
ГОСТ 17435-72 Линейки чертежные. Технические условия
ГОСТ 17435-72
Группа Т75
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИНЕЙКИ ЧЕРТЕЖНЫЕ
Технические условия
Drawing rulers. Specifications
ОКП 42 6541
Срок действия с 01.01.74
до 01.01.94*
_______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5/6, 1993 год). – Примечание
изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством приборостроения, средств автоматизации и систем управления СССР
РАЗРАБОТЧИКИ
К.П.Полянин, Б.Н.Нестеров, Л.А.Емельянова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.01.72 N 150
3. Срок проверки – I кв. 1991 г.
4. ВЗАМЕН ГОСТ 5093-49, ГОСТ 12646-67
ВЗАМЕН ГОСТ 5093-49, ГОСТ 12646-67
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 2.302-68 | 1.5 |
ГОСТ 9.104-79 | 2.17 |
ГОСТ 15.009-91 | 2.1 |
ГОСТ 26.008-85 | 2.14 |
ТУ 2-034-225-87 | 4.5 |
ГОСТ 2695-83 | 2.2 |
ГОСТ 2930-62 | 2.14 |
ГОСТ 2991-85 | 5.4 |
ГОСТ 5378-88 | 4.7 |
ГОСТ 5689-79 | 2.18 |
ГОСТ 7016-82 | 2. |
ГОСТ 8273-75 | 5.2 |
ГОСТ 9569-79 | 5.2 |
ГОСТ 9639-71 | 2.2 |
ГОСТ 10905-86 | 4.5 |
ГОСТ 12301-81 | 5.2 |
ГОСТ 14192-77* | 5.6 |
ГОСТ 15150-69 | 5.7 |
ГОСТ 16588-91 | 4.3 |
ГОСТ 17041-77 | 1.5 |
ГОСТ 17308-88 | 5.2 |
ГОСТ 21228-85 | 2.2; 2,5; 2.20 |
ГОСТ 22852-77 | 5.4 |
 16
16________________
* На территории Российской Федерации действует ГОСТ 14192-96, здесь и далее. – .
– .
6. ПЕРЕИЗДАНИЕ (апрель 1992 г.) с изменениями N 1, 2, 3, 4, утвержденными в апреле 1974 г., апреле 1980 г., декабре 1983 г. и мае 1988 г. (ИУС N 5-74, 5-80, 4-84, 8-88).
7. Срок действия продлен до 01.01.94
Постановление Госстандарта N 1297 от 11.05.88
Настоящий стандарт распространяется на чертежные мерительные линейки, предназначенные для выполнения чертежных и графических работ.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Линейки должны изготовляться следующих типов:
ЛТР – линейка трапецеидального сечения с ручкой;
ЛТВ – линейка трапецеидального сечения с пластмассовой вставкой;
ЛТ – линейка треугольного сечения многомасштабная;
ЛП – линейка прямоугольного сечения.
Линейки типов ЛТР, ЛТ и ЛП имеют общее назначение.
Линейка типа ЛТВ предназначена для выполнения копировальных работ.
(Измененная редакция, Изм. N 1, 3).
1.2. Основные размеры линеек должны соответствовать указанным на черт.1-4 и в таблице.
Линейка типа ЛТР (с ручкой в двух исполнениях)
Черт.1
Линейка типа ЛТВ
Черт.2
Линейка типа ЛТ
Черт.3
Линейка типа ЛП
Черт.4
Черт.1-4 не определяют конструкцию линеек.
Тип линей- | В ±1,05 | S | |||||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
ЛТР | 200 | ±0,23 | 230 | ±1,45 | 25 | 4,5 | ±0,6 | 3 | ±0,5 | 4 | ±0,6 | 5 | ±0,6 |
250 | 280 | ±1,6 | |||||||||||
300 | ±0,26 | 330 | ±1,8 | ||||||||||
ЛТВ | 250 | ±0,23 | 280 | ±1,6 | 22 | ||||||||
300 | ±0,26 | 330 | ±1,8 | 30 | |||||||||
500 | ±0,315 | 530 | ±2,2 | ||||||||||
ЛТ | 300 | ±0,260 | 330 | ±1,8 | 27 | – | – | ||||||
500 | ±0,315 | 530 | ±2,2 | ||||||||||
ЛП | 200 | ±0,23 | 210 | ±1,45 | 22,25 | 2,0 | ±0,2 | 5 | ±0,6 | 7 | ±0,75 | 9 | ±0,75 |
250 | 260 | ±1,6 | |||||||||||
300 | ±0,26 | 310 | ±1,6 | ||||||||||
400 | ±0,285 | 410 | ±1,8 | 25 | |||||||||
500 | ±0,315 | 510 | ±2,0 | 30 | 2,5 | ||||||||
600 | ±0,35 | 610 | ±2,2 | ||||||||||
700 | ±0,4 | 710 | ±2,5 | ||||||||||
Примечания:
1. Размеры В и S, указанные в таблице, распространяются на линейки с деревянной основой. Для пластмассовых линеек размер S должен быть не менее 1,20 мм.
Размеры В и S, указанные в таблице, распространяются на линейки с деревянной основой. Для пластмассовых линеек размер S должен быть не менее 1,20 мм.
2. Для линеек типа ЛМП допускается наносить отметки по всей длине линейки .
3. Для пластмассовых линеек допускается изменение размеров, связанных с усадкой пластмассы в пределах значений, указанных в нормативно-технической документации на материалы.
(Измененная редакция, Изм. N 1, 2, 3).
1.3. Предельное отклонение между двумя любыми отметками шкалы, отстоящими друг от друга на расстоянии 100 мм, не должно быть более ±0,10 мм.
1.4. Ширина отметок С для линеек типов ЛТР, ЛТВ, ЛТ не должна превышать 0,15 мм, а для линеек типа ЛП – 0,20 мм.
1.5. Линейки типов ЛП и ЛТВ должны выпускаться с одной шкалой масштабом 1:1.
Линейки типа ЛТ должны выпускаться со шкалами, имеющими один масштаб 1:1 и пять любых масштабов по ГОСТ 2.302-68, кратность цифр – по ГОСТ 17041-77.
Линейка типа ЛТР должна выпускаться с двумя шкалами масштабом 1:1.
Допускается нанесение одной из шкал другого масштаба по ГОСТ 2.302-68.
Пример условного обозначения линейки типа ЛП со шкалой длиной 300 мм:
Линейка ЛП-300 ГОСТ 17435-72
То же, для линейки типа ЛТВ со шкалой длиной 300 мм:
Линейка ЛТВ-300 ГОСТ 17435-72
То же, типа ЛТ со шкалой длиной 500 мм и масштабами 1:1; 1:2; 1:2,5; 1:4; 1:5; 1:15:
Линейка ЛТ-500 ГОСТ 17435-72 М
1:1/1:2/1:2,5/1:4/1:5/1:15
То же, типа ЛТР с ручкой исполнения 1 со шкалой длиной 200 мм и масштабами 1:1 и 1:2:
Линейка ЛТР-1-200 ГОСТ 17435-72 М 1:1/1:2
(Измененная редакция, Изм. N 1, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Линейки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Внешний вид и отделка чертежных линеек должны соответствовать образцу-эталону, утвержденному в установленном порядке по ГОСТ 15. 009-91.
