIP, выделяют вредные вещества.
- Как правило, в панельных домах лучше устанавливать воздушную отопительную систему. Как не трудно догадаться, это вытекает из полной герметичности наших домов.
- Иногда, например, при неправильной эксплуатации, в панелях может возникать грибок.
- Если решите продать такой дом, то стоить он будет куда меньше кирпичного.
 Да, он способен выдержать ураган, а вот мужика с топором сендвич-панели задержат весьма ненадолго.
Да, он способен выдержать ураган, а вот мужика с топором сендвич-панели задержат весьма ненадолго.
Исходя из вышеописанных плюсов и минусов, каждый сможет определиться для себя, нужно строить дом из сендвич-панелей или нет.
Купить сэндвич панели в Петровиче =>.
Если вы всё-таки приняли решение строить, то сначала создайте проект сендвич-панельного дома. Панельное строительство оставляет большой выбор проектов, как уже готовых, так и адаптированных под индивидуальные нужды.
Панели SIP имеют стандартизированные размеры 2500 на 1250 и 2800 на 1250. Собственно, эти размеры определяют типовые высоты первого и второго этажей. Конечно, можно строить стены и других размеров, но в таком случае вам придётся наращивать панели, что, во-первых, не столь эстетично, а во-вторых, из-за этого может пострадать надёжность вашего дома.
Что касается толщины, то здесь уже больше простора для выбора: 124, 174 и 224 миллиметра. Для внутренних стен рекомендуется использовать панели толщиной 124 мм.
Приступая к строительству, помните об одном очень важном шаге – правильно просчитайте и подберите вентиляцию.
Как сделать дом из сендвич-панелей?
Как ни крути, а всё равно придётся обратиться за помощью в строительную организацию, чтобы они изготовили для вас сендвич-панели. Если попытаться сделать это самостоятельно, то ни о какой дешевизне строительства и речи не будет. SIP панели изготавливаются, исходя из вашего проекта, поэтому на стадии проектировки вашего дома тоже нужно быть очень внимательными. Можно покупать уже готовые стандартные панели, а потом подгонять их под свои нужды, но это будет долго и трудоёмко. Готовые панели привозятся на стройплощадку грузовиком, и можно немедленно начинать строительство.
Для постройки дома из сендвич-панелей отлично подойдёт ленточный мелкозаглубленный фундамент.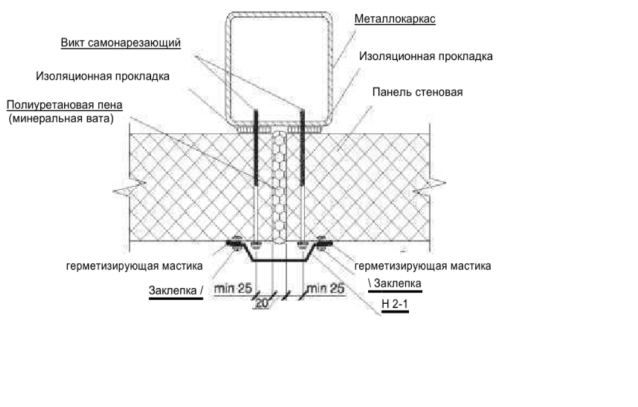 Так же неплохо подойдут плитные, ленточно-столбчатые и свайно-ростверковые фундаменты.
Так же неплохо подойдут плитные, ленточно-столбчатые и свайно-ростверковые фундаменты.
Как только выбранный вами вид фундамента готов, можно приступать к укладке обвязочного венцового бруса.
Нам потребуется брус сечением 250 на 150 миллиметров. Брус соединяется методами «в пол дерева» либо «в лапу», а сами соединения закрепляются деревянными негелями. Для чего в брусьях делаются отверстия примерно 20 мм., диаметром и 100-150 мм., в глубину. Негеля вбиваются по размеру чуть меньше, чем отверстие. Крепим к фундаменту брус 350 миллиметровыми анкерами 10-12 мм., диаметром. Головки болтов нужно утопить в брус обвязки.
Пол и перекрытия в доме из сендвич-панелей
Можно устроить двумя способами: финской технологией и отечественной. Согласно версии финов, весь дом целиком и полностью, включая полы и стены, можно строить из одних сендвич-панелей. Однако отечественные строй компании советовали бы строить пол обычным дощато-лаговым способом. А между лагами уложить утеплитель. Такой пол прослужит дольше, его будет легче разбирать и ремонтировать.
А между лагами уложить утеплитель. Такой пол прослужит дольше, его будет легче разбирать и ремонтировать.
Теперь нужно уложить направляющую доску, её принято называть «лежнем». Выбираем её размеры, исходя из толщины сендвич-панелей. К примеру, панель 224мм., следовательно доска нам нужна 50 на 200 мм. Доска укладывается сверху на обвязочный брус или пол. Потом с помощью уровня ровняем строго по горизонтали и привинчиваем саморезами 5 на 70 мм., каждые 350-400мм. Установку стен начинаем с угла, предварительно хорошо изучив схему расположения перегородок.
Перед установкой запениваем нижний паз сендвич-панели и устанавливаем на «лежень». Ровняем горизонталь и вертикаль. Панели прикручиваются к лежню саморезами 3,2 на 35 мм., с шагом 150 миллиметров.
Далее вставляем между панелями доску квадратного сечения и закрепляем их между собой. Пазы запениваются, крепко прижимаются друг к другу и скрепляются саморезами 12 на 220 каждые 500 мм. Так же монтируем и остальные панели.
Купить сэндвич панели в Петровиче =>.
Как только стены готовы, верхние пазы панелей тоже запениваются, а потом в них погружается верхняя обвязочная доска – брус 150 на 200 мм. Двери и окна можно вырезать как в уже установленных стенах, так и подготовясь загодя.
Балки перекрытий крепим к верхней обвязке обычным способом: уголками, кронштейнами или врубкой.
Для дома из сендвич-панелей отлично подойдёт обыкновенная стропильная крыша. Стропила будут опираться на мауэрлат либо на пазы чердачного перекрытия. На стропила накладываем обрешётку и кровельный материал.
Но так же, можно смонтировать крышу всё из тех же панелей. Если выбирается этот способ, то крыша собирается от одного края, постепенно наращиваясь вдоль конька. Наперво саморезами крепим мауэрлату одно стропило, а к ним крепим сендвич-панели точно таким же способом, что и стены. Далее крепится другое стропило, и операция производится снова.
А чтобы лучше разобраться в технологии, можно посмотреть видео «как построить дом из сендвич-панелей».
Купить сэндвич панели в Петровиче =>.
Как сделать сэндвич панели из профнастила своими руками
Главная / Фасады /
Содержание
- Что такое сэндвич панель
- Материалы
- Наружная оболочка-каркас
- Утеплитель
- Клеевая прослойка
- Изготовление своими руками
- Как самому сделать замок
- Сложности, с которыми предстоит столкнуться
В наши дни актуален вопрос применения технологий быстрого возведения жилых, промышленных и торговых зданий. Весьма привлекателен в этом смысле вариант дома из сэндвич панелей, если делать его с нуля своими руками. Современный строительный рынок предлагает для этих целей трехслойные крупногабаритные плиты, которые называют структурно изолированными (СИП) или сэндвич панелями.
Если изготовить сэндвич панели своими руками и самостоятельно их смонтировать, можно добиться реальной экономии при строительстве. Но для начала необходимо разобраться в конструкции этих плит, материалах, используемых для их сборки, и правилах, которых нужно придерживаться при создании сэндвичных листов.
Что такое сэндвич панель
Свое название «сэндвич» – в переводе «бутерброд в несколько слоев» – материал получил из-за своей конструкции. Домовые плиты состоят из трех пластов: двух наружных листов-каркасов, устойчивых к механическому воздействию, и внутренней прослойки, обладающей хорошими теплоизоляционными свойствами.
По назначению выпускают панели нескольких типов:
- Фасадные или стеновые – помимо прямого назначения из обрезков панелей делают отличные откосы.
- Кровельные.
- Декоративные – вариант, который используют при необходимости отделать административные, общественные здания, спортивные сооружения. Чаще всего применяют более тонкие металлические оболочки или пластик. Монтируются на каркас по системе вентилируемого фасада. Отделка строений имеет стильный и привлекательный вид.
 Монтируются на каркас по системе вентилируемого фасада. Отделка строений имеет стильный и привлекательный вид.
Монтируются на каркас по системе вентилируемого фасада. Отделка строений имеет стильный и привлекательный вид.На фото, расположенном ниже, представлена конструкция сэндвич панели.
Материалы
Одно из главных достоинств этого строительного материала – скорость возведения постройки. Поэтому он часто используется для монтажа дачного домика, гаража, бытовки или технического бокса.
Рассмотрим подробнее материалы, из которых состоит сэндвич панель.
Наружная оболочка-каркас
Для изготовления наружных каркасных слоев используются:
- Дерево, ДВП, OSB.
- Стальной оцинкованный профлист.
- Алюминиевый профнастил.
- Пластик.
Важно:
Самый прочный и надежный вариант – оцинкованная сталь. Но панели с такими оболочками тяжелые, что затрудняет процесс постройки дома.
Утеплитель
В качестве внутренней прослойки применяют:
- Вата минеральная – самый популярный вид: не горит и не слёживается.
- Пенополистирол – небольшой вес и привлекательная цена. Но не обладает высокой огнестойкостью.
- Пенополиуретан – довольно жесткий материал, повышающий прочность конструкции. Высокая влагостойкость, не подвержен воздействию грибков и плесени.

Выбор марки утеплителя зависит от региона, в котором вы решили строить дом, и от предназначения здания.
Клеевая прослойка
Это самый важный компонент, без которого не состоится ни одна многослойная панель. Применяется полиуретановый клей:
- Однокомпонентный – самый популярный вид. Твердеет при взаимодействии воздуха с влагой, находящейся в клеевой смеси.
- Двухкомпонентный – застывает в результате химической реакции, возникающей между изоционатной и полиольной составляющей.
Требования, предъявляемые к клеям:
- Не должен терять свои свойства в течение всего срока эксплуатации панели.
- Экологическая безопасность – отсутствие токсичных и вредных компонентов.
- Влагостойкость
- Выдерживать перепады температур от -40°С до +50°С.

Важно:
Двухкомпонентный клей при нанесении тонкого слоя не отличается долговечностью, его используют при промышленном производстве панелей. Для ручного способа больше подходит однокомпонентный. Продлить время застывания можно увеличив влажность и понизив температуру в помещении.
Изготовление своими руками
Прежде чем приступать к работе следует осмотреть исходные материалы, убрать мусор или пыль с поверхности. Процесс создания сендвичной панели содержит несколько этапов.
Пошаговая инструкция:
- Шаг 1. Нанесение на первый каркасный лист клеевого состава – для этого нужен стол размером немногим больше самой панели. Можно использовать резиновый шпатель с зубчиками или распылитель.
- Шаг 2. Укладка утеплителя – нужна определенная сноровка, помните, что клей быстро высыхает.
- Шаг 3. Промазывание внутреннего слоя клеем.
- Шаг 4. Выкладывание на скрепляющий раствор второй наружной оболочки. Как только выложили последний слой – приступайте к изготовлению следующей панели. Собрав таким образом нужное количество конструкций – отправляйте их под пресс.
- Шаг 5. Выдержка под давлением до полного застывания – подготовленные сендвичи отправляют под пресс, где вылеживаются согласно времени, указанном в инструкции.
 Собрав таким образом нужное количество конструкций – отправляйте их под пресс.
Собрав таким образом нужное количество конструкций – отправляйте их под пресс.Чтобы сделать сэндвич панель хорошего качества своими руками требуется соблюдение следующих условий:
- Клей должен наноситься равномерно по всей плоскости в течение не более 10 минут, так как он может оставаться на воздухе короткое время, после которого начинается полимеризация.
- Полимеризации сопутствует бурное вспенивание, увеличение объема клея; в этот момент следует произвести сжатие склеиваемых элементов с усилием около 18 тонн, которое может создать только мощный пресс.
- Склеенные сэндвичи выдерживают под прессом 2 – 3 часа.
- Изделие полностью высыхает за 15 – 30 часов (в зависимости от материалов), после чего острым ножом срезаются выступающие края утеплителя.
- Производится раскрой панелей согласно чертежам на листы требуемого размера и формы.
- Работу следует производить вдвоем, чтобы успеть выполнить операции до застывания полимерного состава.

Как самому сделать замок
В промышленном производстве замок создается в момент сжатия на прессе. При кустарной сборке этой возможности нет – ручное оборудование не оснащено такой функцией. Поэтому следует с торца панели вставить брус, а с противоположной – вырезать утеплитель на величину вставленного пиломатериала. По отзывам людей, воспользовавшихся подобной технологией, получается вполне «рабочий» замок.
Сложности, с которыми предстоит столкнуться
Казалось бы, создать сэндвичные плиты очень просто, но в процессе работы можно столкнуться с нюансами, которые могут негативно повлиять на конечный результат:
- В момент застывания клей вспенивается, поэтому собранный сэндвич требует сжатия и выдержки под определенным давлением. Но так как размеры плит большие, необходима специальная установка – пресс. Не у всех он есть. В этом случае можно использовать ручное оборудование с механическими захватами (затяжкой). Это позволит создать требуемое давление – 0,3 кг на квадратный метр. Под таким гнетом панели должны находиться 2-4 часа. Высота пакета сэндвичей не может превышать 1,2 метра.
- Высокая скорость застывания клея. В случае необходимости снять его практически невозможно: он не поддается растворителям. Есть выход: применить механический способ. Следует подогреть нанесенную смесь до 300-500 градусов, что в домашних условиях нереально. Поэтому работа должна вестись оперативно, лучше пригласить помощника.
 Это позволит создать требуемое давление – 0,3 кг на квадратный метр. Под таким гнетом панели должны находиться 2-4 часа. Высота пакета сэндвичей не может превышать 1,2 метра.
Это позволит создать требуемое давление – 0,3 кг на квадратный метр. Под таким гнетом панели должны находиться 2-4 часа. Высота пакета сэндвичей не может превышать 1,2 метра.Как правильно склеить сэндвич панели самостоятельно, демонстрирует короткое видео:
Adblock
detector
Строим гараж из сэндвич панелей своими руками
Существует множество качественных способов в рекордные сроки построить гараж – применить прочный и долговечный профнастил, использовать легкие пеноблоки или закупить недорогие деревянные шпалы. Однако лишь один вариант сочетает в себе все преимущества вышеперечисленных материалов, и он называется «сэндвич-панели». Любой профессионал скажет вам, что решение возвести гараж из сэндвич-панелей – это отличный выбор при любых условиях.
Однако лишь один вариант сочетает в себе все преимущества вышеперечисленных материалов, и он называется «сэндвич-панели». Любой профессионал скажет вам, что решение возвести гараж из сэндвич-панелей – это отличный выбор при любых условиях.
Содержание
- 1 Почему сендвич-панели?
- 2 Необходимый инструмент и материал
- 3 Фундамент и пол
- 4 Каркас
- 5 Стены
- 6 Крыша
- 7 Видео “Гараж из сэндвич панелей”
Почему сендвич-панели?
Панели этого вида могут похвастаться целым списком своих преимуществ, и вот самые главные из них:
- Общая лёгкость конструкции значительно упрощает процесс возведения: благодаря небольшому весу строительство гаража из сэндвич-панелей его совершенно не обязательно строить на капитальном фундаменте, а это, в свою очередь, помогает сберечь финансы.
- Для монтажа панелей не обязательно выбирать погоду, так как внешние условия никак не влияют на качество изготавливаемой конструкции. Это значит, что начинать постройку из сэндвич-панелей для гаража можно тогда, когда вам будет удобно, не дожидаясь лета.
- Во время работы отсутствует необходимость использования какой-либо специальной строительной техники и можно вполне обойтись простыми бытовыми инструментами, которые имеются практически в каждом доме.
- Огромным плюсом сэндвич-панелей для гаража является их собственная «начинка», которая позволяет сэкономить время и деньги на обустройстве всевозможной изоляции. Конструкция материала включает в себя несколько слоёв: профлист с внешней стороны, утеплитель и внутренний металлический слой. Легко догадаться, что именно этими особенностями обусловлено название панелей.
- Соотношение цены и качества является оптимальным, ведь с учетом всех дополнительных свойств, по сравнению с остальными материалами, сэндвич-панели имеют достаточно низкую стоимость.
- Кроме того, этот вид строительной основы отличает еще одна очень важная характеристика, а именно пожаробезопасность гаража из сэндвич-панелей. При изготовлении материала используются такие составляющие, которые делают «сэндвичи» совершенно негорючими, а значит, более безопасными. Такие перегородки никак не реагируют на резкие перепады температур, что делает их использование в сложных погодных условиях довольно выгодным.
- Для производства «сэндвичей» используются исключительно экологически-чистые материалы, благодаря этому они не выделяют в атмосферу токсичных веществ и остаются абсолютно безопасными для здоровья.
- Также гаражи из сэндвич-панелей отличает мобильность и даже возможность повторного использования перегородок: при желании вы сможете разобрать и собрать его на новом месте.
- При условии соблюдения всех инструкций строительства гаража из сэндвич-панелей своими руками, вы не только сможете самостоятельно справиться со всеми работами, а еще и создать долговечную конструкцию, которая прослужит несколько десятков лет.
 Это значит, что начинать постройку из сэндвич-панелей для гаража можно тогда, когда вам будет удобно, не дожидаясь лета.
Это значит, что начинать постройку из сэндвич-панелей для гаража можно тогда, когда вам будет удобно, не дожидаясь лета. При изготовлении материала используются такие составляющие, которые делают «сэндвичи» совершенно негорючими, а значит, более безопасными. Такие перегородки никак не реагируют на резкие перепады температур, что делает их использование в сложных погодных условиях довольно выгодным.
При изготовлении материала используются такие составляющие, которые делают «сэндвичи» совершенно негорючими, а значит, более безопасными. Такие перегородки никак не реагируют на резкие перепады температур, что делает их использование в сложных погодных условиях довольно выгодным.Как видите, сэндвич-панели для гаража – это отличный выбор, так что если вы решили приступить к строительству, в первую очередь следует сложить список того, что нам понадобится.
Необходимый инструмент и материал
Еще одним положительным моментом является тот факт, что быстровозводимые модульные гаражи из «сэндвичей» продаются сразу целым комплектом, куда входят сами панели, элементы для строительства стенового каркаса, а также все необходимые крепежи. На счет параметров можно не волноваться, поскольку разнообразие моделей даёт возможность выбрать размеры под ваши конкретные потребности.
Кроме самого комплекта, перед тем как построить гараж из сэндвич-панелей, вам нужно найти определённые электроинструменты: дрель, болгарку, шуруповерт, перфоратор. Из ручных инструментов запаситесь ножницами для резки по металлу, а также строительным уровнем. Кроме того, не забудьте о таких элементарных измерительных приборах, как рулетка, калькулятор, а также маячки.Чтоб построить гараж, из материалов понадобится определённое количество гравия, песка и щебня – для создания «подушки» фундамента. Также приготовьте всё необходимое для создания бетонного раствора, из которого сформируется будущий пол.
Также вам не придётся искать проект и создавать чертежи, поскольку приобретаемый комплект из сэндвич-панелей для гаража уже является готовым планом. Когда все необходимые инструменты и материалы окажутся в наличии – можно заняться подготовкой фундамента.
Фундамент и пол
Для начала следует выбрать достаточно ровный пустынный участок с минимумом растительности. Именно такая площадка будет самой подходящей основой для строительства гаража из сэндвич-панелей. Затем с неё снимается верхний, небольшой слой земли и можно приступать к работе:
- Участок размечается несколькими маркерами, ориентируясь на которые следует выкопать траншею по периметру будущего гаража из сэндвич-панелей. Приблизительная её глубина должна ровняться 0,5 метра, а оптимальная ширина – 0,6.
- Дно траншеи засыпается слоем песка толщиной около 20 сантиметров, после чего песок тщательно утрамбовывается.
- Теперь «ров» нужно укрепить, для чего используется дощатая опалубка. Её нужно приподнять над землей на пару десятков сантиметров. Внутрь устанавливается утепляющий материал, связанная мягкой проволокой арматура и затем вся эта конструкция заливается бетоном.
- После того, как фундамент окончательно просохнет, можно начинать заниматься обустройством пола.
- В первую очередь деревянная поддержка в виде опалубки удаляется по причине своей ненадобности. Затем засыпается песок и ложится арматурная сетка. Для того, чтобы заполнить лишнее пространство, прекрасно сгодятся обломки из кирпичей.
 Внутрь устанавливается утепляющий материал, связанная мягкой проволокой арматура и затем вся эта конструкция заливается бетоном.
Внутрь устанавливается утепляющий материал, связанная мягкой проволокой арматура и затем вся эта конструкция заливается бетоном.Перед тем, как делать окончательную заливку, следует установить маяки, по которым вы будете контролировать состояние пола.
Теперь основа готова и можно переходить к установке каркаса.
Каркас
Для того, чтобы «скелет» получился ровным и прочным, следует строго следовать инструкции:
- Каждая стена собирается по отдельности. Сперва профиль нарезается под нужные размеры, затем устанавливаются первые углы. Между ними монтируются рёбра с шагом в полметра. Для того, чтобы перегородки были более устойчивыми, их нужно соединить по диагонали специальными металлическими элементами, а в качестве основных крепежей служат саморезы.
- Таким образом устанавливаются все стенки гаража из сэндвич-панелей, а только торцевая остаётся нетронутой – туда предстоит установить ворота.
- Потолок монтируется вместе со стенами, однако для него предназначен более широкий и устойчивый профиль.
- В процессе нельзя забывать всё время проверять стенки на параллельность с помощью строительного уровня.
- После того, как все основные элементы будут закреплены и выровнены, можно переходить к самой главной части – обшивке перегородок из сэндвич-панелей для гаража.

Стены
Самое основное в данном процессе – смотреть за тем, чтобы не было перекосов. Обшивка начинается с того, что сэндвич-панели для гаража нарезаются с помощью любого имеющегося под рукой инструмента.
Монтировать сендвичный материал лучше с углов, двигаясь справа налево. Между самой рамой и панелью прокладывается специальная лента, после чего каждую панель по отдельности прикладывают металлической частью к готовой обрешетке. Затем элемент выравнивается по отвесу и крепится на верхнюю волну обшивки. Для этого пригодятся саморезы с шестигранной головкой. Вкручивать их лучше всего под прямым углом, при этом расстояние между крепежом и стыковым краем должно быть не менее 5 сантиметров.Закреплять слишком туго ни к чему: прокладка из резины должна плотно прилегать, но не деформироваться. Количество крепежей сэндвич-панелей для гаража будет зависеть только от погодных условий в данной местности, однако, как правило, двух саморезов в одном месте крепления бывает вполне достаточно.
Затем элемент выравнивается по отвесу и крепится на верхнюю волну обшивки. Для этого пригодятся саморезы с шестигранной головкой. Вкручивать их лучше всего под прямым углом, при этом расстояние между крепежом и стыковым краем должно быть не менее 5 сантиметров.Закреплять слишком туго ни к чему: прокладка из резины должна плотно прилегать, но не деформироваться. Количество крепежей сэндвич-панелей для гаража будет зависеть только от погодных условий в данной местности, однако, как правило, двух саморезов в одном месте крепления бывает вполне достаточно.
На кромке каждой панели имеются также специальные механизмы, при помощи которых панели дополнительно соединяются. Также конструкцию усиливают силиконовым герметиком и специальными прокладками из резины. Когда стены будут готовы, можно переходить к завершающему этапу работы – установке кровли.
Крыша
Монтаж крыши будет довольно простым, поскольку её обрешетка у нас уже имеется. Конструкция гаража из сэндвич панелей чаще всего предполагает установку двускатной крыши, которая смотрится более эстетично и традиционно.
Крепление панелей производится по длине, причем установка начинается снизу. Каждый элемент фиксируется с помощью саморезов, и, таким образом, последняя панель устанавливается около конька. Чтобы гидроизоляция была надёжной, каждый шов тщательно промазывается герметиком. Кроме того, стыки оснащаются теми же резиновыми прокладками.
Работа по установке крыши из сэндвич-панелей для гаража – это не самое безопасное занятие. Лучше не передвигаться по такой кровле и лишний раз не нагружать её, а соорудить деревянный настил, который будет опираться на каркас.
Также, подобная конструкция нуждается в качественной водосточной системе, чтобы попадающая влага вовремя удалялась, не скапливаясь и не впитываясь в панели.
Теперь, когда вся основная работа проделана, остаётся установить окна, ворота, и снять защитную пленку с сэндвич-панелей. Готовый гараж выглядит довольно стильно, и при условии аккуратной эксплуатации будет нести вам исправную службу несколько десятилетий.
Видео “Гараж из сэндвич панелей”
Видеообзор гаража из самодельных сэндвич панелей. Посмотрев запись, вы узнаете, как построить гараж из “сэндвичей”.
Стоимость сэндвич панелей в Москве
Заботина Ю.А.
Генеральный директор ООО «БИОМЕДСТАНДАРТ»
От лица компании «БИОМЕДСТАНДАРТ» хотим выразить благодарность коллективу Группы Компаний «СтальПрофильГрупп» за профессионализм и оперативность, проявленные в рамках нашего сотрудничества.
СтальПрофильГрупп производили строительно-монтажные работы по строительству складского здания с офисами общей площадью 1 404 метра квадратных расположенного на территории посёлка Шаховская, Московской области.
Посмотреть оригинал отзыва
Безноздрев Г.В.
Генеральный директор ООО «Энергетические технологии»
Генеральный директор ООО «Энергетические технологии» Безноздрев Г.В. от имени
коллектива выражает слова благодарности ГК «СтальПрофильГрупп» за плодотворное
сотрудничество и проявленный профессионализм. Заказывали у этого производителя 6 000 м2 сэндвич панелей с доборными элементами для строительства здания сортировки бытовых отходов в городе Москва.
Посмотреть оригинал отзыва
Архипенков А.Д.
Генеральный директор ООО «Тихвинский уездъ»
ООО “Тихвинский уездъ” выражает искреннюю благодарность профессиональному коллективу Группы Компаний “СтальПрофильГрупп” за плодотворное сотрудничество.
За период совместной работы компания осуществила весомый вклад в строительство производственного здания размером 18х52, полезной высотой 6 метров и общей площадью 1 000 м2, г.
Посмотреть оригинал отзыва
Алешонков И.В.
Генеральный директор ООО «Строительный холдинг – КМТ»
ООО «Строительный холдинг – КМТ» благодарит коллектив Группы Компаний «СтальПрофильГрупп» за продуктивное сотрудничество и оказание услуг по изготовлению и поставке комплекта сэндвич-панелей с фасонными элементами. Материалы предназначались для отделки павильонов площадью 2 500 м2 в г. Москва, район ВДНХ.
Посмотреть оригинал отзыва
Задоя Р. А.
Генеральный директор ООО «ТЕРМАКС»
ООО «ТЕРМАКС» является ведущим производителем сэндвич-панелей в Южном Федеральном округе нашей страны. Этим письмом благодарим сотрудников ГК «СтальПрофильГрупп» за проведенные работы по проектированию и изготовлению металлического каркаса для строительства складских помещений площадью 2160 м2 в г. Ростов.
Посмотреть оригинал отзыва
Микаберидзе В. Р.
Р.
Директор ООО «МИКА»
Руководство нашей компании отметило в работе ГК «СтальПрофильГрупп» важное качество — соблюдение сроков. У нас был типовой проект склада ангарного типа площадью 1000 м2, с поставкой во Владимирскую область, поселок Першино, Киржачский район. Работа с ними была разбита на два этапа: вначале приобретались только металлоконструкции, вторым этапом сэндвич панели. Монтаж осуществляли своими силами.
Посмотреть оригинал отзыва
Сновальников А.Ю.
Генеральный директор ООО «Свобода»
ООО “Свобода” в лице Генерального директора Сновальникова А. Ю. благодарит коллектив Группы Компаний “СтальПрофильГрупп” за продуктивное сотрудничество.
Компания была выбрана в качестве исполнителя работ по проектированию и изготовлению металлоконструкций и сэндвич-панелей для быстровозводимого здания, при строительстве производственного объекта на территории Смоленской области, общей площадью 2 500 м2.
Посмотреть оригинал отзыва
Калиниченко К.Ю.
Генеральный директор ООО НПО «ФармВИЛАР»
Во всех аспектах своей деятельности наша фармацевтическая производственная компания придерживается основного правила — сохранять и приумножать здоровье граждан. При выборе любого стороннего подрядчика, он проходит процедуру проверки по нашим внутренним требованиям. Стараемся выбирать надёжных и ответственных партнеров, с хорошей репутацией.
Посмотреть оригинал отзыва
Жуков А.А.
Генеральный директор ООО «Светлояр»
ООО «Светлояр» занимается производством мебели для бюджетных предприятий России.
Этим письмом хотим выразить благодарность ООО «ГК СтальПрофильГрупп» по итогам сотрудничества в 2016 году.
Компания выступила в роли подрядчика в рамках строительства производственных и административных помещений и здания котельной общ. площадью 2 500 м2 в Гагаринском районе, Смоленской области, пос. Мальцево.
площадью 2 500 м2 в Гагаринском районе, Смоленской области, пос. Мальцево.
Посмотреть оригинал отзыва
Пархоменко И.А.
Генеральный директор ООО «Горизонов»
Компания ООО «Горизонов» выражает благодарность профессиональному коллективу Группы Компаний «СтальПрофильГрупп» за тесное и плодотворное сотрудничество! В рамках совместной работы над строительством здания магазина на территории г. Москвы (ЦАО) «СтальПрофильГрупп» осуществляли изготовление и доставку стеновых и кровельных сэндвич-панелей, общей площадью 1 500 м2 на наш объект.
