
Профилегиб своими руками: пошаговая инструкция, видео
Профилегиб поможет изготовить из металлических труб гнутые дуги, широко применяющиеся в строительстве и благоустройстве участка. Разберемся, как сделать профилегиб своими руками.
Дуги из профильной трубы – востребованный материал для благоустройства дачного участка, строительства теплиц, навесов, беседок. Покупать такой прокат не выгодно: он дороже обычных прямых труб в 2 раза и более, а сделать дуги самому довольно просто. Для этого нужен специальный станок, который называется профилегиб. Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
Применение профилегиба и принцип его работы
Назначение профилегиба – деформация металла в холодном состоянии до достижения необходимой формы. При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
- Профильная труба лучше противостоит деформациям, поэтому нужно приложить большое усилие, чтобы ее согнуть.

- Как правило, создаваемые дуги имеют большой радиус кривизны.

Сам процесс изгибания металла основан на приложении деформирующего усилия по центру балки, лежащей на двух опорах. При этом, благодаря прокатыванию профиля по роликам, его сечение в процессе обработки не меняется, на поверхности не появляются смятые участки, складки. Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Конструкция
Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
- Подвижный ролик один и расположен посередине, опускаясь сверху. Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
- Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.
- Подвижный ролик поставлен сбоку (справа или слева). Такая конструкция позволяет завивать профиль в спирали.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.
 Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.[warning]В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т.д.[/warning]
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Необходимые материалы и инструмент
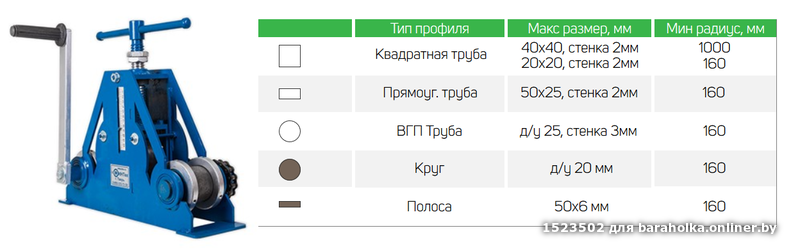
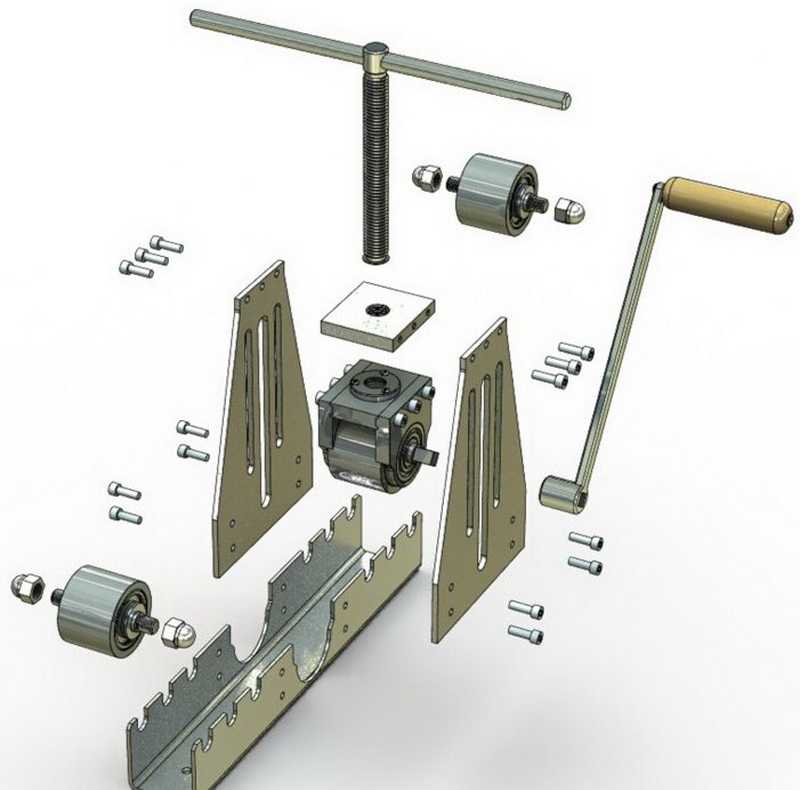
Материалы для изготовления трубогиба подбираются, исходя из определенных для станка задач и имеющихся в наличии узлов и деталей. Мы предлагаем комплект деталей для изготовления станка, которому под силу справиться с профильной трубой диаметром до 60 мм. Но многие из компонентов можно заменить, в зависимости от того, какие материалы удастся найти в хозяйстве или недорого купить. Итак, вот примерный перечень материалов:
- Отрезки швеллера №80. Из него будет изготовлена станина станка. Допускаются и другие виды швеллера или уголков, лишь бы толщина металла была не менее 3 мм, а ширины металлопроката хватало для установки валов и остальных деталей. Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.
- Готовые подшипники, запрессованные в подшипниковые узлы. Здесь лучше приобрести готовые детали, так как трудоемкость изготовления подшипникового узла велика, а от его качества во многом зависит эффективность работы станка.
- Стальной вал 70-мм диаметра (3 штуки).
- Приводные звездочки и цепь. Мы взяли элементы из ГРМ классической модели «Жигулей», но подойдут и велосипедные детали.
- Болты М20х60.
- Гладкая стальная арматура.
- Стальные полосы 5-мм толщины.
- Гроверные шайбы, гайки М20.
Инструментарий для работы достаточно распространен и встречается во многих домах. Два наиболее редких инструмента – это сварочный аппарат и «болгарка». Без них не обойтись при изготовлении станины трубогиба. Если этих инструментов нет в хозяйстве, их стоит приобрести или взять в аренду на время.