009-91.
(Измененная редакция, Изм. N 3, 4).
2.2. Для изготовления корпуса линеек должна применяться древесина твердолиственных пород по ГОСТ 2695-83 (груши, бука, клена, березы). Для линеек типа ЛП допускается применять древесину мягких лиственных пород, (ольхи, осины) до 1 января 1986 г.
Влажность древесины не должна превышать (7±2)%.
Допускается изготовление линеек из пластмасс или других материалов, обеспечивающих выполнение требований настоящего стандарта.
Примечание. Требования, предъявляемые к пластмассам, предусматриваются в стандартах и технических условиях на пластмассы.
В качестве применяемых материалов могут быть:
винипласт листовой по ГОСТ 9639-71;
целлулоид по ГОСТ 21228-85.
(Измененная редакция, Изм. N 2, 3).
2.3. Древесина линеек не должна иметь трещин, сколов, червоточин и гнили. На линейке не допускаются сучки диаметром более 3 мм. Сучков диаметром до 3 мм, отстоящих от краев линейки на расстояние не менее 3 мм, не должно быть более 2.
2.4. На корпусе линеек, изготовленных из древесины, вне области шкал не допускается синева и краснина более 20% от площади поверхности.
2.5. Для изготовления шкал деревянных линеек типов ЛТР, ЛТ и ЛТВ следует применять целлулоид марки А белого цвета толщиной не более 0,8 мм по ГОСТ 21228-85 или другие виды пластмасс белого цвета той же толщины, обеспечивающие выполнение требований настоящего стандарта.
На поверхности шкал не должно быть вмятин, вздутий, трещин, пригорелостей и посторонних включений.
(Измененная редакция, Изм. N 2).
2.6. Соединение шкал с корпусом линейки должно быть прочным, без отслаиваний. Прочность соединения не должна быть менее 2,5 Н.
2.7. Непрямолинейность рабочих кромок линейки не должна быть более 0,05% длины шкалы линейки.
2.8. Непараллельность рабочих кромок линеек типов ЛТР, ЛП, ЛТВ не должна превышать 0,1% длины шкалы, типа ЛТ-0,15%.
2.9. Торцы линеек должны быть перпендикулярны рабочим кромкам. Рабочие кромки линейки типа ЛП и вставки линейки ЛТВ должны быть перпендикулярны плоскости прилегания.
Отклонение от перпендикулярности не должно быть более ±1°30′.
2.10. Непараллельность вставки линейки типа ЛТВ плоскости прилегания на всей длине должна превышать 0,3 мм.
2.11. Неплоскостность линеек не должна превышать 0,3% длины шкалы.
2.12. Отметки и цифры, нанесенные на линейки, должны обеспечивать свободное чтение всех элементов шкал невооруженным глазом на расстоянии 300 мм при освещенности не менее 90 лк. Отметки должны быть без разрывов линий. При применении метода тиснения для линеек типов ЛТР, ЛТВ и ЛТ глубина тиснения должна быть 0,1-0,2.
(Измененная редакция, Изм. N 4).
2.13. (Исключен, Изм. N 4).
2.14. Числа отсчета на шкалах следует выполнять шрифтом по ГОСТ 26.008-85 и ГОСТ 2930-62 для изделий, разработанных до 01.01.87.
(Измененная редакция, Изм. N 4).
2.15. Числовые значения на шкалах наносятся в миллиметрах: однозначное число наносится под соответствующей отметкой, двузначное – по обе стороны от нее, т.е. симметрично соответствующей отметке.
Допускается нанесение числовых значений в сантиметрах.
2.16. Деревянные поверхности линеек должны быть гладкими, без заусенцев, царапин и других дефектов, ухудшающих товарный вид изделий.
Параметр шероховатости деревянных поверхностей линеек должен быть 60 мкм по ГОСТ 7016-82.
2.17. Необлицованные поверхности деревянных линеек типов ЛТР, ЛТВ и ЛТ следует покрывать бесцветным лаком, группа условий эксплуатации Л по ГОСТ 9.104-79, класс покрытий – III по ГОСТ 9.032-74.
2.16, 2.17. (Измененная редакция, Изм. N 2).
2.18. Ручки линеек типа ЛТР должны изготовляться из пластмассы по ГОСТ 5689-79 или из других видов пластмасс, не ухудшающих их качество и внешний вид.
Ручка не должна выпадать под действием подвешенного к линейке груза массой 1 кг.
(Измененная редакция, Изм. N 1).
2.19. Несимметричность установки ручки по длине линейки не должна превышать 2 мм, а по ширине – 0,5 мм.
2.20. Вставка линейки типа ЛТВ должна изготавливаться из прозрачного целлулоида марки А по ГОСТ 21228-85 или других видов прозрачных пластмасс, соответствующих требованиям этого стандарта.
(Измененная редакция, Изм. N 2).
2.21. Срок службы линеек – 3 года.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия линеек требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
3.2. При приемо-сдаточных испытаниях проверяют на соответствие пп.2.3; 2.13; 2.16 все линейки и на соответствие пп.1.2; 2.7-2.9; 2.11 – 10 линеек из 1000.
Результаты выборочного контроля распространяются на всю партию.
3.1; 3.2. (Измененная редакция, Изм. N 4).
3.3. Периодические испытания проводят один раз в год по пп.2.2.; 2.4; 2.10; 2.12; 2.14; 2.15; 2.17-2.20. При периодических испытаниях проверяют на соответствие требованиям 5% линеек от партии, прошедших приемо-сдаточные испытания, но не менее 50 шт. Под партией понимается количество линеек, изготовленное за одну смену и принятых по одному документу.
Четыре линейки из 1000 проверяют на соответствие п.2.6.
Результаты периодических испытаний считаются удовлетворительными, если все линейки соответствуют требованиям настоящего стандарта. Если при проверке окажется хотя бы одна линейка, не удовлетворяющая требованиям стандарта, производят повторную проверку удвоенного количества линеек, взятых от той же партии. Если при повторных испытаниях будет обнаружено несоответствие хотя бы одной линейки требованиям стандарта, результаты испытаний считаются неудовлетворительными и окончательными.
Если при проверке окажется хотя бы одна линейка, не удовлетворяющая требованиям стандарта, производят повторную проверку удвоенного количества линеек, взятых от той же партии. Если при повторных испытаниях будет обнаружено несоответствие хотя бы одной линейки требованиям стандарта, результаты испытаний считаются неудовлетворительными и окончательными.
(Измененная редакция, Изм. N 2, 3, 4).
3.4. Потребитель проверяет линейки на соответствие требованиям пп.2.3-2.5, 2.12-2.18. Для проверки берут 5% линеек от поступившей партии. Результаты выборочного контроля распространяются на всю партию.