Посмотреть оригинал отзыва
Вавилкин С.А.
Руководитель ООО «ТМ Декор»
От имени компании ООО «ТМ Декор» выражаем благодарность Группе Компаний «СтальПрофильГрупп» за исполнительность и профессиональность в работе.
Компания стала нашим партнером и подрядчиком в рамках строительства производственного здания общ. площадью 500 м2 на территории г. Долгопрудный, Московской область (2018г).
По нашему заказу были спроектированы, изготовлены и смонтированы «Под Ключ» металлический каркас и сэндвич-панели, для вышеуказанного объекта.
площадью 500 м2 на территории г. Долгопрудный, Московской область (2018г).
По нашему заказу были спроектированы, изготовлены и смонтированы «Под Ключ» металлический каркас и сэндвич-панели, для вышеуказанного объекта.
Посмотреть оригинал отзыва
Павлова И.Е.
Генеральный директор ООО «СК ЭлФас»
ООО “СК ЭлФас” благодарит Группу Компаний “СтальПрофильГрупп” за проявленный профессионализм в рамках совместной работы над строительством производственного цеха в Смоленской обл., г. Вязьма. ГК “СтальПрофильГрупп” осуществляла изготовление панелей типа “сэндвич” на собственном обновленном производстве. Общая площадь Заказа составила 6 500 м2 как кровельных, так и стеновых панелей.
Посмотреть оригинал отзыва
Быстров А.Л.
Генеральный директор ООО «Веста»
ООО «Веста» является одним из ведущих производителей мебельной продукции в центральной части России. Высокое качество используемого сырья и ответственный подход к контролю качества собственной продукции определяет наше отношение к выбору надёжных подрядчиков.
В начале 2016 года для расширения производства было принято решение построить быстровозводимое здание из металлоконструкций с последующей отделкой сэндвич панелями.
Высокое качество используемого сырья и ответственный подход к контролю качества собственной продукции определяет наше отношение к выбору надёжных подрядчиков.
В начале 2016 года для расширения производства было принято решение построить быстровозводимое здание из металлоконструкций с последующей отделкой сэндвич панелями.
Посмотреть оригинал отзыва
Разный И.П.
Генеральный директор ООО «Строительно-монтажное управление N1»
ООО “Строительно-монтажное управление N1” выражает слова благодарности Группе Компаний “СтальПрофильГрупп” за профессионализм и ответственность, проявленные при сотрудничестве.
Они давно зарекомендовали себя на строительном рынке РФ. Разработка проектной документации, собственное производство металлокаркасов и сэндвич-панелей с использованием современных технологий – ключевое преимущество ООО “ГК СтальПрофильГрупп” над конкурентами в данной нише.
Посмотреть оригинал отзыва
Щепочкин А. В.
В.
Генеральный директор ООО «ФАРМИНКО»
Наше сотрудничество с ГК «СтальПрофильГрупп» началось в начале лета 2017 года с проектирования и поставок металлических конструкций с сэндвич панелями, для постройки здания площадью 1200 м2 под производство косметических средств и бытовой химии в Заокском районе Тульской области. Группа Компаний «СтальПрофильГрупп» хорошо известны в ЦФО, как производитель металлоконструкций и сэндвич панелей отличного качества и надёжности.
Посмотреть оригинал отзыва
Звягинцев И.В.
Коммерческий директор ООО «Курский профнастил»
ООО «Курский профнастил» работает в сфере изготовления, продаж и монтажа металлочерепицы, профнастила и металлического сайдинга.
Мы поддерживаем деловые связи с большим количеством компаний по всей России и очень внимательно относимся к своим контрагентам, особенно новым.
В январе 2019 года заказали в Группе Компаний «СтальПрофильГрупп» около 7 000 (Семи тысяч) погонных метров оцинкованного строительного профиля, что в объёме составляет около 27 (Двадцати семи) тонн металла.
Посмотреть оригинал отзыва
Дворецкий А.Ю.
Генеральный директор ООО «МалКор»
ООО «МалКор» искренне благодарит Группу Компаний «СтальПрофильГрупп» за качественное и оперативное проведение строительно-монтажных работ.
Наше сотрудничество началось в 2017 году.
Специалисты компании зарекомендовали себя достаточно профессионально при осуществлении проектирования, изготовления и монтажа сэндвич-панелей в рамках строительства двухэтажного Торгового Центра общей площадью 500 м2 по адресу: Московская обл., село Малаховка.
Посмотреть оригинал отзыва
Яшкин Р.О.
Генеральный директор ООО «МЕГАТРАНС»
Компания «МЕГАТРАНС» выражает свою признательность Группе Компаний «СтальПрофильГрупп» за поставку металлического каркаса и сэндвич-панелей для сооружения здания складского назначения общей площадью 700 м2 в город Новый Уренгой.
Хочется отметить следующие моменты в процессе нашего сотрудничества.
Посмотреть оригинал отзыва
пошаговая инструкция с фото, чертежами и видео
Длительное пребывание транспортного средства под открытым небом чревато коррозией его металлических частей, повреждением резиновых и пластиковых элементов. Кроме того, автомобиль в этом случае является отличной мишенью для лиц, совершающих кражи и угоны. Если вы стали счастливым обладателем небольшого участка, размеры которого позволяют построить гараж, то и думать нечего — нужно строить. Самый простой, быстрый и недорогой способ — самостоятельно, своими руками сделать свой гараж из сэндвич-панелей.
Содержание
- Сэндвич-панели для гаража — свойства, преимущества и недостатки
- Подготовительный этап: чертежи, размеры и проекты гаражей
- Пошаговая инструкция по изготовлению гаража из сэндвич-панелей
- Видео: как построить гараж из сэндвич панелей своими руками
Сэндвич-панели для гаража — свойства, преимущества и недостатки
Сэндвич-панели являются популярным строительным материалом, который имеет как положительные, так и отрицательные качества.
Таблица: плюсы и минусы сэндвич-панелей
| Плюсы | Минусы |
|
|

Несмотря на множество положительных качеств, такое сооружение ещё и красиво выглядит
Технические характеристики сэндвич-панелей
Сэндвич-панель представляет собой многослойную плиту, в которой между внешними защитными слоями установлен утеплитель. В качестве утеплителя используется минеральная вата, а также пенополистирольные или пенополиуретановые плиты. Внешние слои сэндвич-панелей изготавливают из гладких и профилированных металлических листов, а внутренние — из устойчивых к химическому воздействию пластиковых сплавов.
В качестве утеплителя используется минеральная вата, а также пенополистирольные или пенополиуретановые плиты. Внешние слои сэндвич-панелей изготавливают из гладких и профилированных металлических листов, а внутренние — из устойчивых к химическому воздействию пластиковых сплавов.
Для возведения гаража предпочтение лучше отдать панелям с металлическим покрытием.
В продажу поступают сэндвич-панели длиной от 2 до 12 м при ширине 1 м. Заводская ширина этого строительного материала может быть как больше, так и меньше 1 м.
Конструкция сэндвич-панелей предусматривает замковую часть по краям. Она позволяет надёжно соединять соседние элементы в одной плоскости. Такое соединение обладает хорошими термоизоляционными свойствами, поэтому стены гаража не понадобится дополнительного утеплять.
По назначению сэндвич-панели делятся на:
- Стеновые.
Стеновые сендвич панели имеют более ровную поверхность
- Кровельные.
Кровельные сэндвич панели имеют ребристую поверхность
Отзывы практиков о конструкции
Недавно мне пришлось уехать в командировку на несколько дней, а когда я вернулся, то у соседа на территории я увидел большой и красивый гараж.
Николай, 02.01.2016
 Мысль о строительстве гаража из сэндвич панелей теперь не давала мне покоя, и я решил строиться. Как оказалось, действительно сооружение было возведено в кратчайшие сроки (3 дня). Мой гараж имеет размеры 4х62,х5 м. Крышу гаража делали двускатной. Возводили плитный фундамент с армированием. Сейчас на улице холодно, но в гараже поддерживается постоянная температура. Тепло не уходит через стены. Щелей и проступающей внутрь помещения влаги я не заметил.
Мысль о строительстве гаража из сэндвич панелей теперь не давала мне покоя, и я решил строиться. Как оказалось, действительно сооружение было возведено в кратчайшие сроки (3 дня). Мой гараж имеет размеры 4х62,х5 м. Крышу гаража делали двускатной. Возводили плитный фундамент с армированием. Сейчас на улице холодно, но в гараже поддерживается постоянная температура. Тепло не уходит через стены. Щелей и проступающей внутрь помещения влаги я не заметил.Когда я в первый раз столкнулся с покупкой сэндвич панелей, то заметил большое различие цен в зависимости от фирм производителей, при относительно одинаковом качестве продукции. Наибольшая разница в ценах составила 22%, поэтому не стоит кидаться на первый попавшийся товар. Потратив немного времени можно заказать подходящие панели через интернет.
Сергей Петрович, 23.03.2016
Вопрос о незамедлительном строительстве нового гаража возник тогда, когда от бури упало дерево прямо на крышу.
Анатолий, 14.07.2016
 В результате чего треснули несущие балки, повредилась стена. В таких случаях, как правило, денег не хватает, поэтому я стал думать, как быстро возвести качественный гараж. Друзья посоветовали возводить из сэндвич панелей. Я с недоверием отнёсся к этой идее, так как не считал сендвич панели надёжным материалом, а увидев проект строительства чуть было не отказался от этой затеи. Однако деньги заплачены, строительная бригада уже заказана, и я решил строиться. Результат превзошёл мои ожидания. Строение было возведено в считаные дни (4 суток), аккуратность и красота постройки меня поразили. Однако, всё ещё было недоверие относительно теплоизоляционных свойств. Вот уже несколько месяцев я пользуюсь гаражом. Несмотря на жаркое время, внутри гаража относительно прохладно.
В результате чего треснули несущие балки, повредилась стена. В таких случаях, как правило, денег не хватает, поэтому я стал думать, как быстро возвести качественный гараж. Друзья посоветовали возводить из сэндвич панелей. Я с недоверием отнёсся к этой идее, так как не считал сендвич панели надёжным материалом, а увидев проект строительства чуть было не отказался от этой затеи. Однако деньги заплачены, строительная бригада уже заказана, и я решил строиться. Результат превзошёл мои ожидания. Строение было возведено в считаные дни (4 суток), аккуратность и красота постройки меня поразили. Однако, всё ещё было недоверие относительно теплоизоляционных свойств. Вот уже несколько месяцев я пользуюсь гаражом. Несмотря на жаркое время, внутри гаража относительно прохладно.Подготовительный этап: чертежи, размеры и проекты гаражей
Подготовка к строительству гаража из сэндвич панелей подразумевает проектирование будущей постройки с составлением чертежей и схем, выбор участка для строительства и подбор материала.
Для среднего легкового автомобиля оптимальный размер гаража — 6х4 м, при высоте 2,2–2,5 м. Эти параметры не являются каким-либо шаблоном или установленным правилом.
Размер конструкции гаража должен предусматривать удобный заезд транспортного средства, а также свободное передвижение водителя между автомобилем и стеной постройки.
Конструкция гаража из сэндвич-панелей для легкового автомобиля займёт примерно 35 кв.м
Из сэндвич-панелей можно возвести сооружение практически любой формы. Однако при строительстве гаражей чаще всего используются проекты, проверенные временем и другими владельцами.
Наиболее популярных конструкций гаражей из сэндвич-панелей не так много
Советы по выбору материала
При покупке сэндвич-панелей необходимо обратить внимание на следующие характеристики:
- Материал утеплителя. Наиболее распространены минеральная вата, стекловата, а также пенополистирол и полиуретан:
- Толщина изделия. Этот параметр весьма важен, так как толстые панели обладают лучшими теплоизоляционными свойствами. Но у них есть два отрицательных качества: стоимость материала будет более высокой, а полезная площадь помещения уменьшится за счёт толщины плиты. Поэтому для каждого конкретного сооружения необходимо подобрать «золотую середину», которая будет зависеть от региона, требуемой степени теплонепроницаемости строения, бюджета и желания владельца.
- Завод-изготовитель материала. При выборе качественной продукции среди многочисленных фирм-изготовителей, которых на сегодняшний день насчитывается более 200, следует обращать внимание на наличие сертификатов, отзывы покупателей, а также на техническое оснащение и использование современных технологий на этих предприятиях.
 Но у них есть два отрицательных качества: стоимость материала будет более высокой, а полезная площадь помещения уменьшится за счёт толщины плиты. Поэтому для каждого конкретного сооружения необходимо подобрать «золотую середину», которая будет зависеть от региона, требуемой степени теплонепроницаемости строения, бюджета и желания владельца.
Но у них есть два отрицательных качества: стоимость материала будет более высокой, а полезная площадь помещения уменьшится за счёт толщины плиты. Поэтому для каждого конкретного сооружения необходимо подобрать «золотую середину», которая будет зависеть от региона, требуемой степени теплонепроницаемости строения, бюджета и желания владельца.Обшивка сэндвич-панелей может выполняться из:
- Металла. Обычно такое покрытие изготавливают из тонких листов оцинкованной и нержавеющей стали. В свою очередь, металл покрывают полимерным слоем пластизоля, поливинилфторида, пурала или полиэстера. Кроме этих покрытий производители могут использовать алюминиевую фольгу, бумагу или ткань. Панели с такой обшивкой изготавливают гладкими, накатанными, в форме волн либо трапециевидными.
Гараж лучше всего строить из сэндвич-панелей с металлической обшивкой
- Гипсокартона, ДВП, ЦСП или фанеры. Указанные материалы используют для покрытия одной из сторон плиты, другая обшивается металлом. Из таких плит лучше всего строить внутренние перегородки в помещении.
- ПВХ. Этот вид панелей широко используется в качестве отделочного материала для дверных проёмов и откосов на окнах. А также из него часто изготавливают перегородки в офисах и других подобных помещениях.
- Бумаги. В качестве дополнительного изолирующего слоя к бумаге добавляют полиэтиленовую плёнку или алюминиевую фольгу. На сегодняшний день можно встретить сэндвич-панели с бумагой, пропитанной битумом. Этот материал часто используется в качестве утеплителя для крыш, стен и фундамента. Такая обшивка обеспечивает надёжный барьер для испаряющейся влаги.
Алюминиевая фольга хорошо удерживает тепло и не пропускает влагу
 Панели с такой обшивкой изготавливают гладкими, накатанными, в форме волн либо трапециевидными.
Панели с такой обшивкой изготавливают гладкими, накатанными, в форме волн либо трапециевидными.В качестве полимерного покрытия поверхности сэндвич-панели может использоваться:
- Полиэстер. Такой слой имеет маркировку в виде заглавных букв РЕ. Изготовителем рекомендовано использовать панели с этим покрытием во всех климатических зонах для конструкций, расположенных внутри помещений. Полимерное покрытие напыляют до толщины в 25 мкм, что придаёт материалу устойчивость при воздействии на него температур до 120 °С. Сэндвич-панели с этим покрытием бывают глянцевыми и матовыми.
- Пластизоль. При производстве этого покрытия используют поливинилхлорид и пластификаторы. Маркируется оно заглавными буквами английского алфавита PVC и цифрой, которая обозначает толщину слоя в микрометрах. Преимущества пластизоля заключается в его универсальности. Сэндвич-панели с этим покрытием можно использовать как для внутренних работ, так и для наружных. Они обладают повышенной устойчивостью к механическим повреждениям, коррозии и вальцеванию металла.
- Полидифторионад. Это покрытие имеет маркировку PDVF. Полидифторионад, как и полиэстер, обладает устойчивостью к температурам до 120 °С, а также не изменяет свои физические и химические свойства при понижении температуры до -60 °С. Панели с этим покрытием устойчивы к механическим повреждениям, агрессивным химическим веществам и коррозии.
- Пурал. Такие сэндвич-панели маркируются английским словом Pural. Основой для изготовления данного покрытия является полиуретан. Он обладает наибольшей устойчивостью к воздействию критических температур (от -60 до +120 °С), химическому воздействию, коррозии и ультрафиолетовому излучению. Благодаря высоким свойствам полиуретана эти панели чаще всего применяют для отделки и утепления наружных стен строений.
Сэндвич-панели с покрытием из пурала — лучший вариант для внешней отделки стен и кровли
 Такой слой имеет маркировку в виде заглавных букв РЕ. Изготовителем рекомендовано использовать панели с этим покрытием во всех климатических зонах для конструкций, расположенных внутри помещений. Полимерное покрытие напыляют до толщины в 25 мкм, что придаёт материалу устойчивость при воздействии на него температур до 120 °С. Сэндвич-панели с этим покрытием бывают глянцевыми и матовыми.
Такой слой имеет маркировку в виде заглавных букв РЕ. Изготовителем рекомендовано использовать панели с этим покрытием во всех климатических зонах для конструкций, расположенных внутри помещений. Полимерное покрытие напыляют до толщины в 25 мкм, что придаёт материалу устойчивость при воздействии на него температур до 120 °С. Сэндвич-панели с этим покрытием бывают глянцевыми и матовыми. Панели с этим покрытием устойчивы к механическим повреждениям, агрессивным химическим веществам и коррозии.
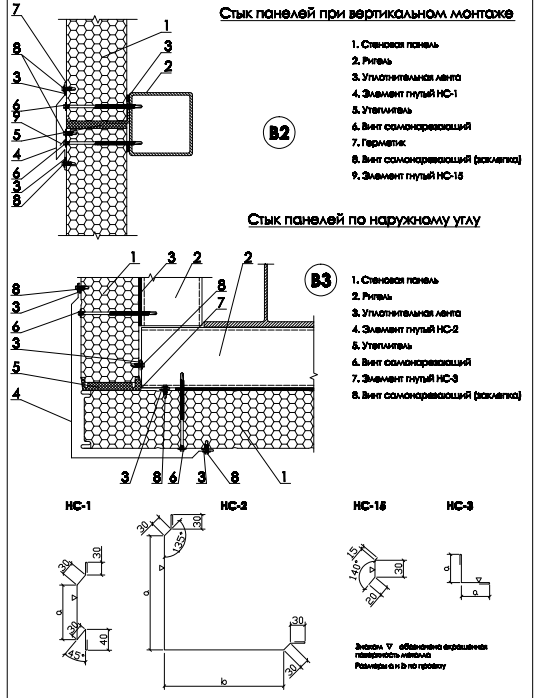
Панели с этим покрытием устойчивы к механическим повреждениям, агрессивным химическим веществам и коррозии.По типу замкового соединения сэндвич-панели различаются по видам:
- Пазогребневое соединение. Другое его название — шип-паз.
- Скрытое или секретное крепление панелей.
- Крепление, именуемое «двойной затвор» (Z-lock). Это соединение образуется двумя наклонными шипами с пазами соответствующей формы.
- Крепление Roof-Lock, переводится как «запор крыши». Такое крепление предотвратит разгерметизацию фальца при температурном расширении панели. Благодаря этому обеспечивается надёжная герметизация от проникновения влаги.
- Крепление типа «фальцевый замок». Отличается крючкообразной формой замка, который позволяет плотно стягивать установленные панели.
 Такое крепление предотвратит разгерметизацию фальца при температурном расширении панели. Благодаря этому обеспечивается надёжная герметизация от проникновения влаги.
Такое крепление предотвратит разгерметизацию фальца при температурном расширении панели. Благодаря этому обеспечивается надёжная герметизация от проникновения влаги.Фотогалерея: виды соединений сэндвич панелей
Замковое соединение Roof-Lock
Скрытое совмещение панелейSecret-Fix
Замковое соединение Z-Lock или двойной затвор
Соединение фальцевой замок не требует дополнительных элементов
Замковое соединение шип-газ
Дополнительные материалы
Кроме сэндвич-панелей для строительства гаража потребуется:
- Бетонная смесь марки М200–250 для основания постройки.
- Обрезные доски или толстая фанера для опалубки.
- Арматурные прутья диаметром 12 мм для изготовления металлической решётки, которая укрепит фундамент.
- Битумная мастика.
Расчёт материалов
Прежде всего, необходимо узнать, сколько потребуется сэндвич-панелей. В качестве примера вычисления будут произведены для гаража с односкатной крышей. Размеры этого сооружения:
В качестве примера вычисления будут произведены для гаража с односкатной крышей. Размеры этого сооружения:
- длина — 7 м;
- ширина — 5 м;
- высота (со стороны ворот) – 3,6 м;
- высота с тыльной стороны — 2,4 м;
- ширина ворот — 2,7 м;
- высота ворот — 2,3 м.
Расчёт сэндвич-панелей для гаража
Поскольку постройка имеет односкатную крышу, её боковые стороны представляют собой трапеции с основанием 7 м и боковыми сторонами 3,6 и 2,4 м соответственно. Для удобства разделим каждую трапецию на простейшие фигуры — прямоугольник и треугольник. Вычисления будем проводить по каждой стороне отдельно, а результаты затем просуммируем.
Расчёт площади боковых сторон гаража для вычисления количества сендвич панелей
- Сначала необходимо вычислить площадь прямоугольника. Для этого воспользуемся соответствующей формулой: S=a·h, где a — длина стены, h — её высота. Подставим значения: S=7·2,4=16,8 м².
- Далее нужно рассчитать площадь прямоугольного треугольника. Применяем известную формулу: S=(a·h):2. Подставим значения: S=(7·1,2):2=4,2 м².
- Чтобы получить общую площадь одной боковой стены, полученные результаты необходимо сложить: 16,8+4,2=21 м². Так как в гараже таких стены две, нужно 21·2=42 м² сэндвич-панелей.
- Аналогично рассчитаем площадь тыльной стороны гаража по формуле S=a·h. Подставим значения: S=5·2,4=12 м².
- Вычислим площадь лицевой стороны Sл. Так как здесь расположены ворота, то их площадь Sв= 2,7·2,3=6,21 м² нужно будет вычесть из итогового результата. Площадь всей лицевой стены S=3,6·5=18 м², а Sл=S-Sв=18–6,21=11,79 м².
- Делаем расчёт крыши гаража: S=5·7=35 м².
- Чтобы узнать, сколько всего потребуется квадратных метров сэндвич-панелей для строительства гаража, необходимо сложить полученные значения площадей лицевой и тыльной стороны, боковых стен и крыши сооружения: 42+12+11,79+35=100,79 м².
 Применяем известную формулу: S=(a·h):2. Подставим значения: S=(7·1,2):2=4,2 м².
Применяем известную формулу: S=(a·h):2. Подставим значения: S=(7·1,2):2=4,2 м².Расчёт бетона для фундамента
При возведении гаража из сэндвич-панелей можно использовать два типа фундамента: ленточный или плитный. Ленточное основание располагается по периметру конструкции, а одна его полоса — от середины лицевой стороны до тыльной. Ширина и высота бетонной ленты будет иметь размеры 40х40 см. Чтобы узнать, сколько потребуется бетонной смеси для заливки этого фундамента, нужно воспользоваться формулой нахождения объёма куба, которая выглядит следующим образом: V=h³, где h — величины сторон высчитываемой фигуры. Сделаем расчёт по одной из трёх лент по длине гаража: V=0,4·0,4·7=1,12 м³. Умножим это значение на три: 1,12·3=3,36 м³.
Ленточное основание располагается по периметру конструкции, а одна его полоса — от середины лицевой стороны до тыльной. Ширина и высота бетонной ленты будет иметь размеры 40х40 см. Чтобы узнать, сколько потребуется бетонной смеси для заливки этого фундамента, нужно воспользоваться формулой нахождения объёма куба, которая выглядит следующим образом: V=h³, где h — величины сторон высчитываемой фигуры. Сделаем расчёт по одной из трёх лент по длине гаража: V=0,4·0,4·7=1,12 м³. Умножим это значение на три: 1,12·3=3,36 м³.
Ленточный фундамент для гаража имеет перемычку от середины лицевой стороны до тыльной
Теперь нужно высчитать количество бетонной смеси, необходимой для заливки ленты между полосами основания с тыльной и лицевой стороны. Для правильного расчёта следует вычесть три ширины ленты из ширины гаража: 5-(0,4+0,4+0,4)=3,8 м. Теперь нужно определить, сколько потребуется бетонной смеси для ленты длиной 3,8 м. Для этого используем формулу нахождения куба и подставляем значения: 3,8·0,4·0,4=0,608 м³. Так как сторон две, необходимо умножить на 2: 0,608·2=1,216 м³. Теперь общий объём бетона равен 3,36+1,216=4,576 м³.
Так как сторон две, необходимо умножить на 2: 0,608·2=1,216 м³. Теперь общий объём бетона равен 3,36+1,216=4,576 м³.
При расчёте плитного фундамента необходимо перемножить его длину, высоту и ширину. Высота этого основания составит 20 см. Подставим значения: V=5·7·0,2=7 м³.
Плитный фундамент — это сплошное основание, поэтому и расход бетона для него больше
Если в гараже предусматривается смотровая яма, из полученных значений необходимо вычесть её объём, который рассчитывается аналогично.
Расчёт арматуры для основания
Для укрепления плитного основания потребуется изготовить две металлические сетки из арматурных прутьев диаметром 12 мм. Этот материал будем рассчитывать в погонных метрах. Из арматуры изготавливается решётка, ячейки которой имеют размеры 15х15 см.
- По ширине гаража (перпендикулярно лицевой и тыльной стороне) уместится: 5:0,15=33,3 прута.
- Умножим это значение на длину гаража и получим величину в погонных метрах: 33,3·7=233,1 п. м.
- Такие же действия проведём для вычисления количества материала по длине гаража: 7:0,15=46,6 прута (перпендикулярно боковым сторонам постройки).
- Вычислим количество погонных метров по длине: 46,6·7=326,2 п. м.
- Теперь сложим полученные длины прутьев: 233,1+326,2= 559,3 погонных метров арматуры для изготовления одной решётки для фундамента.
- Так как армирование будет проводиться в два слоя, всего потребуется 559,3·2=1118,6 погонных метров.
 м.
м.Необходимые инструменты
Для возведения гаража из сэндвич-панелей потребуются следующие инструменты:
- Совковая и штыковая лопата. Если позволяет территория, то для рытья траншеи удобно использовать мини-экскаватор с узким ковшом.
Копать траншею мини-экскаватором — быстрее и удобнее. Современные модели могут работать даже на очень ограниченных пространствах
- Садовый бур.
- Садовая тачка для вывоза земли.
- Молоток.
- Шуруповёрт.
- Ножницы по металлу.
- Ручная циркулярная пила.
- Ножовка.
- Бетоносмеситель.
Заливка траншеи требует большого количества бетона. Для его получения лучше использовать бетоносмеситель
- Ёмкости для воды.
- Рукав для подачи бетонной смеси.
- Кусачки.
- Сварочный аппарат.
Сварочный аппарат нужен для изготовления арматурного каркаса
- Строительный уровень со спиртовым индикатором.
- Измерительная рулетка.
- Колья и шнур.

Пошаговая инструкция по изготовлению гаража из сэндвич-панелей
Когда подготовлены все инструменты, куплены необходимые материалы, а участок для возведения гаража расчищен и выровнен, можно приступить к строительным работам. Весь процесс возведения гаража из сэндвич панелей разделяется на три основных этапа:
- Закладка фундамента.
- Установка каркаса гаража.
- Монтаж стеновых и кровельных сэндвич панелей.
Заливка бетонного основания
Перед началом любых земельных работ следует провести разметку на участке. Для этой цели удобно использовать шнур и вбитые в землю колья. Натянутая бечёвка создаст идеально ровную линию. При необходимости разметку легко убрать и установить заново.
Для этой цели удобно использовать шнур и вбитые в землю колья. Натянутая бечёвка создаст идеально ровную линию. При необходимости разметку легко убрать и установить заново.
Для установки ленточного основания потребуется:
- Выкопать траншею по периметру и середине будущего гаража. Размеры траншеи: глубина 40 см и ширина 40 см. Если грунт на месте застройки нестабилен, потребуется изготовить более глубокий фундамент. Для этого применяют столбчато-ленточное основание или винтовые сваи.
- Когда траншея выкопана, её дно и стены необходимо разровнять. В случае столбчато-ленточного основания на дне траншеи необходимо выкопать ямки глубиной 40 см и диаметром 30 см. Для этого удобно воспользоваться садовым буром.
Траншея для ленточного фундамента должна иметь ровное дно
- Внутрь засыпаем влажный песок, который нужно утрамбовать до получения равномерного слоя толщиной не менее 10 см.
- Над песчаной подушкой засыпаем слой гравия аналогичной толщины. Песчаная и гравийная прослойка предотвратят деформацию и повреждение бетонного основания во время вспучивания грунта при замерзании, амортизируя его.
Песчано-гравийная подушка ленточного фундамента используется в качестве дренажной системы под основанием
- Теперь необходимо изготовить опалубку для заливки бетона. Для этого используем обрезные доски, которые сбиваем в щиты шириной не менее 15 см.
- С помощью упоров, укосов и распорок устанавливаем опалубку вдоль края траншеи.
- Дно и стены траншеи покрываем изолирующим материалом — рубероидом или обычным плотным полиэтиленом. Необходимо, чтобы изолирующий слой покрывал не только дно и стены траншеи, но и внутреннюю поверхность опалубки. Удобно устанавливать изоляцию с запасом, так как через некоторое время после заливки бетона, его нужно будет накрыть.
- Если применяется столбчато-ленточный фундамент, то хорошей изоляцией для столбов может послужить труба из асбестоцемента или свёрнутый рубероид.
- Будущее бетонное основание необходимо обязательно укрепить армированием. Для этого используют арматурные прутья диметром от 10 до 12 мм. Из этого материала нужно изготовить объёмную конструкцию в виде четырёх соединённых между собой прутов. Ширина между стержнями должна составлять 20 см. Армирование требуется и для столбов основания. В качестве соединительного элемента используются фрагменты металлических прутьев, которые скрепляются между собой с помощью сварки или проволоки.