Также понадобится электродрель, сверла по металлу, разметочный инструмент (кернеры, чертилки, рулетка, карандаш), молоток, гаечные ключи №20.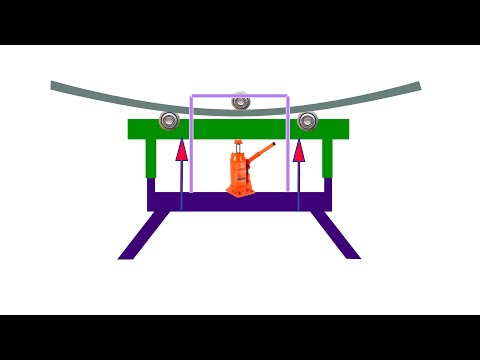
Как сделать профилегиб своими руками. Пошаговая инструкция
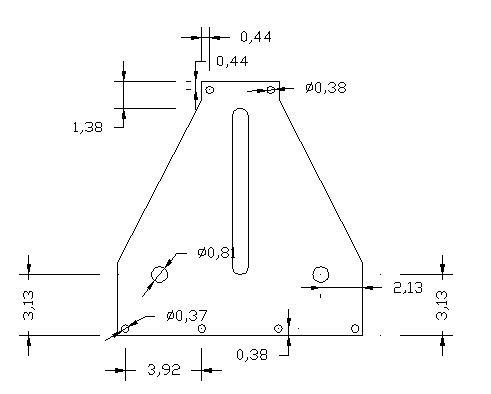
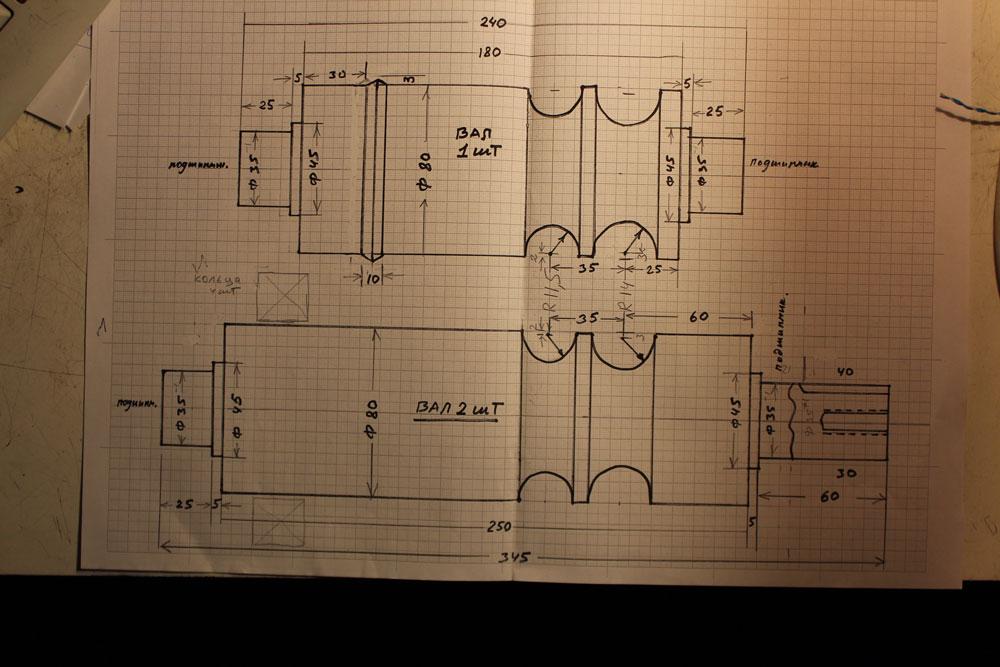
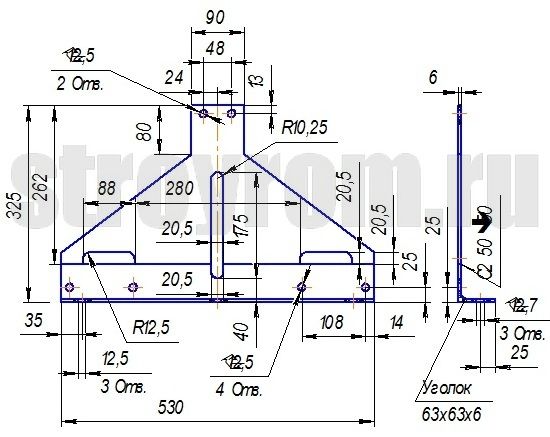
Прежде всего, начинают с создания чертежей. Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Далее порядок работы таков:
- Швеллер нарезается на куски нужного размера, из него собирается нижняя часть станины и перекладина в виде буквы «П» для прижимного ролика. Детали соединяются с помощью сварки. Станину и поперечину пока не соединяют.
- По чертежам размечаются отверстия для валов, намечаются кернером, затем сверлятся. В местах установки валов на станину наваривают куски полосовой стали, чтобы толщина металла достигла 1 см и более. После этого можно быть уверенным, что станина выдержит нагрузку.
- Внутри боковых стоек перекладины крепят болтами направляющие для подвижного вала. Вал вводят в направляюще, убеждаются, что он способен перемещаться. Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом.
- Валы для неподвижных роликов вставляют в отверстия на станине, закрепляют с помощью болтов и гаек с гроверами.
- К валам наваривают звездочки передачи, соединяют их цепью. К ведущему валу приваривают ручку из согнутой арматуры.
- Сваривают станину с перекладиной.
 После этого можно быть уверенным, что станина выдержит нагрузку.
После этого можно быть уверенным, что станина выдержит нагрузку.[warning]Когда станок полностью собран, его тщательно красят, чтобы коррозионные процессы не разрушали металл. Все подшипники, звездочки и цепь тщательно смазывают, рукояти полируют.
Чтобы для протаскивания трубы через вальцы требовалось прикладывать меньшее усилие, применяют принцип уменьшения передачи (он реализован, например, в велосипеде). Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Еще один вариант, который позволяет обеспечить заметно большее усилие – установка в качестве привода низкооборотного электрического мотора. Тогда его ось соединяется с ведущим валом станка (непосредственно или через передачу). Такое дополнение усложняет конструкцию, но существенно расширяет функциональные возможности.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
[warning]После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны. [/warning]
[/warning]
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Советы профессионалов
Мы рекомендуем несколько видеофрагментов, содержащих полезные советы по сооружению профилегибов своими руками. Вы можете своими глазами увидеть все этапы работы и познакомиться с различными вариантами конструкции этого станка, чтобы выбрать для себя наиболее подходящий:
 youtube.com/embed/uLPqia3Asv0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/uLPqia3Asv0″ allowfullscreen=”allowfullscreen”> Профилегиб – полезный в хозяйстве станок, который будет нужен во множестве случаев. Если разобраться в конструкции, его вполне можно соорудить самому, не затратив много времени и средств. И тогда это полезное устройство станет помощником в благоустройстве приусадебного или садового участка.
как сделать станок для проката профильной трубы своими руками, чертежи профилегибочного станка
Агрегат для гибки металлического профиля, труб, прокатных погонных изделий разного сечения называется профилегиб. В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.
Эти две рабочие схемы одинаково эффективны, хотя отличаются расположением рабочих и вспомогательных валов, а также типом прижимающего устройства.