(Измененная редакция, Изм. N 4).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры линеек (п.1.2) проверяют измерительным инструментом с погрешностью измерения 0,1 мм.
Параметры линеек (примечание к таблице и пп.1.3 и 1.4) проверяют измерительным инструментом с погрешностью измерения 0,01 мм.
4.2. Качество линеек (пп.2.2-2.6; 2.12; 2.13; 2.15-2.17; 2.20) проверяют путем внешнего осмотра.
4.3. Влажность древесины (п.2.2) проверяют по ГОСТ 16588-91.
4.4. Прочность соединения шкалы с корпусом линейки (п.2.6) проверяют на специальной установке для испытаний на отрыв клеевых соединений следующим образом:
отслаивают целлулоид от одного конца линейки до половины ее длины;
конец линейки, от которого отслоен целлулоид, закрепляют в подвижном зажиме;
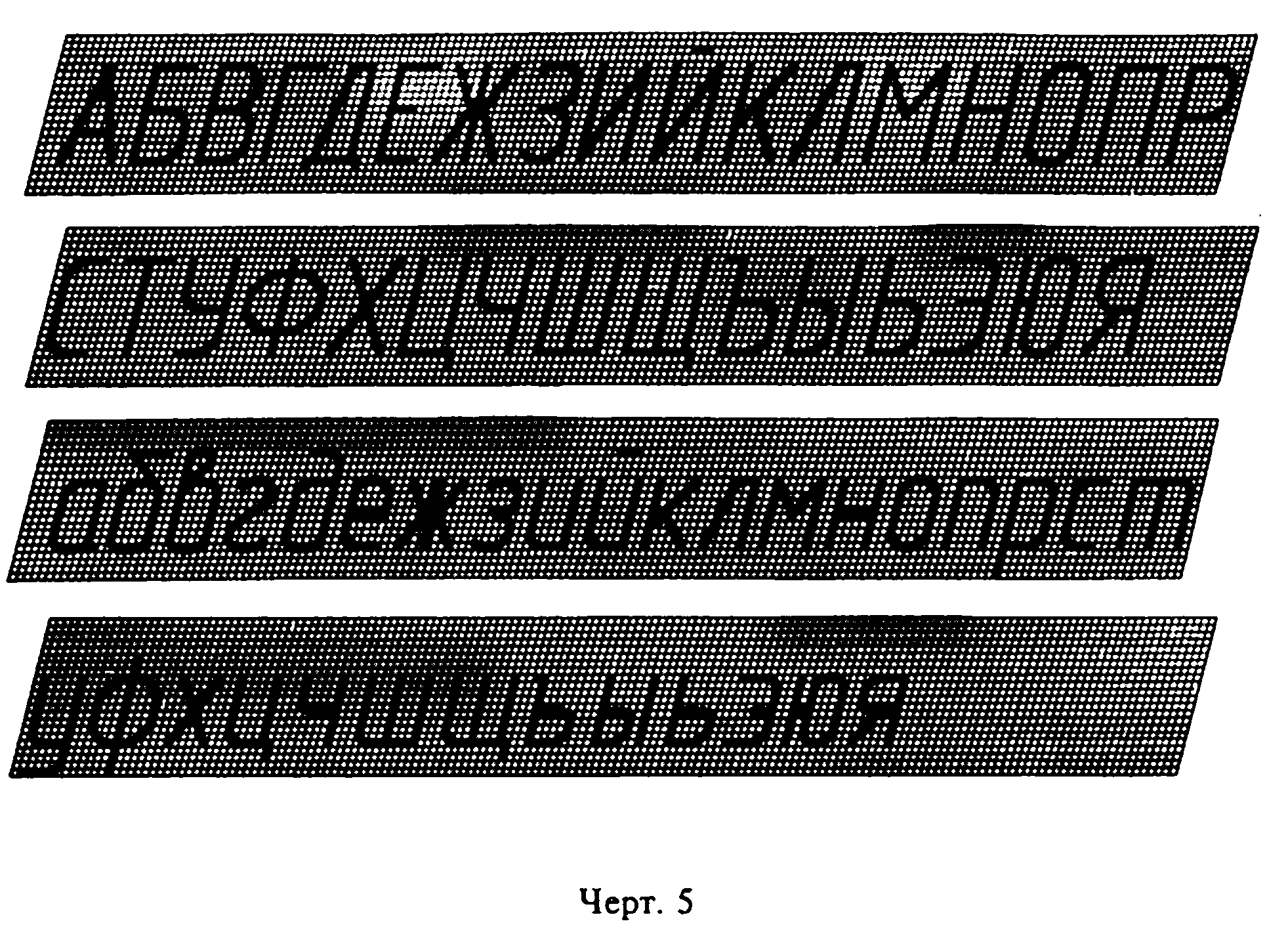
производят отслаивание при скорости 10 мм/мин согласно схеме, указанной на черт.5.
1 – подвижный зажим; 2 – неподвижный зажим; 3 – целлулоид; 4 – деревянный корпус линейки.
Черт.5
(Измененная редакция, Изм. N 2).
4.5. Непрямолинейность рабочих кромок (п.2.7) и неплоскостность линеек (п.2.11) проверяют при помощи поверочной плиты по ГОСТ 10905-86 и набора щупов по ТУ 2-034-225-87.
4.6. Непараллельность рабочих кромок (п.2.8), непараллельность вставки линейки (п.2.10) и несимметричность установки ручки (п.2.19) проверяют измерительным инструментом с погрешностью измерения 0,1 мм.
4.7. Перпендикулярность торцов (п.2.9) проверяют угломером по ГОСТ 5378-88.
4.8. Качество отметок и цифр (п.2.12) проверяют с помощью фотоэлектрического люксметра по НТД при нормальной освещенности всей поверхности линейки.
4.9. Качество деревянной поверхности линейки (п.2.16) проверяют по утвержденным эталонам.
4.10. Прочность соединения ручки с корпусом линейки (п.2.18) проверяют по схеме, указанной на черт.6.
1 – линейка; 2 – ручка.
Черт.6
4.11. Проверку маркировки и упаковки (пп.5.1-5.4) производят путем визуального осмотра.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой линейке и лицевой стороне тем же методом, что отметки и цифры измерительной шкалы, должны быть отчетливо нанесены:
а) товарный знак или наименование предприятия-изготовителя;
б) масштабы измерительных шкал многомасштабных линеек;
в) цена линейки;
г) обозначение настоящего стандарта.
(Измененная редакция, Изм. N 3).
5.2. Линейки типов ЛТР, ЛП и ЛТВ завертывают по 50-100 шт. в оберточную бумагу по ГОСТ 8273-75 и перевязывают шпагатом по ГОСТ 17308-88.
Линейки типа ЛТ завертывают по 10 шт. в парафинированную бумагу по ГОСТ 9569-79, а затем пачки по 50-100 шт. в оберточную бумагу и перевязывают шпагатом.
Допускается упаковка линеек по 100-200 шт. в картонные коробки по ГОСТ 12301-81.
(Измененная редакция, Изм. N 1).
