
Как сделать профилегиб своими руками
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы.
 Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
 Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
 Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
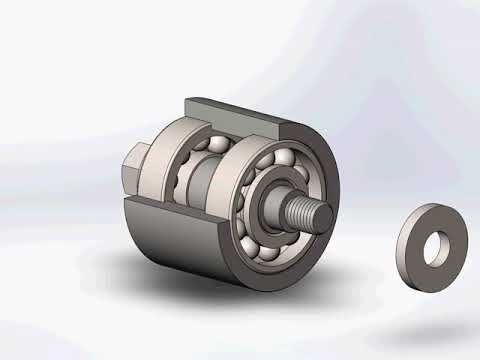
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба.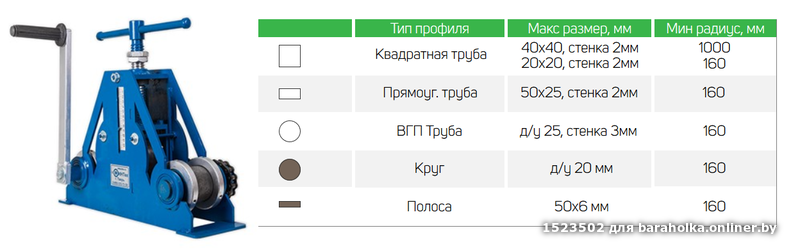 Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Источник: http://delairukami.ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
Профилегиб своими руками
Технология изготовления профилегиба
Профилегибочный станок можно изготовить своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести следующие моменты:
Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
Создать станок своими руками можно исключительно при наличии определенных инструментов:
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.

Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Источник: http://stankiexpert.ru/stanki/gibochnye-stanki/profilegib-svoimi-rukami.html
Станок для гибки профильных труб своими руками
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей.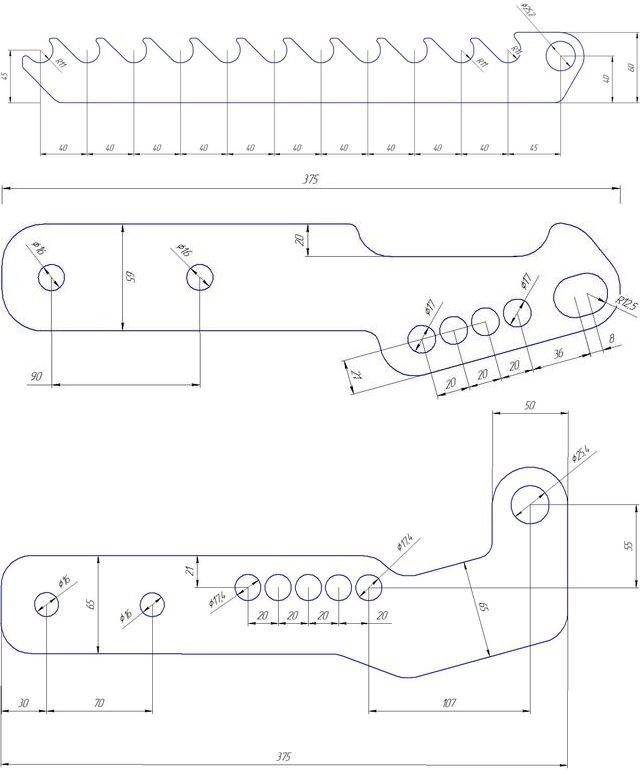 Недорого и функционально
Недорого и функционально
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.

Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Кроме этого, существуют и другие конструкции профилегибов:
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика.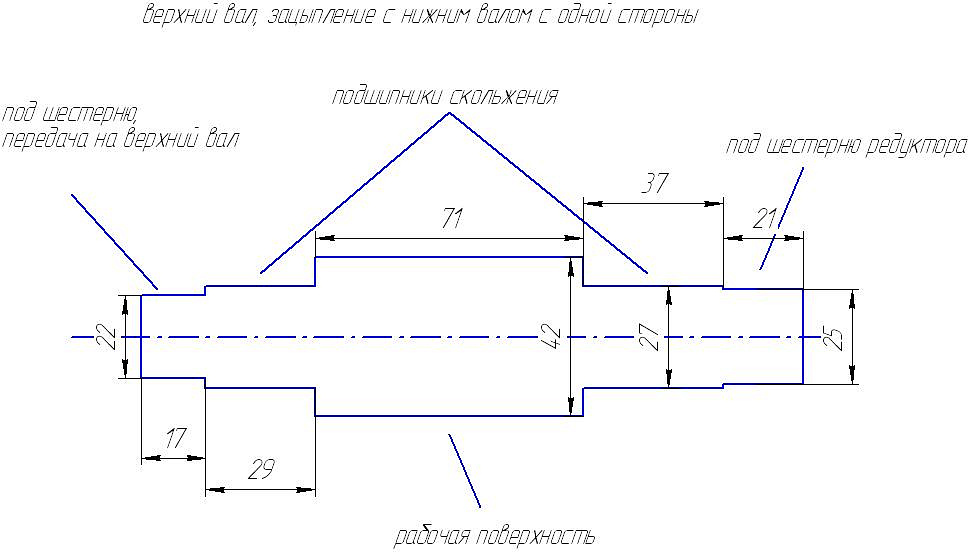 Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом.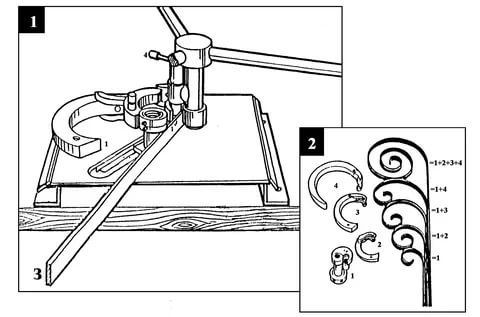 Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
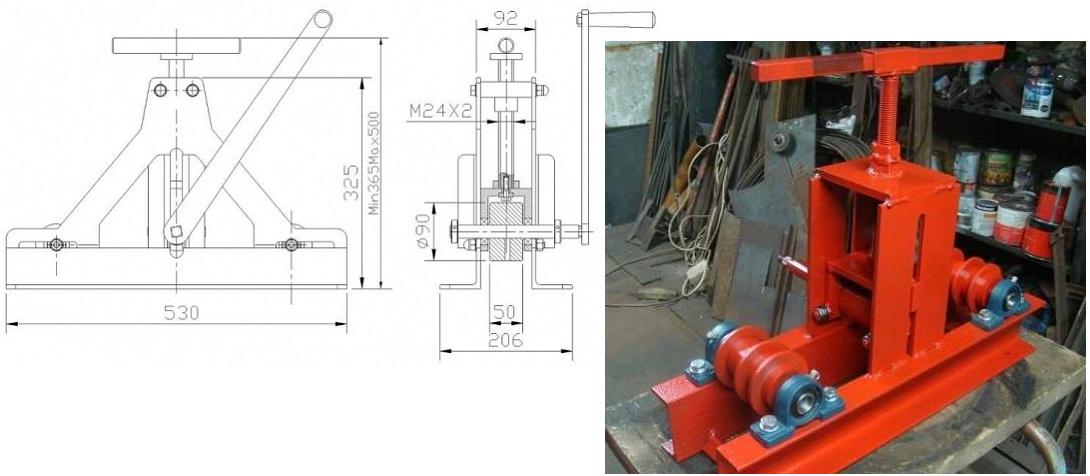
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Источник: http://postroika.biz/7975-stanok-dlya-gibki-profilnyih-trub-svoimi.html
Профилегиб своими руками: пошаговая инструкция, видео
Профилегиб поможет изготовить из металлических труб гнутые дуги, широко применяющиеся в строительстве и благоустройстве участка. Разберемся, как сделать профилегиб своими руками.
Дуги из профильной трубы – востребованный материал для благоустройства дачного участка, строительства теплиц, навесов, беседок. Покупать такой прокат не выгодно: он дороже обычных прямых труб в 2 раза и более, а сделать дуги самому довольно просто. Для этого нужен специальный станок, который называется профилегиб.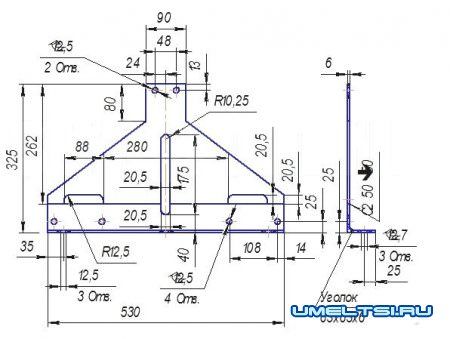 Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
1 Применение профилегиба и принцип его работы
2 Конструкция
3 Необходимые материалы и инструмент
4 Как сделать профилегиб своими руками. Пошаговая инструкция
5 Порядок гибки труб
6 Советы профессионалов
Применение профилегиба и принцип его работы
Назначение профилегиба – деформация металла в холодном состоянии до достижения необходимой формы. При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
- Профильная труба лучше противостоит деформациям, поэтому нужно приложить большое усилие, чтобы ее согнуть.