Самодельный гибочный агрегат
В мастерской чаще всего конструируют и собирают профилегибочный станок своими руками. Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Для изготовления станины режут два куска от швеллера длиной 20 см (для поперечных направляющих) и две заготовки по 70 см (для продольных стоек).
На торцах двух последних заготовок формируют угол 70˚ с помощью болгарки.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Основной цикл изготовления
Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Подготовленные продольные и поперечные части соединяют сваркой, получается станина профилегибочного станка. В процессе сборки в конструкцию из верха и двух боковин вставляют вал. К станине варят направляющие вертикальные отрезки швеллера, которые были подготовлены на начальном этапе сборки, по ним будет двигаться прижимной механизм.
В верхней части прижимного устройства сверлят отверстие 22 мм для болта М20.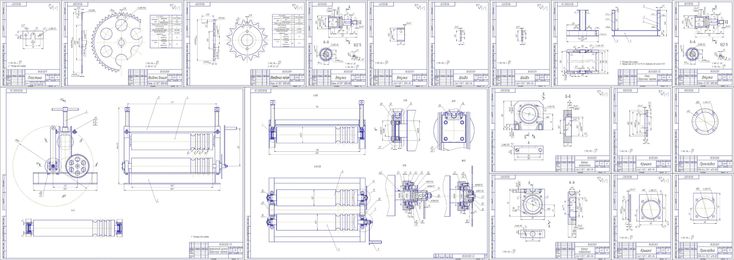 Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Для крепления перекладины верха предусмотрено болтовое соединение, метизы вставляют в нее. Затягивают болты с применением граверных гаек. Сверху основания рамы крепят подшипниковые узлы, а на них располагают стационарные валы. Узлы подшипников закрепляют болтами через отверстия с применением граверных гаек.
Чтобы соединить ступицу с шестеренками, ее приваривают под цепью. Диаметр ступицы должен соответствовать этому размеру у шпиндельного вала. На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
Заключительные работы
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К стальной полосе размером около 50 см приваривают пруток, который будет служить ручкой. Получается ворот, к которому со второго конца приваривают ступицу. Для ее изготовления берут остаток трубы, при этом получается, что диаметр ступицы равен внутреннему размеру шестеренок.
Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
После окончания работ станок окрашивают масляными составами для предупреждения ржавчины и коррозии от окружающей атмосферы. Те части агрегата, которые взаимодействуют между собой поверхностями или трутся в процессе работы, не окрашиваются.
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают самостоятельно или берут из интернета или печатных изданий. В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
По готовым чертежам можно делать станину, располагать валы, крепить направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят только в том случае, если они предназначены для изгибания именно такого профиля, как у мастера. Но помимо конфигурации, прокатные балки отличаются размером сечения, толщиной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без изменений можно применять только в случае, если он:
- не содержит ошибок технического характера, для этого нужно обратиться к опытному механику, он определит работоспособность выбранной схемы;
- техническая сторона описания разработана подробно, понятна сборка, чертеж снабжен обширной размерной сеткой, указаны все методы крепления, вычерчены сборочные узлы с разрезами и предусмотрено взаимодействие рядом расположенных элементов;
- конструкция станка не требует применения малоизвестных материалов и узлов, которые нет возможности купить или заказать.

На основе готовых чертежей мастер может исправить некоторые положения, подогнав схемы под индивидуальные условия. При выполнении сборочных схем обращают внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только с размером на торце;
- некоторые виды проката, например, уголок или швеллер удачно гнется, если при установке в агрегат учитывается направление изгибания (полка располагается вниз или вверх).
Особенностью выбора боковой поверхности роликового диска является то, что требуется максимально уменьшить возможность вырывания профиля, его выкручивание, в результате не должно быть смятых полок. Это важно не только для мелкого сечения, но и крупные профили с толстыми полками не выдерживают нагрузки. Поэтому конструктиву бока ролика уделяют внимание при разработке.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.

Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Originally posted 2018-03-28 15:20:26.
Профилегиб своими руками в домашних условиях: чертежи, фото, видео
Самостоятельное создание
Для изготовления несложного станка для производства изогнутой трубы используют такие составные части, как:
- Домашний домкрат.
- Профильная и полочная часть для производства каркасного элемента.
- Пружины с высоким уровнем прочности и плотности.
- Три стандартных вала.
- Цепь для привода осевого сечения.
- Некоторые другие несложные элементы конструкции.
Для того чтобы сделать работу правильно и не испортить изделие, следует подойти к данному процессу максимально серьезно, и выполнить все от и до по видеоинструкции, в которой можно наблюдать профилегибочные станки. Только тогда работа в полной мере может считаться выполненной на отлично.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Фотоинструкция по самостоятельному изготовлению недорогого профилегиба из запчастей от старых автомобилей и велосипедов, подшипников, резьбовой шпильки и швеллера
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Это интересно: Мангал разборный своими руками — рассматриваем со всех сторон
Виды профилегибочных станков
Профилегибы делятся на три основные категории.
Гидравлические
Это наиболее мощные из профилегибов, используемые преимущественно для оснащения промышленных предприятий. Профилегибочный станок гидравлического типа относится к категории стационарного оборудования, с его помощью на производственных предприятиях можно эффективно и оперативно выполнять гибку профилей любого сечения в любых количествах. Гидравлический профилегиб имеет такие значимые преимущества, как простота эксплуатации и отсутствие необходимости в применении физической силы в процессе гибки. В качестве недостатка таких профилегибов можно отметить только то, что для их работы необходимо подключение к электрической сети.
Гидравлический профилегибочный станок — HPK 65
Электрические
Хотя это оборудование и обладает меньшими размерами, чем гидравлическое, оно также относится к категории стационарного. Использование электрических профилегибов дает возможность изготавливать гнутые контуры, точно соответствующие чертежу, а также обеспечивать прочность готовых изделий в местах сгиба. Электрические профилегибы используются для оснащения небольших предприятий и мастерских (то есть там, где нет необходимости гнуть профили большого сечения). Существует также электромеханическое оборудование, которое работает в полуавтоматическом режиме под контролем оператора.
Электрические профилегибы используются для оснащения небольших предприятий и мастерских (то есть там, где нет необходимости гнуть профили большого сечения). Существует также электромеханическое оборудование, которое работает в полуавтоматическом режиме под контролем оператора.