5.3. На каждую пачку наклеивают этикетку с указанием реквизитов маркировки по п.5.1, количества линеек в пачке, типа линеек, даты выпуска, штампа упаковщика, номера прейскуранта, артикула или номера по прейскуранту.
5.4. При междугородней перевозке пачки с линейками укладывают в ящик из гофрированного картона по ГОСТ 22852-77.
Допускается транспортировать линейки в ящиках по ГОСТ 2991-85 или ГОСТ 5959-80.
Линейки должны быть уложены плотно, чтобы исключить возможность деформации линеек при транспортировании и хранении.
Допускается транспортировать коробки с линейками в контейнерах в пакетированном виде.
5.5. Масса ящика с линейками не должна быть более 30 кг.
5.6. Маркировка транспортной тары – по ГОСТ 14192-77 с нанесением манипуляционных знаков N 2, N 3 со следующими дополнениями:
тип линеек;
обозначение настоящего стандарта;
цена линейки;
артикул;
номер прейскуранта;
количество линеек;
дата выпуска;
штамп упаковщика.
5.7. Линейки транспортируют транспортом любого вида в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Условия транспортирования линеек должны соответствовать условиям хранения 4 (Ж2) по ГОСТ 15150-69.
5.3-5.7. (Измененная редакция, Изм. N 3).
5.8. Линейки в упакованном виде должны храниться в сухих отапливаемых помещениях при температуре от 10 до 35 °С при относительной влажности не более 90% и должны быть удалены от непосредственных источников тепла на расстояние 1,5 м.
Разд.6. (Исключен, Изм. N 3).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1992
|
Вырезание знаков методом нагрева Категория: Граверное дело Вырезание знаков методом нагрева В технологическом процессе производства печатных плат одной из важнейших операций является вырезание из липкой ленты (ПХВ) букв, цифр, знаков и различных контактных площадок, которые затем наклеиваются в нужных местах на фотооригинал. Орнаменты и изображения, изготовленные путем наклеивания на бумагу или нашивания на ткань разноцветных кусочков материи или бумаги, а также рисунок, созданный таким способом, называются аппликацией. Существуют несколько способов изготовления аппликаций. В одном из них цифровые или буквенные знаки вычерчивают на ватмане в масштабе 1:1, заливают тушью и вырезают. Рис. 1. Термомеханический- штамп ТМШ-1 В целях повышения производительности изготовления упомянутых выше элементов печатных плат их изображение вырезают из липкой ленты (ПХВ) предварительно нагретым инструментом — ножевой просечкой. Для этого на прямоугольную резиновую прокладку закрепляют термостойкую пленку «диамат», выдерживающую до 200 °С, к которой по всей длине приклеивают липкую ленту ПХВ. Ножевую просечку с буквенным или другим знаком, имеющим с обратной стороны хвостовик в виде резьбового винта, ввинчивают в обычный монтажный паяльник. После нагрева паяльнику придается вертикальное положение, и при легком нажатии на липкую ленту происходит вырезание знака. Термомеханический штамп ТМШ-1. При изготовлении ножевых просечек можно использовать термомеханический штамп ТМШ-1, который сочетает в себе источник нагрева и каретку с шаговым механизмом. В верхней части основания штампа имеется прямоугольный закрытый паз, в котором выполнены две сменные программные дорожки, задающие шаг для знаков размером 7 и 10 мм. В пазу установлена съемная подвижная каретка, на которой смонтирован полуавтоматический кнопочный переключатель программ. Сверху на каретке закреплена резиновая пластина и установлены два рычажных прижима 10. На направляющих перпендикулярно основанию помещены корпус, к которому подключают блок питания, а в вырезающий узел закрепляют буквенные или цифровые сменные просечки. При использовании термомеханического штампа с основания снимают каретку и на ее поверхности прижимами закрепляют термостойкую пленку «диамат» с предварительно наклеенной на нее липкой лентой. После этого каретку устанавливают на основании в крайнее правое положение, выбирают нужную шаговую программу и на вырезающем узле закрепляют соответствующие просечки. После значительной модернизации термомеханиче-ского штампа ТМШ-1 было разработано и внедрено в производство устройство для вырезания из липкой ленты букв, цифр и других знаков. Устройство для вырезания знаков из липкой ленты ПХВ. Устройство позволяет вырезать из липкой ленты буквы, цифры, контактные площадки различных конфигураций и размеров (от 6 до 40 мм) и практически полностью удовлетворяет потребность в знаках, применяемых для производства печатных плат при построении фотооригиналов. Следует заметить, что буквы и цифры, изготовляемые на устройстве, широко используют для оформления различных картотек, графиков, стенгазет, объявлений, при маркировке ящиков с технологической документацией и т. Рис. 2. Устройство для вырезания знаков из липкой ленты ПХВ Кроме того, эти липкие цифры наклеивают в качестве номеров на телефонных аппаратах. В конструкции устройства предусмотрено использование многоместных ножевых просечек (от 4 до 6 знаков), которые в сочетании с многопрограммной дорожкой и полуавтоматическим переключателем программ позволили в 20—30 раз повысить производительность труда. Пленка «диамат» с наклеенной на ней липкой лентой ПХВ может иметь различную ширину (в пределах длины подвижной каретки), длина же ее при этом не ограничивается. По всей длине устройства выполнена сквозная щель, которая позволяет продвигать пленку с готовыми знаками поперечно устройству в процессе работы. Эта возможность еще больше повышает универсальность устройства; кроме того, оно сочетает в себе источник нагрева и каретку с шаговым механизмом. В верхней части основания устройства имеется прямоугольный закрытый паз, в котором выполнены восемь программных дорожек, задающих шаг для знаков размером от 6 до 40 мм. Рис. 3. Чертежный прибор “Пингвин-5” Малые габаритные размеры и компактность прибора позволяют использовать его как в технологических и конструкторских бюро, так и в полевых условиях. Внедрение прибора «Пингвин-2» повысило производительность труда и культуру производства. Чертежный прибор «Пингвин-5». По сравнению с предыдущим он имеет более простую конструкцию и позволяет выполнять чертежно-графические работы на листах 11-го и 12-го форматов. Прямоугольное основание прибора выполнено из двух скрепленных между собой фанерных листов. В верхнем листе имеется цилиндрическое окно, в которое помещен поворотный стол, снабженный градусной шкалой с нулевым центром и 45 делениями по обе стороны. Рис. 4. Механическая кнопка Для расчета расстояний по вертикали на правой кромке неподвижного основания закреплена шкала длиной 330 мм, а на рейсшине предусмотрен соответствующий визир. К нижней плоскости основания прикреплены две регулируемые по высоте ножки, позволяющие устанавливать прибор под углом 30° к поверхности рабочего стола. На ножках и на плоскости основания снизу имеются резиновые прокладки, устраняющие скольжение прибора на рабочем столе. Поворотный стол снабжен четырьмя механическими кнопками постоянного действия, которые расположены так, что позволяют закреплять листы 11-го и 12-го форматов. Закрепление листа происходит следующим образом. Пальцем надавливают на узкую часть прижима и в образовавшуюся между его широкой частью и плоскостью доски щель устанавливают лист. Освобожденный прижим кнопки под