- Готовую металлическую конструкцию укладываем на дно траншеи. Следует учесть, что металлический каркас не должен касаться дна траншеи, поэтому его необходимо установить на небольшой возвышенности. Для этого удобно использовать половинки кирпичей или другие обломки.
Установка опалубки и армирующего каркаса для фундамента для крепления основания
- Теперь можно заливать бетонную смесь. В процессе заливки бетона будут образовываться пузыри с воздухом. Если их не удалить, то фундамент станет хрупким. Поэтому необходимо произвести штыкование незастывшего бетона с помощью прута, стержня или ровной палки.
- Разравниваем верхний край жидкого основания. Через сутки нужно накрыть фундамент полиэтиленом. Бетонная смесь застынет в период от 3 до 4 недель, а в холодное время потребуется подождать до 6 недель.
Основание из застывшего фундамента готово для установки цокольного уровня
- В качестве ленточного основания можно использовать кладку из кирпичей или бетонных блоков.

 Из этого материала нужно изготовить объёмную конструкцию в виде четырёх соединённых между собой прутов. Ширина между стержнями должна составлять 20 см. Армирование требуется и для столбов основания. В качестве соединительного элемента используются фрагменты металлических прутьев, которые скрепляются между собой с помощью сварки или проволоки.
Из этого материала нужно изготовить объёмную конструкцию в виде четырёх соединённых между собой прутов. Ширина между стержнями должна составлять 20 см. Армирование требуется и для столбов основания. В качестве соединительного элемента используются фрагменты металлических прутьев, которые скрепляются между собой с помощью сварки или проволоки. Через сутки нужно накрыть фундамент полиэтиленом. Бетонная смесь застынет в период от 3 до 4 недель, а в холодное время потребуется подождать до 6 недель.
Через сутки нужно накрыть фундамент полиэтиленом. Бетонная смесь застынет в период от 3 до 4 недель, а в холодное время потребуется подождать до 6 недель.Для установки плитного фундамента необходимо:
- Выкопать котлован глубиной 30 см.
- Разровнять и утрамбовать его дно.
- Засыпать равномерный слой песка, сверху которого поместить слой гравия. Оба слоя должны иметь толщину 10 см.
Котлован под плитный фундамент надо равномерно засыпать песком, а затем гравием
- Изготовить опалубку из широких досок или толстой фанеры.
- Установить опалубку на дно, прижимая деревянные поверхности к стенам котлована.
- Застелить дно котлована толстым полиэтиленом так, чтобы его края могли покрыть стены.
- Из арматурных прутьев диаметром 10–12 мм изготовить две металлические решётки. Ячейки такой сетки должны иметь размеры 15х15 см. Места пересечений арматуры следует укрепить проволокой, пластиковыми хомутами или сваркой.
- Уложить армирующие сетки в котлован. Арматура не должна касаться дна, поэтому между решётками в шахматном порядке прокладывают кирпичи.
Армирование плитного фундамента. Основание под гараж в виде одной плиты
- Залить бетонную смесь. Удобно использовать специальный рукав для подачи бетона. В этом случае заливка производится равномерно. Смесь должна полностью покрыть арматурную решётку.
- Разровнять незастывшую смесь. Через сутки накрыть основание полиэтиленом.
- На протяжении нескольких дней фундамент нужно смачивать для равномерного застывания.
- Фундамент будет готов для дальнейших строительных работ через 3–4 недели.
 Ячейки такой сетки должны иметь размеры 15х15 см. Места пересечений арматуры следует укрепить проволокой, пластиковыми хомутами или сваркой.
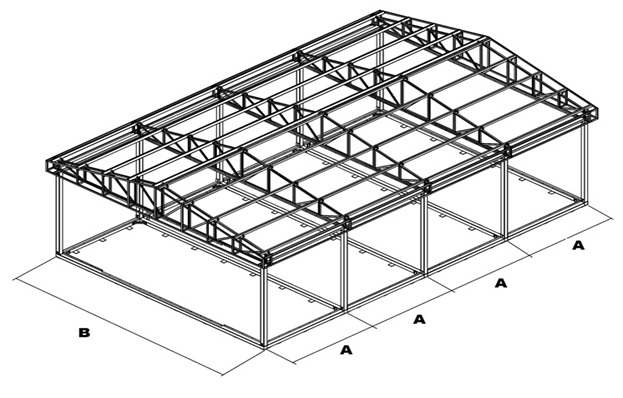
Ячейки такой сетки должны иметь размеры 15х15 см. Места пересечений арматуры следует укрепить проволокой, пластиковыми хомутами или сваркой.Установка каркаса гаража
Следует отметить, что каркас можно изготовить из древесины и из металла. В первом случае необходимо использовать брусья сечением 100х100 мм. Древесина должна пройти предварительную обработку противогрибковыми пропитками и антисептическими средствами. В качестве соединительных элементов и крепежей в этом случае используются металлические уголки и накладки.
В качестве соединительных элементов и крепежей в этом случае используются металлические уголки и накладки.
При возведении металлического каркаса используется стальной профиль в виде уголков или прямоугольной трубы. В качестве соединений применяется сварка или болты. Понадобятся также оцинкованные п-образные профили, которые крепятся и соединяются с помощью саморезов различной длины или заклёпками.
Перед установкой металлических элементов каркаса бетонное основание необходимо покрыть гидроизоляционным материалом. Для этого используется рубероид, свёрнутый в два слоя.
К фундаменту необходимо закрепить цокольный ригель. Для этого используются специальные дюбели и анкеры для твёрдых материалов. Цокольная часть конструкции должна быть тщательно сбалансирована по горизонтали и вертикали, так как от этого зависит правильная геометрия всего каркаса.
Затем, начиная от углов, устанавливаются несущие стойки. Между ними на расстоянии от 50 до 80 см закрепляют промежуточные стойки с горизонтальными перемычками. Следует учесть, что в металлических конструкциях расстояние между стойками не может быть более чем 300 см.
Следует учесть, что в металлических конструкциях расстояние между стойками не может быть более чем 300 см.
Сборку каждой стенки конструкции рекомендуется осуществлять на ровной поверхности в горизонтальном положении. После этого собранный элемент конструкции поднимают и закрепляют в цоколе и по углам каркаса.
По такому же принципу собираются и устанавливаются элементы каркаса крыши.
Металлический каркас гаража из сэндвич панелей с использованием п-образного профиля
После общей сборки конструкции проверяется её целостность и прочность. Затем приступают к монтажу сэндвич-панелей.
Монтаж стеновых и кровельных сэндвич-панелей
При монтаже сэндвич-панелей необходимо изолировать их края от соприкосновения с открытым фундаментом, поэтому его накрывают слоем пластичной изоляции.
Вертикальная установка панелей осуществляется путём их крепления саморезами к верхнему и нижнему профилю. При необходимости в качестве соединительных элементов могут использоваться металлические накладки.
Фиксация панелей производится с помощью специальных саморезов с прокладкой около пресс-шайбы. Вкручивание таких саморезов должно проводиться строго перпендикулярно поверхности панели. В противном случае могут появиться щели, сквозь которые внутрь панели проникнет влага.
На стыки плит, а также на места замкового соединения необходимо нанести герметик, который дополнительно укрепит плиты и создаст надёжный гидроизоляционный слой.
Герметизация стыков сендвич панелей для предовтращения проникновения влаги
Монтаж сэндвич-панелей нужно осуществлять от угла каркаса. Первая панель станет направляющей для остальных, поэтому её необходимо тщательно выровнять с помощью уровня. В процессе выставления панелей удобно пользоваться струбцинами.
Следует учесть, что зажимать панель струбциной ближе чем на 5 см к её краю не рекомендуется. Расстояние между саморезами на одной панели не должно быть менее 50 см.
Особое внимание нужно уделять угловым швам, которые закрываются специальным стальным элементом.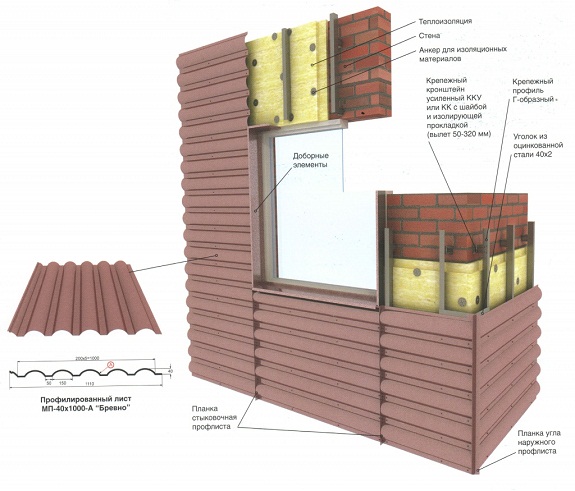
Угловой элемент сэндвич панелей. Эта деталь защитит края плит от внешних факторов
После установки всех панелей в местах соединения панелей и цокольной части по всему периметру конструкции проводятся изоляционно-утеплительные работы. Для этого в указанных местах устанавливается цокольный отлив и нащельник.
Цокольный отлив и нащельник для изоляции от влаги и внешних факторов
При установке панелей на крышу гаража следует сделать свес на 25–30 см относительно кровли. На него, в свою очередь, устанавливаются водосборные желоба. Все щели и зазоры в конструкции из сэндвич панелей необходимо закрывать специальными профильными элементами.
Как переместить гараж из сэндвич-панелей
Так как конструкция гаража из этого материала имеет относительно малый вес, то при перемещении она никак не пострадает.
Чтобы иметь возможность передвинуть гараж из сэндвич-панелей, необходимо изначально предусмотреть в его каркасе проушины для подъёмного крана. Для перемещения самих сэндвич-панелей можно использовать вакуумные захваты.

Вакуумные захваты для транспортировки сэндвич панелей
Такая конструкция из сэндвич-панелей будет прочной и крепкой: если вы попробуете её разобрать, то вам удастся снять только наружную обшивку углов и щелей. Места стыков плит надёжно склеены герметиком либо монтажной пеной, поэтому панели будут деформироваться, но не расстыкуются при попытке их разъединения.
Видео: как построить гараж из сэндвич панелей своими руками
Разобравшись с таким надёжным и эффективным строительным материалом, как сэндвич-панели, вы сможете самостоятельно возвести надёжный и эстетичный гараж. Используйте нашу поэтапную инструкцию для того, чтобы выполнить все необходимые технологические операции, и храните ваш автомобиль под надёжной защитой.
Сэндвич-панели и перфорированные алюминиевые панели
Наши перфорированные решетчатые пластины или системы опорных рам являются идеальной основой для гибкой конструкции измерительных приспособлений и устройств. Они изготовлены из алюминия и доступны в натуральном или черном цвете.
Они изготовлены из алюминия и доступны в натуральном или черном цвете.
Поворотная рама для сканбокса
Поворотные рамы служат основой для воспроизводимого монтажа различных взаимозаменяемых модулей. Поворачивая раму, у вас есть возможность подбирать различные части автомобиля с помощью самых маленьких адаптеров из положения автомобиля. Этот тип монтажа обеспечивает максимально возможный зазор для вашей измерительной техники.
К запросу
Базовая рама, например. окно сканирования
Базовые рамы служат основой для воспроизводимого размещения различных взаимозаменяемых модулей, а также дополнительной возможности позиционирования мишеней или сканирующих меток.
К запросу
Вертикальная перфорированная решетчатая пластина в конструкции сэндвич-рамы
Сетка 100, 200 мм (другие сетки по запросу заказчика)
PPS или система разжимных оправок 30° или 45°.
Специальная обработка по запросу
- Схема сверления, со стальной вставкой/втулкой:
- 16Ф7/М8
- 20Ф7/М10
- Опции:
- Системы воздушных подшипников
- Роликовые системы
- пневматические/электрические фрикционные приводы колес
- Вспомогательные приспособления / рельсы
К запросу
Перфорированная решетчатая пластина с горизонтальной сэндвич-рамой
Сетка 100, 200 мм (другие сетки по запросу заказчика)
PPS или система разжимных оправок 30° или 45°.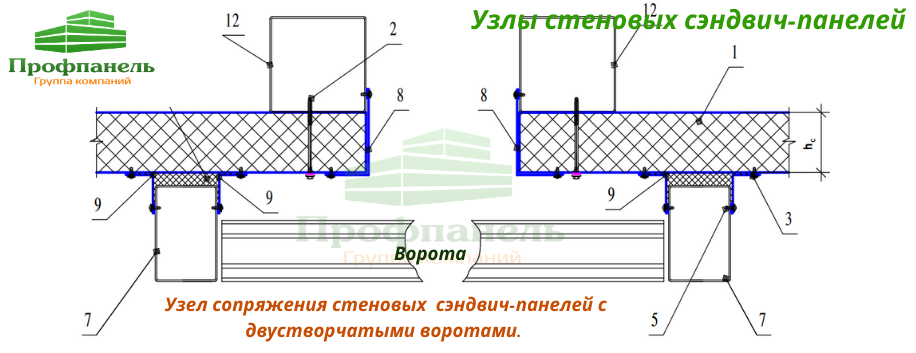
Специальная обработка по запросу
- Схема сверления со стальной вставкой/втулкой:
- 16Ф7/М8
- 20Ф7/М10
- Опции:
- Системы воздушных подшипников
- Роликовые системы
- пневматические/электрические фрикционные приводы колес
- Вспомогательные приспособления / рельсы
К запросу
Сплошная алюминиевая решетчатая пластина
Сетка 25, 40, 50, 100, 200 мм (другие сетки по запросу заказчика)
PPS или система разжимного стержня 30° или 45°.
Специальная обработка по запросу
- Схема сверления алюминия:
- 12.5Х7/М6
- 20Х7/М10
- Со стальной вставкой/втулкой:
- 16Ф7/М8
- 20Ф7/М10
К запросу
Поворотный стол с горизонтальной или вертикальной решетчатой пластиной
Поворотный стол с вертикальной или горизонтальной макетной доской для позиционирования и лучшего доступа к КИМ или сканирующему блоку.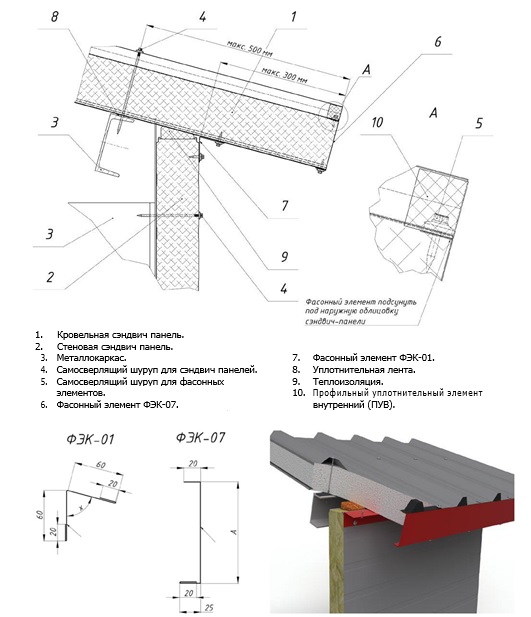
Универсальность:
от небольших отдельных деталей и полных боковых частей до целых кузовов автомобилей
К запросу
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Если вам еще не исполнилось 16 лет, и вы хотите дать свое согласие на волонтерские услуги, вы должны попросить разрешения у родителей или опекунов. Персональные данные могут быть обработаны (например, IP-адреса), например. для персонализированной рекламы и контента или измерения рекламы и контента. Для получения дополнительной информации о том, как мы используем ваши данные, ознакомьтесь с нашей Политикой конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
Информация о файлах cookie Политика конфиденциальности Выходные данные
Коттедж из сэндвич-панелей | Компания «Раута»
Строительство одноэтажных домов из сэндвич-панелей по бескаркасной технологии «Раута» позволяет в кратчайшие сроки построить современное, энергоэффективное и долговечное здание.
Благодаря своим преимуществам сэндвич-панели широко используются при возведении ограждающих конструкций быстровозводимых коммерческих зданий. В то же время современные тенденции в жилищной архитектуре доказывают, что использование сэндвич-панелей также позволяет создавать энергоэффективные дома с четким и стильным дизайном.
Дом из сэндвич-панелей надежен, долговечен, экологичен, потребляет минимум энергии на отопление и кондиционирование, не требует специального обслуживания в процессе эксплуатации. Концепция внутренней планировки дома основана на простоте и функциональности помещения и обеспечивает оптимальный комфорт проживания.
Бескаркасная технология Rauta может применяться при строительстве одноэтажных домов из сэндвич-панелей, а также торговых центров, административных, хозяйственных и других зданий.
Преимущества домостроения из сэндвич-панелей
Энергоэффективность
От 120 до 200 мм Панели Ruukki с полиизоциануратными перегородками, кровельными и стеновыми панелями используются в качестве перегородок, кровли и стен из пенопласта (PIR).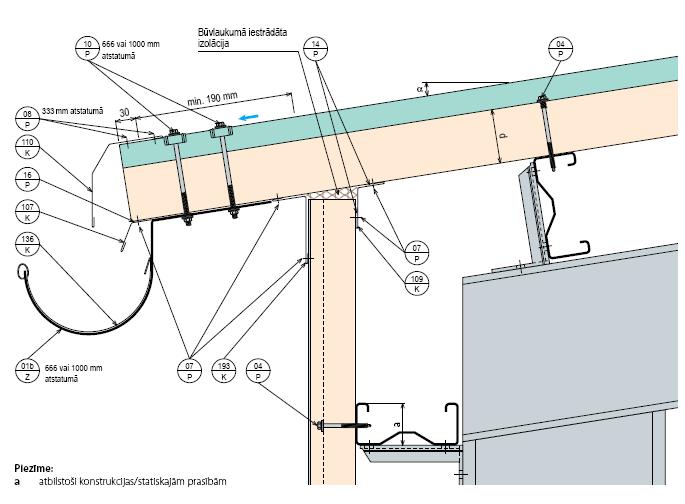 ПИР-панели являются наиболее энергоэффективными строительными элементами, обеспечивающими эффективную теплопроводность стен (λ = 0,022 Вт/м·К). Например, ПИР-панели Ruukki толщиной 160 мм имеют тепловое сопротивление R=7,43 м·9.0146 2 К/Вт, где минимально допустимое значение по ДБН В.2.6-31 составляет Rmin=3,3 м 2 К/Вт для стен и Rmin=6,0 м 2 К/Вт для крыш. Для оптимизации стоимости здания межкомнатные сэндвич-панели имеют те же характеристики, что и сэндвич-панели для наружных стен.
ПИР-панели являются наиболее энергоэффективными строительными элементами, обеспечивающими эффективную теплопроводность стен (λ = 0,022 Вт/м·К). Например, ПИР-панели Ruukki толщиной 160 мм имеют тепловое сопротивление R=7,43 м·9.0146 2 К/Вт, где минимально допустимое значение по ДБН В.2.6-31 составляет Rmin=3,3 м 2 К/Вт для стен и Rmin=6,0 м 2 К/Вт для крыш. Для оптимизации стоимости здания межкомнатные сэндвич-панели имеют те же характеристики, что и сэндвич-панели для наружных стен.
Стена толщиной 160 мм из сэндвич-панелей Ruukki PIR аналогична стене из газобетона толщиной 850 мм или стене из керамического кирпича толщиной 2,6 м.
Для обеспечения максимальной энергоэффективности дома рекомендуется использовать сэндвич-панели Ruukki Energy, которые снижают энергопотребление здания на 20% по сравнению со стандартными панелями за счет герметичных стыков конструкций, которые в конечном итоге обеспечить низкую воздухопроницаемость (≤ 1,0 м 3 /м 2 ч).
Сравнительный расчет годовых затрат на отопление показал, что бескаркасный дом из сэндвич-панелей площадью 65 м 2 потребляет на 31% меньше тепловой энергии (6 902 кВтч, класс энергопотребления А), чем дом аналогичного размера из газобетонных блоков с утеплением из минеральной ваты (10 003 кВтч, класс энергопотребления В).
Опционально возможна установка солнечных батарей на крыше, что повышает энергонезависимость дома. Например, около 60 м 2 солнечных панелей, производящих около 26 000 кВтч/год, можно установить на дом площадью 80 м 2 . При среднем потреблении энергии семьей из 3 человек 6000 кВтч/год и расчетном потреблении тепла домом около 9000 кВтч/год, это обеспечивает профицит электроэнергии в размере 11 000 кВтч/год, которую можно реализовать по «зеленому» тарифу.
Использование сэндвич-панелей Ruukki помогает создать пассивный дом, а дополнительная установка солнечных панелей на крыше обеспечивает не только здание с нулевым потреблением энергии, но и здание с положительной энергией.
Быстрая скорость строительства
80 м 2 Дом из сэндвич-панелей можно построить под ключ всего за 1,5 месяца. Сборка корпуса такого здания занимает до 10 дней. Все поставляемые материалы предварительно изготавливаются и затем собираются на месте в соответствии с инструкциями по сборке и техническими картами.
Поставка в полном комплекте
Технология бескаркасного строительства «Раута» предусматривает возведение дома из сэндвич-панелей «под ключ», включая проектирование, устройство фундаментов и сборку всех необходимых материалов, а также доставку. В результате клиент получает дом, готовый к обустройству и заселению.
В комплект поставки могут входить сэндвич-панели, крепежные и доборные элементы, окна, двери, кровля, а также материалы для внешней и внутренней отделки. При необходимости также можно построить фундамент и оборудовать дом коммуникациями: водоснабжение, канализация, отопление, вентиляция, электропроводка, молниезащита и т. д.
д.
Оптимальная стоимость
Стоимость дома из сэндвич-панелей зависит от его площади, типа фундамента, специфики инженерных коммуникаций, требований к отделке и т.д.
* цены актуальны на момент написания статьи для типового коттеджа площадью 80 м 2
Руководство по сборке, технологическая карта, все необходимые сертификаты, протоколы испытаний, гарантия предоставляются при поставке домокомплекта.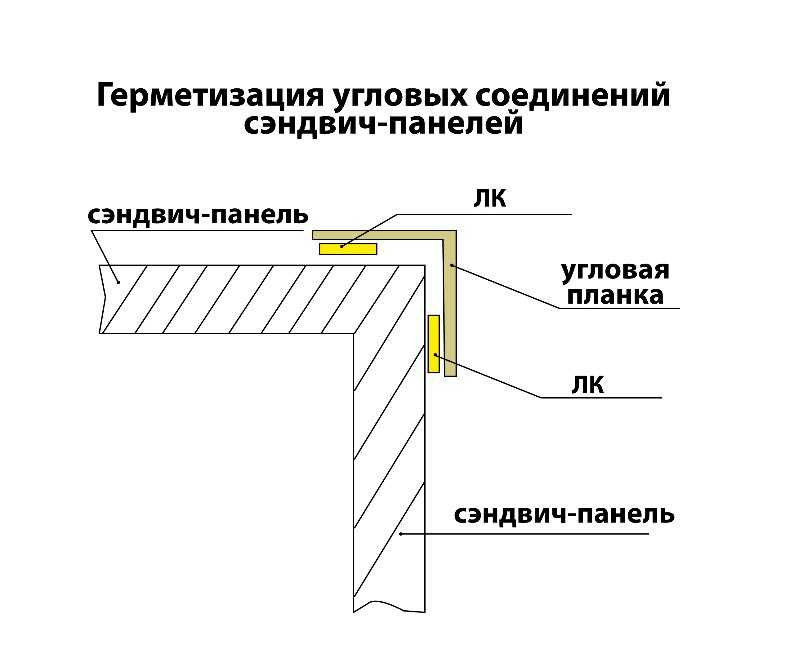
Надежность
В технологии бескаркасного строительства Rauta сэндвич-панели являются несущими элементами, передающими весь вес (собственный вес, эксплуатационный вес, ветровые и снеговые нагрузки) на фундамент. Это решение является наиболее эффективным при строительстве одноэтажных зданий с пролетами внутренних помещений до 4 м.
Дома из сэндвич-панелей полностью соответствуют современным строительным нормам по прочности и устойчивости и находятся на одном уровне с классическими технологиями строительства. Несущая способность всех элементов подтверждена инженерными таблицами и протоколами испытаний. Жесткость конструкции здания обеспечивается продуманным размещением перегородок, связей и узлов, что гарантирует ее сейсмостойкость при землетрясениях до 7 баллов.
Сэндвич-панели Ruukki прошли испытания, проводимые в соответствии со скандинавским стандартом SSF 1047 на противовзломность стен, и обеспечивают высокий уровень безопасности, соответствующий 2 классу взломостойкости, а при дополнительной облицовке – 3 классу защиты.
Долговечность
Долговечность здания в первую очередь обеспечивается характеристиками сэндвич-панелей. Высококачественные сэндвич-панели финской компании Ruukki изготавливаются из европейской конструкционной стали марки S280 с 190-275 г/м 2 цинковое покрытие и сердцевина из полиизоцианурата с прочностью на сжатие более 100 кПа.
Панели Ruukki имеют гарантийный срок до 30 лет и срок службы более 50 лет.
Ограждающие конструкции выполнены из экологически чистых материалов, что подтверждено сертификатами EPD, LEED и BREEAM.
Эксплуатационная совместимость
Все элементы дома изготавливаются на современном оборудовании и доставляются на объект в полной комплектации, включая необходимые аксессуары и крепления. Это гарантирует точность геометрических характеристик каждого элемента и сводит к минимуму необходимость дополнительной подгонки конструкций на месте, что значительно сокращает сроки строительства и повышает качество строительства.
Разнообразие вариантов отделки
Дом из сэндвич-панелей можно эксплуатировать без дополнительной внешней и внутренней отделки: стальная облицовка сэндвич-панелей имеет эстетичный вид и устойчива к атмосферным осадкам. Облицовка панели может быть гладкой или иметь линейное профилирование и доступна во всех цветах RAL.
При желании фасад здания может быть дополнительно облицован практически любыми материалами: брус, кирпич, металлические кассетные панели, ламели, дизайнерские и фальцованные профили, керамогранит, натуральный камень, HPL, композитные алюминиевые панели, и т. д.
- Сэндвич-панели без облицовки
- Деревянная облицовка
- Кирпичная облицовка
- Обшивка металлическими панелями от дождя
- Облицовка металлическими ламелями
- Обшивка дизайнерскими профилями
- Облицовка гнутыми профилями
- Облицовка керамогранитом
- Облицовка натуральным камнем
- Облицовка натуральным камнем
- Обшивка панелями HPL
В интерьере дома можно использовать гипсокартон с чистовой отделкой: покраской, обоями, облицовкой плиткой и т. д. устанавливается на профильную раму.
д. устанавливается на профильную раму.
Широкий спектр планировочных решений
Прямоугольник – максимально рациональная форма бескаркасного дома из сэндвич-панелей и его внутренних помещений. Это обеспечивает элегантный дизайн и максимальную функциональность помещений. Эффективность использования внутреннего пространства повышается за счет продуманных планировочных решений без коридоров.
При соблюдении рекомендаций по ширине пролетов между несущими стенами здание может быть практически любого размера. Концепция прямоугольных форм позволяет модульно комбинировать внутреннее пространство здания без ограничений по количеству и размеру помещений.
Типовые проекты домов из сэндвич-панелей
- Однокомнатный дом 20,1 кв.м.
- Однокомнатный дом 20,1 кв.м.
- Однокомнатный дом 20,1 кв. м.
 м.
м.- Однокомнатный дом 20,1 кв.м.
- 42,8 кв.м дом с двумя спальнями
- 42,8 кв.м дом с двумя спальнями
- 42,8 кв.м дом с двумя спальнями
- 42,8 кв.м дом с двумя спальнями
- 62 кв.м дом с двумя спальнями
- 62 кв.м дом с двумя спальнями
- 62 кв.м дом с двумя спальнями
- 62 кв.м дом с двумя спальнями
- 74,7 кв.м дом с двумя спальнями
- 74,7 кв.м дом с двумя спальнями
- 74,7 кв.м дом с двумя спальнями
- 74,7 кв.м дом с двумя спальнями
- 125,3 кв. м дом с 3 спальнями
- 125,3 кв. м дом с 3 спальнями
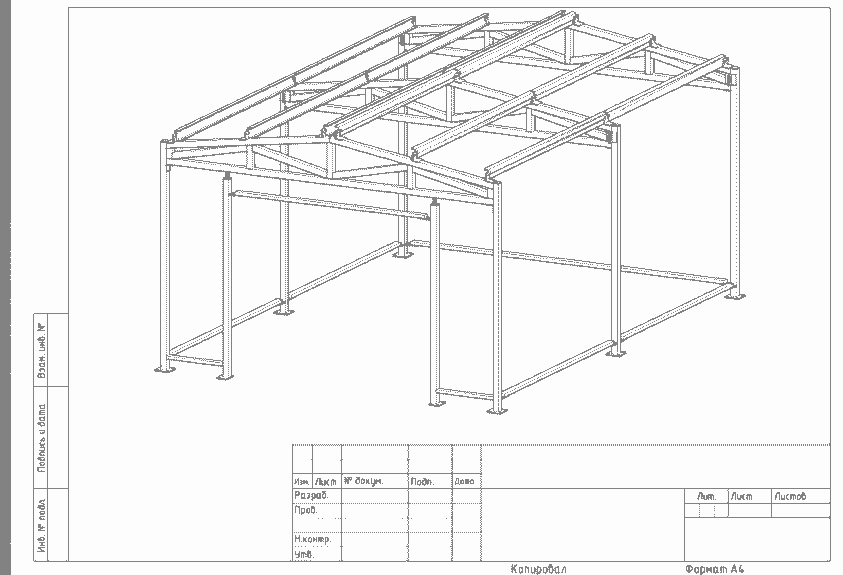 м дом с 3 спальнями
м дом с 3 спальнями- 125,3 кв. м дом с 3 спальнями
- 125,3 кв. м дом с 3 спальнями
Варианты расширения
Прямоугольная форма здания и простота узлов соединения сэндвич-панелей позволяют легко добавлять новые помещения в любом удобном месте по мере необходимости.