Самодельный профилегиб с электроприводом
Ручные
Такое оборудование для гибки металлических профилей отличается небольшими габаритами, простотой эксплуатации и доступной ценой. Именно ручной профилегиб чаще всего можно встретить в частных мастерских или гаражах, где он применяется для того, чтобы при необходимости сделать гнутый профиль из металлического профиля или трубы небольшого сечения. Следует иметь в виду, что при использовании такого профилегиба практически невозможно проконтролировать и уж тем более получить изгиб, соответствующий чертежу. Кроме того, чтобы сделать изгиб профиля или трубы на ручном профилегибе, придется приложить значительные физические усилия. Однако все эти недостатки с лихвой окупаются доступной стоимостью ручного профилегиба, особенно если сравнивать ее с ценой гидравлических или электрических станков.
Универсальный ручной профилегибочный станок ПГ-4
Намоточный трубогиб
Можно сконструировать и намоточный трубогиб своими руками для круглой трубы или квадратного профиля, работающий по аналогии с роликовым инструментом. Но, гибка выполняется не поворотным роликом, а движимым упором. Для перемещения упора устанавливаются горизонтальные направляющие.
Конструкция включает такие детали:
- Профильный сектор. От его угла будет зависеть предельный угол изгиба.
- Вертикальная ось небольшой длины. Для свободного вращения следует использовать подшипник.
- 2 смежных ролика, формирующих движимый упор.
- Направляющие с одной функциональной стороной.
- Ограничитель движения упора. Предотвращает риск произвольного перемещения упора при выполнении гибки.
- Вилка-предохранитель, установленная на профильный сектор. Позволяет правильно зафиксировать деталь, и повысить точность работы.
Механизм более сложный в изготовлении, но отличается более компактными размерами. Трубогиб проще в эксплуатации за счёт возможности быстро изменять положение прижимного узла. Может оснащаться электроприводом или гидравлическим узлом.
Трубогиб проще в эксплуатации за счёт возможности быстро изменять положение прижимного узла. Может оснащаться электроприводом или гидравлическим узлом.
Рекомендации специалиста
Если вы решили изготовить трубогиб-профилегиб своими руками, то необходимо правильно подобрать размеры деталей станины, чтобы они подходили по усилию изгибания, ведь в противном случае профилегиб будет гнуть сам себя. Станину можно выполнить из конструкционной стали. Детали будут изготавливаться из металла, толщина которого должна быть равна 1/6 диаметру изгибаемой трубы. Например, если предстоит работать с 35-мм трубой, то металл станины не должен быть толще 6 мм, в ином случае на слабые места пойдёт концентрация напряжения.
Если вы задумались над вопросом о том, как сделать профилегиб своими руками, то должны помнить, что толщина опорной плиты должна быть в два раза больше. Диаметр роликов нужно подобрать с учетом диаметра трубы для изгибания с помощью проката. Во всех остальных случаях необходимо руководствоваться допустимым радиусом изгиба. Станина будет свариваться из уголка, полки которого должны иметь размеры, равные трем диаметрам трубы. Что касается швеллера, то размер его полки должен составить два диаметра или больше. Для 35-мм трубы станина должна быть выполнена из уголка с размерами 100 x 6 мм, это значение является предельным. Если же ручной профилегиб своими руками будет выполняться из швеллера, то его размеры должны быть равны 70 x 6 мм.
Станина будет свариваться из уголка, полки которого должны иметь размеры, равные трем диаметрам трубы. Что касается швеллера, то размер его полки должен составить два диаметра или больше. Для 35-мм трубы станина должна быть выполнена из уголка с размерами 100 x 6 мм, это значение является предельным. Если же ручной профилегиб своими руками будет выполняться из швеллера, то его размеры должны быть равны 70 x 6 мм.
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше.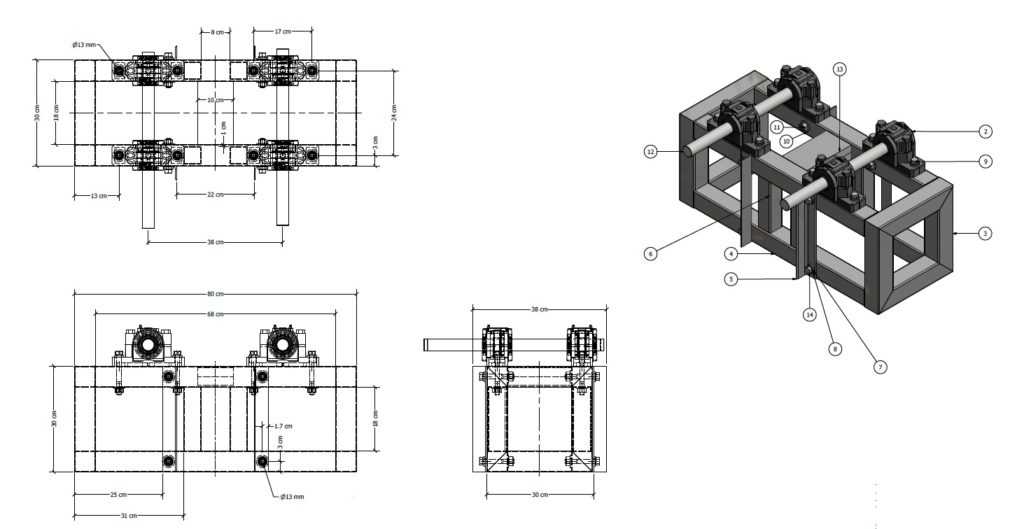 В дополнение к ним понадобятся:
В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.
Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.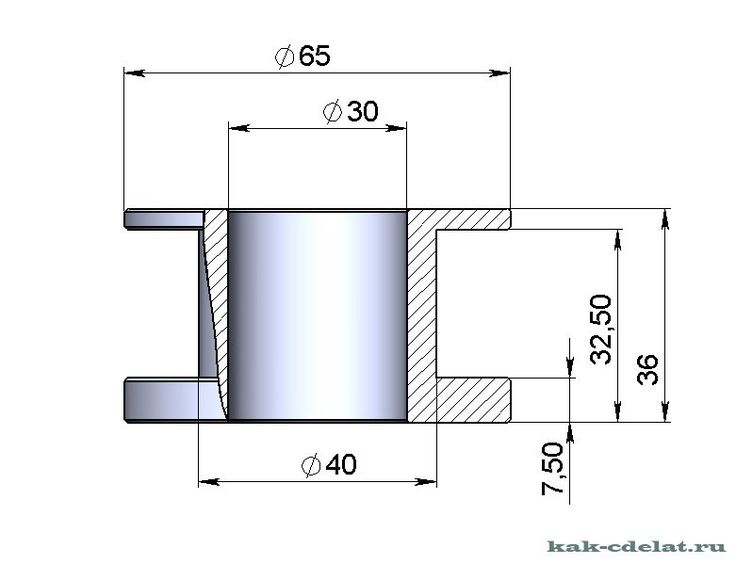
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом.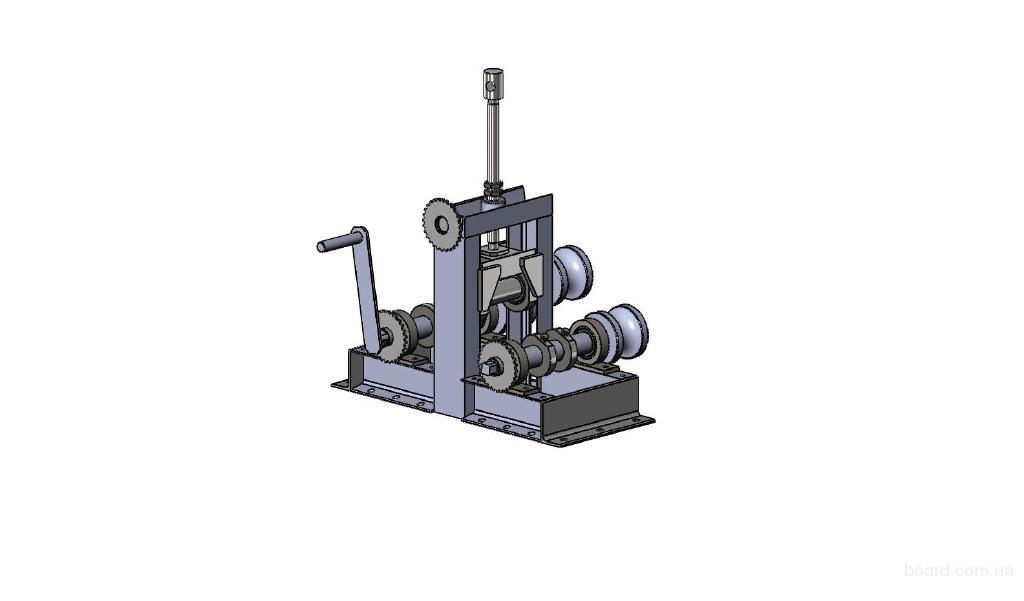 Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Инструментарий для сборки профилегиба?
Рекомендуем за роликами обратиться в специальные магазины или заказать их производство. При самостоятельном изготовлении можно применять:
- спупицы от велосипеда. Обладают малыми нагрузками. Подходят для сгибания труб диаметром до 40 мм.
- лом. Для этого необходимо отрезать требуемую длину и одеваем подшипники требуемого диаметра.
- трубы и покупные шайбы.

Толщина пластин, применяемых для изготовления основания, должна лежать в диапазоне от 5 до 8 мм. Это позволяет выдерживать самые высокие нагрузки и эффективно выполнять задуманную работу. Дополнительное усиление конструкции можно провести уголками, имеющими длину 25-30 мм.
Механизмом, который выполняет передачу усилий, является редуктор. Изготовить его самостоятельно практически невозможно, поэтому советуем обратиться в специализированные магазины. Можно воспользоваться подручными средствами, например, взять домкрат.
И, конечно же, не забывайте об использовании специализированного инструментария:
- Сварочный аппарат. Применяется для крепкого соединения элементов станка между собой, что повышает прочность, надежность.
- Обрезка и получение необходимой длины изделия требует применения болгарки.
- Чертежи с размерамидля изготовления профилегиба своими руками требуют применения измерительного оборудования. Не соблюдение инструкции и размеров элементов, составляющих конструкцию, не позволит создать инструмент для получения изделий с точно заданными показателями.
- Приборы для шлифовки, которые позволят довести элементы до совершенства, придать гладкость формам, убрать неровности, которые могут негативно сказаться на конечном изделии.

Принцип работы трубогиба
Поначалу может показаться, что в сгибании труб ничего сверхсложного нет, однако в действительности это не совсем так. При неправильном обращении вы можете столкнуться со всевозможными дефектами, среди которых подминание (может стать причиной изменения диаметра) или же растягивание толщины в месте сгиба (из-за этого могут пострадать прочностные характеристики трубопровода). По этой причине приспособление нужно подбирать правильно, зная о принципе его действия – так вы минимизируете возможные дефекты.
Сам же принцип работы заключается в следующем. Вначале необходимый размер полукруга рисуется на сложенных досках или же кусках древесно-стружечных плит, после чего они обрезаются по линии и фиксируются посредством гвоздей на полу, стене или же заборе. При этом необходимо помнить, что этот щит должен быть несколько толще, нежели сгибаемое изделие (примерно на два-три сантиметра). Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Также заметим, что существуют достаточно сложные решения проблемы со сгибанием труб большого диаметра, однако они предусматривают наличие навыков слесарных работ и использование профессионального оборудования. Самому сделать такой трубогиб не только трудно, но и дорого – гораздо проще приобрести уже бывший в использовании ручной агрегат.
Как не ошибиться с выбором профильного станка?
При рассмотрении той или иной модели линии профилирования рулонного металла нужно учитывать ряд технических параметров, а именно:
- производительность в минуту, час и за одну рабочую смену;
- максимальную допустимую толщину обрабатываемого рулонного металла, поскольку от этого зависит стоимость профилировочного станка, а также спектр доступных функций;
- потребляемую мощность и напряжение питания;
- удобство использования сменной оснастки, лёгкость замены подшипников, вальцов, направляющих, калибровочных клетей и пр.

Для оснащения линии под ключ может также потребоваться дополнительное оборудование: компрессор или разматыватель. Выбирать станок для гибки металлопрофиля и определять его комплектацию нужно исходя из производственно-технических задач заказчика. Самый простой способ не ошибиться – доверить это нашим специалистам.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.

Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.