действием пружины поворачивается и закрепляет лист, который затем можно легко снять, надавив еще раз на узкую часть прижима. Механическая кнопка имеет значительные преимущества перед обычной. Рассмотрим некоторые особенности работы с прибором «Пингвин-5». Установив поворотный стол так, чтобы нанесенная на основании прибора вертикальная риска совместилась с нулевым делением градусной шкалы 10, чертежный лист заводят под кнопки и закрепляют в положении, при котором горизонтальные линии рамки листа оказываются параллельными рейсшине. Для вычерчивания линий тушью рейсшину оставляют (что предусмотрено конструкцией) на расстоянии 1,5—2 мм от поверхности листов, что дает возможность продолжать работу, не дожидаясь высыхания туши, и исключает загрязнение чертежа. При работе карандашом рейсшину поджимают к поверхности чертежа ручкой. При построении круговых шкал и делений дуг окружностей на части их центры необходимо совместить с центром вращения стола. Таким образом, сочетание поворотного чертежного стола с плоскопараллельной рейсшиной и вертикальной шкалой неподвижного стола полностью исключает пользование различными угольниками, измерителями, транспортирами и другими делительными инструментами, а также прибором для нанесения штриховых линий. «Пингвин-5» позволяет выполнять чертежи с высокой точностью линейных (±0,25 мм) и угловых (±15”) размеров. Рис. 5. Универсальный чертежный прибор Для обеспечения плавного перемещения рейсшины цилиндрические направляющие необходимо один раз в месяц протирать и смазывать веретенным маслом с помощью тампона. Поверхности прибора следует 1—2 раза в месяц, также при помощи тампона, промывать бензином. Чертежный прибор «Пингвин-5» прост по конструкции, надежен в эксплуатации и не требует значительных затрат на изготовление. Универсальный чертежный прибор. Для облегчения труда при нанесении штриховых линий с разным шагом можно использовать универсальный чертежный прибор, осуществляющий более 17 операций. Его базовой деталью является основание, изготовленное из органического стекла, на котором закреплена миллиметровая линейка и выполнены шесть делительных программных дорожек, представляющих собой конические гнезда, расположенные на заданном программном расстоянии друг от друга. В пазу основания при помощи шпоночного подвижного соединения установлена каретка с шаговым фиксирующим устройством, которое может поворачиваться относительно оси и закрепляться гайкой. Каретка также может быть закреплена в любом положении относительно основания гайкой. На каретке при помощи шарнирного узла установлена линейка, имеющая миллиметровую шкалу и снабженная ползунами-упорами. Упоры могут перемещаться вдоль паза линейки и фиксироваться гайками. Кроме того, линейка имеет круговой паз, который обеспечивает ее закрепление гайкой после поворота на заданный угол. Два винта с игольчатыми наконечниками служат для фиксации всего прибора на чертежном листе. При транспортировке прибора подвижная линейка закрепляется с помощью штырька. Нанесение отрезков прямых линий на чертеж производится при помощи поворотной линейки. Длину отрезков можно выдерживать по миллиметровой шкале или при помощи упоров. В последнем случае упоры устанавливаются на линейке на заданном расстоянии друг от друга и закрепляются гайками, а между ними по линейке проводится отрезок. Особенно удобно пользоваться упорами, когда необходимо провести несколько линий одной длины или отрезки разной длины с началом от одной прямой. Углы, различного вида треугольники и прямоугольники строятся также с помощью верхней подвижной линейки. При этом угол наклона линий отсчитывает -ся по градусной шкале каретки. Длину отрезков прямых линий (катетов, сторон прямоугольников и т. При вычерчивании дуг или окружностей длину их радиусов устанавливают подвижным упором (или двумя упорами) по шкале линейки. Центром вращения в этом случае является шарнирный узел, соединяющий линейку с кареткой. При нажатии на кнопку шарнирного узла выдвигается игла, которая фиксирует центр воашения на чертеже. В случае, когда центр окружности задан точкой, установку прибора производят по осевым линиям, проведенным через эту точку. При этом горизонтальную осевую линию совмещают с нулевой риской градусной шкалы каретки, а вертикальную — с краем подвижной линейки, расположенной под углом 90° к горизонтальной линии. Затем остро заточенный карандаш вставляют в отверстие зафиксированного на размер радиуса упора и, вращая подвижную линейку или весь прибор относительно иглы шарнира, вычерчивают нужную дугу или окружность. С помощью подвижной линейки можно вычерчивать окружность диаметром до 540 мм. Если необходимо получить окружность большего диаметра, то подвижную линейку откидывают на 180° и по 500-миллиметровой масштабной линейке с помощью подвижного упора устанавливают радиус требуемой длины. Нанесение штриховых линий с различными постоянными или переменными шагами, а также построение логарифмических сеток для графиков производятся с помощью программных дорожек, выполненных на основании прибора. Каждой из шести программных дорожек соответствует индекс, указывающий шаг штриховки при наклоне в 45° или назначение данной программной дорожки. Они предназначены для нанесения штриховых линий, находящихся друг от друга на расстоянии 1, 2, 3 и 4 мм соответственно. Подвижную линейку устанавливают по градусной шкале каретки на требуемый угол и поворотом фиксирующего устройства включают нужную программу. Шариковая фиксация обеспечивает запрограммированное на дорожке дискретное движение линейки относительно основания. Заданная на четырех дорожках программа совместно с различными углами поворота подвижной линейки позволяет получить шаг штриховки от 0 до 6 мм. Все перечисленные операции (кроме операции проведения прямых линий и вычерчивания дуг и окружностей) производятся при ввернутых игольчатых винтах и могут быть выполнены тушью, так как подвижная линейка находится на некотором расстоянии от поверхности листа. Выставление прибора по координатам осуществляется по контрольным красным рискам и рискам масштабной линейки основания. По окончании работ подвижную линейку закрепляют на основании при помощи штырька 16, а игольчатые винты выворачивают и вкладывают прибор в специальный чехол. Технико-экономические показатели универсального чертежного прибора демонстрируют следующие примеры. На расчет и построение логарифмической координатной сетки обычно уходит 40—60 мин, а иногда и больше. Прибор же позволяет производить подобную операцию за 18—20 с. Много времени уходит на вычерчивание штриховых линий в разрезах деталей, а качество чертежно-графических работ при этом обычно оставляет желать лучшего. Используя же данный прибор, конструктор выполняет эту операцию гораздо быстрее и качественнее. Рис. 6. Шкалограф Шкалограф. Вычерчивание дуговых и круговых шкал — наиболее трудоемкая и кропотливая работа, выполняемая конструктором. Отсутствие соответствующих приборов часто является причиной низкого качества чертежей. Чертежный прибор шкалограф позволяет в 5—6 раз ускорить вычерчивание шкал при отличном качестве построения. Он состоит из двух основных деталей: основания, имеющего квадратную форму, и поворотного лимба, на котором закреплен трафарет штрихов и знаков с миллиметровой