- Как правило, создаваемые дуги имеют большой радиус кривизны.
Сам процесс изгибания металла основан на приложении деформирующего усилия по центру балки, лежащей на двух опорах. При этом, благодаря прокатыванию профиля по роликам, его сечение в процессе обработки не меняется, на поверхности не появляются смятые участки, складки. Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Конструкция
Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
- Подвижный ролик один и расположен посередине, опускаясь сверху. Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
- Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.
- Подвижный ролик поставлен сбоку (справа или слева). Такая конструкция позволяет завивать профиль в спирали.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.

[warning]В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т.д.[/warning]
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Необходимые материалы и инструмент
Материалы для изготовления трубогиба подбираются, исходя из определенных для станка задач и имеющихся в наличии узлов и деталей. Мы предлагаем комплект деталей для изготовления станка, которому под силу справиться с профильной трубой диаметром до 60 мм. Но многие из компонентов можно заменить, в зависимости от того, какие материалы удастся найти в хозяйстве или недорого купить. Итак, вот примерный перечень материалов:
- Отрезки швеллера №80. Из него будет изготовлена станина станка. Допускаются и другие виды швеллера или уголков, лишь бы толщина металла была не менее 3 мм, а ширины металлопроката хватало для установки валов и остальных деталей. Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.
- Готовые подшипники, запрессованные в подшипниковые узлы. Здесь лучше приобрести готовые детали, так как трудоемкость изготовления подшипникового узла велика, а от его качества во многом зависит эффективность работы станка.
- Стальной вал 70-мм диаметра (3 штуки).
- Приводные звездочки и цепь. Мы взяли элементы из ГРМ классической модели «Жигулей», но подойдут и велосипедные детали.
- Болты М20х60.
- Гладкая стальная арматура.
- Стальные полосы 5-мм толщины.
- Гроверные шайбы, гайки М20.
Инструментарий для работы достаточно распространен и встречается во многих домах. Два наиболее редких инструмента – это сварочный аппарат и «болгарка». Без них не обойтись при изготовлении станины трубогиба. Если этих инструментов нет в хозяйстве, их стоит приобрести или взять в аренду на время.
Также понадобится электродрель, сверла по металлу, разметочный инструмент (кернеры, чертилки, рулетка, карандаш), молоток, гаечные ключи №20. Набор инструментов, в зависимости от запланированных элементов конструкции, может дополняться, но в основе своей останется таким же. Подготовив все необходимое, можно начинать работу.
Как сделать профилегиб своими руками. Пошаговая инструкция
Прежде всего, начинают с создания чертежей.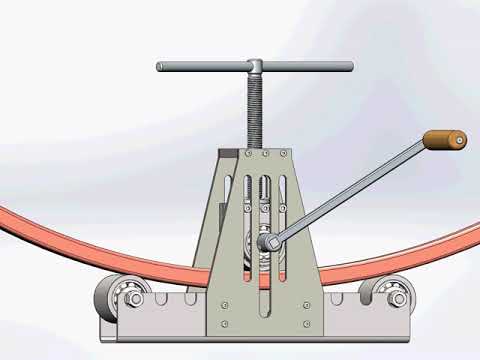 Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Далее порядок работы таков:
- Швеллер нарезается на куски нужного размера, из него собирается нижняя часть станины и перекладина в виде буквы «П» для прижимного ролика. Детали соединяются с помощью сварки. Станину и поперечину пока не соединяют.
- По чертежам размечаются отверстия для валов, намечаются кернером, затем сверлятся. В местах установки валов на станину наваривают куски полосовой стали, чтобы толщина металла достигла 1 см и более. После этого можно быть уверенным, что станина выдержит нагрузку.
- Внутри боковых стоек перекладины крепят болтами направляющие для подвижного вала. Вал вводят в направляюще, убеждаются, что он способен перемещаться. Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом.