Мобильность
Все соединения конструкций здания механические, поэтому при необходимости здание можно разобрать, перенести в другое место и собрать заново из тех же частей.
Малый вес
Удельный вес конструкций дома составляет 100 кг/м 2 , при максимальном весе одного элемента до 80 кг. Это позволяет вручную собирать дом без кранов.
Всепогодная сборка
Все элементы здания поставляются в герметичной упаковке и могут храниться на открытой площадке. Монтаж конструкций не требует мокрых процессов, а значит, может производиться практически в любых погодных условиях.
Монтаж конструкций не требует мокрых процессов, а значит, может производиться практически в любых погодных условиях.
Монтаж в стесненных условиях
Компактные размеры элементов (максимальная длина до 4,5 м) позволяют хранить их внутри здания, а сами сэндвич-панели могут храниться в упаковке и штабелироваться. Минимальные требования к складской площади, а также отсутствие грузоподъемных механизмов на месте позволяют быстро и удобно производить монтаж на небольших площадях.
Конструктивные решения
Фундамент
Если здание из сэндвич-панелей используется как временное сооружение, его можно устанавливать на твердую ровную поверхность (асфальт или щебень) с водоотводом вдоль основания периметру, но без отдельного фундамента.
При строительстве капитальных зданий требуется устройство фундамента для повышения устойчивости и монтажа инженерных коммуникаций, а также для увеличения срока службы конструкций.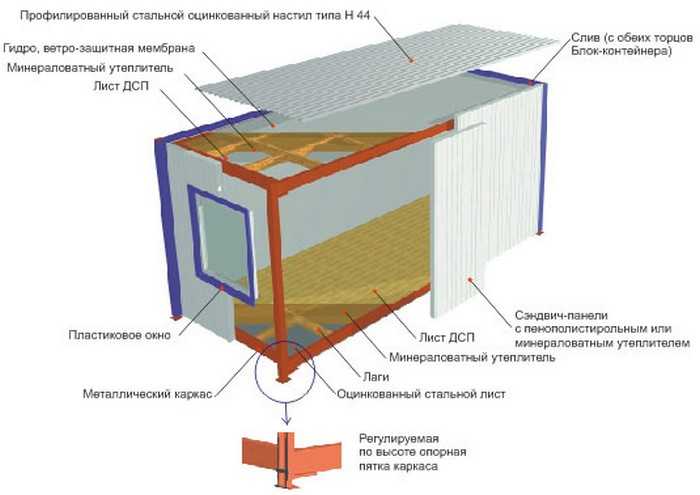 В зависимости от геологических условий основание может быть плитным (1), монолитным или блочным ленточным фундаментом (2), столбчатым (3) или свайным (4).
В зависимости от геологических условий основание может быть плитным (1), монолитным или блочным ленточным фундаментом (2), столбчатым (3) или свайным (4).
Пол
Для обеспечения замкнутого отопительного контура в качестве основания пола используются сэндвич-панели с наполнителем PIR толщиной 120-200 мм.
Готовый пол укладывается на основу из ОСП или шпона. В этом случае возможна врезка инженерных коммуникаций в конструкции перекрытий.
Стены и перегородки
Наружные стены дома и его внутренние перегородки построены из сэндвич-панелей с наполнителем PIR толщиной 120-200 мм, что обеспечивает хорошую звукоизоляцию на уровне 24 дБ. Стандартная высота потолков без внутренней отделки составляет 3 метра. Гипсокартонные конструкции можно применять в качестве ненесущих внутренних перегородок.
Стены из сэндвич-панелей имеют более высокие звукопропускающие экраны и поэтому могут ослаблять сигнал Wi-Fi и мобильной связи внутри помещений. Для улучшения работы беспроводной сети рекомендуется установить усилители Wi-Fi в нескольких комнатах или установить розетки для выхода в интернет. Наилучший уровень мобильной связи доступен возле окон.
Для улучшения работы беспроводной сети рекомендуется установить усилители Wi-Fi в нескольких комнатах или установить розетки для выхода в интернет. Наилучший уровень мобильной связи доступен возле окон.
На внутреннюю облицовку из сэндвич-панелей можно подвешивать технику, мебель, климатическое оборудование и т.п. весом до 50 кг/м2. В этом случае их следует крепить непосредственно к стальной облицовке с помощью винтов.
Подвесной санузел монтируется на отдельный каркас из гипсокартона, который крепится непосредственно к облицовке из сэндвич-панелей по всей длине облицовки и к ее боковым стенкам.
Также можно использовать магнитные или вакуумные крючки для подвешивания легких предметов домашнего обихода (полотенца, картины и т. д.).
Потолок и кровля
В зависимости от выбранного архитектурно-планировочного решения дом из сэндвич-панелей может иметь следующие типы кровли:
- Плоский, крытый кровельным материалом (шириной до 4 м)
- Односкатный, из сэндвич-панелей, покрытых рубероидом.
- Односкатный с фермами ЛСТК, покрытыми кровельными материалами.
- Двойной скат из сэндвич-панелей, покрытых рубероидом.
- Двухскатный с фермами из ЛСТК, покрытыми кровельными материалами.

Для наружной облицовки могут применяться любые материалы: металлочерепица, профнастил, битумная черепица, фальцевые и дизайнерские профили, мембраны и т.д.
Окна и двери
В бескаркасном доме, построенном из сэндвич-панелей, можно использовать любые виды металлических и пластиковых, алюминиевых, деревянных и др. окон и дверей.
Наиболее оптимальным решением является установка окон и входной двери шириной 1100 мм, кратной размеру сэндвич-панели. При этом окна могут иметь любую высоту в пределах высоты стены. Внутренние двери могут иметь любые размеры и устанавливаться в любом месте, независимо от раскладки сэндвич-панелей.
Отопление, вентиляция и кондиционирование
Конструкция дома из сэндвич-панелей очень герметична, влаго- и воздухонепроницаема; поэтому очень важно обеспечить правильную вентиляцию для создания комфортного микроклимата в помещении.
Оптимальное решение для планирования энергоэффективной вентиляции дома основано на принципе рекуперации. В чердачном помещении установлен приточно-вытяжной рекуператор, с воздуховодами для подачи и циркуляции воздуха.
Система кондиционирования воздуха в доме может быть локальной, с применением традиционных сплит-систем, наружные блоки которых крепятся непосредственно к наружной облицовке панелей, или многозональной, с отдельно стоящим наружным блоком .
Для отопления дома можно использовать практически все современные системы:
- Газ, с водяными радиаторами и теплым полом
- Электрические, с водяными радиаторами и теплым полом
- Электрический, с воздухом
- Системы солнечного отопления
- Тепловые насосы
Молниезащита
На металлических поверхностях здания возможно накопление статического электричества; соответственно, для безопасности здания из сэндвич-панелей рекомендуется установка системы молниезащиты.
Дом из сэндвич-панелей: где купить
Строительство дома из сэндвич-панелей требует глубоких знаний проектирования, изготовления конструкций и сборки; только опытный подрядчик должен быть нанят, чтобы построить этот тип здания.
Rauta является эксклюзивным поставщиком сэндвич-панелей Ruukki в Украину и имеет многолетний опыт реализации проектов различного назначения. Опыт специалистов компании, а также наличие разработанных типовых решений и всей необходимой сопроводительной документации позволяет организовать строительство домов из сэндвич-панелей с высоким уровнем качества и в кратчайшие сроки.
Rauta является эксклюзивным поставщиком сэндвич-панелей Ruukki в Украину и имеет многолетний опыт реализации проектов различного назначения. Опыт специалистов компании, а также наличие разработанных типовых решений и всей необходимой сопроводительной документации позволяет организовать строительство коттеджей из сэндвич-панелей качественно и в кратчайшие сроки.
Прикладные науки | Бесплатный полный текст
1. Введение
Ячеистые материалы, такие как соты, пенопласты с открытыми и закрытыми порами и полые металлические сферы, обладают превосходными характеристиками в качестве поглотителей энергии в экстремальных условиях, таких как взрыв и удар, благодаря их способности равномерно деформироваться в течение длинный ход при почти постоянной нагрузке [1]. Свойства таких материалов определяются топологией клеточной структуры и внутренними свойствами составляющих их материалов, где топология определяет, как составляющие материалы упаковываются в пространстве с образованием пористой структуры [2]. Полимерные пенопласты, т. е. полимерные материалы с относительной плотностью менее 0,3, особенно привлекательны в этом смысле благодаря своему малому весу в сочетании с превосходной энергопоглощающей способностью, изоляционными свойствами, простотой производства, низкой ценой и гибкостью конструкции. В настоящее время полимерные пены различных типов имеют множество применений, таких как защитные материалы во множестве компонентов аэрокосмической, морской и автомобильной промышленности (см. , например, [3]). Квазистатическое поведение пен достаточно хорошо известно и широко задокументировано, см., например, [2], в то время как поведение ячеистых материалов при динамическом сжатии было недавно описано в [4] и [5].
, например, [3]). Квазистатическое поведение пен достаточно хорошо известно и широко задокументировано, см., например, [2], в то время как поведение ячеистых материалов при динамическом сжатии было недавно описано в [4] и [5].
Сэндвич-панели, используемые в качестве защитных конструкций, традиционно состоят из двух листов (или обшивок), прикрепленных к ячеистому сердечнику. Идея состоит в том, что материал сердцевины будет поглощать энергию во время динамического события и, как следствие, уменьшать силы, передаваемые на окружающую конструкцию. Применение сэндвич-панелей обычно определяет выбор материала обшивки и сердцевины. Поскольку лист и сердцевина могут состоять из различных материалов, на протяжении многих лет проводились многочисленные исследования различных типов сэндвич-панелей в зависимости от варианта нагрузки. Недавно Reyes и Børvik [6] исследовали квазистатическое поведение сэндвич-панелей со стальной обшивкой и шестью различными наполнителями из вспененного полимера, в то время как те же панели были исследованы при низкоскоростной ударной нагрузке в [7]. Основной вывод из этих исследований заключался в том, что для минимизации веса и в то же время максимального поглощения энергии сэндвич-панели в качестве материала сердцевины следует использовать пенопласт низкой плотности. Было также обнаружено, что поглощение энергии и смещение задней обшивки зависят от диапазона скоростей, в дополнение к материалу и плотности заполнителя, поэтому не очевидно, какая комбинация различных переменных обеспечит наилучшую защиту в обоих квази- статическая и динамическая нагрузка.
Основной вывод из этих исследований заключался в том, что для минимизации веса и в то же время максимального поглощения энергии сэндвич-панели в качестве материала сердцевины следует использовать пенопласт низкой плотности. Было также обнаружено, что поглощение энергии и смещение задней обшивки зависят от диапазона скоростей, в дополнение к материалу и плотности заполнителя, поэтому не очевидно, какая комбинация различных переменных обеспечит наилучшую защиту в обоих квази- статическая и динамическая нагрузка.
В последние годы возрос интерес к использованию сэндвич-панелей с сердцевиной из вспененного полимера в качестве амортизаторов для защиты от взрывов. Большие усилия были приложены особенно к экспериментальным аспектам, но Флек и его коллеги представили ряд заметных работ по аналитическому и конечно-элементному моделированию многослойных конструкций, в основном многослойных балок, подвергаемых импульсным нагрузкам, см., например, [8, 9,10,11].
Шукла и др. [12] недавно опубликовали главу книги о композитных и многослойных конструкциях толстого сечения [13]. Здесь подведен итог их работы над сэндвич-панелями, нагруженными взрывом, выполненной за десятилетний период. Они изучили сэндвич-структуры с различными материалами обшивки и полимерной пены, включая заполнители с переменной плотностью, подвергающиеся воздействию ударной трубы и подводной взрывной нагрузки. Их результаты показывают, что сердечник с переменной плотностью предпочтительнее монолитного сердечника, и что ослабление взрывной нагрузки зависит от градации слоев и расположения сердечника. Установлено увеличение затухания нагрузки при увеличении числа слоев и при расположении слоев с увеличением плотности [14]. Реакция сэндвич-панелей с наполнителями из термопластичного полиуретана и алюминиевыми лицевыми листами на взрывную нагрузку была исследована как экспериментально, так и численно Jamil et al. [15]. Они заметили, что сердечники могут выдерживать высокие взрывные нагрузки, а добавление алюминиевой обшивки обеспечивает дополнительную устойчивость к импульсным нагрузкам. Кроме того, увеличение толщины сердечника еще больше повысило производительность.
Здесь подведен итог их работы над сэндвич-панелями, нагруженными взрывом, выполненной за десятилетний период. Они изучили сэндвич-структуры с различными материалами обшивки и полимерной пены, включая заполнители с переменной плотностью, подвергающиеся воздействию ударной трубы и подводной взрывной нагрузки. Их результаты показывают, что сердечник с переменной плотностью предпочтительнее монолитного сердечника, и что ослабление взрывной нагрузки зависит от градации слоев и расположения сердечника. Установлено увеличение затухания нагрузки при увеличении числа слоев и при расположении слоев с увеличением плотности [14]. Реакция сэндвич-панелей с наполнителями из термопластичного полиуретана и алюминиевыми лицевыми листами на взрывную нагрузку была исследована как экспериментально, так и численно Jamil et al. [15]. Они заметили, что сердечники могут выдерживать высокие взрывные нагрузки, а добавление алюминиевой обшивки обеспечивает дополнительную устойчивость к импульсным нагрузкам. Кроме того, увеличение толщины сердечника еще больше повысило производительность. Чен и др. [16] изучали ударную нагрузку на конструкционные панели со стальной обшивкой и сердцевиной из пенополистирола. Они утверждали, что ни увеличение плотности сердечника, ни увеличение толщины сердечника заметно не улучшали взрывостойкость. Чжан и др. [17] исследовали поведение гофрированных сэндвич-панелей с наполнителем из вспененного полимера. Было обнаружено, что заполнение пеной может повысить взрывостойкость панели, но уровень улучшения сильно зависит от стратегии заполнения. Другой тип жертвенной облицовки с усеченными квадратными пирамидами с открытым верхом, заполненным пеной, был исследован Li et al. [18]. Они узнали, что при квазистатических испытаниях сопротивление раздавливанию увеличивается при использовании вспененного наполнителя. Выводы были несколько более сложными для взрывной нагрузки, так как заполнение пеной ослабляло реакцию на более высокие взрывные нагрузки и буквально не влияло на более низкие взрывные нагрузки. Точно так же Fahr et al. [19] исследовали влияние заполнения пеной гофрированных многослойных стальных конструкций.
Чен и др. [16] изучали ударную нагрузку на конструкционные панели со стальной обшивкой и сердцевиной из пенополистирола. Они утверждали, что ни увеличение плотности сердечника, ни увеличение толщины сердечника заметно не улучшали взрывостойкость. Чжан и др. [17] исследовали поведение гофрированных сэндвич-панелей с наполнителем из вспененного полимера. Было обнаружено, что заполнение пеной может повысить взрывостойкость панели, но уровень улучшения сильно зависит от стратегии заполнения. Другой тип жертвенной облицовки с усеченными квадратными пирамидами с открытым верхом, заполненным пеной, был исследован Li et al. [18]. Они узнали, что при квазистатических испытаниях сопротивление раздавливанию увеличивается при использовании вспененного наполнителя. Выводы были несколько более сложными для взрывной нагрузки, так как заполнение пеной ослабляло реакцию на более высокие взрывные нагрузки и буквально не влияло на более низкие взрывные нагрузки. Точно так же Fahr et al. [19] исследовали влияние заполнения пеной гофрированных многослойных стальных конструкций.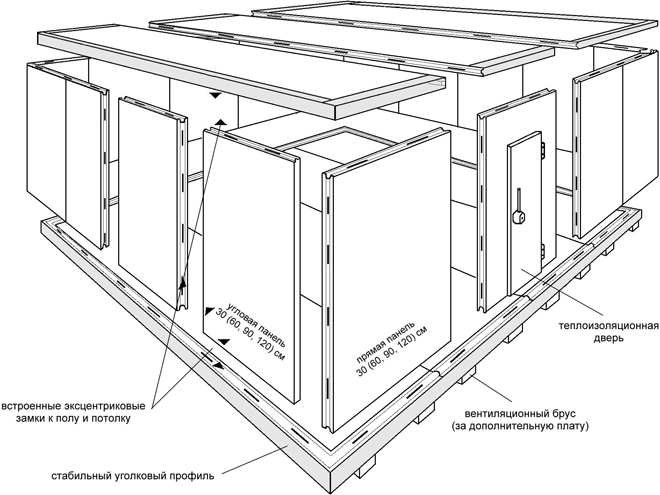 В качестве наполнителя они использовали синтактическую пену и испытали воздействие температуры до 900 °C. Наполненные пеной гофрированные панели продемонстрировали лучшую защиту от взрыва по сравнению с панелями без наполнителя при комнатной температуре, в то время как повышенная температура вызвала больший прогиб задней поверхности и некоторое разделение сердцевины. Kelly et al. [20] и Rolfe et al. [21]. На основании экспериментальных результатов был сделан вывод о том, что градация плотности сердцевины уменьшает распространение трещин по толщине и повреждение в слоях пенопласта с более высокой плотностью. Йе и др. [22] смоделировали взрывную нагрузку, выстрелив снарядом из пеноалюминия по многослойным конструкциям с алюминиевой обшивкой и сердцевиной из ПВХ, и оценили различные плотности пены и толщины сердцевины с точки зрения эффективности поглощения энергии. Было замечено, что пенопластовые заполнители низкой плотности с большой толщиной обладают отличными способностями к поглощению энергии, но также тонкие заполнители с высокой плотностью могут быть эффективными при воздействии интенсивных импульсов.
В качестве наполнителя они использовали синтактическую пену и испытали воздействие температуры до 900 °C. Наполненные пеной гофрированные панели продемонстрировали лучшую защиту от взрыва по сравнению с панелями без наполнителя при комнатной температуре, в то время как повышенная температура вызвала больший прогиб задней поверхности и некоторое разделение сердцевины. Kelly et al. [20] и Rolfe et al. [21]. На основании экспериментальных результатов был сделан вывод о том, что градация плотности сердцевины уменьшает распространение трещин по толщине и повреждение в слоях пенопласта с более высокой плотностью. Йе и др. [22] смоделировали взрывную нагрузку, выстрелив снарядом из пеноалюминия по многослойным конструкциям с алюминиевой обшивкой и сердцевиной из ПВХ, и оценили различные плотности пены и толщины сердцевины с точки зрения эффективности поглощения энергии. Было замечено, что пенопластовые заполнители низкой плотности с большой толщиной обладают отличными способностями к поглощению энергии, но также тонкие заполнители с высокой плотностью могут быть эффективными при воздействии интенсивных импульсов. Было обнаружено, что оптимальная градация керна обеспечивает благоприятное смягчение последствий взрыва, когда Zhou et al. [23] исследовали характеристики сэндвич-панелей с металлическим покрытием и градуированным и неградуированным наполнителем из вспененного ПВХ при взрывной нагрузке. Панельная система с сердцевиной низкой плотности (большой толщины) оказалась благоприятной для смягчения деформации тыльной поверхности и растрескивания сердцевины, и была найдена оптимальная градация плотностей для данных задач. Однако оптимальная градация сердечника с точки зрения деформации лицевого листа и разрушения сердечника из-за растрескивания привела к риску разрушения сердечника из-за расслоения. Для сэндвич-панелей, подвергшихся взрывной нагрузке, Sun et al. [24]. Они пришли к выводу, что взрывостойкость сэндвич-панелей с положительным градиентом плотности сердцевины, т. е. с линейным уменьшением плотности сердцевины в зависимости от направления взрыва, была выше, чем у сэндвич-панелей с равномерным или отрицательным градиентом плотности сердцевины.
Было обнаружено, что оптимальная градация керна обеспечивает благоприятное смягчение последствий взрыва, когда Zhou et al. [23] исследовали характеристики сэндвич-панелей с металлическим покрытием и градуированным и неградуированным наполнителем из вспененного ПВХ при взрывной нагрузке. Панельная система с сердцевиной низкой плотности (большой толщины) оказалась благоприятной для смягчения деформации тыльной поверхности и растрескивания сердцевины, и была найдена оптимальная градация плотностей для данных задач. Однако оптимальная градация сердечника с точки зрения деформации лицевого листа и разрушения сердечника из-за растрескивания привела к риску разрушения сердечника из-за расслоения. Для сэндвич-панелей, подвергшихся взрывной нагрузке, Sun et al. [24]. Они пришли к выводу, что взрывостойкость сэндвич-панелей с положительным градиентом плотности сердцевины, т. е. с линейным уменьшением плотности сердцевины в зависимости от направления взрыва, была выше, чем у сэндвич-панелей с равномерным или отрицательным градиентом плотности сердцевины. Эти и аналогичные результаты показывают, что оптимизировать такие компоненты экспериментально непросто, и что для достижения прогресса требуется оптимизация конструкции на основе моделирования. Алгоритм гибридной эволюционной оптимизации сэндвич-панелей для максимального смягчения последствий взрыва был недавно предложен Karen et al. [25].
Эти и аналогичные результаты показывают, что оптимизировать такие компоненты экспериментально непросто, и что для достижения прогресса требуется оптимизация конструкции на основе моделирования. Алгоритм гибридной эволюционной оптимизации сэндвич-панелей для максимального смягчения последствий взрыва был недавно предложен Karen et al. [25].
В этом исследовании динамическая реакция сэндвич-панелей, подвергнутых ударной нагрузке, была исследована как экспериментально, так и численно. Основная цель этой работы состоит в том, чтобы предоставить высокоточные экспериментальные данные в сочетании с проверенной стратегией численного моделирования, которые впоследствии могут быть использованы для оптимизации сэндвич-панелей, подвергающихся взрывной нагрузке, на основе моделирования. В экспериментальных испытаниях взрывная нагрузка создавалась с помощью установки ударной трубы, где можно было точно контролировать интенсивность взрыва и постоянно повторять ее [26]. Экспериментальная установка также способствует надежным измерениям отклика тестируемых компонентов на месте. Сэндвич-панели с алюминиевой обшивкой толщиной 0,8 мм и наполнителем из вспененного полимера толщиной 50 мм подвергались воздействию взрывной нагрузки различной интенсивности. Основной материал сэндвич-панелей состоял из экструдированного полистирола (XPS) трех различных плотностей, т. е. 33, 37 и 50 кг/м 9 .0146 3 . Квазистатические сжимающие свойства сердцевин из полимерной пены подробно охарактеризованы в предыдущей работе [6], в то время как в настоящем исследовании были проведены низкоскоростные ударные испытания образцов пены XPS, которые использовались для проверки и калибровки вязкопластического удлинения модель разрушаемой пены Дешпанде-Флека, реализованная как подпрограмма пользовательского материала в LS-DYNA (R10.0, Livermore Software Technology (LST), Ливермор, Калифорния, США, 2018 г.) [27]. Обшивка сэндвич-панелей была изготовлена из алюминиевого сплава АА1050-х24, и их механические свойства были охарактеризованы серией испытаний на одноосное растяжение. Экспериментальные результаты показали значительное увеличение снижения взрывной нагрузки для сэндвич-панелей по сравнению с одной обшивкой, и было обнаружено, что деформация задней обшивки сэндвич-панелей коррелирует с плотностью пены.
Сэндвич-панели с алюминиевой обшивкой толщиной 0,8 мм и наполнителем из вспененного полимера толщиной 50 мм подвергались воздействию взрывной нагрузки различной интенсивности. Основной материал сэндвич-панелей состоял из экструдированного полистирола (XPS) трех различных плотностей, т. е. 33, 37 и 50 кг/м 9 .0146 3 . Квазистатические сжимающие свойства сердцевин из полимерной пены подробно охарактеризованы в предыдущей работе [6], в то время как в настоящем исследовании были проведены низкоскоростные ударные испытания образцов пены XPS, которые использовались для проверки и калибровки вязкопластического удлинения модель разрушаемой пены Дешпанде-Флека, реализованная как подпрограмма пользовательского материала в LS-DYNA (R10.0, Livermore Software Technology (LST), Ливермор, Калифорния, США, 2018 г.) [27]. Обшивка сэндвич-панелей была изготовлена из алюминиевого сплава АА1050-х24, и их механические свойства были охарактеризованы серией испытаний на одноосное растяжение. Экспериментальные результаты показали значительное увеличение снижения взрывной нагрузки для сэндвич-панелей по сравнению с одной обшивкой, и было обнаружено, что деформация задней обшивки сэндвич-панелей коррелирует с плотностью пены. Численные модели испытаний ударной трубы были созданы с использованием LS-DYNA, включающей новую вязкопластичную формулу вспененного материала, и был проведен ряд симуляций методом конечных элементов. Численные модели уловили основные тенденции, наблюдаемые в ходе экспериментальных испытаний, и в целом было получено хорошее соответствие между экспериментальными и прогнозируемыми откликами.
Численные модели испытаний ударной трубы были созданы с использованием LS-DYNA, включающей новую вязкопластичную формулу вспененного материала, и был проведен ряд симуляций методом конечных элементов. Численные модели уловили основные тенденции, наблюдаемые в ходе экспериментальных испытаний, и в целом было получено хорошее соответствие между экспериментальными и прогнозируемыми откликами.
2. Материалы
2.1. Алюминиевая обшивка
Обшивка сэндвич-панелей изготовлена из низкопрочных, деформационно-упрочненных и холоднокатаных алюминиевых листов толщиной 0,8 мм из сплава EN AW 1050A-h24 производства Norsk Hydro ASA. Этот сплав считается технически чистым и в первую очередь предназначен для штамповки деформируемых изделий. Номинальные предел текучести и предел прочности, указанные производителем, составляют 100 МПа и 116 МПа соответственно, а химический состав сплава приведен в табл. 1.
Плиты размером 625 мм × 625 мм получены от производителя. Образцы собачьей кости с расчетной длиной 70 мм, шириной 12,5 мм и толщиной 0,8 мм вырезали из одной из пластин, ориентированных под углами 0°, 45° и 90° относительно направления прокатки материала. Эскиз геометрии образца можно найти в [28]. Были проведены три испытания в каждой ориентации, что дало в общей сложности девять испытаний на растяжение. Перед испытанием измеряли ширину и толщину по всей длине образцов. Испытания на растяжение проводились на Instron 59.Универсальная испытательная машина 85 (Инстрон, Норвуд, Массачусетс, США) с тензодатчиком 250 кН при начальной номинальной скорости деформации 5 × 10 -4 с -1 . Сила регистрировалась тензодатчиком, а цифровая камера, ориентированная перпендикулярно образцу, делала снимки с частотой 1 Гц. Перед испытанием образцы были окрашены крапинками, чтобы обеспечить корреляцию двумерных цифровых изображений (2D-DIC) для отслеживания смещений по измерительной площади. Затем инженерные деформации были рассчитаны с помощью виртуального экстензометра с начальной длиной 50 мм с использованием собственного DIC-кода eCorr (v4.
Образцы собачьей кости с расчетной длиной 70 мм, шириной 12,5 мм и толщиной 0,8 мм вырезали из одной из пластин, ориентированных под углами 0°, 45° и 90° относительно направления прокатки материала. Эскиз геометрии образца можно найти в [28]. Были проведены три испытания в каждой ориентации, что дало в общей сложности девять испытаний на растяжение. Перед испытанием измеряли ширину и толщину по всей длине образцов. Испытания на растяжение проводились на Instron 59.Универсальная испытательная машина 85 (Инстрон, Норвуд, Массачусетс, США) с тензодатчиком 250 кН при начальной номинальной скорости деформации 5 × 10 -4 с -1 . Сила регистрировалась тензодатчиком, а цифровая камера, ориентированная перпендикулярно образцу, делала снимки с частотой 1 Гц. Перед испытанием образцы были окрашены крапинками, чтобы обеспечить корреляцию двумерных цифровых изображений (2D-DIC) для отслеживания смещений по измерительной площади. Затем инженерные деформации были рассчитаны с помощью виртуального экстензометра с начальной длиной 50 мм с использованием собственного DIC-кода eCorr (v4. 0, NTNU, Тронхейм, Норвегия) [29].].
0, NTNU, Тронхейм, Норвегия) [29].].
Инженерные кривые напряжение-деформация до разрушения, полученные в результате испытаний на растяжение в различных ориентациях материала, показаны на рис. 1а. Наблюдается небольшая анизотропия напряжения течения между испытаниями в направлении прокатки (0°) и испытаниями под углом 45° и 90° к направлению прокатки. Испытания под углом имеют увеличение напряжения течения примерно на 5 % по сравнению с испытаниями в направлении прокатки листа. Относительное удлинение до разрыва варьируется в зависимости от ориентации образца и более стабильно при 45° и 9°.0°, чем в направлении 0°. Гриттен и др. В работе [30] показано, что анизотропия тонких пластин из алюминиевого сплава АА5083-х216 не влияет на отклик при испытаниях на низкоскоростной удар. На основании подобных результатов был выбран репрезентативный тест в направлении 0°, который использовался для калибровки основного соотношения и критерия отказа, применяемых в численных моделях. Подробная информация о процессе калибровки и полученных параметрах материала представлена в разделе 4. 2.1.
2.1.