шкалой. Лимб установлен в цилиндрической выточке, выфрезерованной в основании, и может в ней свободно вращаться. На основании выгравирована круговая градусная шкала, снабженная двойной оцифровкой (по часовой и против часовой стрелки). Трафарет имеет радиальный паз, одна сторона которого служит линейкой для проведения линий. В лимбе также имеется паз, параллельный предыдущему, в котором установлен сухарик, закрепляемый гайкой. Фиксация шкалографа на чертеже производится четырьмя игольчатыми винтами, расположенными по углам основания. Шкалограф можно использовать при вычерчивании круговых и дуговых шкал, проведении дуг, окружностей и замере углов, построении треугольников, нанесении круговых стрелок и др. Приступая к вычерчиванию дуговых или круговых шкал, прежде всего необходимо зафиксировать прибор на чертеже при помощи игольчатых винтов, затем установить сухарик на требуемый радиус и закрепить его гайкой. Нанесение рисок шкалы в дальнейшем производится через трехступенчатый вырез сухарика, а деление — по шкале основания с использованием нониусной шкалы лимба. Оцифровка шкал осуществляется по вырезанным на трафарете шаблонам цифр различных размеров. При вычерчивании дуг и окружностей острый конец карандаша вставляют в нужное отверстие трафарета, а затем перемещают относительно оси. Для подобной операции может быть использован также сухарик, выставленный на требуемый радиус от центра поворота лимба. Если дуга заканчивается стрелкой, то последнюю вычерчивают, используя вырезанные на трафарете шаблоны. Шкалограф имеет простую конструкцию и может быть изготовлен на любом предприятии. Чертежный трафарет шрифтов и трафаретная планка. При вычерчивании цифровых и буквенных надписей конструктор прежде всего сталкивается с необходимостью рассчитать длину надписи и определить ее расположение на детали. На это уходит значительное время. Еще больше времени уходит на непосредственное вычерчивание надписи стандартным шрифтом. Трафарет шрифтов сокращает это время в 10—15 раз и обеспечивает высокое качество выполнения чертежей. Трафарет состоит из прямоугольного основания, имеющего продольный паз типа ласточкина хвоста, двух игольчатых винтов, четырех специальных винтов и движка, установленного в пазу. Основание, выполненное из органического стекла толщиной 4—5 мм, в средней части имеет продольное окно, а на верхней части — скос с выгравированной на нем миллиметровой шкалой от 0 до 240 мм. Трафарет должен быть снабжен набором шаблонов 5 букв, цифр и других обозначений различной формы и размеров, предусмотренных ГОСТ 3454—59. Рис. 7. Чертежный трафарет шрифтов Для выполнения требуемой надписи или обозначения из кассы выбирают соответствующие шаблоны и укладывают их на ровной поверхности в порядке написания. При вычерчивании небольшого числа знаков лучше пользоваться трафаретной планкой, на которой выполнены все буквы, цифры и некоторые другие знаки. Трафаретная планка, как и обычные наборные шаблоны, имеет в своем сечении форму ласточкина хвоста. Ее вставляют в основание трафарета и, периодически перемещая в горизонтальном положении, наносят необходимые буквенные или цифровые обозначения. Для того чтобы интервал между ними был постоянным, левый край каждого последующего знака сопрягают с правым штрихом уже вычерченного. Рис. 8. Трафаретная планка На вычерчивание одного знака с помощью трафаретной планки уходит примерно 1—2 с, что значительно меньше времени, которое было бы затрачено на выполнение подобной операции вручную. Геометрический построитель. Этот прибор предназначен для построения и графического выполнения различных геометрических фигур — квадратов, прямоугольников, треугольников, параллелограммов и т. п.— в различных масштабах. Он состоит из четырех линеек 1—4 с масштабными делениями и продольными пазами, выполненных из прозрачного материала. Линейки имеют дуговые шкалы на 180° с ценой деления 1°. В центре дуговой шкалы линейки закреплена пустотелая ось с зажимной гайкой, связывающей одну линейку с другой. В отверстие оси линейки вмонтирован самоубирающийся центр игольчатого типа, вокруг которого может поворачиваться весь прибор. Рис. 9. Геометрический построитель Перед выполнением графической работы ослабляют винты и стопорные гайки, расположенные в центрах дуговых шкал прибора. Затем при помощи дуговых шкал и метрических делений на линейках устанавливают необходимую фигуру и закрепляют всю систему стопорными винтами и гайками. Используя получившуюся фигуру как трафарет, выполняют всю работу карандашом. При помощи геометрического построителя можно вычерчивать дуги и окружности диаметром от 20 до 1000 мм. При ослабленных винтах и гайках прибор можно «насадить» на деталь любой конфигурации, прижать к ее сторонам все четыре линейки, зафиксировать их в этом положении, снять с детали и затем использовать как обычный трафарет. Кроме того, при различном сочетании всех четырех линеек (с учетом метрических делений и угловых шкал геометрического построителя) можно вычерчивать различные орнаменты, используемые в художественном конструировании. Циркуль-измеритель. Этот прибор является универсальным инструментом. С его помощью можно вычерчивать окружности диаметром 1—300 мм, а также при необходимости использовать как измеритель. Для этого в его цангу вместо грифеля вставляют специальную иглу. Данный циркуль как бы обобщает в себе три инструмента: циркуль, балеринку (для вычерчивания малых окружностей) и измеритель. Кроме того, он не может во время проведения дуги или окружности смещаться с заданного размера диаметра. Надежность закрепления пишущего узла обеспечивает стопорный винт. Рис. 10. Циркуль-измеритель Циркуль состоит из штанги (являющейся базовой деталью), на которой по всей длине нанесены миллит метровые деления (от 0 до 160 мм). Штанга по всей длине поверхности имеет сквозной паз, по которому перемещается узел с последующим закреплением его в нужных местах стопорным винтом. На узле закреплен микронониус, пишущий или измерительный элемент и стопорный винт. При пользовании циркулем-измерителем ослабляют стопорный винт, затем устанавливают нониус на требуемый размер по метрической линейке штанги и закрепляют узел стопорным винтом. Затем нажимают на ручку с накаткой узла, иглой и вращательным движением штанги с пишущим узлом вычерчивают нужный диаметр окружности. Циркуль-измеритель может быть изготовлен на любом предприятии, так как в нем использованы стандартные детали от обычного циркуля и балеринки. Он удобен и надежен в эксплуатации и повышает производительность труда. Чертежная линейка «Пунктир-секунда». Данная линейка предназначена для нанесения на чертежах карандашом пунктирных, штрихпунктирных, осевых и центровых линий. Она представляет собой прямоугольную линейку, изготовленную из прозрачного материала толщиной 1,5 мм. Вдоль ее основания сделаны сквозные прорези с поперечными перемычками закругленной формы (способствующими плавному скольжению карандаша), интервалы между которыми выполнены в соответствии со стандартом на пунктирные и штриховые линии. Рис. 11. Чертежная линейка i Пунктир-Секунда» Линейка «Пунктир-секунда» повышает культуру производства и качественно выполняемых работ, ускоряет процесс нанесения пунктирных и штрихпунктирных линий в 15—17 раз (для проведения одной