- Валы для неподвижных роликов вставляют в отверстия на станине, закрепляют с помощью болтов и гаек с гроверами.
- К валам наваривают звездочки передачи, соединяют их цепью. К ведущему валу приваривают ручку из согнутой арматуры.
- Сваривают станину с перекладиной.
 Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом.
Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом.[warning]Когда станок полностью собран, его тщательно красят, чтобы коррозионные процессы не разрушали металл. Все подшипники, звездочки и цепь тщательно смазывают, рукояти полируют.[/warning]
Чтобы для протаскивания трубы через вальцы требовалось прикладывать меньшее усилие, применяют принцип уменьшения передачи (он реализован, например, в велосипеде). Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Еще один вариант, который позволяет обеспечить заметно большее усилие – установка в качестве привода низкооборотного электрического мотора. Тогда его ось соединяется с ведущим валом станка (непосредственно или через передачу). Такое дополнение усложняет конструкцию, но существенно расширяет функциональные возможности.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
[warning]После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.[/warning]
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Советы профессионалов
Мы рекомендуем несколько видеофрагментов, содержащих полезные советы по сооружению профилегибов своими руками. Вы можете своими глазами увидеть все этапы работы и познакомиться с различными вариантами конструкции этого станка, чтобы выбрать для себя наиболее подходящий:
 youtube.com/embed/3OzJyMU0qXw” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/3OzJyMU0qXw” frameborder=”0″ allowfullscreen=”allowfullscreen”> Профилегиб – полезный в хозяйстве станок, который будет нужен во множестве случаев. Если разобраться в конструкции, его вполне можно соорудить самому, не затратив много времени и средств. И тогда это полезное устройство станет помощником в благоустройстве приусадебного или садового участка.
Очень важно: 4 небольшие детали на чертежах гибки
Вы работали над строительным проектом, который включал в себя гнутую сталь, а затем должны были ответить на запросы запросов, потому что вы не были точно уверены, что нужно деталировщику или гибщику для изготовления этого изогнутого элемента? Вот несколько очень важных, но очень простых элементов, которые должны быть включены в строительные чертежи при работе с гнутой сталью.
Что вы пытаетесь согнуть — какова форма и размер элемента?
Это просто и понятно, но гибщики часто видят запросы на оценку без размера элемента, и есть большая разница между гибкой W8×10 и W40×215.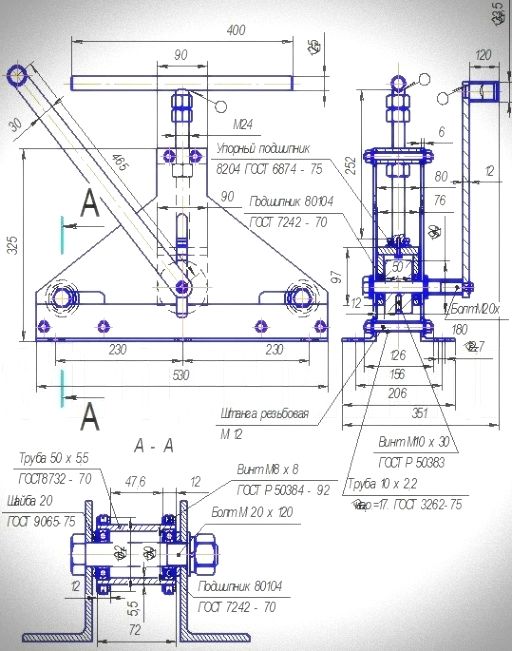 Кроме того, не забудьте указать марку стали для элемента и должен ли он быть отечественного производства.
Кроме того, не забудьте указать марку стали для элемента и должен ли он быть отечественного производства.
Существует множество способов сгибания или прокатки всего, от тонкого листового металла и плоских стержней до больших балок и труб. Однако существует множество переменных, которые могут повлиять на качество гибки, поэтому мы должны выбрать наилучший способ гибки и прокатки металлических профилей, чтобы качество деталей соответствовало желаемому результату.
Так что форма и размер изгиба очень важны.
- Форма изгиба определила выбор процесса гибки, это холодная гибка или горячая гибка? Это гибка валком или гибка растяжением? и т. д.
- Размер металлического профиля является конкретным показателем производительности обработки: насколько большой станок вам нужен?
Как насчет ориентации члена?