Изготовление самодельных схем
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката.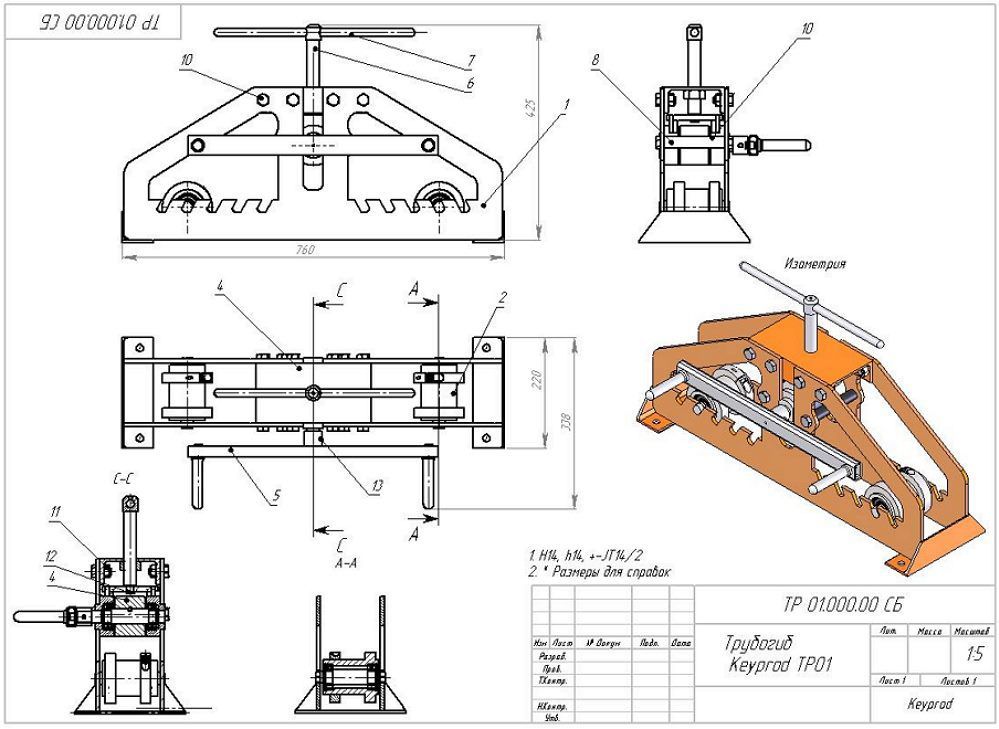 Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.

Гибка профилей с помощью Stierli Bieger
Гибка профилей и специальных профилей
Профили можно гнуть как на горизонтальной гибочной машине, так и на радиальной гибочной машине. Для гибки профилей обычно требуются специальные инструменты для достижения требуемого качества гибки.
Отправьте нам запрос с чертежом, чтобы мы могли проверить возможность гибки профиля.
Гибка C-профилей/U-профилей/T-профилей/I-профилей
Различают гибку поперечного сечения профиля (например, U-профиля) и гибку профиля в продольном направлении.
Если нужно согнуть профиль C, U или Z, мы можем сделать очень острые гибочные штампы, если необходимо, чтобы согнуть узкий профиль (как показано на рисунке)
Изгибание балок транспортных средств (балки шасси)
Профили, такие как С-образные профили, часто распиливаются и свариваются для получения смещений в профиле (что обычно требуется при производстве транспортных средств).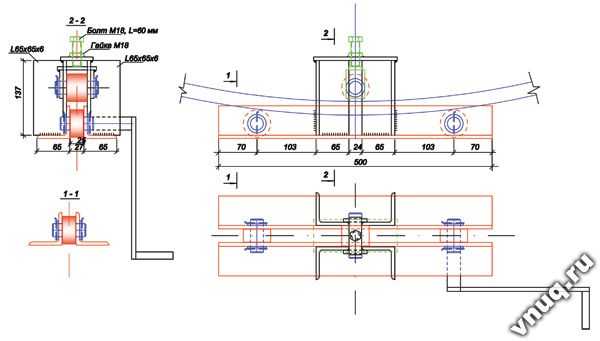 Мы предлагаем вам решение для гибки смещений по длинной стороне угловых профилей, L-, C- или U-образных профилей.
Мы предлагаем вам решение для гибки смещений по длинной стороне угловых профилей, L-, C- или U-образных профилей.
Отправьте нам свой чертеж, чтобы мы могли проверить возможность гибки профиля.
Гибка металлических кронштейнов для облицовки
Типовые кронштейны, профили и крепежные пластины для облицовки можно сгибать на гибочном станке Stierli. В зависимости от типа металлической облицовки может быть достаточно стандартных инструментов или может потребоваться специальный инструмент.
Гибка судовых иллюминаторов
Гибка закрытых угловых рам, U-образных или Z-образных рам, необходимых для изготовления судовых иллюминаторов или цистерн, может выполняться с помощью специальных инструментов Stierli.
Подходящие машины
8 Артикул
Добавлено сравнение продуктов Добавлено сравнение продуктов Перейти к сравнению продуктов
Товар уже добавлен Товар уже добавлен. Пожалуйста, добавьте другой продукт или перейдите к Сравнение продуктов
Добавлено сравнение продуктов Товар добавлен в сравнение. Пожалуйста, добавьте хотя бы еще один продукт, чтобы начать сравнение продуктов.
Пожалуйста, добавьте хотя бы еще один продукт, чтобы начать сравнение продуктов.
120 HE
120 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 “(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для выпрямления | легкие работы по выпрямлению |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 25 мм |
| Управление | Ручное управление |
сравнивать
вся информация
120 ЧПУ
120 ЧПУ горизонтальный гибочный и правильный станок
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 “(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для выпрямления | легкие работы по выпрямлению |
| Гибка труб | 3/8″ – 1,5″ |
| Круглый стержень | ø 25 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
220 HE
220 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 5,11 “(дюйм) |
| Гибкость плоская | 130/16 мм |
| Устройство для выпрямления | ЕВР 100 |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 30-35 мм |
| Управление | ЧПУ |
сравнивать
вся информация
220 CNC
220 CNC горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 4,72 дюйма (дюйм) |
| Гибкость плоская | 130 х 16 мм |
| Устройство для выпрямления | ЕВР 100 |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 35 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
420 HE
420 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | 42 к / 420 кН |
|---|---|
| Высота инструмента | 200 мм / 7,87 “(дюйм) |
| Гибкость плоская | 200/20 мм |
| Устройство для выпрямления | НЕА 180 |
| Гибка труб | 3/8″ – 2″ (60,3 мм) |
| Круглый стержень | ø 40 мм |
| Управление | Ручное управление |
| Типичные области применения | Цех металлообработки / Металлоконструкции для гибки и правки |
сравнивать
вся информация
420 Гибочный пресс с ЧПУ
420 Гибочный станок с ЧПУ для гибки и правки
| Рабочая мощность | 42 к / 420 кН |
|---|---|
| Высота инструмента | 200 мм / 7,87 “(дюйм) |
| Гибкость плоская | 200/20 мм |
| Устройство для выпрямления | НЕА 180 |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 35 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
820 CNC
820 CNC горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 82 к / 820 кН |
|---|---|
| Высота инструмента | 300 мм / 11,81 дюйма (дюйм) |
| Гибкость плоская | 300/20 (30) мм |
| Устройство для выпрямления | НЕА 260 |
| Гибка труб | 3/8″ – 3″ |
| Круглый стержень | ø 60 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
1300 ЧПУ
1300 ЧПУ горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 130 до / 1300 кН |
|---|---|
| Высота инструмента | 300 мм / 11,81 дюйма (дюйм) |
| Гибкость плоская | 300/30 (40) мм |
| Устройство для выпрямления | ЕВР 300 |
| Гибка труб | 3/8″ – 3″ |
| Управление | Управление ЧПУ |
сравнивать
вся информация
Быстрый запрос
Пожалуйста свяжись со мной
Спасибо за ваш запрос.