2.2. Пенопластовые наполнители
Пенопластовые наполнители сэндвич-панелей были изготовлены из плит экструдированного полистирола (ЭПС) номинальной толщиной 50 мм производства Sundolitt [31]. XPS представляет собой полимерную пену с закрытыми порами, изготовленную путем экструзионного вспенивания мономера стирола. Пены с тремя номинальными плотностями, а именно 30, 35 и 45 кг/м 3 , применялись в качестве основного материала в этом исследовании. Производитель обозначает XPS номинальным напряжением плато пены в кПа, поэтому три рассматриваемые здесь плотности называются XPS-250, XPS-400 и XPS-700. Квазистатические сжимающие свойства тех же пенопластов XPS, которые использовались в этом исследовании, были подробно исследованы Рейесом и Борвиком [6, 7], и некоторые из этих результатов повторяются ниже для полноты картины. В этой работе чувствительность пен XPS к скорости деформации была дополнительно исследована с помощью серии испытаний на низкоскоростное ударное воздействие на кубические образцы.
2.2.1. Испытания на одноосное сжатие
Поведение материала пенопластов XPS при одноосном сжатии исследовали путем испытания кубов размером 50 мм × 50 мм × 50 мм на универсальной испытательной машине Instron 5985 (Instron, Норвуд, Массачусетс, США). Реакция на сжатие была выявлена в ходе двух серий испытаний. В серии 1 исследовали анизотропию пен, нагружая кубы в направлении толщины (нормальном) (ND), продольном направлении (LD) и поперечном направлении (TD) экструдированных плит. В этих испытаниях скорость траверсы испытательной машины была установлена на 3,0 мм/мин, что соответствует начальной скорости деформации 1 × 10 -3 с -1 . В серии 2 чувствительность пен к скорости деформации была исследована с помощью ходовых испытаний на образцах в ND с повышенной скоростью траверсы 30 мм/мин и 300 мм/мин соответственно, что соответствует начальной скорости деформации 1 × 10 − 2 с -1 и 1 × 10 -1 с -1 . Полная матрица испытаний и номинальные параметры материала приведены в [7].
Полная матрица испытаний и номинальные параметры материала приведены в [7].
Перед тестированием каждому образцу был присвоен идентификационный номер, после чего он был тщательно измерен и взвешен. Эти измерения были использованы для определения плотности образцов, см. Таблицу 2. Отображаемая поверхность образца была окрашена крапинками, чтобы можно было использовать 2D-DIC для измерения деформации сжатия. Во время испытаний образцы сжимали между двумя пластинами из закаленной стали. Калиброванный тензодатчик на 100 кН регистрировал нагрузку, а цифровая камера использовалась для фотографирования одной стороны образцов с частотой 1 Гц. Для извлечения полей смещения и деформации из полученных изображений использовалось программное обеспечение eCorr, разработанное компанией DIC.
Все образцы продемонстрировали типичное поведение пены с закрытыми порами, состоящее из области линейной упругости, за которой следует область плато, охватывающая широкий диапазон деформации, заканчивающаяся областью уплотнения, где напряжения быстро возрастают в узком диапазоне деформации [6].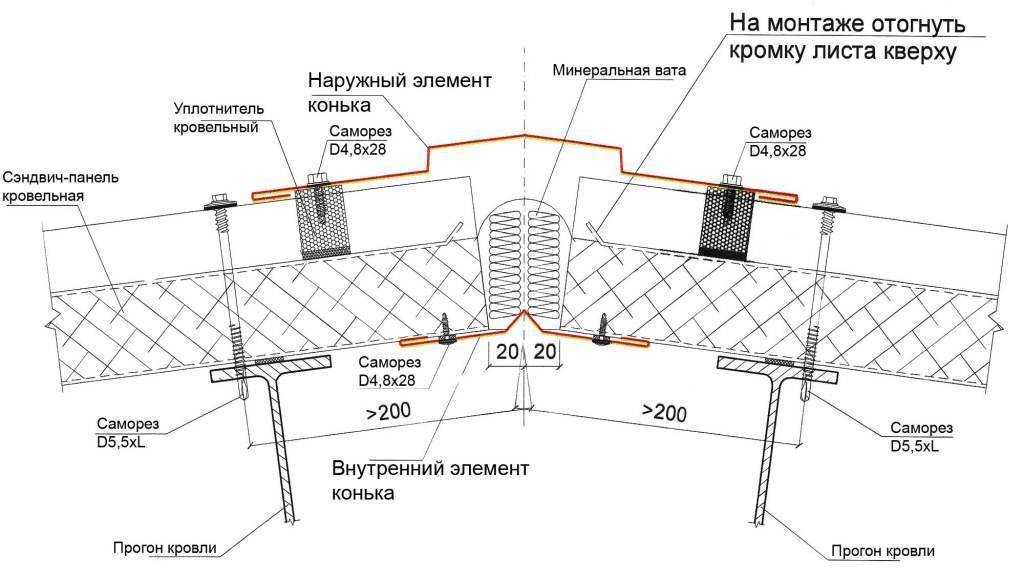 Наблюдалось небольшое анизотропное поведение пен, где реакция в LD и TD была одинаковой, в то время как для испытаний в ND наблюдались несколько более высокие напряжения плато и более низкие деформации уплотнения. Для большинства технических целей три пенопласта XPS можно считать изотропными. В таблице 2 приведены средняя плотность ρ, стандартное отклонение SD, модуль упругости E, предел текучести σy, напряжение плато σp и деформация уплотнения εD по результатам испытаний на сжатие в ND при скорости деформации 1 × 10 −3 с −1 [6]. Эти результаты показывают, что модуль упругости, предел текучести и напряжение плато заметно увеличиваются с увеличением плотности пены, что согласуется с ожидаемым поведением для пен с закрытыми порами [2]. Кроме того, деформация уплотнения была сопоставима для различных плотностей. Пена всех трех плотностей показала одинаковый уровень деформационного упрочнения.
Наблюдалось небольшое анизотропное поведение пен, где реакция в LD и TD была одинаковой, в то время как для испытаний в ND наблюдались несколько более высокие напряжения плато и более низкие деформации уплотнения. Для большинства технических целей три пенопласта XPS можно считать изотропными. В таблице 2 приведены средняя плотность ρ, стандартное отклонение SD, модуль упругости E, предел текучести σy, напряжение плато σp и деформация уплотнения εD по результатам испытаний на сжатие в ND при скорости деформации 1 × 10 −3 с −1 [6]. Эти результаты показывают, что модуль упругости, предел текучести и напряжение плато заметно увеличиваются с увеличением плотности пены, что согласуется с ожидаемым поведением для пен с закрытыми порами [2]. Кроме того, деформация уплотнения была сопоставима для различных плотностей. Пена всех трех плотностей показала одинаковый уровень деформационного упрочнения.
На рис. 2а показаны истинные кривые напряжения-деформации для трех плотностей ND при различных скоростях деформации. Поскольку разброс был низким, для удобочитаемости показан только репрезентативный тест для каждой плотности и скорости деформации. Очевидное увеличение текучести и напряжения плато было обнаружено с увеличением скорости деформации, в то время как деформация при уплотнении в основном не зависела от скорости деформации. Результаты репрезентативных испытаний позже будут использованы для калибровки зависящей от скорости модификации конститутивной модели Дешпанде-Флека для разрушаемых пен (см. раздел 4.2).
Поскольку разброс был низким, для удобочитаемости показан только репрезентативный тест для каждой плотности и скорости деформации. Очевидное увеличение текучести и напряжения плато было обнаружено с увеличением скорости деформации, в то время как деформация при уплотнении в основном не зависела от скорости деформации. Результаты репрезентативных испытаний позже будут использованы для калибровки зависящей от скорости модификации конститутивной модели Дешпанде-Флека для разрушаемых пен (см. раздел 4.2).
Основываясь на анализе DIC, Reyes и Børvik [6] показали, что пены XPS, использованные в этом исследовании, имеют четкую локализацию деформации во время сжатия. Когда образцы были сжаты, деформации сначала локализовались в полосе в середине образцов XPS-250 и XPS-400, прежде чем полоса распространилась к верхней и нижней поверхностям. Локализация деформации в XPS-700 была аналогичной, но имела место в двух полосах ближе к поверхности. Эта локализация способствовала исследованию распределения плотности поперек нормального направления испытуемых образцов. Кубики пенопласта были разрезаны на пять частей с номинальными размерами 10 мм × 50 мм × 50 мм, прежде чем они были тщательно измерены и взвешены для определения плотности. На рис. 2b показано результирующее изменение плотности по толщине пенопласта. Пены XPS-250 и XPS-400 демонстрируют значительное уменьшение плотности в центре образца, в то время как XPS-700 имеет несколько меньшее изменение плотности. Эти измеренные распределения плотности применялись в численном моделировании трех плотностей пены, см. раздел 4.2. Следует отметить, что применяемый здесь метод измерения изменения плотности по толщине образцов пенопласта не идеален для получения точных результатов. Более точный результат можно получить, визуализируя пены с помощью рентгеновской компьютерной томографии (КТ) таким же образом, как Vestrum et al. [32]. Поэтому в этом исследовании также была предпринята попытка сканировать пены с помощью КТ, но плотности были слишком низкими, чтобы получить пригодные для использования результаты с примененной установкой визуализации.
Кубики пенопласта были разрезаны на пять частей с номинальными размерами 10 мм × 50 мм × 50 мм, прежде чем они были тщательно измерены и взвешены для определения плотности. На рис. 2b показано результирующее изменение плотности по толщине пенопласта. Пены XPS-250 и XPS-400 демонстрируют значительное уменьшение плотности в центре образца, в то время как XPS-700 имеет несколько меньшее изменение плотности. Эти измеренные распределения плотности применялись в численном моделировании трех плотностей пены, см. раздел 4.2. Следует отметить, что применяемый здесь метод измерения изменения плотности по толщине образцов пенопласта не идеален для получения точных результатов. Более точный результат можно получить, визуализируя пены с помощью рентгеновской компьютерной томографии (КТ) таким же образом, как Vestrum et al. [32]. Поэтому в этом исследовании также была предпринята попытка сканировать пены с помощью КТ, но плотности были слишком низкими, чтобы получить пригодные для использования результаты с примененной установкой визуализации.
2.2.2. Испытания на удар с низкой скоростью
Реакция на сжатие трех пен XPS при повышенных скоростях деформации была исследована путем проведения испытаний на удар с низкой скоростью в системе градирни Instron CEAST 9350 (Instron, Норвуд, Массачусетс, США) с использованием кубов размером 50 мм × 50 мм × 50 мм в качестве образцов. Испытательная установка была аналогична той, что использовалась Рейесом и Борвиком [7], с некоторыми незначительными изменениями, учитывающими геометрию испытательного образца. Здесь конический стальной наконечник с максимальным диаметром 80 мм был прикреплен к ударнику с инструментами для создания жесткой плоской ударной поверхности. Была проведена серия из пяти испытаний для каждой из трех плотностей пены при скоростях удара в диапазоне от 2,6 до 6 м/с. Общая ударная масса составила 5,339 г.кг во всех тестах. Сила удара измерялась калиброванным тензодатчиком, расположенным на расстоянии 220 мм от носовой части ударника.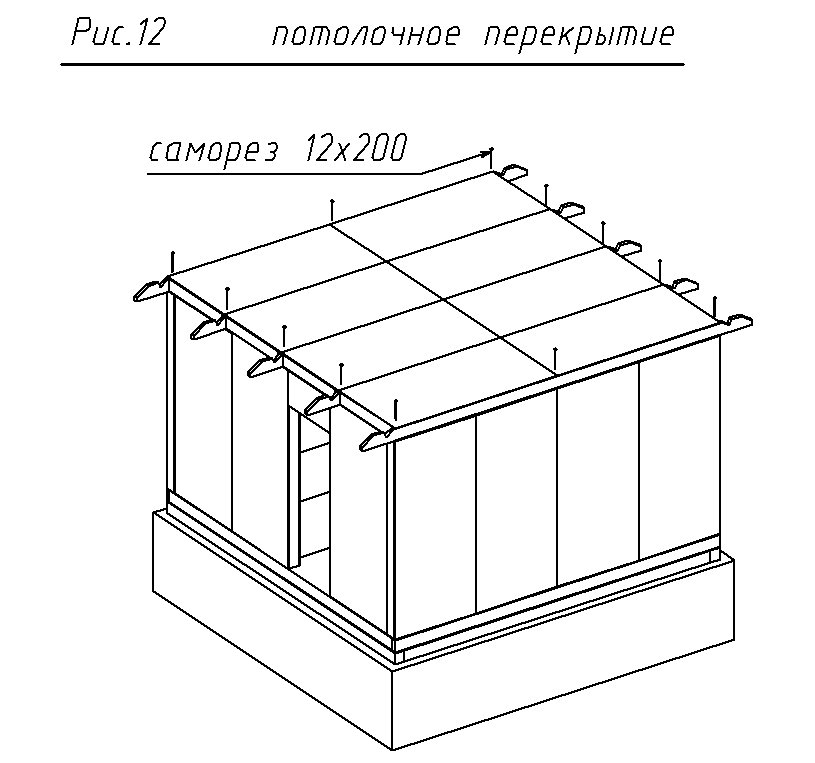 Поскольку тензодатчик не расположен на конце бойка, зарегистрированная сила не равна контактной силе между носовой частью ударника и испытуемым образцом. На основе динамического равновесия фактическая сила удара (F) была найдена из зарегистрированной силы (P) в соответствии с уравнением (1) с учетом массы m1 над датчиком нагрузки и массы m2 под ним [7].
Поскольку тензодатчик не расположен на конце бойка, зарегистрированная сила не равна контактной силе между носовой частью ударника и испытуемым образцом. На основе динамического равновесия фактическая сила удара (F) была найдена из зарегистрированной силы (P) в соответствии с уравнением (1) с учетом массы m1 над датчиком нагрузки и массы m2 под ним [7].
Высокоскоростная камера Phantom v2511 (Vision Research Inc., Wayne, NJ, USA), расположенная перпендикулярно одной стороне образца, регистрировала деформации при ударе на частоте 33 кГц. Перед испытаниями отображаемая поверхность образцов была окрашена спекл-рисунком, чтобы можно было использовать 2D-DIC для измерения деформации поверхности во время удара. Каждый образец был тщательно измерен и взвешен перед испытанием, и было установлено, что плотность всех образцов находится в пределах стандартного отклонения, указанного в таблице 2.
На рис. 3а показаны нефильтрованные кривые силы-перемещения для образцов XPS-250, подвергнутых удару со скоростью от 3 до 6 м/с.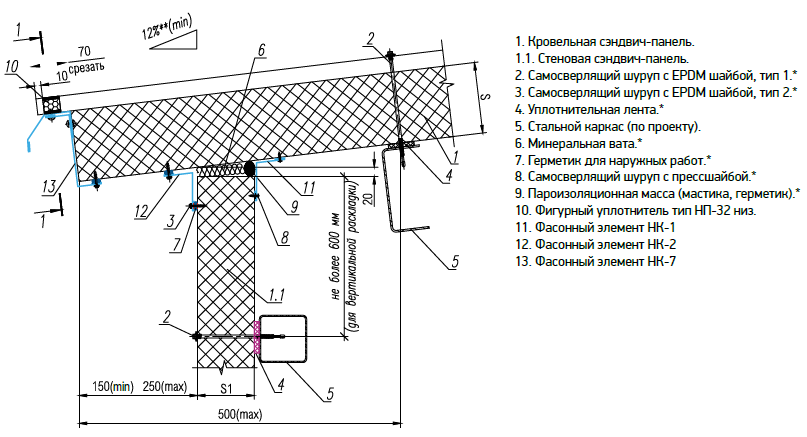 В этом диапазоне скоростей разница в текучести и напряжении плато незначительна при увеличении скорости удара. Однако пиковая сила увеличивается с начальной скоростью из-за увеличения кинетической энергии. Аналогичные серии испытаний были проведены для XPS-400 и XPS-700. Эти результаты для краткости опущены, поскольку они показали те же тенденции, что и для XPS-250, т. е. отсутствие заметного увеличения предела текучести и напряжения плато в выбранном диапазоне скоростей. Как и ожидалось, степень сжатия образцов уменьшалась с увеличением плотности. На рис. 3b показано сравнение кривых сила-перемещение для XPS-250, XPS-400 и XPS-700 при ударе с начальной скоростью 5 м/с.
В этом диапазоне скоростей разница в текучести и напряжении плато незначительна при увеличении скорости удара. Однако пиковая сила увеличивается с начальной скоростью из-за увеличения кинетической энергии. Аналогичные серии испытаний были проведены для XPS-400 и XPS-700. Эти результаты для краткости опущены, поскольку они показали те же тенденции, что и для XPS-250, т. е. отсутствие заметного увеличения предела текучести и напряжения плато в выбранном диапазоне скоростей. Как и ожидалось, степень сжатия образцов уменьшалась с увеличением плотности. На рис. 3b показано сравнение кривых сила-перемещение для XPS-250, XPS-400 и XPS-700 при ударе с начальной скоростью 5 м/с.
Сравнение кривых Коши напряжение-логарифмическая деформация, полученных в результате квазистатических испытаний и испытаний на удар, показано на рисунке 4. Для всех образцов общие деформации были рассчитаны на основе относительного смещения верхней и нижней точек контакта между образцом и испытательный стенд. Напряжения были рассчитаны в предположении пренебрежимо малого пластического коэффициента Пуассона для пены.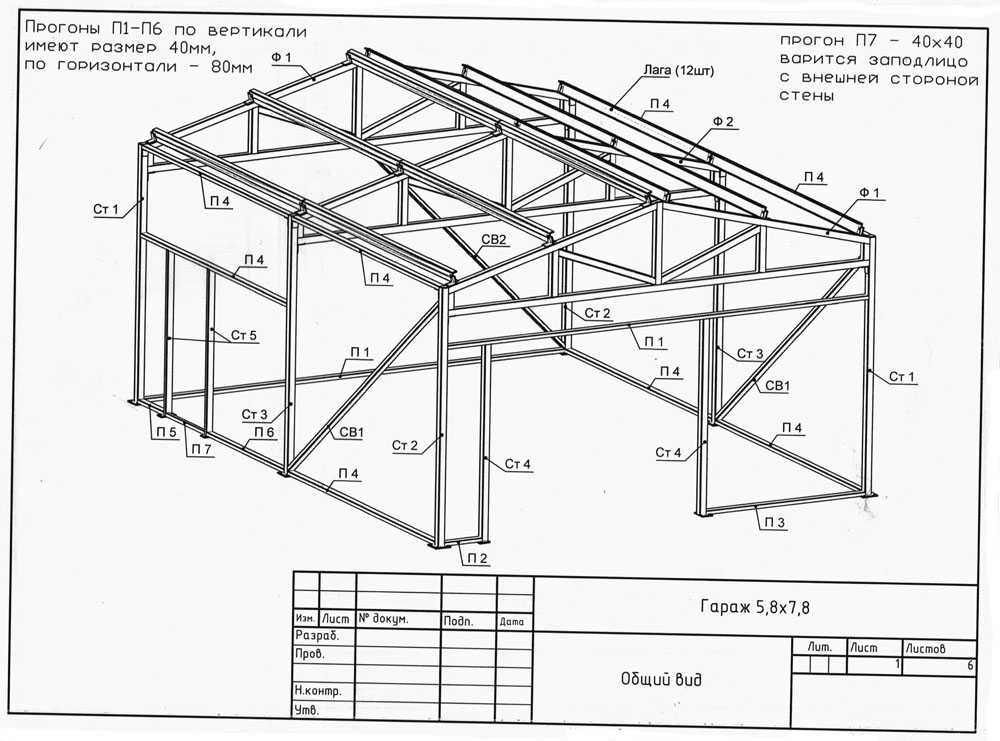 Обратите внимание, что скорость деформации в ударных испытаниях не является постоянной, а уменьшается по мере сжатия образцов, поскольку ударный элемент замедляется в направлении максимального смещения. Таким образом, скорости деформации, указанные на рисунке 4, основаны на скорости ударного элемента при контакте с образцами пенопласта. Чувствительность к скорости деформации для XPS-250, по-видимому, меньше, чем чувствительность к скорости деформации для двух других пен на этом графике, и причина этого результата неясна и требует дальнейших исследований.
Обратите внимание, что скорость деформации в ударных испытаниях не является постоянной, а уменьшается по мере сжатия образцов, поскольку ударный элемент замедляется в направлении максимального смещения. Таким образом, скорости деформации, указанные на рисунке 4, основаны на скорости ударного элемента при контакте с образцами пенопласта. Чувствительность к скорости деформации для XPS-250, по-видимому, меньше, чем чувствительность к скорости деформации для двух других пен на этом графике, и причина этого результата неясна и требует дальнейших исследований.
3. Испытания компонентов
3.1. Экспериментальная установка
Взрывные испытания сэндвич-компонентов проводились на установке ударных труб SIMLab (SSTF) в Норвежском университете науки и технологий (NTNU). Подробное описание SSTF дано Aune et al. [26], а на рис. 5 показан схематический вид ударной трубы. Он состоит из камеры высокого давления (ведущая), отделенной от камеры низкого давления (ведомой) длиной 16,10 м топочной секцией. В этом исследовании испытуемый образец помещается в конце приводной секции справа на рис. 5. Для изменения объема приводной части с шагом 0,25 м используются алюминиевые вставки. Для этих испытаний длина драйвера составляла 0,77 м. Запальная часть состоит из нескольких независимых камер, разделенных диафрагмами. Это разделение обеспечивает ступенчатый градиент давления между приводом высокого давления и приводом низкого давления (при атмосферном давлении в этих испытаниях). Давление в драйвере сбрасывается за счет контролируемого сброса воздуха из секции зажигания, что приводит к последовательному разрыву диафрагм. При сохранении длины приводной секции короткой по сравнению с ведомой секцией результирующая волна давления после выстрела принимает форму, аналогичную той, которая получается при взрыве воздушной ударной волны в свободном поле [26].
В этом исследовании испытуемый образец помещается в конце приводной секции справа на рис. 5. Для изменения объема приводной части с шагом 0,25 м используются алюминиевые вставки. Для этих испытаний длина драйвера составляла 0,77 м. Запальная часть состоит из нескольких независимых камер, разделенных диафрагмами. Это разделение обеспечивает ступенчатый градиент давления между приводом высокого давления и приводом низкого давления (при атмосферном давлении в этих испытаниях). Давление в драйвере сбрасывается за счет контролируемого сброса воздуха из секции зажигания, что приводит к последовательному разрыву диафрагм. При сохранении длины приводной секции короткой по сравнению с ведомой секцией результирующая волна давления после выстрела принимает форму, аналогичную той, которая получается при взрыве воздушной ударной волны в свободном поле [26].
Многослойные компоненты были прикреплены к фланцу в конце ведомой секции с помощью двух зажимных фланцев и двенадцати болтов и гаек M24, как показано на рис. 6 и рис. 7. Болты были затянуты до 2 Нм с помощью динамометрического ключа, чтобы избежать чрезмерного сжатие пенопластового сердечника. Был добавлен дополнительный набор гаек для предотвращения откручивания болтов и прижимной рамы во время погрузки. Далее скин, ближайший к ведомому, называется передним, а скин, самый дальний от ведомого, называется задним. Плоская ударная волна воздействует на участок передней обшивки размером 300 мм × 300 мм. Испытуемый образец и конец ведомого были окружены закрытым сливным баком, оборудованным окнами. Две синхронизированные высокоскоростные камеры Phantom v2511 (Vision Research Inc., Уэйн, Нью-Джерси, США), помещенные в установку стереозрения, просматривали заднюю обшивку и регистрировали реакцию взрыва с частотой кадров 37 кГц с размером изображения 768 × 800 пикселей. . Нагрузку давлением измеряли двумя датчиками давления, расположенными на расстоянии 0,245 и 0,345 м выше по потоку от испытуемого образца. На рис. 5 эти датчики давления обозначены датчиками 1 и 2 соответственно, а в дальнейшем сокращенно S01 и S02. Измерения давления были синхронизированы с высокоскоростными камерами, т. е. работали с частотой записи 37 кГц. Анализ корреляции трехмерных цифровых изображений (3D-DIC) проводился на основе высокоскоростных видеоизображений и собственного программного обеспечения eCorr для DIC. Перед тестированием установка стереозрения была откалибрована с помощью цилиндра диаметром 80 мм с нанесенным шахматным рисунком. Всего в процессе калибровки использовалось пять изображений цилиндра в различных положениях. Внеплоскостные смещения рассчитывали на основе наборов изображений с синхронизированных камер, сравнивая относительное смещение пластины с эталонным (или недеформированным) состоянием. Перед каждым тестом на кожу спины с помощью аэрозольного нитроцеллюлозного лака и полимерного шаблона наносили спекл-рисунок, необходимый для 3D-DIC, как показано на рисунке 6.
3.2. Программа взрывных испытаний
В общей сложности было проведено 17 испытаний ударной трубы, из которых четыре были только с обшивкой, а 13 – с многослойными компонентами. Эксперименты только с обшивками проводились на той же установке, что и в предыдущем разделе, но с затяжкой стяжных болтов до 100 Нм. Нагружение варьировалось путем изменения начального давления в приводе перед выстрелом. Использовался номинальный диапазон от 1000 до 2500 кПа. В таблице 3 показана тестовая матрица для испытаний ударной трубы. Каждому тесту присваивается аббревиатура вида XX_YYY_PZZ. Здесь XX представляет собой либо Sk, либо Sw, обозначая испытания только с обшивкой и многослойными компонентами соответственно, а YYY представляет собой номинальное напряжение плато пены. PZZ обозначает номинальное давление горения в барах для всех испытаний. Повторные тесты имеют суффикс с номером повторения.
В последующем описании результатов испытаний давление выстрела водителя используется для обозначения величины взрывной нагрузки, приложенной к испытательным образцам. Фактическое давление на поверхность образца не измеряется напрямую, но давление, измеренное датчиком S01, расположенным на расстоянии 0,25 м перед образцом, обеспечивает точную оценку фактической нагрузки. Во-первых, сравнение входящего давления и числа Маха в S01 гарантирует, что входящая взрывная волна имеет ожидаемую величину. Во-вторых, измеренное отраженное давление в точке S01 указывает на нагрузку давления на образец. Результаты испытаний на жестких пластинах [26] показывают, что при заданном давлении выстрела входящая и отраженная взрывные волны демонстрируют высокую степень повторяемости. Однако недавнее численное исследование [33] показывает, что динамическая реакция испытательных образцов приводит к неравномерному пространственному и временному распределению давления вблизи образца. Таким образом, давление, измеренное при S01, указывает только на фактическую нагрузку на образцы и возможные эффекты взаимодействия жидкости и конструкции (FSI).
В испытаниях, отмеченных звездочкой, алюминиевый сплав, использованный в обшивке, был из другой партии, чем для остальных образцов, т. е. они были из той же партии, что и использованная Aune et al. [34]. Несмотря на то, что спецификации производителя были одинаковыми, наблюдалась небольшая разница в пределе текучести и упрочнении.
3.3. Результаты экспериментов
В этом разделе представлены результаты экспериментов по взрывной нагрузке. Для сокращения количества рисунков, представленных в тексте, и для обеспечения дополнительной ясности некоторые данные испытаний для уровня нагрузки Р12 и Р15 представлены в приложении А.1.
3.3.1. Алюминиевые обшивки
Экспериментальные данные с точки зрения смещений в средней точке, измеренных давлений и профилей смещений в поперечном сечении только для алюминиевых обшивок представлены на рисунке 8. Смещения в средней точке и в поперечном сечении были получены с помощью 3D-DIC. Все кривые скорректированы с учетом движения твердого тела ударной трубы и сдвинуты во времени таким образом, что момент времени, равный нулю, когда ударная волна достигает датчика S01. В профилях смещения поперечного сечения скорость плиты в поперечном сечении указывается расстоянием между каждой линией, поскольку временной интервал является постоянным. Число Маха, максимальное входное давление и отраженное давление, измеренные датчиком S01 для каждого испытания, представлены в таблице 3.
При самом низком уровне нагрузки, т. е. при давлении обжига 10 бар, две обшивки ведут себя так, как ожидается для пластин, подвергающихся взрывной нагрузке ударной трубы. Обшивки быстро деформируются до постоянного максимального смещения около 32 мм. Деформация начинается с равномерного ускорения всего сечения. Края пластины начинают тормозиться первыми, а центр продолжает ускоряться. После небольшого упругого упругого возврата от пикового смещения вся пластина упруго колеблется вокруг постоянного пластического смещения. Обшивки, испытанные при давлении обжига 12 бар, показали такое же поведение, как и при испытании давлением обжига 10 бар: быстрая деформация до максимального смещения средней точки 41 мм.
При максимальном испытанном уровне нагрузки, т. е. при давлении привода 15 бар, обшивка выходит из строя, разрываясь по краю зажимной рамы. Высокоскоростные изображения процесса разрушения показаны на рисунке 9. Разрушение начинается с разрыва в середине обоих вертикальных краев кадра и распространяется по вертикали. После того, как разрывы распространились по всей высоте обоих вертикальных краев, начинается разрыв по верхней горизонтали. Затем пластина выходит из строя по верхнему горизонтальному краю, а затем по нижнему горизонтальному краю, после чего выбрасывается из рамы.
3.3.2. Сэндвич-панели
Экспериментальные данные испытаний сэндвич-панелей, подвергнутых минимальному уровню нагрузки, то есть давлению обжига 10 бар, показаны на рисунке 10. Ни один из компонентов не вышел из строя в этих испытаниях. Сравнение смещений в средней точке только для сэндвич-панелей и обшивки показано на рисунке 11а. С точки зрения перемещений поперечного сечения, см. рис. 10, образцы ведут себя аналогично. При ударе ударной волны передняя обшивка равномерно ускоряется. Что касается испытаний только с обшивкой, то края многослойных компонентов начинают замедляться первыми, но с менее выраженной разницей между краями и центром перед остановкой с более пологим и более закругленным профилем смещения, чем только для обшивки.