В таблице на странице «Стили гибки» показано несколько различных форм стержней с общей терминологией:
- «Простым способом» является гибка стержня вокруг его слабой оси
- «Трудный путь» огибает сильную ось
- «Фланцы внутрь» или «Фланцы наружу» относятся к направлению фланцев на швеллерах, уголках и тройниках;
- Когда угол изогнут по диагонали, направлена ли пятка (пересечение каждой ноги) внутрь, наружу или вверх?
Простой способ Обычно обычные мастерские или оборудование могут легко справиться с этими задачами.
Жесткий изгиб в направлении сильной оси проявляется в виде скручивания двутавровой балки на конструктивных элементах, что требует гидравлического устройства для предотвращения деформации брюшной полости.
Интересно, что когда мы сгибаем U-образные алюминиевые профили, сложность «Легкого пути» (слабая ось) выше, чем у «Трудного пути» (сильная ось), потому что нам нужно контролировать боковую деформацию алюминиевых материалов с помощью разные свойства. В настоящее время мы предлагаем клиентам выбрать материал T4 или T5.
Является ли секция членом AESS?
Обратите внимание, будет ли секция использоваться в приложении AESS (архитектурно открытая конструкционная сталь) — допуски будут более жесткими, и больше внимания будет уделяться возможным дефектам или искажениям. Конечно, это может увеличить стоимость гибки, поэтому убедитесь, что это указано экономно, например, когда сталь находится в пределах 20 футов-0 дюймов от уровня глаз зрителя.
Наконец, мы еще раз подчеркиваем, пожалуйста, не забудьте указать направление изгиба, когда спрашиваете, и лучше всего указать допустимую величину деформации.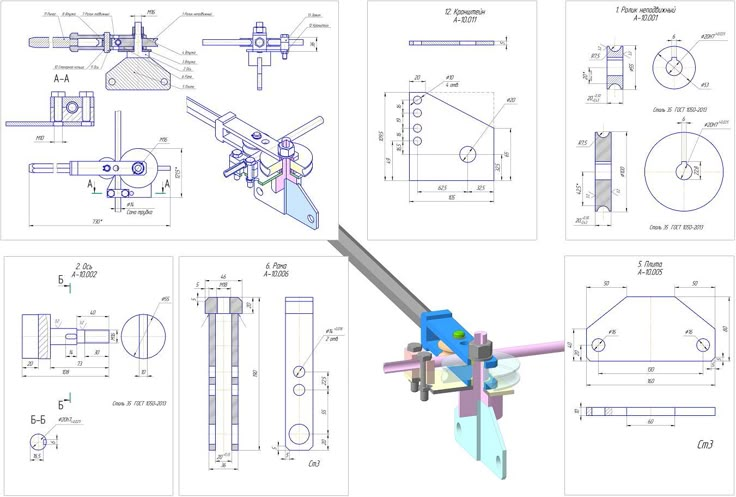
А радиус?
Обязательно укажите правильный радиус. Если у вас сильно изогнут W8×10, и вам нужно, чтобы внутренний радиус был равен 10 футам, отметьте это на чертежах.
Выбор оборудования зависит от формы, которую необходимо согнуть, и особых требований к конечному использованию.
Наиболее практичным, общепринятым и экономичным способом изготовления гибов с большим радиусом, как правило, является холодная прокатка материала. Многие переменные имеют отношение к типу оборудования, которое вы должны выбрать, включая толщину стенок, фланцев и ножек.
Для гибов большого радиуса холодная прокатка позволяет получить желаемый радиус за минимальное количество проходов. Из-за своего размера широкополочные балки также могут подвергаться холодной прокатке. Чем больше радиусы, тем легче холодная прокатка.
Горячая гибка может быть применена к 1,5D гибке, что является задачей, которая не может быть решена при холодной гибке.
Какая общая длина требуется?