Роликовая гибка VS. Изгиб: в чем разница?
Как решить разницу между гибкой и гибкой металлических профилей?
Вращательная гибка Вращательная гибкаЭЛЕКТРИЧЕСКАЯ ВРАЩАТЕЛЬНАЯ ГИБКА
Вращательная гибка с помощью электропривода использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку. Изгибы также более точны и легко повторяются, поскольку углы и повороты могут быть автоматизированы в программируемом логическом контроллере машины. Вращение экструдированного алюминия также может быть механизировано для различных плоскостных изгибов.
Метод электрического вращательного волочения лучше всего подходит для применений, требующих нескольких изгибов на деталь в непосредственной близости друг от друга или изгибов с разными радиусами для каждой детали.
Гидравлическая ротационная гибка
В процессе гидравлической ротационной гибки производители помещают экструдированный алюминий на трубогиб и удерживают его на месте с помощью стационарной или скользящей пресс-формы и зажимного блока. Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Включение оправки или другого компонента инструмента для захвата вращающегося штампа может предотвратить сминание или деформацию продукта, хотя его использование не является обязательным. Вращение, управляемое одной осью, может изгибаться в пределах одной десятой градуса для чрезвычайно точных углов изгиба.
Гидравлическая гибка часто используется при формовании круглых труб или труб для таких применений, как поручни, и идеально подходит для экструзии большого диаметра, например, для строительных вывесок.
Станок для гибки холодных труб Гибка валков Процесс гибки алюминиевого профиля Гибка валков проталкивает экструзию вокруг трех разных валков, расположенных треугольной формы. Валки регулируются для формирования точного угла, вплоть до поворота на 360 градусов, который может вращаться горизонтально или вертикально. По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
Экструзия ограничена одним изгибом за цикл, что означает, что больший угол изгиба потребует больше времени для достижения желаемого угла. Хотя это может занять больше времени, максимальный радиус изгиба неограничен. Симметричные профили предпочтительны для гибки вальцами.
Ротационная гибка металлических профилей
Из чего состоит?
Процесс поворотной гибкиКруговая гибка эффективно означает деформацию стержня с относительно узким радиусом кривизны.
(То, что по отношению к диаметру трубы может варьироваться от минимального 1,5-кратного диаметра трубы до максимального 5-кратного. Металлические трубы гнутся на специальных машинах, называемых трубогибами.)
Профилю металлического профиля придается форма гибочного штампа, предварительно установленного на профилегибочном станке.
Наиболее сложным аспектом гибки металлических труб является ограничение деформации.
Любая металлическая труба неизбежно деформируется при механическом изгибе.
Эта деформация изменяет трубу только в области изгиба, особенно во внутренней и внешней частях изгиба.
Станок для гибки прямоугольных трубСтанок для гибки прямоугольных трубThe intrados, показанный красным, представляет собой внутреннюю часть изгиба и подвергается сжимающим напряжениям из-за разницы линейного развития между средним радиусом и внутренним радиусом. В наиболее критических случаях это может привести к «смятию» материала, о чем свидетельствуют более или менее очевидные складки на стальной трубе.
Желтая часть, называемая «extrados», подвергается растягивающему или растягивающему усилию, что приводит к утончению стальной трубы из-за изгиба.
Нейтральная ось, с другой стороны, представляет собой состояние отсутствия напряжений, которое не обнаруживается в срединной части трубы, но, уравновешивая напряженное состояние детали, обычно имеет тенденцию перемещаться во внутреннюю часть трубы. изгиб, к intrados.
изгиб, к intrados.
Факторы, которые необходимо учитывать для улучшения качества гибки стальной трубы:
- Отношение между средним радиусом кривизны и диаметром/толщиной трубы
- Удлинение материала
- Упругий возврат
- Эстетика
Ротационная гибка
Трубогибочная машинаДля гибки металлических профилей из стали или алюминия используются специальные профилегибочные машины. Работа этих машин преимущественно электромеханическая. Благодаря техническому прогрессу современные профилегибочные станки используют технологию FULL ELECTRIC, которая позволяет ускорить производство и улучшить повторяемость гнутых деталей, в то же время гарантируя минимальные погрешности даже при очень больших производственных циклах.
Роликовая гибка профиля
Из чего состоит?
4-х валковая гибочная машина Гибка валков – это процесс, посредством которого мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности. Для осуществления этого процесса используется оборудование, состоящее из вальцегибочных станков.
Для осуществления этого процесса используется оборудование, состоящее из вальцегибочных станков.
Стальная труба проходит через набор из трех роликов, которые после одного или нескольких проходов (в зависимости от сложности изгиба) образуют арку с требуемым радиусом кривизны. Прокатная гибка, вообще говоря, более простой процесс, чем гибка.
Особенностью этого типа механического процесса является то, что одна машина может изгибать одну и ту же трубу с разным радиусом, что позволяет создавать сложные геометрические формы.
Недостатком вальцевания является тот факт, что для достижения надежного захвата и начала процесса вальцевания машине требуется порция дополнительного материала в начале и конце трубы. Это требует увеличения общего количества металла, необходимого для гибки трубы 9.0006
Какие типы стальных профилей подходят для гибки?
Существуют различные виды профилегибочных станков, способных сгибать самые разнообразные профили.
Большие изгибы, кривые различного радиуса, такие как эллипсы, крутые изгибы, кольца и витки, могут быть получены для широкого диапазона сечений и типов материалов.
- Профили гнутых труб; Изогнутая труба используется во многих областях, от сельскохозяйственного оборудования до кровельных ферм. Можно согнуть круглую, квадратную или прямоугольную трубу любых размеров и материалов
- Профили гнутых труб: в процессе холодной гибки можно сгибать профили труб диаметром менее 20 дюймов и работать с большинством марок труб из углеродистой стали и алюминиевых труб, а также можно создавать индивидуальные профили как из полных труб, так и из половинок.