Максимальное смещение средней точки многослойного компонента XPS-250 более чем на 20 % выше, чем у компонента XPS-400, а разница между XPS-400 и XPS-700 составляет всего около 7 %. Это изменение смещения средней точки не согласуется с разницей в прочности на сжатие ядер. Возможное объяснение этого наблюдения заключается в том, что максимальные отраженные давления в этих испытаниях недостаточно высоки, чтобы инициировать надлежащий коллапс ядер с более высокой плотностью.
На рис. 12а показаны записанные графики зависимости давления от времени на датчике S01 для всех испытаний при давлении зажигания 10 бар. Здесь отчетливое снижение измеряемого давления наблюдается для сэндвич-компонента с сердечником XPS-250. Как видно из таблицы 3, максимальное зарегистрированное давление в датчике S01 было примерно на 7 % выше для сэндвич-компонентов с XPS-400 и XPS-700 в качестве материалов сердцевины, чем только для сэндвич-панелей и обшивки XPS-250. Это снижение измеренного отраженного давления может быть связано с меньшим смещением сэндвич-панелей с заполнителями XPS-400 и XPS-700, т. е. большее смещение только обшивки и сэндвич-панелей XPS-250 вызывает снижение давления перед компонентов из-за эффектов FSI.
Экспериментальные данные испытаний сэндвич-панелей с давлением привода 12 бар показаны на рисунке A1, а смещения в средней точке сравниваются с результатами испытаний только на обшивке на рисунке 11b. В целом результаты аналогичны результатам, полученным при давлении обжига 10 бар. Однако разница в максимальном смещении средней точки больше соответствует разнице в прочности на сжатие материала сердечника при этом давлении обжига. Смещение с сердечником XPS-250 не сильно увеличивается по сравнению с испытаниями при давлении обжига 10 бар, в то время как испытания только с обшивкой и XPS-400 и XPS-700 в качестве материала сердечника показывают значительное увеличение смещения. Таким образом, при этом уровне нагрузки давление кажется достаточно высоким, чтобы активировать больше высокопрочных материалов сердцевины. Поведение отраженного давления, показанное на рис. 12б, аналогично испытаниям при давлении обжига 10 бар, т. е. снижение измеренного давления согласуется со смещением испытуемых образцов.
Эксперименты при давлении привода 15 бар проводились в две серии, поскольку первая серия экспериментов показала, что приложенная нагрузка была близка к пределу разрушения сэндвич-панелей, использованных в этом исследовании. Полные результаты серий 1 и 2 представлены на рисунке A2 и рисунке A3 соответственно. Смещения средней точки во всех этих тестах сравниваются с тестами только для обшивки на рисунке 11c. Только два из тестовых компонентов при таком уровне нагрузки не вышли из строя (XPS-250 и XPS-700). Среднее смещение в этих двух испытаниях составило 45 мм и 36 мм постоянного смещения для XPS-250 и XPS-700 соответственно. Для неисправных компонентов смещение средней точки продолжало увеличиваться по мере разрушения задней обшивки. На рис. 12с показано измеренное давление для всех испытаний при давлении обжига 15 бар. Для испытания только с кожухами было зафиксировано быстрое падение давления. Это падение давления было вызвано опорожнением ведомой секции при отказе компонента. Такого же перепада давления не наблюдается для вышедших из строя сэндвич-компонентов, потому что задние обшивки в этих испытаниях не разрушились, и, таким образом, измеряется отражение давления. На рис. 13 показаны изображения компонентов серии 1 после испытаний. Здесь сэндвич XPS-250 не показал никаких признаков отказа. У сэндвича XPS-400 был почти полный разрыв задней обшивки и значительное разрушение материала сердцевины. Для сравнения, сэндвич XPS-700 показал разрыв задней поверхности верхней части по горизонтали и растрескивание материала сердцевины. Эти результаты показывают, что при давлении привода 15 бар приложенная взрывная нагрузка находится на пределе разрушающей нагрузки для этих компонентов. На рис. A4 показаны изображения после испытаний компонентов в серии 2. В серии 2 компоненты были более серьезно повреждены. Сэндвич XPS-250 продемонстрировал полный разрыв задней обшивки вдоль вертикальных краев и верхнего горизонтального края, а сердцевина вышла из строя вдоль внутреннего края зажимной рамы. У сэндвича XPS-400 и задняя обшивка, и сердцевина разрушились вдоль внутреннего края зажимной рамы. Сэндвич XPS-700 не имел такого же количества повреждений, как другие компоненты в серии 2, т. е. полный разрыв задней обшивки по левому вертикальному и нижнему горизонтальному краям и частичный разрыв по верхнему горизонтальному краю. Ядро показало обширные трещины, но не полное разрушение, как в сэндвич-панелях XPS-250 и XPS-400. Как правило, при испытаниях при давлении привода 15 бар основным механизмом разрушения является деформация торца и, как следствие, разрыв задней обшивки по краю зажимной рамы. В зависимости от степени надрыва обшивки спинки сердечник имеет тенденцию к разрушению в центре зоны воздействия взрыва с разрушением по краю прижимной рамки.
4. Численная работа
Моделирование методом конечных элементов было проведено с использованием явного решателя конечных элементов LS-DYNA. Основные цели численной работы заключались в количественной оценке уровня точности, достигаемой при численном моделировании с использованием коммерческого решателя, и в качественном исследовании влияния различных параметров на поведение сэндвич-панелей, подвергнутых взрывной нагрузке.
4.1. Определяющие отношения
Условия нагружения во время взрывных работ могут включать в себя большие пластические деформации, высокие скорости деформации и термическое размягчение из-за самонагрева затронутых материалов. Чтобы учесть эти эффекты, термоупругая-термовязкопластическая конститутивная модель, подобная той, которая была предложена, например, Børvik et al. [35] следует применять для алюминиевых обшивок. Однако исследования Grytten et al. [30] о перфорации алюминиевых пластин серии 5000 и Holmen et al. [36] по низкоскоростному удару пластин из стали Docol 600DL показали, что эффекты термического разупрочнения ограничены при умеренных пластических деформациях и скоростях деформаций. Поэтому в данном исследовании не учитываются тепловые эффекты в алюминиевых оболочках. Для сердцевин из пенопласта испытания на сжатие при повышенных скоростях деформации указывают на чувствительность к скорости деформации для всех исследованных плотностей. Аналогичный вывод был сделан Cronin и Ouellet [37] и Toksoy и Güden [38] для пенополистирола. Таким образом, расширение схемы Дешпанде-Флека [39] модель разрушаемой пены была предложена и реализована как подпрограмма пользовательского материала в LS-DYNA для учета чувствительности к скорости в пенопластовых ядрах.
Основными допущениями в применяемых моделях являются изотропный материал и малые упругие деформации, тогда как пластические деформации и повороты могут быть конечными. Таким образом, гипоупругая формулировка принимается посредством аддитивного разложения тензора скорости деформации
где De и Dp — упругая и пластическая части соответственно. Упругая часть определяется как
где ν и E — константы упругости, σ∇J — скорость Яуманна тензора напряжений Коши σ, а I — единичный тензор второго порядка. Тензор скорости пластической деформации Dp определяется соответствующим правилом течения, а именно.
где p˙ – эквивалентная скорость пластической деформации. Функция доходности принимается в виде
где σeq — эквивалентная пластическая деформация, R=R(p) — переменная изотропного упрочнения, зависящая от эквивалентной пластической деформации p, а σY — напряжение течения материала.
Для нечувствительных к давлению алюминиевых кожухов принята теория потока J2, зависящая от скорости. Тогда эквивалентное напряжение фон Мизеса определяется как
где σ′=σ−13tr(σ)I — девиатор напряжения. Тогда пластическая часть тензора скорости деформации в уравнении (4) для материала фон Мизеса получается как
Напряжение течения определяется как
где σ0 — предел текучести, а (Qi,Ci) — параметры материала, определяющие деформационное упрочнение на основе расширенного правила Voce для упрочнения. Эквивалентная скорость пластической деформации p˙ определяется как
Здесь cMJC — это параметр материала, определяющий чувствительность к скорости деформации, а p˙0 — эталонная скорость деформации, определяемая пользователем. В вязкопластической области (f>0) эквивалентное напряжение находится из уравнения (9) как
Это определяющее соотношение было реализовано в LS-DYNA Børvik et al. [35] как модель материала 107 (*MAT_MODIFIED_JOHNSON_COOK).
Для сердцевин из чувствительного к давлению пенопласта функция текучести должна включать в себя член гидростатического напряжения в дополнение к члену девиаторного напряжения для учета изменения объема, когда ячейки материала разрушаются при сжатии. Основанное на континууме изотропное определяющее соотношение для дробимых пен, предложенное Дешпанде и Флеком [39] был принят для этой цели. В этой модели эквивалентное напряжение σeq определяется выражением
где σvM — эквивалентное напряжение по Мизесу, определяемое уравнением (6), а σH=13tr(σ) — среднее гидростатическое напряжение. Параметр α определяет форму поверхности текучести и определяется как
где K и G — объемный модуль и модуль сдвига соответственно, а νp — коэффициент пластического сжатия. Из уравнения (12) видно, что при νp=0,5, как и для нечувствительных к давлению материалов, α2=0, а эквивалентное напряжение σeq(σ) в уравнении (11) сводится к эквивалентному напряжению по Мизесу σvM. Тензор скорости пластической деформации материала, чувствительного к давлению, разлагается на девиаторную и гидростатическую части, т.е.
где эквивалентная скорость пластической деформации фон Мизеса, ε˙vM, и объемная скорость пластической деформации, ε˙v, определяются как
Комбинируя приведенные выше уравнения, можно явно выразить эквивалентную скорость пластической деформации через ε˙vM и ε˙v, т. е.
На основе работы Hanssen et al. [40] и Reyes et al. [41] напряжение течения принимается как
где σP — напряжение плато, εD — истинная деформация уплотнения, а γ, α2 и β — параметры материала, определяющие деформационное упрочнение. Это определяющее соотношение было реализовано в LS-DYNA Reyes et al. [41] как модель материала 154 (*MAT_DESHPANDE_FLECK_FOAM).
Hanssen et al. [40] предложил соотношение, в котором параметры материала выражаются через относительную плотность как
здесь C0,C1 и n — константы, а ρf и ρf0 — плотность пены и материала основы соответственно. В частном случае νp=0 и одноосного сжатия истинная деформация уплотнения может быть выражена как
Поскольку предполагается, что исследуемый материал имеет пластическое сжатие νp=0, а калибровочные испытания проводятся при одноосном сжатии, соотношения в уравнениях (17) и (18) были реализованы в виде подпрограммы пользователь-материал (UMAT) в LS-DYNA для учета плотности
Чтобы включить чувствительность пенополистирола к скорости деформации, определяющее соотношение, описанное выше, было расширено. Определение скорости пластической деформации в виде уравнения (9) было принято и реализовано в модели Дешпанде-Флека. Таким образом, эквивалентное напряжение в вязкопластической области (f>0) получается в виде
здесь cDF — параметр материала, определяющий чувствительность пены к скорости деформации, а p˙0 — эталонная скорость деформации. Это соотношение было реализовано в UMAT вместе с определениями изменения плотности. Обратите внимание, что в этом исследовании не делалось попыток связать cDF чувствительности к скорости деформации с локальной плотностью материала, и что этот параметр будет откалиброван на основе средней плотности образцов пенопласта.
4.2. Калибровка материала
4.2.1. Алюминиевые оболочки
Следуя той же процедуре, что и Holmen et al. [36], параметры деформационного упрочнения алюминиевой обшивки были откалиброваны по результатам DIC, полученным в результате испытаний на квазистатическое растяжение, описанных в разделе 2.1. Поскольку деформация при образовании шейки значительно ниже, чем деформация разрушения, был применен подход обратного моделирования с использованием инструмента оптимизации LS-OPT (версия 5. 2.1, Livermore Software Technology (LST), Ливермор, Калифорния, США, 2018 г.) [42]. , где были запущены последовательные симуляции одной и той же модели с различным выбором параметров упрочнения. Модель испытуемого образца была создана с использованием того же размера и состава оболочечных элементов, что и при моделировании испытаний ударной трубы (см. раздел 4.3), т. е. четырехугольных четырехузловых оболочечных элементов Белычко-Цая размером 1 мм × 1 мм. с уменьшенным интегрированием и пятью точками интегрирования по толщине. Начальное значение параметров упрочнения σ0, Qi и Ci находилось методом наименьших квадратов аппроксимации кривой напряжения Коши — логарифмической пластической деформации к образованию шейки для репрезентативного испытания. Эти начальные параметры затем использовались в качестве начальных значений в процедуре оптимизации. В качестве целевой кривой для калибровки была выбрана инженерная кривая напряжения-деформации из одного репрезентативного испытания в направлении прокатки (0°) листа. При оптимизации была применена общая процедура оптимизации в LS-OPT, где для расчета среднеквадратичной ошибки использовались 100 равноудаленных точек регрессии, чтобы обеспечить хорошее соответствие во всех частях инженерной кривой напряжения-деформации. Параметры упрочнения были найдены путем минимизации среднеквадратичной ошибки и приведены в таблице 4. Плотность, константы упругости и константы скорости деформации взяты из Aune et al. [34] и перечислены в таблице 5. Сравнение численных и экспериментальных результатов показано на рисунке 1, и можно видеть, что численная модель хорошо отражает общую реакцию материала.
4.2.2. Пенопластовые заполнители
Параметры деформационного упрочнения пенопластовых заполнителей были откалиброваны по результатам испытаний на одноосное сжатие, проведенных Рейесом и Борвиком [6], см. раздел 2.2.1. Поскольку предполагается, что пены в этом исследовании имеют незначительное пластическое сжатие, параметр поверхности текучести α определяется из уравнения (12) и составляет 2,12 для всех исследованных пен. Незначительное пластическое сжатие также позволило напрямую откалибровать параметры упрочнения на основе экспериментальных результатов без обратного моделирования. Для каждого испытания, проведенного в нормальном направлении (ND), набор параметров упрочнения (т. е. σp, γ, α2 и β в уравнении (16)) был откалиброван по экспериментальным кривым Коши напряжение-логарифмическая пластическая деформация с использованием метода наименьших квадратов. метод. Затем полученный набор параметров для всех плотностей пенопласта использовали для подгонки констант в модели отверждения, зависящей от плотности, в уравнении (17). Поскольку εD рассчитывается непосредственно на основе относительных плотностей пенопласта и основного материала согласно уравнению (18), калибровка этого параметра не требуется. Для всех применений этого соотношения для εD плотность 1050 кг/м 3 для полистирола [2]. Полученные константы для модели упрочнения, зависящей от плотности, представлены в таблице 6. Поскольку модель, зависящая от плотности, применима только к пластическому упрочнению, константы упругости и, следовательно, контактное поведение в численных моделях задаются одним входом на основе средней плотности. моделируемого материала. Плотность и модуль Юнга взяты из Рейеса и Бервика [6] и приведены в табл. 2, а упругое сжатие принято равным νe=0,01 [43].
Для проверки модели, зависящей от плотности, и констант модели в программе LS-DYNA была создана численная модель образца пенопласта, состоящего из 50-миллиметрового куба, дискретизированного 5-миллиметровыми кубическими 8-узловыми элементами с уменьшенной интеграцией. При расчете параметров твердения в качестве входных данных для численной модели использовалась средняя плотность каждого типа пены. Узловые смещения были применены к одной стороне модели для представления сжимающей нагрузки, в то время как узлы на противоположной стороне были ограничены во всех степенях свободы. Остальные четыре стороны куба не ограничены в движении. Численные кривые напряжения-деформации сравниваются с репрезентативными экспериментальными результатами на рисунке 14а. Здесь видно, что модель, зависящая от плотности, описывает характер отверждения пены с приемлемой точностью для трех исследованных плотностей.
Вязкопластическое расширение модели пены Дешпанде-Флека было откалибровано и проверено с помощью численного моделирования испытаний на низкоскоростной удар, описанных в разделе 2.2.2. Был использован тот же образец пены, что и описанный выше, а ударник был смоделирован как твердое тело общей массой 5,339 кг. В этих симуляциях ударному элементу была придана начальная скорость 5 м/с. Контактная сила между ударником и образцом была получена путем контакта датчика силы (*CONTACT_FORCE_TRANSDUCER_PENALTY) на верхней плоскости образца. Чувствительность пен к скорости деформации была получена путем обратного моделирования испытаний на низкоскоростной удар. Диапазон значений параметра чувствительности скорости, cDF в уравнении (19), от 0 до 0,1 с интервалами 0,01 применялись к модели низкоскоростного удара, и было обнаружено, что значение cDF=0,02 для всех трех плотностей пены дает приемлемое согласие с экспериментальными данными. Численные и экспериментальные результаты низкоскоростных ударных испытаний сравниваются на рис. 14b. Обратите внимание, что кривые сила-смещение были усечены, когда ударник достиг нулевой скорости, и что упругая разгрузка была исключена. Подтверждено, что вязкопластическая модель может достаточно хорошо отражать чувствительность к скорости, наблюдаемую в пенах. Для XPS-250 и XPS-400 вязкое увеличение напряжения плато хорошо согласуется с экспериментами, в то время как увеличение напряжения плато несколько занижено для XPS-700. Как для XPS-400, так и для XPS-700 максимальное смещение хорошо согласуется с экспериментальными результатами, в то время как максимальное смещение ниже при численном моделировании, чем в экспериментальном тесте для XPS-250.
4.3. Испытания ударной трубки
4.3.1. Численная модель
На рис. 15 показана численная модель, использованная при моделировании испытаний ударной трубы. Четверть тестовой установки была смоделирована для снижения вычислительных затрат. Алюминиевые обшивки были смоделированы с использованием четырехугольных четырехузловых элементов уменьшенной интеграции Белицко-Цая (тип 2) с пятью точками интеграции по толщине и контролем жесткости по песочным часам. В центральной области пластины, подвергшейся взрыву, использовали элемент размером 1 мм × 1 мм, а для остальной части кожи применяли элемент размером 4 мм × 4 мм. MAT_107, т. е. модифицированная модель Джонсона-Кука в LS-DYNA, с параметрами, описанными в разделе 4.2.1, использовалась для моделирования поведения алюминиевых обшивок. Сердцевина сэндвич-панели моделировалась восьмиузловыми шестигранными элементами с уменьшенной интеграцией (тип 1). Та же самая сетка, которая использовалась для обшивки, была экструдирована с интервалом 1 мм через толщину сердцевины. Это привело к размеру элемента 1 мм × 1 мм × 1 мм в зоне воздействия взрыва и размеру элемента 4 мм × 4 мм × 1 мм на периферии. Материалы сердечника моделировались с помощью модифицированной версии модели Дешпанде-Флека, описанной в разделе 4.1, и с параметрами материала, приведенными в разделе 4.2.2. Между всеми частями модели использовался автоматический контакт «поверхность-поверхность» с коэффициентом трения μ=0,1. Чтобы учесть значительную разницу в жесткости материала, в формуле контакта между сердцевиной и обшивкой/прижимной рамой был использован параметр SOFT = 1.
Зажимная рама и болты были смоделированы как упругие с использованием MAT_001 с плотностью ρ=7800 кг/м 3 , модулем Юнга E=210 ГПа и коэффициентом Пуассона νs=0,3. Для прижимной рамы и болтов использовались восьмиузловые шестигранные элементы с уменьшенной интеграцией и контролем жесткости в виде песочных часов (тип 1) с размером элемента около 5 мм. Предварительное моделирование установки включало предварительное нагружение болтов за счет приложения напряжения к поперечному сечению болтов и динамической релаксации. Приложенная предварительная нагрузка не показала значительного увеличения точности и не использовалась в численном исследовании из-за больших вычислительных затрат.
На основе измеренных плотностей, показанных на рис. 2b, материалам сердцевины при моделировании взрыва многослойных компонентов было присвоено распределение плотности, которое показано на рис. 16. Поскольку плотность внутри каждого элемента должна быть постоянной, применяемая плотность распределение дискретизируется, чтобы соответствовать размеру элемента модели. Такая дискретизация распределения плотности вносит в модели сеточную зависимость, но при выбранном размере элемента 1 мм × 1 мм × 1 мм дискретизация является достаточно тонкой, чтобы зафиксировать измеренные распределения.
Взрывная нагрузка была приложена к открытому участку лицевой обшивки размером 300 мм × 300 мм в виде табличной кривой зависимости давления от времени на основе экспериментов с использованием массивных плит [26]. Динамика давления во времени, измеренная датчиками давления, установленными на поверхности массивных стальных пластин, была подогнана под уравнение Фридлендера, представленное как
где Pr,max — пиковое отраженное избыточное давление, ta — время прихода взрывной волны к образцу, td+ — продолжительность положительной фазы, b — экспоненциальный коэффициент затухания.
Результаты испытаний на массивных плитах и последующие подогнанные параметры уравнения Фридлендера были взяты из Aune et al. [26] для испытаний с давлением горения 10 и 15 бар. Для испытаний с давлением привода 12 бар испытания на массивных пластинах не проводились. Таким образом, параметры Фридлендера для этих испытаний были определены на основе интерполяции параметров, полученных для испытаний с давлением горения от 5 до 20 бар из Aune et al. [26]. Параметры, использованные для моделирования взрывных нагрузок, представлены в Таблице 7. Обратите внимание, что приведенные в таблице взрывные нагрузки основаны на результатах для массивных плит, поэтому в этом исследовании не учитываются возможные эффекты FSI. Такие эффекты можно было бы учесть, выполняя полностью связанные FSI-симуляции, как в [33], но здесь они были опущены из-за значительного увеличения вычислительных затрат. Однако без учета FSI-эффектов в численном моделировании можно ожидать несколько консервативных результатов.
4.3.2. Результаты моделирования взрыва
Одним из направлений численной части данного исследования является изучение влияния изменения описания материала керна. Численные и экспериментальные результаты сравниваются, но не ожидалось, что довольно простая численная модель сможет точно воспроизвести экспериментальные результаты. Отчасти это связано с тем, что взрывная нагрузка включена без учета эффектов FSI и, таким образом, не идеальна для точного прогнозирования реакции конструкции. Тем не менее, ожидается, что тенденции в ответе будут правильно предсказаны, даже если эффекты FSI не учитываются. Результаты моделирования для уровня нагрузки P12 и P15 были перенесены в Приложение A.2, чтобы сократить объем данных, представленных в тексте.
Смещение средней точки из численного моделирования только алюминиевой обшивки (т. е. без сердцевины) сравнивается с экспериментальными результатами на рисунке 17. Поскольку нагрузка, приложенная численно, не учитывает эффекты FSI, численные смещения постоянно больше, чем экспериментальные значения. . Эти результаты согласуются с наблюдениями Aune et al. [26] для одиночных стальных листов, подвергнутых аналогичной взрывной нагрузке. В целом, результаты моделирования показывают, что примененная численная модель достаточно хорошо предсказывает реакцию конструкции. В этих симуляциях критерий разрушения не применялся. Однако значение параметра разрушения Кокрофта-Латама W [44] рассчитывается во время моделирования, когда используется MAT_107. Значение W из этих симуляций сравнивали со значением, полученным при симуляциях испытаний на растяжение до тех пор, пока в физическом испытании не появилось разрушение. Основываясь на этом сравнении, ожидается, что разрушение произошло бы при моделировании 15 бар, а не при моделировании 12 бар. Это согласуется с экспериментальными результатами.
Численные результаты моделирования многослойных компонентов будут представлены в двух частях. Во-первых, численные результаты, полученные с помощью исходной модели разрушаемой пены Дешпанде-Флека с постоянной плотностью, сравниваются с экспериментальными данными, чтобы выявить предсказуемость стандартной модели. Во-вторых, разница в численных результатах при включении распределенной плотности и вязкопластичности в модель материала сравнивается с исходной моделью Дешпанде-Флека с постоянной плотностью.
Численные смещения средней точки, полученные при моделировании испытаний с исходной моделью Дешпанде-Флека при давлении обжига 10, 12 и 15 бар, представлены на крайнем левом графике на рис. 18, рис. A5 и рис. A10 соответственно. При давлении обжига 10 бар рисунок 18 показывает, что смещение средней точки при моделировании с XPS-250 очень близко к экспериментальному результату, в то время как численное смещение средней точки для XPS-400 и XPS-700 значительно превышает экспериментальные значения. Разница между XPS-400 и XPS-700 находится в тех же пределах численно, что и экспериментально. Превосходное соответствие между экспериментами и моделированием для XPS-250 несколько неожиданно, поскольку метод, используемый для приложения нагрузки, должен давать консервативные результаты, т. е. более высокие численные значения смещения, чем экспериментальные. Кроме того, ожидается, что разница в водоизмещении между XPS-250 и XPS-400 будет больше. Причина такого результата не совсем очевидна, но, как показано на рисунках 22–24, модели с самым слабым материалом сердцевины имеют значительно более высокие пластические деформации сердцевины по сравнению с двумя другими материалами сердцевины. Как уже видно из результатов моделирования низкоскоростных ударных испытаний (рис. 14b), модель с XPS-250 имеет заметно более высокое поглощение энергии, чем то, что наблюдается экспериментально. На результаты моделирования взрыва может повлиять как калибровка материала, так и формулировка модели Дешпанде-Флека. Как показано Дешпанде и Флеком в [45], полимерные пены не обязательно следуют поверхности текучести Дешпанде-Флека, поскольку они обычно имеют более низкий предел текучести при сжатии, чем при растяжении. Это означает, что, поскольку текущая модель откалибрована по результатам испытаний на одноосное сжатие, предел текучести при растяжении может быть представлен неточно.
Те же тенденции, что и описанные выше, наблюдаются в результатах моделирования взрывных работ с давлением 12 бар, показанным на рис. A5, и давлением 15 бар, показанным на рис. 400 и XPS-700. Однако XPS-250 имеет меньшее максимальное смещение, чем ожидалось при этих уровнях нагрузки.
Численные результаты для различных составов материала сердечника, полученные в результате моделирования испытаний при давлении обжига 10 бар, представлены на рис. 18, рис. 19., Рисунок 20, Рисунок 21, Рисунок 22, Рисунок 23 и Рисунок 24. Они состоят из моделирования с постоянной плотностью (CD), распределенной плотностью (DD), постоянной плотностью с вязкопластичностью (CD-VP) и распределенной плотностью с вязкопластичностью (DD- ВП). Как показано на рис. 19, на смещение задней поверхности не сильно влияет переход от модели CD к модели DD. Сжатие сердечника, показанное на рисунке 20, с другой стороны, гораздо больше зависит от распределения плотности материала сердечника. Специально для моделирования XPS-250 сжатие ядра почти удваивается для модели DD по сравнению с моделью CD. Для сердечников XPS-400 и XPS-700, имеющих значительно меньшую пластическую деформацию при данном уровне нагрузки, разница между моделью CD и DD значительно меньше. Обратите внимание, что сжатие сердечника, указанное на этих графиках, представляет собой разницу в смещении средней точки задней и передней обшивки и не отражает сжатие сердечника всего образца. Однако из распределения внутренней энергии, показанного на рисунке 21, следует, что для XPS-250 и XPS-400 происходит значительное увеличение внутренней энергии активной зоны при переходе от модели CD к модели DD. Это увеличение внутренней энергии указывает на то, что для материалов XPS-250 и XPS-400 ядро рассеивает больше энергии, когда применяется модель DD. Для XPS-700 такого же изменения внутренней энергии ядра от CD к DD при этом уровне нагрузки не наблюдается. Этому есть две возможные причины. Во-первых, напряжение плато XPS-700 выше, чем приложенное давление, и поэтому пластическая деформация сердечника незначительна. Во-вторых, распределение плотности, найденное для XPS-700, более узкое (см. рис. 2б), поэтому влияние распределения менее выражено. Эти наблюдения дополнительно иллюстрируются профилями деформации и полями пластической деформации, показанными на рис. 22 для XPS-250, рис. 23 для XPS-400 и рис. 24 для XPS-700. Для XPS-250 видно, что пластические деформации в материале сердцевины намного выше в центре поперечного сечения с моделью DD, потому что плотность там самая низкая. Также видно увеличение пластической деформации по направлению к центру пластины. Оба этих эффекта обеспечивают лучшее использование материала сердцевины с точки зрения поглощения энергии. Отметим также, что введение распределенной плотности снижает пластические деформации в сердечнике на краю области, подверженной взрыву, где задняя обшивка соединяется с каркасом. Это увеличение пластической деформации в середине поперечного сечения кажется полезным, так как оно одновременно снижает силы, передаваемые на заднюю обшивку, и снижает вероятность разрушения сердечника в этой области. Для XPS-400 разница в поведении между моделями CD и DD аналогична таковой для XPS-250, но менее выражена, поскольку напряжение плато материала выше для XPS-400. Для XPS-700 этот эффект локализации практически отсутствует, поскольку напряжение плато XPS-700 велико по сравнению с приложенной нагрузкой.
Когда применяется вязкопластический состав для материалов заполнителя, смещение средней точки задней обшивки уменьшается во всех моделях, поскольку вязкостное увеличение напряжения плато увеличивает, как и ожидалось, жесткость сэндвич-панелей. Введение вязкопластичности также снижает эффект моделирования распределения плотности, поскольку вязкое увеличение напряжения плато будет нормализовать разницу, вносимую изменением плотности. Это особенно заметно при сжатии сердечника для XPS-400 и XPS-700, где почти нет разницы между моделями CD-VP и DD-VP, как видно на рис. Результаты показывают, что скорости пластической деформации в задаче велики (около 500 с -1 в материале сердцевины для XPS-250 на уровне P15), поэтому рекомендуется использовать вязкопластичную формулу материала сердцевины для описания точного отклика.