Последнее, на что следует обратить внимание, — это требования к обрезке.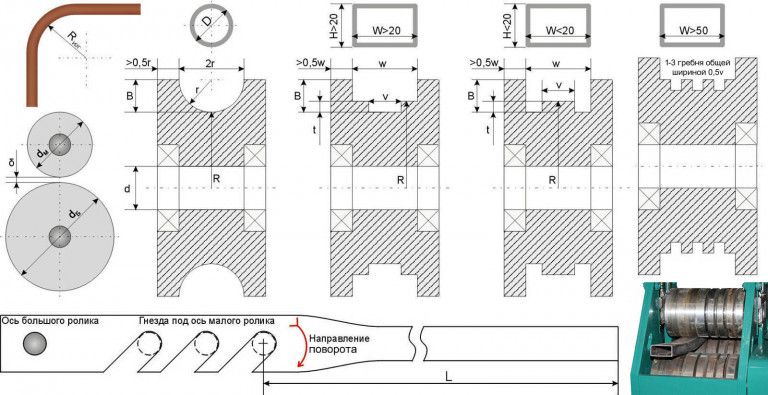 Если у вас есть балка длиной 25 футов, только 22–23 фута этой балки могут быть согнуты из-за требований к размещению внутри гибочного станка. Отметьте общую длину балки, необходимую на чертежах для сметчика, покупателя материалов и деталировщика. Последнее, что вы хотите услышать с поля, это то, что луч короткий.
Если у вас есть балка длиной 25 футов, только 22–23 фута этой балки могут быть согнуты из-за требований к размещению внутри гибочного станка. Отметьте общую длину балки, необходимую на чертежах для сметчика, покупателя материалов и деталировщика. Последнее, что вы хотите услышать с поля, это то, что луч короткий.
Спросите у специалистов
Что делать, если у вас есть спиральный косоур для лестницы, который необходимо изогнуть в обоих направлениях? Как правильно это детализировать? А как насчет тонкостенной трубки из быстрорежущей стали? Можно ли его согнуть до радиуса 16 футов, не деформируя стенки?
Процитированные работы: Гибка и гибка, Гибка в горячем и холодном состоянии
5 Типовые методы гибки профилей
В промышленности существует пять типичных методов гибки: вальцевая гибка, поэтапная гибка, горячая гибка, ротационно-вытяжная гибка гибка и индукционная гибка. Каждый метод имеет свои преимущества. Некоторые методы чаще используются в стальной строительной отрасли, в то время как другие чаще используются в автомобильной или обрабатывающей промышленности.
Гибка валков
Станок для прокатки стальных профилейГибка валков (холодная гибка) является типичным методом гибки стали для строительства и, как правило, является наиболее экономичным для прокатных элементов с малыми радиусами. Стальной элемент помещается в машину и сгибается между тремя валками. Холодная гибка также может называться «пирамидальной прокаткой» из-за пирамидального расположения трех валков. Изгиб происходит, когда расстояние между этими валками изменяется перед каждым последующим проходом.
Пять типичных методов гибки профилей в промышленности Трехвалковый профилегибочный станок является рабочей лошадкой в отрасли гибки профилей. Профилегибочный станок имеет три треугольных валка с гидравлическим приводом. В типичной горизонтальной конфигурации, если смотреть сверху, материал подается между двумя верхними валками и одним нижним валком до тех пор, пока конец материала не коснется дальнего вала. Расстояние между серединой дальнего валка и серединой нижнего валка называется длиной захвата, которая обеспечивает рычаг для создания силы, необходимой для создания изгибающего момента. Чем больше длина хвата, тем больше у вас рычагов. Недостаток: в большинстве случаев материал в пределах этой длины захвата необходимо утилизировать, что является причиной того, что большинство профилегибочных машин требуют материал немного длиннее, чем требуется.
В типичной горизонтальной конфигурации, если смотреть сверху, материал подается между двумя верхними валками и одним нижним валком до тех пор, пока конец материала не коснется дальнего вала. Расстояние между серединой дальнего валка и серединой нижнего валка называется длиной захвата, которая обеспечивает рычаг для создания силы, необходимой для создания изгибающего момента. Чем больше длина хвата, тем больше у вас рычагов. Недостаток: в большинстве случаев материал в пределах этой длины захвата необходимо утилизировать, что является причиной того, что большинство профилегибочных машин требуют материал немного длиннее, чем требуется.