такой линии достаточно 1—2 с). Чертежное устройство с беспрерывной подачей туши. Устройство состоит из корпуса-баллона (стеклянная трубка диаметром 5—6 мм), на одном конце которого наглухо закреплен металлический наконечник с конусом для установки сменных пишущих элементов, выполненных из обычных медицинских игл. Длина трубок пишущих элементов 8—10 мм. Для чертежно-графических и копировальных работ пишущий элемент изготавливается прямым, а для выполнения текстовых работ его сгибают, что создает большое удобство при нанесении знаков. Наиболее распространен самый малый диаметр трубки, который позволяет наносить линии толщиной 0,2 мм. Пишущие элементы, изготовленные, из медицинских игл, имеют преимущество перед рейсфедером, так как обеспечивают постоянную ширину штриха и являются самозатачивающимися. Материалом для них служит нержавеющая сталь, поэтому они отличаются большой надежностью и практически не изнашиваются. Рис. 12. Чертежное устройство с беспрерывной подачей туши В тех случаях, когда требуется нанести штриховые линии толщиной от 0,03 до 1,5 мм и более, применяется рейсфедер. Для этого его предварительно затачивают, отрезают винт, на котором ранее закреплялась ручка, и в центре образующегося торца высверливают сквозное отверстие, равное диаметру корпуса иглы. В это отверстие вводят медицинскую иглу и припаивают так, чтобы ее трубка находилась между губками рейсфедера на 1,5—2 мм выше его пишущих кромок, что обеспечивает непрерывную подачу туши. С целью предохранения пишущих элементов от засорения в каналы трубок вставляют мандрены (тонкие проволочки). В комплект устройства входит также приставка для закрепления на нем циркуля. Корпус-баллон заправляют следующим образом. Через переходник на него насаживают обычную резиновую пипетку и, опустив наконечник баллона в тушь, засасывают нужную порцию. После закрепления на наконечнике пишущего элемента слегка нажимают на пипетку, вытесняя одной или двумя каплями туши оставшийся воздух. Сняв пипетку, на баллон насаживают клапан регулировки подачи туши, вытягивают из пишущего элемента мандрен и приступают к работе. Полная заправка баллона обеспечивает беспрерывную работу в течение 45—50 мин. Перерыв в работе при заправленном тушью пишущем элементе допускается не более 8 мин, иначе тушь высыхает и пишущий элемент выходит из строя. При более длительных перерывах в работе или после ее окончания корпус-баллон и пишущие элементы промывают проточной водой, насухо вытирают и в трубки вставляют мандрены. Чертежное устройство с беспрерывной подачей туши значительно повышает производительность труда. Его легко изготовить, так как примерно 60% деталей, из которых оно состоит, выпускается отечественной промышленностью. Реклама:Читать далее:Станки с пантографом и оснастка к ним
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 д.
д.
 На основании сверху и снизу нанесены по три риски с центральными углами в 45° между ними. В центре с тыльной стороны поворотного стола, прикреплен фланец с осью, входящей во втулку, установленную на основании. Вдоль кромок основания справа и слева на кронштейнах параллельно друг другу закреплены две цилиндрические направляющие, по которым перемещается ползун, жестко связанный с рейсшиной, имеющей миллиметровую шкалу длиной 500 мм. Рейсшину перемещают за ручку.
На основании сверху и снизу нанесены по три риски с центральными углами в 45° между ними. В центре с тыльной стороны поворотного стола, прикреплен фланец с осью, входящей во втулку, установленную на основании. Вдоль кромок основания справа и слева на кронштейнах параллельно друг другу закреплены две цилиндрические направляющие, по которым перемещается ползун, жестко связанный с рейсшиной, имеющей миллиметровую шкалу длиной 500 мм. Рейсшину перемещают за ручку.
 Она облегчает закрепление листов и повышает культуру рабочего места. На досках из пластмассы, где обычные кнопки применяться не могут, механическая кнопка особенно эффективна, так как заменяет крепление листов липкой лентой.
Она облегчает закрепление листов и повышает культуру рабочего места. На досках из пластмассы, где обычные кнопки применяться не могут, механическая кнопка особенно эффективна, так как заменяет крепление листов липкой лентой. Чтобы определить этот центр, наносят две взаимно перпендикулярные линии при различном угловом положении стола. Точка их пересечения и будет искомым центром. Далее построение производят при помощи градусной шкалы.
Чтобы определить этот центр, наносят две взаимно перпендикулярные линии при различном угловом положении стола. Точка их пересечения и будет искомым центром. Далее построение производят при помощи градусной шкалы. Применение прибора резко повышает производительность труда и культуру производства.
Применение прибора резко повышает производительность труда и культуру производства.
 д.) откладывают по миллиметровой шкале рабочей подвижной линейки.
д.) откладывают по миллиметровой шкале рабочей подвижной линейки. Вставив в отверстие упора карандаш и вращая весь прибор относительно крайнего игольчатого винта основания, получают необходимую окружность. Данный прием позволяет вычерчивать окружности диаметром до 1000 мм.
Вставив в отверстие упора карандаш и вращая весь прибор относительно крайнего игольчатого винта основания, получают необходимую окружность. Данный прием позволяет вычерчивать окружности диаметром до 1000 мм.


 Затем шаблоны наклоняют на 20—30°, а сверху накладывают трафарет с вывернутыми винтами 2 и 4 и выдвинутым движком (при этом набор шаблонов должен оказаться в центре окна основания). После этого перемещают движок влево до тех пор, пока весь набор не упрется в планку, зажатую винтом 6. Установив трафарет в нужное место, его прикладывают игольчатыми винтами к чертежу и вычерчивают требуемую надпись или обозначение. Если ввернуть все четыре винта 4, то трафарет приподнимется над плоскостью чертежа, благодаря чему надписи и обозначения можно выполнять специальным рейсфедером (с трубкой) тушью.
Затем шаблоны наклоняют на 20—30°, а сверху накладывают трафарет с вывернутыми винтами 2 и 4 и выдвинутым движком (при этом набор шаблонов должен оказаться в центре окна основания). После этого перемещают движок влево до тех пор, пока весь набор не упрется в планку, зажатую винтом 6. Установив трафарет в нужное место, его прикладывают игольчатыми винтами к чертежу и вычерчивают требуемую надпись или обозначение. Если ввернуть все четыре винта 4, то трафарет приподнимется над плоскостью чертежа, благодаря чему надписи и обозначения можно выполнять специальным рейсфедером (с трубкой) тушью. Так как контур буквы на планке образован наклонной поверхностью, то расстояние между проекциями верхних контуров соседних букв на нижнюю плоскость будет соответствовать стандартному интервалу между буквами.
Так как контур буквы на планке образован наклонной поверхностью, то расстояние между проекциями верхних контуров соседних букв на нижнюю плоскость будет соответствовать стандартному интервалу между буквами. В центре дуговой шкалы другой линейки вмонтирована ось с отверстием под карандаш. Расположенная на оси гайка служит для соединения и фиксации этой линейки с третьей. В прорезях линейки размещены винты с гайками для закрепления линеек в любом положении.