Тенденции смещения средней точки при давлении привода 12 бар показаны на рисунке A5. Реакция аналогична реакции, наблюдаемой при давлении 10 бар, но с меньшей разницей в смещении между моделями CD и DD и меньшим уменьшением смещения при включении вязкопластичности. Сжатие сердечника в средней точке для XPS-250, рис. A6, не увеличивается на ту же относительную величину между CD и DD, что и при самой низкой нагрузке, потому что более высокая нагрузка активирует больше материала постоянной плотности. Для XPS-400 относительное увеличение сжатия сердечника в средней точке выше между CD и DD, чем при более низком уровне нагрузки, что указывает на то, что при этом уровне нагрузки большая часть материала сердечника имеет достаточно низкое напряжение плато, чтобы инициировать пластические деформации с DD. модель. Для XPS-700 сжатие сердечника в средней точке очень похоже на более низкий уровень нагрузки, поскольку напряжение плато все еще слишком велико, чтобы допустить значительные пластические деформации независимо от того, как моделируется материал. Распределение внутренней энергии при моделировании при этом уровне нагрузки, рис. A7, соответствует тенденциям, наблюдаемым при самом низком уровне нагрузки. Здесь наибольшее рассеивание наблюдается для материала XPS-250 с DD, в то время как XPS-400 с вязкопластическими составами показывает явное снижение внутренней энергии. XPS-700 дает практически одинаковый результат для всех составов материалов. Интересным наблюдением является снижение внутренней энергии задней обшивки и увеличение внутренней энергии передней обшивки как для XPS-250, так и для XPS-400 при изменении состава с CD на DD. Когда применяется модель с распределенной плотностью, уменьшенное напряжение плато в центре с низкой плотностью вызывает пластическую деформацию при более низком передаваемом давлении, и, таким образом, нагрузка от давления, передаваемая через сердечник на заднюю обшивку, уменьшается. Профили деформации для XPS-250 и XPS-400, показанные на рис. A8 и рис. A9., проявляют те же тенденции, что и при более низком уровне нагрузки, где большая пластическая деформация происходит в центре сердцевины с более низкой плотностью для обоих материалов. Кроме того, включение вязкопластического состава снижает пластические деформации в обеих моделях. Профили деформации для XPS-700 для краткости не показаны, так как этот материал не показал каких-либо значительных пластических деформаций при данном уровне нагрузки.
Среднее смещение для самого высокого уровня нагрузки, т. е. 15 бар, представлено на рисунке A10. При этом уровне нагрузки XPS-400 имеет большее среднее смещение, чем XPS-250 с моделью CD. Это увеличение смещения для XPS-400, вероятно, происходит из-за того, что нагрузка, передаваемая через сердечник, выше, чем для XPS-250, но материал XPS-400 при этом уровне нагрузки достаточно слаб, чтобы допустить значительные деформации на краю зоны взрыва. площади, уменьшая общую жесткость панели. Такое же увеличение смещения средней точки не наблюдается для XPS-700, так как этот материал имеет достаточно высокое напряжение плато и жесткость, чтобы избежать обрушения материала сердечника на краю области, подвергшейся взрыву. Это в конечном итоге уменьшит смещение средней точки. Тенденции сжатия активной зоны, рис. A11, и внутренней энергии, рис. A12, аналогичны для моделирования при давлении горения 12 и 15 бар. Для XPS-250 сжатие ядра увеличивается при введении модели DD и уменьшается при введении модели VP. Поперечное сечение, рис. A13, также демонстрирует ту же тенденцию, что и при уровне нагрузки 10 и 12 бар, с более высокими пластическими смещениями и пластическими деформациями в материале сердцевины. Точно так же, как и для более низких нагрузок давлением, сжатие сердечника и поглощение энергии для моделей VP XPS-400 и всех моделей XPS-700 являются низкими, поскольку напряжение плато в этих моделях выше, чем приложенная взрывная нагрузка. В частности, с появлением моделей VP для XPS-400 пластическая деформация материала сердцевины, показанная на рис. A14, значительно снижается.
5. Заключительные замечания
Представлено экспериментальное и численное исследование реакции сэндвич-панелей с алюминиевой обшивкой и наполнителем из экструдированного пенополистирола на воздействие взрывной нагрузки. Основным вкладом этой работы является большое количество высокоточных экспериментальных данных вместе с проверенной стратегией численного моделирования, которые могут быть использованы для улучшения методов оптимизации сэндвич-панелей, подвергающихся взрывной нагрузке, на основе моделирования.
Конструктивное поведение алюминиевых обшивок и наполнителей из пенополистирола было охарактеризовано с помощью серии квазистатических испытаний материалов. Кроме того, динамическая реакция пенопластовых сердечников была исследована с помощью испытаний на удар с низкой скоростью. Результаты квазистатических испытаний использовались для калибровки модифицированной модели материала Джонсона-Кука для обшивки и модели материала Дешпанде-Флека для пены. Модели материалов в целом могли описывать квазистатическое поведение материалов. Расширение модели разрушаемой пены Дешпанде-Флека было реализовано как подпрограмма пользовательского материала в LS-DYNA для учета как распределения плотности, так и вязкопластического поведения пены. По сравнению с результатами испытаний на низкоскоростное ударное воздействие расширенная модель Дешпанде-Флека смогла представить вязкопластическое поведение материалов сердцевины с достаточной точностью.
В ходе испытаний на взрывную нагрузку сэндвич-панели с различными пенопластовыми наполнителями подвергались взрывной нагрузке различной интенсивности. Разрывная нагрузка значительно увеличилась для сэндвич-панелей по сравнению только с обшивкой. Это увеличение было особенно заметно при сравнении результатов при промежуточной взрывной нагрузке. В целом реакция испытуемых образцов с точки зрения смещения задней обшивки и уплотнения сердцевины коррелировала с плотностью пенопластового заполнителя, а сердцевина с более низкой плотностью давала большее смещение задней обшивки. Однако наблюдались некоторые расхождения с этой тенденцией в отношении разрушения сэндвич-панелей, поскольку в одном испытании панель с промежуточной плотностью сердцевины разрушилась, а в других – нет. С другой стороны, разрушение панелей можно уменьшить без изменения веса компонента, используя более прочную или более пластичную алюминиевую пластину для обшивки.
Численное моделирование зафиксировало тенденции, наблюдаемые экспериментально. Они также показали, что модель, учитывающая распределение плотности по сердечнику, рассеивает больше энергии, чем модель с постоянной плотностью, что подтверждает, что пенопластовый сердечник с переменной плотностью был бы предпочтительнее в качестве поглотителя энергии. Вязкопластичный состав материала сердечника уменьшил сжатие сердечника и поглощение энергии. В этом исследовании эффекты FSI не учитывались, и численное моделирование дало в целом консервативные результаты в отношении смещения кожи спины. Однако ожидается, что включение FSI в подход к моделированию приведет к пропорциональному масштабированию результатов, так что основные тенденции все же будут зафиксированы.
Вклад авторов
К.А.Б.: Формальный анализ, методология, исследование, визуализация, написание — подготовка первоначального проекта, написание-обзор и редактирование. А.Р.: Концептуализация, написание — подготовка первоначального проекта, написание — рецензирование и редактирование. Т.Б. (Тородд Берстад): Формальный анализ, программное обеспечение, написание — обзор и редактирование. М.Л.: Написание — просмотр и редактирование, контроль, получение финансирования. Т.Б. (Торе Бёрвик): Концептуализация, написание — подготовка первоначального проекта, написание — просмотр и редактирование, контроль, получение финансирования. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Настоящая работа выполнена при финансовой поддержке Центра перспективного структурного анализа (CASA), Центра инноваций, основанных на исследованиях, Норвежского университета науки и технологий (NTNU) и Исследовательского совета Норвегии. через номер проекта 237885 (КАСА).
Благодарности
Авторы хотели бы поблагодарить Trond Auestad, Olaf Moriggi Kielland, Sigurd Løvstad Lekve и Ruben Løland Sælen за помощь в различных экспериментальных программах.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов. Спонсоры не участвовали в разработке исследования; при сборе, анализе или интерпретации данных; в написании рукописи или в решении опубликовать результаты.
Приложение A. Дополнительные рисунки
Приложение A.1. Экспериментальные данные
Рисунок A1. Перемещение и давление в зависимости от времени ( вверху ) и профили смещения ( внизу ) для испытаний сэндвич-панелей при давлении обжига 12 бар.
Рисунок A1. Зависимость смещения и давления от времени ( вверху ) и профили смещения ( внизу ) для испытаний сэндвич-панелей при давлении обжига 12 бар.
Рисунок A2. Зависимость смещения и давления от времени ( вверху ) и профили смещения ( внизу ) для испытаний сэндвич-панелей при давлении обжига 15 бар, серия 1.
Рисунок A2. Зависимость смещения и давления от времени ( вверху ) и профили смещения ( внизу ) для испытаний сэндвич-панелей с давлением обжига 15 бар, серия 1.
Рисунок A3. Зависимость смещения и давления от времени ( вверху ) и профили смещения ( внизу ) для испытаний сэндвич-панелей при давлении обжига 15 бар, серия 2.
Рисунок A3. Перемещение и давление в зависимости от времени ( сверху ) и профили смещения ( снизу ) для испытаний сэндвич-панелей с давлением обжига 15 бар, серия 2.
Рисунок A4. Посттестовые изображения задней обшивки ( верх ), сердцевины ( середина ) и передней обшивки ( низ ) для серии 2 при уровне нагрузки P15.
Рисунок A4. Посттестовые изображения задней обшивки ( верх ), сердцевины ( середина ) и передней обшивки ( низ ) для серии 2 при уровне нагрузки P15.
Приложение А.
2. Числовые данныеРисунок A5. Сравнение экспериментальных и численных смещений средней точки для испытаний с давлением обжига 12 бар.
Рисунок A5. Сравнение экспериментальных и численных смещений средней точки для испытаний с давлением обжига 12 бар.
Рисунок A6. Сжатие сердечника при моделировании испытаний при давлении обжига 12 бар.
Рисунок A6. Сжатие сердечника при моделировании испытаний при давлении обжига 12 бар.
Рисунок A7. Распределение внутренней энергии в численных моделях испытаний при давлении обжига 12 бар.
Рисунок A7. Распределение внутренней энергии в численных моделях испытаний при давлении обжига 12 бар.
Рисунок A8. Профили деформации и пластической деформации из численного моделирования испытания Sw_250_P12.
Рисунок A8. Профили деформации и пластической деформации из численного моделирования испытания Sw_250_P12.
Рисунок A9. Профили деформации и пластической деформации из численного моделирования испытания Sw_400_P12.
Рисунок A9. Профили деформации и пластической деформации из численного моделирования испытания Sw_400_P12.
Рисунок A10. Сравнение экспериментальных и численных смещений средней точки для испытаний с давлением обжига 15 бар.
Рисунок A10. Сравнение экспериментальных и численных смещений средней точки для испытаний с давлением обжига 15 бар.
Рисунок A11. Сжатие сердечника при моделировании испытаний при давлении обжига 15 бар.
Рисунок A11. Сжатие сердечника при моделировании испытаний при давлении обжига 15 бар.
Рисунок A12. Распределение внутренней энергии в численных моделях испытаний при давлении обжига 15 бар.
Рисунок A12. Распределение внутренней энергии в численных моделях испытаний при давлении обжига 15 бар.
Рисунок A13. Профили деформации и пластической деформации из численного моделирования испытания Sw_250_P15.
Рисунок A13. Профили деформации и пластической деформации из численного моделирования испытания Sw_250_P15.
Рисунок A14. Профили деформации и пластической деформации из численного моделирования испытания Sw_400_P15.
Рисунок A14. Профили деформации и пластической деформации из численного моделирования испытания Sw_400_P15.
Каталожные номера
- Карагиозова Д.; Лэнгдон, Г.; Нурик, Г. Затухание ударной волны в защитной облицовке из пеноматериала Cymat. Междунар. Дж. Мех. науч. 2010 , 52, 758–776. [Google Scholar] [CrossRef]
- Гибсон, Л.Дж.; Эшби, М.Ф. Структура и свойства ячеистых твердых тел, 2-е изд.; Издательство Кембриджского университета: Кембридж, Великобритания, 1997. [Google Scholar]
- Бирман, В.; Кардоматеас, Г.А. Обзор современных тенденций в исследованиях и применении многослойных конструкций. Композиции Часть Б англ. 2018 , 142, 221–240. [Google Scholar] [CrossRef]
- Sun, Y.; Ли, К. Динамическое поведение ячеистых материалов при сжатии: обзор явления, механизма и моделирования. Междунар. Дж. Импакт Инж. 2018 , 112, 74–115. [Google Scholar] [CrossRef][Зеленая версия]
- Сенол, К.; Шукла, А. Динамический отклик пенопластов ПВХ с закрытыми порами, подвергнутых подводной ударной нагрузке. Междунар. Дж. Импакт Инж. 2019 , 130, 214–225. [Google Scholar] [CrossRef]
- Рейес, А.; Бёрвик, Т. Квазистатическое поведение краш-компонентов со стальной обшивкой и сердцевиной из пенополимера. Матер. Сегодня коммун. 2018 , 17, 541–553. [Google Scholar] [CrossRef]
- Рейес, А.; Бервик, Т. Низкоскоростное воздействие на компоненты аварии со стальной обшивкой и сердцевиной из пенополимера. Междунар. Дж. Импакт Инж. 2019 , 132, 103297. [Google Scholar] [CrossRef]
- Fleck, N. A.; Дешпанде, В.С. Стойкость защемленных многослойных балок к ударным нагрузкам. Дж. Заявл. мех. 2004 , 71, 386–401. [Google Scholar] [CrossRef]
- Дешпанде, В.; Флек, Н. Одномерная реакция многослойных пластин на подводную ударную нагрузку. Дж. Мех. физ. Твердые вещества 2005 , 53, 2347–2383. [Google Scholar] [CrossRef]
- Тилбрук, М.; Дешпанде, В.; Флек, Н.А. Импульсный отклик многослойных балок: аналитическое и численное исследование режимов поведения. Дж. Мех. физ. Твердые вещества 2006 , 54, 2242–2280. [Google Scholar] [CrossRef]
- Тилбрук, М.; Дешпанде, В.С.; Флек, Н.А. Подводное взрывное нагружение трехслойных балок: режимы поведения. Междунар. J. Структура твердых тел. 2009 , 46, 3209–3221. [Google Scholar] [CrossRef][Зеленая версия]
- Шукла А.; Салазар, К.; Кишор, С.; Матос, Х. Динамическая реакция композитных конструкций в условиях экстремальных нагрузок. Достижения в толстостенных композитных и многослойных конструкциях; Springer: Cham, Швейцария, 2020 г.; стр. 1–42. [Google Scholar]
- Lee, S.W. Достижения в толстостенных композитных и многослойных конструкциях; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Гарднер, Н.; Ван, Э .; Шукла, А. Характеристики многослойных композитных балок функционального градиента при ударно-волновом нагружении. Композиции Структура 2012 , 94, 1755–1770. [Google Scholar] [CrossRef]
- Джамиль А.; Гуань, З .; Кантуэлл, В .; Чжан, X .; Лэнгдон, Г.; Ван, К. Реакция сэндвич-панелей из алюминия и термопластичного полиуретана на взрыв — экспериментальная работа и численный анализ. Междунар. Дж. Импакт Инж. 2019 , 127, 31–40. [Google Scholar] [CrossRef]
- Чен, В.; Хао, Х .; Хьюз, Д.; Ши, Ю.; Куи, Дж .; Ли, З.-Х. Статические и динамические механические свойства пенополистирола. Матер. Дес. 2015 , 69, 170–180. [Google Scholar] [CrossRef]
- Чжан П.; Ченг, Ю.С.; Лю, Дж.; Ли, Ю .; Чжан, К.; Хоу, Х .; Ван, К. Экспериментальное исследование динамического отклика заполненных пеной сэндвич-панелей с гофрированным заполнителем, подвергающихся воздушной ударной нагрузке. Композиции Часть Б англ. 2016 , 105, 67–81. [Google Scholar] [CrossRef]
- Li, Z.; Чен, В .; Хао, Х. Численное исследование характеристик защиты от взрыва складчатой конструкции с заполнением из пенопласта. Строения 2019 , 20, 581–593. [Академия Google] [CrossRef]
- Фар, П.; Язичи, М .; Шукла А. Ударная реакция многослойных гофрированных конструкций с наполнителем при экстремальных температурах. Дж. Сэндв. Структура Матер. 2018 , 20, 130–149. [Google Scholar] [CrossRef]
- Келли, М.; Арора, Х .; Уорли, А .; Кэй, М .; Дель Линц, П.; Хупер, П.; Уважаемый, J.P. Сердечники для сэндвич-панелей для взрывных работ: материалы и градуированная плотность. Эксп. мех. 2016 , 56, 523–544. [Google Scholar] [CrossRef][Зеленая версия]
- Рольфе, Э.; Келли, М.; Арора, Х .; Хупер, Пенсильвания; Дорогой, Дж. П. Анализ разрушения с помощью рентгеновской компьютерной томографии композитных сэндвич-панелей, подвергнутых полномасштабному взрывному нагружению. Композиции Часть Б англ. 2017 , 129, 26–40. [Google Scholar] [CrossRef]
- Ye, N.; Чжан, В .; Ли, Д.; Хуанг, В .; Се, В .; Хуанг, X .; Цзян, X. Динамическая реакция и разрушение сэндвич-панелей с сердцевиной из пенопласта ПВХ, подвергнутых импульсной нагрузке. Междунар. Дж. Импакт Инж. 2017 , 109, 121–130. [Google Scholar] [CrossRef]
- Чжоу Т.; Чжан, П .; Сяо, В .; Лю, Дж.; Ченг, Ю. Экспериментальное исследование характеристик сэндвич-панелей с наполнителем из пенопласта ПВХ при воздушной ударной нагрузке. Композиции Структура 2019 , 226, 111081. [Google Scholar] [CrossRef]
- Карен И.; Язичи, М .; Шукла, А. Проектирование сэндвич-панелей с пенопластом для смягчения последствий взрыва с использованием алгоритма гибридной эволюционной оптимизации. Композиции Структура 2016 , 158, 72–82. [Google Scholar] [CrossRef]
- Ауне, В.; Фагерхольт, Э.; Бервик, Т .; Лангсет, М. Ударная труба для создания ударной нагрузки на конструкции. Междунар. Дж. Прот. Структура 2016 , 7, 340–366. [Google Scholar] [CrossRef][Зеленая версия]
- Доступно в Интернете: http://lstc.com/products/ls-dyna (по состоянию на 29 октября 2020 г.).
- Грубен Г. ; Фагерхольт, Э.; Хопперстад, О .; Бервик, Т. Характеристики разрушения холоднокатаной двухфазной стали. Евро. Дж. Мех. Твердые тела 2011 , 30, 204–218. [Google Scholar] [CrossRef]
- Fagerholt, E. Документация eCorr v4.0. Доступно в Интернете: https://www.ntnu.edu/kt/ecorr (по состоянию на 29 октября 2019 г.).
- Гриттен Ф.; Бервик, Т .; Хопперстад, О .; Лангсет, М. Низкоскоростная перфорация алюминиевых пластин AA5083-h216. Междунар. Дж. Импакт Инж. 2009 , 36, 597–610. [Google Scholar] [CrossRef]
- Доступно в Интернете: https://www.sundolitt.com/no/sundolitt/norway/standard-eps-og-xps/xps/ (по состоянию на 29октябрь 2020 г.).
- Веструм, О.; Лангсет, М.; Бервик, Т. Моделирование методом конечных элементов пористого полимерного покрытия трубопровода с использованием рентгеновской микрокомпьютерной томографии. Композиции Часть Б англ. 2019 , 172, 406–415. [Google Scholar] [CrossRef]
- Ауне, В.; Вальсамос, Г.; Касадей, Ф.; Лангсет, М.; Бервик, Т. Эффекты взаимодействия жидкости и конструкции во время динамического отклика зажатых тонких стальных пластин, подвергающихся взрывной нагрузке. 2020 . поданный. [Google Scholar]
- Ауне, В.; Вальсамос, Г.; Касадей, Ф.; Ларчер, М.; Лангсет, М.; Бёрвик, Т. Использование адаптивности сетки на основе повреждений для прогнозирования вязкого разрушения алюминиевых пластин, подвергнутых взрывной нагрузке. Procedia англ. 2017 , 197, 3–12. [Google Scholar] [CrossRef]
- Бёрвик Т.; Хопперстад, О .; Берстад, Т .; Лангсет, М. Расчетная модель вязкопластичности и пластического повреждения при ударе и проникновении. Евро. Дж. Мех. Твердые вещества 2001 , 20, 685–712. [Google Scholar] [CrossRef]
- Холмен, Дж. К.; Хопперстад, О.С.; Бервик, Т. Низкоскоростное воздействие на многослойные пластины из двухфазной стали. Междунар. Дж. Импакт Инж. 2015 , 78, 161–177. [Google Scholar] [CrossRef][Зеленая версия]
- Кронин Д.; Уэлле, С. Полиэтилен низкой плотности, вспененный полистирол и вспененный полипропилен: влияние скорости деформации и размера на механические свойства. Полим. Тест. 2016 , 53, 40–50. [Google Scholar] [CrossRef]
- Токсой А.К.; Гюден, М. Упрочняющий эффект заполнения пенополистиролом алюминиевых тонкостенных цилиндрических труб. Тонкостенная конструкция. 2005 , 43, 333–350. [Google Scholar] [CrossRef][Зеленая версия]
- Дешпанде, В.С.; Флек, Н.А. Изотропные модели металлических пен. Дж. Мех. физ. Твердые вещества 2000 , 48, 1253–1283. [Google Scholar] [CrossRef][Green Version]
- Hanssen, A.; Хопперстад, О .; Лангсет, М.; Ильстад, Х. Проверка конститутивных моделей, применимых к алюминиевой пене. Междунар. Дж. Мех. науч. 2002 , 44, 359–406. [Google Scholar] [CrossRef]
- Рейес, А.; Хопперстад, О.С.; Берстад, Т .; Ханссен, А.Г.; Лангсет, М. Конструктивное моделирование пеноалюминия, включая разрушение и статистическое изменение плотности. Евро. Дж. Мех. Твердые вещества 2003 , 32, 815–835. [Google Scholar] [CrossRef]
- Доступно в Интернете: http://lstc.com/products/ls-opt (по состоянию на 29 октября 2020 г.).
- Mills, N.J. Polymer Foams Handbook: Engineering and Biomechanics Applications and Design Guide; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Cockcroft, M.G.; Лэтэм, Д.Дж. Пластичность и обрабатываемость металлов. Дж. Инст. Встретил. 1968 , 96, 33–39. [Google Scholar]
- Дешпанде В.; Флек, Н.А. Многоосная текучесть полимерных пен. Acta Mater. 2001 , 49, 1859–1866. [Google Scholar] [CrossRef]
Рисунок 1. ( a ) Технические кривые напряжение-деформация, основанные на измерениях двухмерной цифровой корреляции изображений (2D-DIC) и ( b ) Кривые Коши напряжение-логарифмическая пластическая деформация до образования шейки в различных ориентациях материала относительно направления прокатки для алюминиевого сплава 1050А-х24.
Рисунок 1. ( a ) Расчетные кривые напряжения-деформации, основанные на измерениях двумерной цифровой корреляции изображений (2D-DIC) и ( б ) Кривые Коши напряжение-логарифмическая пластическая деформация до образования шейки в различных ориентациях материала относительно направления прокатки для алюминиевого сплава 1050А-х24.
Рисунок 2. ( a ) Типичные кривые истинного напряжения-деформации из испытаний на сжатие материала экструдированного пенополистирола (XPS) в направлении толщины (ND) в зависимости от плотности и скорости деформации, и ( b ) изменение плотности в направлении ND из пенополиэтилена XPS. Все графики воспроизведены из [6].
Рисунок 2. ( a ) Типичные кривые истинного напряжения-деформации из испытаний на сжатие материала экструдированного пенополистирола (XPS) в направлении толщины (ND) в зависимости от плотности и скорости деформации, и ( b ) изменение плотности в направлении ND из пенополиэтилена XPS. Все графики воспроизведены из [6].
Рисунок 3. Кривые силы-перемещения для ( a ) XPS 250 при четырех скоростях удара и ( b ) сравнение трех плотностей XPS при скорости удара 5 м/с.
Рисунок 3. Кривые силы-перемещения для ( a ) XPS 250 при четырех скоростях удара и ( b ) сравнение трех плотностей XPS при скорости удара 5 м/с.
Рисунок 4. Кривые напряжение-деформация для трех пен XPS при скоростях деформации от 0,001 с -1 до 100 с -1 .
Рисунок 4. Кривые напряжение-деформация для трех пен XPS при скоростях деформации от 0,001 с -1 до 100 с -1 .
Рисунок 5. Обзор SIMLab Shock Tube Facility (SSTF) [26].
Рисунок 5. Обзор SIMLab Shock Tube Facility (SSTF) [26].
Рисунок 6. Изображение, показывающее монтаж многослойного компонента на конце ведомой секции ударной трубы.
Рисунок 6. Изображение, показывающее монтаж многослойного компонента на конце ведомой секции ударной трубы.
Рисунок 7. Эскиз испытательного образца и зажимной рамы. Все размеры в мм.
Рис. 7. Эскиз испытательного образца и зажимной рамы. Все размеры в мм.
Рисунок 8. Перемещение и давление в зависимости от времени ( вверху ) и профили смещения ( внизу ) только для испытаний на алюминиевой обшивке.
Рисунок 8. Перемещение и давление в зависимости от времени ( вверху ) и профили смещения ( внизу ) только для испытаний на алюминиевой обшивке.
Рисунок 9. Скоростные изображения отказа в тесте Sk_P15: ( a ) начало разрыва по вертикальным краям (t = 1,35 мс), ( b ) полный разрыв по вертикальным краям (t = 1,75 мс), ( c ) начало разрыва по верхнему горизонтальному краю (t = 2,16 мс), и ( d ) полный отказ на всем кадре (t = 2,97 мс).
Рисунок 9. Скоростные изображения разрушения в тесте Sk_P15: ( a ) начало разрыва по вертикальным краям (t = 1,35 мс), ( b ) полный разрыв по вертикальным краям (t = 1,75 мс), ( c ) начало разрыва в верхней горизонтальной кромке (t = 2,16 мс) и ( d ) полный отказ по всему кадру (t = 2,97 мс).
Рисунок 10. Зависимость смещения и давления от времени ( вверху ) и профили смещения ( внизу ) для испытаний сэндвич-панелей при давлении обжига 10 бар.
Рисунок 10. Зависимость смещения и давления от времени ( вверху ) и профили смещения ( внизу ) для испытаний сэндвич-панелей при давлении обжига 10 бар.
Рисунок 11. Смещение средней точки только алюминиевой обшивки и сэндвич-панелей при ( a ) давлении обжига 10 бар, ( b ) давлении обжига 12 бар и ( c ) давлении обжига 15 бар. Сплошные и пунктирные линии используются для серий 1 и 2 соответственно.
Рисунок 11. Смещение средней точки только алюминиевых обшивок и сэндвич-панелей при ( a ) давлении обжига 10 бар, ( b ) давлении обжига 12 бар и ( c ) Давление зажигания 15 бар. Сплошные и пунктирные линии используются для серий 1 и 2 соответственно.
Рисунок 12. Измеренное давление в датчике 1 только для алюминиевых обшивок и сэндвич-панелей при ( a ) давлении обжига 10 бар, ( b ) давлении обжига 12 бар и ( c ) давлении обжига 15 бар. Сплошные и пунктирные линии используются для серий 1 и 2 соответственно.
Рисунок 12. Измеренное давление в датчике 1 только для алюминиевых обшивок и сэндвич-панелей в точке ( a ) давление обжига 10 бар, ( b ) давление обжига 12 бар и ( c ) давление обжига 15 бар. Сплошные и пунктирные линии используются для серий 1 и 2 соответственно.
Рисунок 13. Посттестовые изображения задней обшивки ( верх ), сердцевины ( середина ) и передней обшивки ( низ ) для серии 1 при уровне нагрузки P15.
Рисунок 13. Посттестовые изображения задней обшивки ( верх ), сердцевины ( середина ) и передней обшивки ( снизу ) для серии 1 при уровне нагрузки P15.
Рисунок 14. Сравнение экспериментальных и численных результатов для ( a ) квазистатического и ( b ) низкоскоростного ударного нагружения пенопластовых кубиков. Максимальное смещение, полученное численно, для удобства обозначено крестиком.
Рис. 14. Сравнение экспериментальных и численных результатов для ( a ) квазистатического и ( b ) низкоскоростного ударного нагружения пенопластовых кубиков. Максимальное смещение, полученное численно, для удобства обозначено крестиком.
Рисунок 15. Иллюстрации численной модели: ( a ) Полная сборка и ( b ) многослойный образец. Обратите внимание, что сетка для фланцев и болтов опущена для ясности.
Рисунок 15. Иллюстрации численной модели: ( a ) Полная сборка и ( b ) многослойный образец. Обратите внимание, что сетка для фланцев и болтов опущена для ясности.
Рисунок 16. Визуализация распределения плотности применительно к численным моделям.
Рисунок 16. Визуализация распределения плотности применительно к численным моделям.
Рисунок 17. Сравнение экспериментальных и численных смещений средней точки только для алюминиевой обшивки.
Рис. 17. Сравнение экспериментальных и численных смещений средней точки только для алюминиевой обшивки.
Рисунок 18. Сравнение экспериментальных и численных смещений средней точки для испытаний с давлением обжига 10 бар.