Подробнее: Гибка профиля: 3-валковая гибка Руководство по процессу
Пошаговая гибка
Пошаговая гибка/постепенная ступенчатая гибка или запрессовка обычно используется для выпуклости и гибки до очень больших радиусов. Изгиб достигается приложением точечных нагрузок с помощью гидроцилиндра или пресса в третьей точке элемента.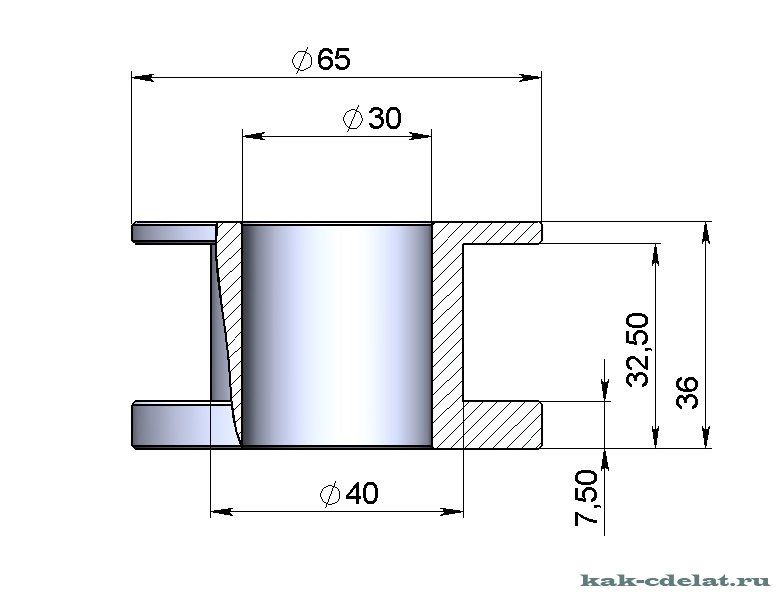 Это метод холодной гибки, в котором используются гидроцилиндры для приложения изгибающих усилий в нескольких дискретных, близко расположенных местах вдоль элемента. Элементы поперечного сечения могут поддерживаться механически или гидравлически, чтобы уменьшить деформацию во время операции гибки, что приводит к возможности изгибов малого радиуса с минимальной деформацией.
Это метод холодной гибки, в котором используются гидроцилиндры для приложения изгибающих усилий в нескольких дискретных, близко расположенных местах вдоль элемента. Элементы поперечного сечения могут поддерживаться механически или гидравлически, чтобы уменьшить деформацию во время операции гибки, что приводит к возможности изгибов малого радиуса с минимальной деформацией.
Инкрементальное формование листа (ISF) представляет собой очень гибкий производственный процесс, подходящий для мелкосерийного и быстрого производства прототипов деталей из листового металла. Название добавочная формовка используется для множества процессов, все из которых характеризуются тем, что в каждый момент времени фактически формируется лишь небольшая часть изделия, и эта область локальной деформации перемещается по всему изделию. Обычно это выполняется с помощью небольшого стального пуансона, наносящего последовательные перекрывающиеся контуры на листе с увеличением глубины, создавая таким образом часть некоторой глубины. Хотя ISF, как правило, очень медленный, он представляет интерес, потому что не требуется простой и дешевый инструмент или требуется только простой и дешевый инструмент, что делает процесс идеальным для мелкосерийного производства.
Хотя ISF, как правило, очень медленный, он представляет интерес, потому что не требуется простой и дешевый инструмент или требуется только простой и дешевый инструмент, что делает процесс идеальным для мелкосерийного производства.
Горячая гибка
Источник изображения: Metals AGГорячая гибка — это когда элемент конструкции нагревается непосредственно, а затем изгибается. Источником тепла может быть прямое пламя или печь. Это приложение широко используется в ремонте.
Ротационно-вытяжная гибка
Роторно-вытяжная гибка – это изгибание элемента конструкции путем его вращения вокруг штампа. Элемент зажимается в форме, а затем протягивается через машину до тех пор, пока не будет сформирован изгиб. Этот метод позволяет получить узкие радиусы и в основном используется для сложных изгибов в машиностроении и производстве деталей.
- Изгиб с нажимом или толканием, как следует из названия, использует ползун для прижатия экструдированного металлического элемента к гибочной матрице.
- Процесс гибки с гидравлическим вращающимся вытягиванием: поместите экструдированный алюминий на гибочный станок и удерживайте его на месте с помощью стационарной или скользящей пресс-формы и зажимного блока. Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении.
- Электрическая гибка с вращающимся вытягиванием использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку.
Индукционная гибка
Индукционная гибка использует электрическую катушку для нагрева короткого участка структурного элемента, а затем этот элемент вытягивается через процесс, аналогичный вращательному вытягиванию, и сразу после этого охлаждается водой.