В центре дуговой шкалы другой линейки вмонтирована ось с отверстием под карандаш. Расположенная на оси гайка служит для соединения и фиксации этой линейки с третьей. В прорезях линейки размещены винты с гайками для закрепления линеек в любом положении. Применение прибора значительно повышает производительность труда конструкторов- и художников-оформителей.
Применение прибора значительно повышает производительность труда конструкторов- и художников-оформителей.
 С правой стороны основания линейки сделаны взаимно перпендикулярные прорези длиной 40 мм для вычерчивания центровых линий (перекрестий). На оба конца линейки нанесены контрольные риски, служащие для продолжения штрихпунктирных линий большой длины. Линейка снабжена ручкой с накаткой. Габаритные размеры линейки 300X40X1,5 мм, длина прорезей — 240 мм.
С правой стороны основания линейки сделаны взаимно перпендикулярные прорези длиной 40 мм для вычерчивания центровых линий (перекрестий). На оба конца линейки нанесены контрольные риски, служащие для продолжения штрихпунктирных линий большой длины. Линейка снабжена ручкой с накаткой. Габаритные размеры линейки 300X40X1,5 мм, длина прорезей — 240 мм. Рабочий конец пишущего элемента заполировывается для лучшего скольжения по бумаге.
Рабочий конец пишущего элемента заполировывается для лучшего скольжения по бумаге.

Ruler Stencil Тяжелый шрифт
Семейство Ruler Stencil, состоящее из 10 шрифтов
- Акценты (частичные)
- Акценты (полные)
- Евро
Ruler Stencil Heavy. ttf
ttf
Скачать @шрифт-лицо
–>Теги
FancyMilitary
Примечание автора
Ruler Stencil — это разработка базового шрифта Ruler для создания имитации трафаретных линеек, используемых для рисования предопределенных шрифтов, обычно на чертежах.
Карта символов
Пожалуйста, используйте раскрывающееся меню для просмотра различных карт символов, содержащихся в этом шрифте.Основная информация о шрифте
Семейство шрифтов
Ruler Stencil Heavy
Подсемейство шрифтов
Regular
Уникальная идентификация подсемейства
Ruler Stencil Heavy: Версия 2.32
Полное имя шрифта
Ruler Stencil Heavy
Версия таблицы имен
Версия 2.32 26 ноября 2016 г.
Название шрифта Postscript
RulerStencilHeavy
Название производителя
Levi Szekeres
Designer
Levi Szekeres
Описание
9000 2 Шрифт линейкиРасширенная информация о шрифте
Поддерживаемые платформы
Платформа Кодировка
MicrosoftUnicode Только BMP
MacintoshRoman
UnicodeСемантика Unicode 2. 0 и выше, только Unicode BMP.
0 и выше, только Unicode BMP.
Детали шрифта
Создан 11.12.2015
Версия 2
Количество глифов380
Единиц на Em1400
Права на встраиваниеВстраивание для стационарной установки
Семейный классБез классификации
WeightMedium (normal)
WidthCondensed
Width typeNormal
Mac styleBold
Направление Только глифы строго слева направо
Характер узораОбычный
ПозаВертикальное положение
Вес штрихаКнижный, текстовый, обычный и т. д.
PitchNot monospaced
Ruler Stencil Heavy.ttf
Ruler Stencil Thin Italic.ttf
Ruler Stencil Bold Italic.ttf
Ruler Stencil Heavy Italic.ttf
Ruler Stencil Light Italic.ttf
Ruler Sten cil Bold.ttf
Трафарет линейки Курсив. ttf
Ruler Stencil Regular.ttf
Ruler Stencil Thin.ttf
Ruler Stencil Light.ttf
Загрузить все
- Акценты (частичные)
- Акценты (полные) 9000 5 евро
Ruler Stencil Thin Italic. ttf
ttf
Скачать @font-face
- Акценты (частичные)
- Акценты (полные)
- Евро
Ruler Stencil Bold Italic.ttf
Скачать @font-face
- Акценты (частичные)
- Акценты (полные)
- Euro
Ruler Stencil Heavy Italic.ttf
Скачать @font-face
- Акценты (частичные)
- Акценты (полностью)
- Евро
Линейка Stencil Light Italic.ttf
Скачать @font-face
- Акценты (частичные)
- Акценты (полные)
- Евро
Ruler Stencil Bold.ttf
Скачать @font-face
- Акценты (частичные)
- Акценты (полные)
- Евро
Ruler Stencil Italic.ttf
Скачать @шрифт-лицо
- Акценты (частичные)
- Акценты (полные)
- Евро
Трафарет линейки Regular.ttf
Скачать @font-face
- Акценты (частичные)
- Акценты (полные)
- Евро
Ruler Stencil Thin. ttf
ttf
Скачать @font-face
- Акценты (частичные)
- Акценты (полные)
- Euro
Ruler Stencil Light.ttf
Скачать @font-face
Шрифт – Isomars
Quick Shop
Набор из 2 линеек Isomars Spencerian Ruler — линейка Engrosser для каллиграфии
рупий 285.00 рупий 429.00
– Isomars Calligraphy Engrosser / Spencerian Ruler – акриловая линейка
– Это инструмент для экономии времени, который можно использовать для рисования и каллиграфии/письма.
– Имеет наклон 55 градусов и наклон 52 градуса на обоих концах соответственно.
-Портативный и легко помещается в пенал и карман.
Посмотреть полную информацию о продукте
Quick Shop
Isomars Набор трафаретов для надписей, 5 шт.
 , 4 трафарета и 12-дюймовая линейка
, 4 трафарета и 12-дюймовая линейкарупий 237.00 рупий 599.00
- Включает прописные и строчные буквы разных размеров и номеров
- Отлично подходит для изготовления вывесок и художественных проектов. Прецизионно фрезерованные вырезы с трафаретной маркировкой и градуировкой
- Эти пластиковые многоразовые трафареты хорошо сочетаются с краской, маркерами и другими предметами.
Посмотреть полную информацию о продукте
Quick Shop
Isomars Italic Letters Drawing Template – IS5
рупий 214.00
рупий 478.![]() 00
00
- Isomars 20 мм 2 см Курсив Курсив Надписи Буквы Рисунок Рисунок Шаблон может использоваться во многих областях искусства и ремесел — от дизайна ювелирных изделий до иллюстраций и изготовления карт — для рисования фигур на различных поверхностях.
- Изготовлен из прозрачного акрила.
- Шаблон лишь слегка гибкий.
Посмотреть полную информацию о продукте
Quick Shop
Набор трафаретов для шрифтов Isomars, 2 шт. — учебник
рупий 142.00 рупий 312.00
- Isomars – Набор из 2 трафаретов
- Материал: Небьющийся пластик
- Можно использовать для кисти.
- Акриловые краски, акварель, спрей, карандаши и ручка для рисования.