Рис. 18. Сравнение экспериментальных и численных смещений средней точки для испытаний с давлением обжига 10 бар.
Рисунок 19. Смещения задней обшивки в результате моделирования испытаний при давлении привода 10 бар.
Рис. 19. Смещения задней обшивки в результате моделирования испытаний при давлении привода 10 бар.
Рисунок 20. Сжатие сердечника при моделировании испытаний при давлении драйвера 10 бар.
Рисунок 20. Сжатие сердечника при моделировании испытаний при давлении драйвера 10 бар.
Рисунок 21. Распределение внутренней энергии при численном моделировании испытаний с давлением горения 10 бар.
Рисунок 21. Распределение внутренней энергии при численном моделировании испытаний с давлением горения 10 бар.
Рисунок 22. Профили деформации и поля пластической деформации из численного моделирования испытания Sw_250_P10.
Рисунок 22. Профили деформации и поля пластической деформации из численного моделирования испытания Sw_250_P10.
Рисунок 23. Профили деформации и поля пластической деформации из численного моделирования испытания Sw_400_P10.
Рис. 23. Профили деформации и поля пластической деформации из численного моделирования испытания Sw_400_P10.
Рисунок 24. Профили деформации и поля пластической деформации из численного моделирования испытания Sw_700_P10.
Рис. 24. Профили деформации и поля пластической деформации из численного моделирования испытания Sw_700_P10.
Таблица 1. Химический состав АА1050-х24 (в мас. %).
Таблица 1. Химический состав АА1050-х24 (в мас. %).
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|
| 0.04 | 0.32 | 0.001 | 0.002 | 0. 000 | 0.000 | 0.02 | Balance |
Table 2. Свойства материала (средние значения на основе пяти испытаний) образцов пенопласта в направлении толщины (нормальном) (ND) [6].
Таблица 2. Свойства материала (средние значения на основе пяти испытаний) образцов пенопласта в направлении толщины (нормальном) (ND) [6].
| Материал | плотность, ρ [кг/м 3 ] | Эластичный модуль , E [MPA] | Выход , σ y [MPA] | y [MPA] | . MPa] | Densification Strain, ε D [–] | |
|---|---|---|---|---|---|---|---|
| Mean | SD | ||||||
| XPS-250 | 34. 1 | 0.38 | 13.7 | 0.26 | 0.34 | 3,36 | |
| XPS-400 | 37.9 | 0.65 | 18.5 | 0.41 | 0.49 | 3.68 | |
| XPS-700 | 50.8 | 0.38 | 23.5 | 0.73 | 0.77 | 3.46 | |
Таблица 3. Матрица испытаний и избранные результаты взрывных испытаний.
Таблица 3. Матрица испытаний и избранные результаты взрывных испытаний.
| Тест | Номинальная стрельба Давление [Бар] | Ядро Материал | MS [ -] | P S01, в [KPA] | 7 P.7001, , 9187, 9187, 9187, , 9187, , , 9187, 9187, 9187, 9187, 9187, 9187, , 7. max [mm] | |
|---|---|---|---|---|---|---|
| Sk_P10 | 10 | – | 1.46 | 167.9 | 378.4 | 33.3 |
| Sw_250_P10_1 | XPS-250 | 1. 49 | 170.9 | 375.3 | 33.5 | |
| Sw_250_P10_2* | XPS-250 | 1.50 | 161.9 | 389.9 | 34.4 | |
| Sw_400_P10 | XPS-400 | 1.47 | 167.9 | 409.5 | 25.7 | |
| Sw_700_P10 | XPS-700 | 1.49 | 171.5 | 407. 1 | 24.1 | |
| Sk_P12* | 12 | – | 1.57 | 198.9 | 461.8 | 41.2 |
| Sw_250_P12 | XPS-250 | 1.57 | 198.3 | 480.3 | 35.7 | |
| Sw_400_P12 | XPS-400 | 1.55 | 193.9 | 478.8 | 33. 0 | |
| Sw_700_P12* | XPS-700 | 1.57 | 197.6 | 469.7 | 30.5 | |
| Sk_P15 | 15 | – | 1.59 | 218.5 | 512.7 | Failure |
| Sw_250_P15_1 | XPS-250 | 1.60 | 223.4 | 503.5 | 45.6 | |
| Sw_250_P15_2 | XPS-250 | 1,61 | 224,0 | 508,4 | Отказ | |
| SW_400_P15_1 | XPS-400 | 757_1.|||||
| Sw_400_P15_2 | XPS-400 | 1.61 | 227.7 | 567.4 | Failure | |
| Sw_700_P15_1 | XPS-700 | 1.61 | 227.7 | 523.1 | 36.2 | |
| Sw_700_P15_2 | XPS-700 | 1,61 | 232,2 | 588,5 | Отказ |
Таблица 4. Параметры упрочнения материала алюминиевого сплава АА1050-х24.
| σ0 [MPa] | Q1 [MPa] | C1 [MPa] | Q2 [MPa] | C2 [MPa] |
|---|---|---|---|---|
| 80.0 | 25.7 | 1000,0 | 7,6 | 21,4 |
Таблица 5. Материальные константы для алюминиевого сплава АА1050-х24 (из [34]).
Таблица 5. Материальные константы для алюминиевого сплава АА1050-х24 (из [34]).
| E [GPA] | ν [ -] | ρ [кг/м 3 ] | CMJC 6 3 ] | 7 [–19147] | 7 |
|---|---|---|---|---|---|
| 70. 0 | 0.30 | 2700 | 0.014 | 5 × 10 −4 |
Table 6. Зависящие от плотности константы отверждения пен XPS.
Таблица 6. Зависящие от плотности константы отверждения пен XPS.
| σp [MPa] | γ [–] | α2 [–] | 1/β [–] | |
|---|---|---|---|---|
| C0 [–] | 0 | 0 | 10.01 | 0.17 |
| C1 [–] | 700 | 1. 017×10−4 | 1.618 | 54.81 |
| n [–] | 2,27 | −2,615 | −0,3874 | 2,114 |
Таблица 7. Параметры кривой уравнения Фридлендера, адаптированные к измерениям давления при испытаниях массивных пластин.
Таблица 7. Параметры кривой уравнения Фридлендера, адаптированные к измерениям давления при испытаниях массивных пластин.
| Испытание | Номинальное срабатывание Давление [бар] | Pr,max [кПа] | td+ [ms] | b [–] |
|---|---|---|---|---|
| P10 | 10 | 446. 2 | 35.4 | 1.571 |
| P12 | 12 | 519.3 | 39.8 | 1.892 |
| P15 | 15 | 606.6 | 44.1 | 2.025 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020, авторы. Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (http://creativecommons.
org/licenses/by/4.0/).Другой подход к рамно-панельным дверям
Руководства по проектам Fine Homebuilding
Окна и двери
How-To
Трехслойный сэндвич заменяет сложные столярные изделия.
Гэри Стриглер Выпуск 145
Хороший плотник может сделать почти любую деревянную вещь, которая входит в дом. Однако я понял, что то, что я могу сделать что-то, не обязательно делает это прибыльным или отвечает интересам моего клиента.
Этот принцип недавно пришел мне на ум, когда клиент спросил меня, могу ли я сделать пару рамно-панельных дверей с филенчатой деталью, которая соответствовала бы дизайну бисера в некоторых из ее шкафов. Двери обычно изготавливаются в специализированных магазинах, и не зря. Большинство дверей с рамой и панелью соединяются с помощью наличников, где рисунок, отлитый внутри перил и стоек, удерживает панели на месте, а концы перил механически прикрепляются к стойкам. Дюбели усиливают эти соединения.
Врезные шипы являются альтернативой, но ни один из этих методов не подходит для небольших работ. Двери с ручкой требуют формирователя и нескольких дорогих резаков, а двери с врезным шипом требуют либо большого количества машин, либо много времени.
Тем не менее, я использовал третий метод, который требует минимальных инструментов для изготовления дверей. Используя этот метод, передняя рама и задняя рама склеиваются вокруг тонкого внутреннего слоя, который действует как шипы для соединения стоек и направляющих двух рам. Поскольку в этом проекте было задействовано всего несколько дверей, необычная детализация моего клиента сделала бы использование производителя дверей дорогим. В данном случае мой нетрадиционный метод сделал двери прибыльными и в интересах моего клиента.
Две сэндвич-рамы Внутренний слой
Винты со скрытым гнездом соединяют рельсы и стойки пары 3/4-дюйм. толстые рамки. Центральный слой толщиной 1/4 дюйма. толстый материал перекрывает стыки в рамах. После приклеивания этот слой действует как шип, соединяющий дверь.
Начните с изготовления двух рам
Крайне важно выбрать для рам прочную, прямую и плоскую древесину. Для покрасочных работ я предпочитаю тополь. Точные разрезы поручней и перекладин делают дверь квадратной, поэтому дважды проверьте настройку пилы.
Плоские двери устанавливаются на плоские столы. Проверяя уровень по диагонали от каждого угла, автор обеспечивает ровную поверхность стола. Поскольку дверь будет приклеена и закреплена на этом столе, ее плоскостность имеет решающее значение. | |
Винты с потайной головкой делают прочные рамы. Приспособление (Kreg Tool Co.; www.kregtool.com; 800-447-8638; 140 долларов США) направляет дрель, которая просверливает отверстия для винтов, соединяющих опоры и поручни сзади. | |
| Зажимные клещи для выравнивания поверхностей рельса и стойки. Шурупы, вбитые в просверленные отверстия, стягивают стык стойки и рельса аналогично забиванию гвоздями. |
Вот часть обмана
Слой тонкого материала, приклеенный между рамами, эффективно создает шипы, которые перекрывают стойки. Внешние полосы, идущие параллельно стойкам, скрывают торцевые волокна шипового слоя.
Штифты предотвращают скольжение шлицов по клею. Внутренний слой состоит из нескольких полос, вырванных из металлолома. Пока их достаточно, их ширина не имеет большого значения. | Соединение рам. Когда внутренний слой приклеен и прибит, вторая рама помещается поверх первой. |
Пневматический ударный инструмент ускоряет зажим. Шестигранные гайки, приваренные к зажимным винтам, подходят для привода. Несколько штифтов удерживают рамы от соскальзывания. | Быстрый проход фрезером заподлицо выравнивает края. Большая часть выдавленного клея была соскоблена, чтобы не загрязнить подшипник сверла. |
Удерживание в панелях
Одной из сложностей традиционных рамно-панельных дверей является захват панелей рамой во время склеивания. Непреднамеренное приклеивание панелей к раме может привести к их растрескиванию. Я избегаю этой проблемы, удерживая панели на месте молдингами.
Прикладной молдинг в четверть круга удерживает панели на месте. Используя комбинированный угольник, автор сохраняет равномерную выпуклость, прикрепляя молдинг к раме с помощью пистолета для крепления. | Фанерная панель с бортиками устанавливается на место. Панели других стилей, например, фальшпанели или шпунтованные доски, можно легко заменить фанерой. |
Дополнительный лицевой молдинг выполнен в южном колониальном стиле. Плоская панель и более простой молдинг могли бы придать этой двери вид Ремесленника. Каким бы ни был молдинг, он держится и в верхней стеклянной панели. |
Для получения дополнительных фотографий, рисунков и подробностей нажмите кнопку «Просмотреть PDF» ниже:
Просмотреть PDF
Предыдущий: Изготовление вишневой входной двери Следующий: Создайте высокоэффективную наружную дверь
Направляющая
Окна и двери
Глава
Наружные двери
Окна и двери
Окна и двери
Надежное исчерпывающее руководство от профессионалов по выбору, установке, замене и ремонту окон и дверей в любом доме
Посмотреть руководство по проекту
Просмотреть все руководства по проектам »
Станьте участником и получите неограниченный доступ к сайту, включая
Руководство по проекту «Окна и двери».
Начать бесплатную пробную версию
Выбор Windows
- Типы окон
- Дизайн и материалы
- Энергосберегающие окна
Установка окон в новые стены
Дооснащение Windows
Ремонт окон
- Восстановление старых окон
- Ремонт и модернизация
Основы дверей
Межкомнатные двери
Наружные двери
Окончательное решение BIM для проектирования оболочек из сэндвич-панелей в моделях Revit®
AGACAD Sandwich Panels предлагает набор мощных функций и первоклассную автоматизацию для эффективного моделирования, управления данными и вывода. Создавайте скоординированные, согласованные и полные проекты на основе моделей для обшивки, каркаса, обшивки, детализации, составления расписания и многого другого. Используйте сэндвич-панели для повышения точности и экономии времени на протяжении всего жизненного цикла проекта.
Сэндвич-панели упрощает проектирование и документирование благодаря полному обновлению проекта в режиме реального времени в Revit®. Кроме того, он генерирует виды с автоматическими размерами стеновых или кровельных панелей или сегментов, а также точные спецификации и рабочие чертежи. Таким образом обеспечивается качественное производство и точная сборка на месте.
Усовершенствованная автоматизация и встроенные передовые методы помогают специалистам в области BIM делать оптимальный выбор, работать намного быстрее и избегать ошибок на каждом этапе — от проектирования и документации до изготовления и строительства.
Простое пакетное добавление, изменение или маркировка нужных элементов или параметров, распределение деталей, гибкое управление отверстиями и соединениями и поиск конфликтов. Распределение сэндвич-панелей динамически обновляется и адаптируется, обеспечивая постоянную точность рабочих чертежей и списков раскроя.
Совместимость с Autodesk® Revit® 2023, 2022, 2021
Идеально подходит для:
Новые и опытные пользователи Revit, техники Revit, специалисты по архитектуре, консультанты BIM, координаторы, менеджеры BIM и другие специалисты BIM.
Сэндвич-панели идеально подходят для архитектурных и структурных проектировщиков, а также для строителей и сметчиков, которые хотят автоматизировать процессы и сэкономить время и деньги.
ДИЗАЙН
Пакет Sandwich Panels идеально подходит для точного и эффективного моделирования фасадов, крыш и облицовки промышленных объектов и коммерческих многоэтажных зданий. Программное обеспечение значительно улучшает рабочий процесс, позволяя использовать базу данных конфигураций для учета различных типов стен и крыш. Уникальную детализацию и распределение панелей можно сохранить и использовать повторно в любое время. После завершения моделирования панели и дополнительные элементы создаются автоматически. Результат: точная модель BIM, готовая к подготовке рабочих чертежей, расчету количества, оценке стоимости и даже участию в торгах.
ДОКУМЕНТ
Документация для всей внешней оболочки здания из сэндвич-панелей, несущего каркаса и крепежа может быть легко создана. Виды, основные надписи, марки, размеры и спецификации легко создаются с помощью команды «Создать сборку». Чертежи с примененными настройками графики могут быть созданы автоматически для отдельных панелей или целых сборок стен/крыш.
СОВМЕСТНАЯ РАБОТА
При дополнительном использовании наше приложение Cut Opening облегчает совместную работу, точно определяя, где инженерные сети, поддерживающие структурные компоненты и изолированные сэндвич-панели сталкиваются; создание отверстий; и вставка необходимых компонентов для всех инженерных служб и строительных конструкций на соответствующих пересечениях по всей модели Revit.
CONSTRUCT
Благодаря сэндвич-панелям легко спланировать транспортировку и установку сэндвич-панелей на любую строительную конструкцию. Наличие максимально точной окончательной модели BIM означает точное количество съемок и разрезов панелей, поэтому сборка на месте становится более эффективной, менее затратной и менее расточительной. Кроме того, наша надстройка Panel Packer позволяет оптимизировать производство и логистику, помогая сократить время, затраты и выбросы CO2.
Совместимость с Autodesk® Revit® 2023, 2022, 2021
ПОТРЯСАЮЩИЕ ФУНКЦИИ
Wall+M
Автоматизируйте работы по возведению стен из тонкой стали в Revit® с помощью Metal Framing Wall+. Это решение BIM помогает вам сделать оптимальный выбор, двигаться намного быстрее и избежать ошибок на каждом этапе BIM — от проектирования и документации до изготовления и строительства стеновых панелей.
- Создание детализированного многослойного металлического каркаса стены для любого проекта Revit с использованием предопределенных или пользовательских правил и шаблонов; решение поддерживает системы каркаса C+C (включая C+C Chamfered), C+U (включая C+U Special) и системы каркаса U+U.
- Каркасные многоэтажные дома В 10 раз быстрее, чем при использовании стандартного интерфейса Revit.
- Простая настройка несущей конструкции, проемов, сложных Г-образных или Т-образных соединений , деталей, положений сервисных отверстий и т. д. для прямых или арочных стен с легким каркасом.
- Автоматизировать схемы обшивки .
- Каркас архитектурный Навесные стены с высоко детализированными элементами и навесными панелями (включая сложные заполнения и внутренние каркасы) точно.
- Свободно пересматривайте свою модель Revit, просто выбирая элементы и свойства, которые вы хотите изменить; найти структурные и инженерные коллизии.
- Выполняйте структурный анализ, не выходя из Revit на любом этапе процесса проектирования.
- Создание рабочих чертежей и вырезание списков одним щелчком мыши; получать снимки и виды в реальном времени, автоматическую сортировку и определение размеров, а также опциональный экспорт на любые станки с ЧПУ (Howick, Metroll, Pinnacle и т. д.).
Умные стены
Управляйте стенами в Revit®: быстро разбирайте слои на разные типы стен, полностью контролируйте расстояния между соединениями и зазорами, разделяйте стены на отдельные панели с предопределенными настройками, вставляйте точки гравитации и управляйте информацией с помощью функции экспорта в Excel.
- Управление информацией обо всех стенах в вашем проекте.
- Экспорт отфильтрованной, сгруппированной или выбранной информации (параметры стены) в Excel.
- Разделите слои стен на отдельные типы стен в соответствии с заданной пользователем конфигурацией.
- Полностью контролировать стыки и зазоры между стенами.
- Вставка точек гравитации.
- Добавьте дополнительную информацию о реальной ориентации стены, высоте или координатах.
- Разделение стен в определенных местах с помощью линий сетки, проемов или других стен.
- Автоматическое разделение стен по заданному размеру панели.
Roof+
Автоматизация кровельных работ с металлическим каркасом в проектах Revit®. Надежные функции позволяют эффективно обрамлять металлические крыши в комплекте с кровельными балками, рейками, ендовами, кровельными досками и многим другим. Кроме того, программное обеспечение автоматизирует рабочие чертежи, включая сортировку, маркировку, определение размеров и планирование всех кадров.
- Создавайте собственные правила и шаблоны и используйте их для детального создания многослойных металлических каркасов крыш в моделях Revit.
- Создание больших крыш в 10 раз быстрее, чем при использовании обычных функций Revit.
- Управляйте балками, краевыми балками, выемками, перемычками, блокировками и размещением распорок, а также настраивайте проемы, детали, положения сервисных отверстий и многое другое.
- Автоматическое распределение обрешетки, вспомогательных рам и кровли.
- Внесите необходимые изменения в модель Revit, просто выбрав элементы и свойства, которые необходимо изменить.
- Отслеживайте структурные и инженерные конфликты.
- Вырежьте и обрамите проемы в соответствии с заданными правилами.
- Создание рабочих чертежей и списков резки одним щелчком мыши. Получайте взлеты и представления в режиме реального времени, а также автоматическую сортировку и определение размеров.
- Экспорт на станок с ЧПУ.
- Выполняйте расчет конструкций, не выходя из Revit.
Интеллектуальные соединения
Добавьте любое количество интеллектуальных деталей лица, которые адаптируются к изменениям основных элементов, во всех моделях BIM.
- Распределение деталей и пустот на любых поверхностях элементов на основе правил.
- Простая вставка точечных и линейных деталей.
- Данные главного элемента можно считывать и использовать для автоматического изменения семейств деталей.
- Легко вращайте/переворачивайте детали в окне конфигурации, чтобы получить желаемый результат.
- Проверьте, имеет ли основной элемент достаточно твердого тела для вставки детали.
- Детали вставки в соответствии с точкой притяжения.
- Вставка деталей в точках пересечения других элементов Revit.
- Быстрая модификация и обновление вставленных реквизитов.
- Автоматически вставлять сведения на основе заданного имени конфигурации.
- Смарт-сборки, используемые для рабочих чертежей, распознают изменения, сделанные с помощью Smart Connections.
Смарт-сборки
Создавайте виды стен, полов, крыш с автоматическими размерами и размещайте их на листах.
- Автоматическое добавление всех размещенных элементов в сборку.
- Используйте различные шаблоны для автоматического создания видов и размещения их на шаблоне листа.
- Автоматическое создание расписаний на основе шаблонов расписаний.
- Создание размеров на основе правил с примечаниями в выбранных видах.
- Создание нескольких сборок с заданными конфигурациями одним щелчком мыши.
- Простая проверка, обновление, редактирование, изменение размеров выбранных сборок.
- Обновление сборок на основе изменений проекта.
- Выбрать/найти/изолировать первичные и вторичные сборки.
- Поиск изменений в сборках из-за новых размещенных деталей.
- Вставка деталей/вырезов на всех однотипных сборках одним щелчком мыши.
Метка сортировки
Перенумеруйте элементы Revit® так, как вам нужно, найдите и перенумеруйте сетки, определите направление и ориентацию поворота (и добавьте их как свойства), пересчитайте общие координаты и многое другое.
- Определяет геометрию сетки и автоматически перенумеровывает ее после любого изменения проекта.
- Перенумерация любых элементов Revit (двери, окна, колонны, трубы и т. д.) различными способами.
- Записывает направление открывания дверей в свойства двери.
- Записывает ориентацию отражения/зеркального отражения для выбранных элементов.
- Создает новые общие параметры, пересчитывает общие координаты X, Y, Z.
- Возможность сохранения настроек нумерации под отдельным именем.
- Возможность сортировки элементов по возрастанию/убыванию и многие другие функции.
Smart Views
Легко получайте чертежи разрезов и фасадов для любого элемента здания, используя функции, которые быстро создают виды и размеры для выбранных элементов.
- Использует конфигурации вместо ручной работы
- Обрезает виды до размера элемента
- Создает автоматические размеры на основе определенных конфигураций
- Применяет шаблоны видов ко всем новым видам elements
- Переименовывает виды на основе конфигураций
- Применение правил определения размеров к любому виду Revit или выбранным элементам на виде
Хотите узнать, подходит ли вам это решение? Наши специалисты помогут вам быстро понять, как это программное обеспечение поможет вам в процессе проектирования.
СОЗДАЙТЕ СВОЙ ПРОЕКТ!
Не тратьте время на чтение технической документации и убедитесь, что это решение для вас! Наш эксперт выполнит фрейминг части вашего проекта, продемонстрирует функциональность программного обеспечения, поделится передовым опытом и наиболее эффективным способом фрейминга с учетом ваших текущих потребностей.
Продолжительность: 2 часа. Стоимость: 280$/280€
Вы покинете демонстрацию с:
– Часть вашего проекта уже оформлена;
– Ответы на ваши вопросы;
– 30-дневная пробная версия ПО;
– Поддержка в течение пробного периода.
Промышленные стальные здания с сэндвич-панелями
I nostri Prodotti e Servizi _ label
Промышленные стальные здания, покрытые специальными изоляционными панелями .
Промышленные здания с теплоизоляцией или сэндвич-панелями теперь являются неотъемлемой частью ассортимента Kopron, что очень ценится, поскольку позволяет расширить область применения конструкций Kopron. Покрытия из сэндвич-панелей позволяют создавать настоящие склады, как традиционные бетонные склады, но с очень короткими сроками строительства. Отделка сэндвич-панелями гарантирует максимально возможный уровень тепло- и звукоизоляции снаружи, что делает строение идеальным местом не только для хранения товаров , но и полезной рабочей области.
Преимуществами стальных конструкций являются:
– снижение объема строительных работ
– гибкость конструкции: возможность перемещения, расширения или разделения за короткое время
– экономия
– простота сборки и разборки
– соблюдение сейсмических норм
– высокий уровень теплозвукоизоляции
– огнестойкость и структурная устойчивость
Этикетка Vantaggiназвание
Склады Копрон идеально подходят для создания новых крытых площадей, предназначенных для логистических решений, таких как зоны постоянного или временного хранения товаров, создание новых производственных или сервисных площадей, для покрытия зон погрузки/разгрузки, парковки транспортных средств и техники. , всего полей приложения компании .
Склады Kopron – это идеальные навесы для каждой компании, которая хочет быстро, экономично и гибко увеличить доступное пространство. Одним из наиболее ценных преимуществ является возможность повторного использования склада, установленного в другом контексте, что, таким образом, становится ценным активом для каждой компании . Простые процессы монтажа и демонтажа позволяют повторно использовать эти конструкции за короткое время в любом месте.
Ideal for every field SPORT
Sport warehouses or activities such as training gyms
ENVIRONMENT
To cover or uncover processes
TEMPORARY FACTORIES
Малые или крупные заводы в каждом районе
Складисты
для хранения любых товаров
Производство
.
ВЕРФИ, ПОРТОВЫЕ РАЙОНЫ, АЭРОПОРТЫ
Используемые для рабочих процессов или для хранения материалов
СТРОИТЕЛЬНАЯ, ХИМИЧЕСКАЯ ИЛИ МАШИНОСТРОИТЕЛЬНАЯ ПРОМЫШЛЕННОСТЬ
Для покрытия или раскрытия процессов или для хранения
Семинары
Процессы или для хранения
ТОРГОВОЙ ИЛИКОВЫЙ ПРОЦЕСС
9
OR PROSTERES
.
ПРОДОВОЛЬСТВЕННЫЕ КОМПАНИИ
Подходит для хранения любых продуктов питания или расширения рабочих процессов
ТРАНСПОРТ И ЛОГИСТИКА
Идеально подходит для защиты хранимых товаров
СПЕЦИАЛЬНОЕ ИСПОЛЬЗОВАНИЕ
Изготовлено на заказ
3 3
К-Шельт
Преимущества стальных складов «Копрон»
Соблюдение применимых норм
Каждая конструкция спроектирована с целью удовлетворения требований заказчика с учетом особенностей географического района, в котором установлена конструкция, с расчетом и сертификацией статических и уровни динамической производительности.
Конструктивные преимущества
Строительные работы сведены к минимуму, структурная гибкость, возможность перемещения, расширения или разделения площади за короткое время, экономия, простота сборки и разборки, возможность сделать конструкции стационарными или мобильными .
Индивидуальный заказ
Индивидуализация в плане дизайна и производства, заказчик не привязан к стандартным моделям, любой формы и размера.
Гибкая установка продукта
Возможность изготовления крышек фиксированными или выдвижными благодаря установке колес из кованой стали с двойными шарикоподшипниками и вакуумным уплотнением на складах, что позволяет использовать площади для нескольких целей.
Качество материалов
Конструкция полностью изготовлена из горячеоцинкованной стали с гарантией более 10 лет и, следовательно, прямоугольные закрытые профили, не требующие обслуживания, которые обеспечивают большую устойчивость к нагрузкам и безопасность для конечного пользователя.
Различные покрытия для конструкции
Возможность покрытия ПВХ со специальной гарантией Копрон, сэндвич-панелями или сталью.
Сохранение всех преимуществ кирпичной конструкции
Соблюдение сейсмических норм, акустическая и теплоизоляция, огнестойкость и устойчивость конструкции. Все это характеристики, которые определяют конструкции Kopron как долговечные и ненадежные, как алюминиевые навесы, обычно используемые для мероприятий.
Аксессуары и отделка Этикетка с названием
Finishes and final accessories
Round Windows
Ventilations cap
External curtain closing system
Ventilations
Sky-lights
Натяжной храповик
Motor for mobile or retractable system
Automatic doors
System of anchorage with straps and closures
Vertical tubular
Closing curtains with motor
Цвета штор ПВХ
Тип штор
Энергосберегающие шторы
Производятся исключительно прозрачные для прохождения естественного света
Self-extinguishing
Class 2 PVC curtain
Self-extinguishing
Class 1 PVC curtain
Insulated PVC
Curtain in order to maintain temperature
Progettazione Integrata labeltitolo
Технологии, производительность и экономия — вот те элементы, которые профессиональные клиенты требуют от продукции Kopron. Многолетний опыт работы в этой области на международном уровне привел к созданию команды профессионалов, занимающихся комплексным проектированием. Таким образом, Kopron может удовлетворить требования к уникальному и передовому продукту, активно сотрудничая с клиентами
Производство, Сертификация и маркировка качества, название
Более 100 000 кв. м производственных площадей, расположенных в каждой стране, чтобы помочь каждому отдельно взятому рынку и противостоять конкуренции с большей эффективностью. Технологическое оборудование и высококвалифицированный персонал гарантируют качество и пунктуальность вывода. История и использование высокотехнологичного оборудования позволяет наилучшим образом выполнять легкие и средние столярные работы.
Благодаря расширенному ассортименту машин, обработка алюминия, железа и стали соответствует качеству, экономичности и гарантии гибкого и быстрого производства , что требуется в больших и малых проектах. Весь производственный цикл «Копрон» имеет сертификаты качества. Компания работает в полном соответствии с европейскими нормами и пользуется услугами международных сертификационных органов, таких как Rina Service.
Таблица сертификатов
СЕРТИФИКАТЫ
ISO 9001 2008:
EA; 18 – ЭА; 29А – ЭА; 17 – ЭА; 28A
UNI EN: 1090-2 / 3834-3
CE
Центр обработки стали
D.M. 14-01-2008
Применимый стандарт UNI EN 13241-1
КАТЕГОРИЯ
Производственное предприятие
Производственный цикл
и процессы сварки
Продукция:
склады – закрытия – рампы
Производство
Цикл – Трансформация
из стали
Закрытие
Преимущества для клиента
. Характеристики
продуктов имеют трансляции для клиентов
.