- Профили гнутых стержней: можно создавать гнутые профили на заказ из стержней всех размеров и форм: круглые, полукруглые, квадратные, шестиугольные и прямоугольные. Он может изгибать металлический стержень по индивидуальному заказу «простым способом» (по оси y-y) и «сложным способом» (ось x-x) с одинаковой точностью.
- Профили гнутых балок: можно производить нестандартные профили гнутых балок любого размера, создавать даже самые большие изогнутые балки с превосходной точностью и повторяемостью.
- Профили изогнутых каналов: изогнутые каналы с фланцами наружу, фланцами внутрь или «жестким путем».
- Профили изогнутых тройников: изогнутые профили тройников «шток внутрь», «шток наружу» или «шток вверх» с минимальными искажениями.
- Гнутые угловые железные профили: Индивидуально изогнутые угловые профили в девяти ориентациях с минимальными искажениями.
- Профили гнутых стальных профилей: комплексные услуги по гибке профилей, гибка профилей по индивидуальному заказу из стандартных профилей мельниц, экструзии и т. д.
- Специализированные профили из листового проката: точное прокатывание стального и алюминиевого листа в полные цилиндры, полные конусы и сегменты конусов цилиндров, как того требует конструкция.
Для поворотного или вальцового?
- Основное различие между ротационной гибкой и валковой гибкой заключается в радиусе кривизны – узкой или широкой – трубы.
- Второе отличие заключается в том, что гибка на вальце — единственный метод, который можно использовать для гибки одной и той же металлической трубы с разными коэффициентами изгиба.

В этом смысле мы также говорим о переменном радиусе изгиба.
Чтобы иметь более точное представление о минимальном радиусе изгиба, необходимо диаметр трубы умножить на пять. Если, например, диаметр трубы Ø50 мм, то минимальный радиус изгиба валка составляет 250 мм. Чтобы получить меньший радиус изгиба, необходимо будет согнуть трубу с помощью трубогиба с ЧПУ.
Минимальный радиус изгиба рассчитывается по специальной формуле, которая дает нам коэффициент; если коэффициент превышает определенное значение, он определяет возможность изгиба для определенного радиуса.
При гибке стали использование специального оборудования способствует повышению качества гнутых профилей, прежде всего в тех случаях, когда указанный выше коэффициент находится на пределе возможного.
Страница не найдена – Schechtl
Перейти к основному содержанию- Эссензиэль
- Экстерн Медиен
Все активы
Шпайхерн
Individuelle Datenschutzeinstellungen
Информация о файлах cookie Datenschutzerklärung Импрессум
Cookie-Einstellungen
Он нашел Sie eine Übersicht über alle verwendeten Cookies.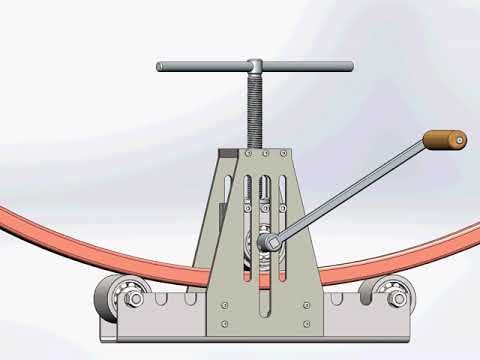 Sie können Ihre Einwilligung zu ganzen Kategorien geben oder sich weitere Informationen anzeigen lassen und so nur bestimmte Cookies auswählen.
Sie können Ihre Einwilligung zu ganzen Kategorien geben oder sich weitere Informationen anzeigen lassen und so nur bestimmte Cookies auswählen.
Все активы Шпайхерн
Цурюк
Эссензиэль (1)
Essenzielle Cookies ermöglichen grundlegende Funktionen und sind für die einwandfreie Funktion der Website erforderlich.
Информация о файлах cookie Информация о файлах cookie изменена
| Имя | Печенье Борлабс |
|---|---|
| Анбитер | Eigentümer dieser Сайт |
| Цвек | Speichert die Einstellungen der Besucher, die in der Cookie Box от Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | borlabs-cookie |
| Печенье Laufzeit | 1 Яр |
Экстерн Медиен (1)
Inhalte von Videoplattformen und Social-Media-Plattformen werden standardmäßig blockiert. Wenn Cookies von externen Medien akzeptiert werden, bedarf der Zugriff auf diese Inhalte keiner manuellen Einwilligung mehr.
Информация о файлах cookie Информация о файлах cookie изменена
| Акзептирен | |
|---|---|
| Имя | Карты Гугл |
| Анбитер | Гугл |
| Цвек | Wird zum Entsperren от Google Maps-Inhalten verwendet.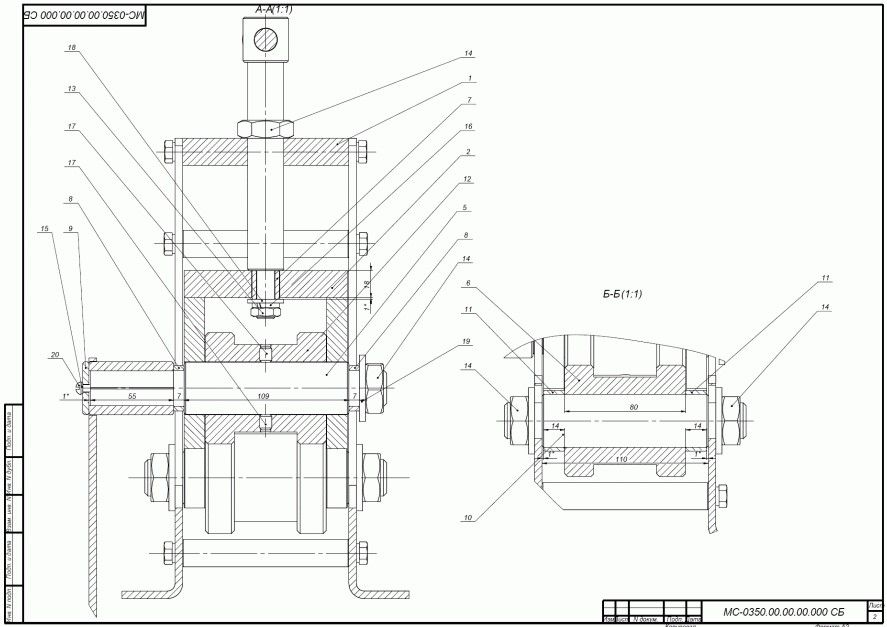 |